- Page 1 and 2:
Käyttäjän käsikirja DIN/ISO-ohj
- Page 3:
Työkalujen määrittelyt Näppäin
- Page 6 and 7:
TNC-tyyppi, ohjelmisto ja toiminnot
- Page 8 and 9:
TNC-tyyppi, ohjelmisto ja toiminnot
- Page 10 and 11:
Uudet toiminnot ohjelmistossa 34055
- Page 12 and 13:
Muutetut toiminnot ohjelmistossa 34
- Page 15 and 16:
1 Ensimmäinen askel TNC 320 ohjauk
- Page 17 and 18:
3 Ohjelmointi: Perusteet, Tiedoston
- Page 19 and 20:
5 Ohjelmointi: Työkalut ..... 129
- Page 21 and 22:
7 Ohjelmointi: Aliohjelmat ja ohjel
- Page 23 and 24:
8.10 Merkkijonoparametrit ..... 243
- Page 25 and 26:
10 Ohjelmointi: Erikoistoiminnot ..
- Page 27 and 28:
12 Käsikäyttö ja asetus ..... 32
- Page 29 and 30:
13 Paikoitus käsin sisäänsyött
- Page 31 and 32:
15 MOD-toiminnot ..... 393 15.1 MOD
- Page 33 and 34:
Ensimmäinen askel TNC 320 ohjaukse
- Page 35 and 36:
1.2 Koneen kytkentä päälle Virta
- Page 37 and 38:
Uuden ohjelman avaus/Tiedostonhalli
- Page 39 and 40:
Ohjelman rakenne Koneistusohjelmien
- Page 41 and 42:
26 27 0 Muotoon ajo: Sisäänajoka
- Page 43 and 44:
NC-esimerkkilauseet %C200 G71 * N10
- Page 45 and 46:
Valitse ohjelma, jota haluat tarkas
- Page 47 and 48:
1.5 Työkalujen asetus Oikean käyt
- Page 49 and 50:
1.6 Työkappaleen asetus Oikean kä
- Page 51 and 52:
Peruspisteen asetus 3D-kosketusjär
- Page 53 and 54:
Johdanto
- Page 55 and 56:
2.2 Näyttöruutu ja käyttöpaneel
- Page 57 and 58:
Käyttöpaneeli TNC 320 toimitetaan
- Page 59 and 60:
Ohjelman tallennus/editointi Koneis
- Page 61 and 62:
2.4 Tilanäytöt "Yleinen" tilanäy
- Page 63 and 64:
Lisätilanäytöt Lisätilanäytöt
- Page 65 and 66:
Ohjelmanosatoisto/aliohjelma (Kohde
- Page 67 and 68:
Asemat ja koordinaatit (Kohde POS)
- Page 69 and 70:
Q-parametrin näyttö (välilehti Q
- Page 71 and 72:
Kosketusjärjestelmä TT 140 työka
- Page 73 and 74:
Ohjelmointi: Perusteet, Tiedostonha
- Page 75 and 76:
Perusjärjestelmä jyrsinkoneilla K
- Page 77 and 78:
Absoluuttiset ja inkrementaaliset t
- Page 79 and 80:
3.2 Ohjelman avaus ja sisäänsyöt
- Page 81 and 82:
Esimerkki: Aihion muodon BLK-FORM n
- Page 83 and 84:
Hetkellisaseman talteenotto TNC mah
- Page 85 and 86:
Toiminto Valitun sanan arvon asetus
- Page 87 and 88:
Ohjelmanosien merkintä, kopiointi,
- Page 89 and 90:
Mielivaltaisen tekstin etsintä/kor
- Page 91 and 92:
Tiedostojen nimet Ohjelmilla, taulu
- Page 93 and 94:
Yleiskuvaus: Tiedostonhallinnan toi
- Page 95 and 96:
Levyasemien, hakemistojen ja tiedos
- Page 97 and 98:
Uuden hakemiston luonti Merkitse va
- Page 99 and 100:
Tiedoston valinta viimeisten valitt
- Page 101 and 102:
Tiedostojen merkintä Merkintätoim
- Page 103 and 104:
Lisätoiminnot Tiedoston suojaus /
- Page 105 and 106:
Jos haluat kopioida ulkoisesta muis
- Page 107 and 108:
USB-laitteet TNC:llä Voit erittäi
- Page 109 and 110:
Ohjelmointi: Ohjelmointiapu
- Page 111 and 112:
4.2 Kommenttien lisäys Käyttö Ha
- Page 113 and 114:
4.3 Ohjelman selitykset Määritelm
- Page 115 and 116:
Laskutoiminnot Pikakäsky (Näppäi
- Page 117 and 118:
Lauseen numeron näyttö ja piilotu
- Page 119 and 120:
Yksityiskohtaiset virheilmoitukset
- Page 121 and 122:
Näppäilypöytäkirja TNC tallenta
- Page 123 and 124:
4.7 Sisältöperusteinen ohjejärje
- Page 125 and 126:
Navigointi TNCguide-järjestelmäss
- Page 127 and 128:
Hakusanahakemisto Tärkeimmät haku
- Page 129 and 130:
Ohjelmointi: Työkalut
- Page 131 and 132:
5.2 Työkalutiedot Työkalukorjauks
- Page 133 and 134:
Työkalutietojen sisäänsyöttö t
- Page 135 and 136:
Työkalutaulukko: Työkalutiedot au
- Page 137 and 138:
Muun halutun työkalutaulukon avaus
- Page 139 and 140:
Työkalutaulukoiden tuonti Koneen v
- Page 141 and 142:
Valitse paikkataulukko ohjelman tal
- Page 143 and 144:
Työkalutietojen kutsu Työkalukuts
- Page 145 and 146:
Automaattinen työkalun vaihto kest
- Page 147 and 148:
TNC tallentaa työkalun käyttöaja
- Page 149 and 150:
5.3 Työkalukorjaus Johdanto TNC ko
- Page 151 and 152:
Rataliikkeet sädekorjauksella: G42
- Page 153 and 154:
Ohjelmointi: Muotojen ohjelmointi
- Page 155 and 156:
6.2 Ratatoimintojen perusteet Työk
- Page 157 and 158:
Kiertosuunta DR ympyränkaariliikke
- Page 159 and 160:
Loppupiste Vaatimuksen loppupisteen
- Page 161 and 162:
NC-esimerkkilauseet N50 G00 G40 G90
- Page 163 and 164:
Suora pikaliikkeellä G00 Suora sy
- Page 165 and 166:
Nurkan pyöristys G25 Toiminto G25
- Page 167 and 168:
Ympyrärata C ympyrän keskipisteen
- Page 169 and 170:
Keskipistekulma CCA ja ympyräkaare
- Page 171 and 172:
Esimerkki: Karteesinen suora liike
- Page 173 and 174:
N160 G01 X+5 * Ajo viimeiseen muoto
- Page 175 and 176:
6.5 Rataliikkeet - polaarikoordinaa
- Page 177 and 178:
Ympyrärata G12/G13/G15 napapisteen
- Page 179 and 180:
Kierukkalinja (ruuvikierre) Kierukk
- Page 181 and 182:
Esimerkki: Suora liike napakoordina
- Page 183 and 184:
Ohjelmointi: Aliohjelmat ja ohjelma
- Page 185 and 186:
7.2 Aliohjelmat Työvaiheet 1 TNC s
- Page 187 and 188:
7.4 Mielivaltainen ohjelma aliohjel
- Page 189 and 190:
7.5 Ketjuttaminen Ketjutustavat Al
- Page 191 and 192:
Ohjelmanosatoistojen toistaminen NC
- Page 193 and 194:
7.6 Ohjelmointiesimerkki Esimerkki:
- Page 195 and 196:
Esimerkki: Reikäryhmät Ohjelmanku
- Page 197 and 198:
Esimerkki: Reikäryhmä useammilla
- Page 199 and 200:
Ohjelmointi: Q-parametri
- Page 201 and 202:
Merkitys Ryhmä Vapaasti käytettä
- Page 203 and 204:
8.2 Osaperheet - Q-parametri lukuar
- Page 205 and 206:
Peruslaskutoimitusten ohjelmointi E
- Page 207 and 208:
Kulmatoimintojen ohjelmointi Kulmat
- Page 209 and 210:
8.6 Q-parametrin tarkastus ja muokk
- Page 211 and 212:
D14: ERROR: Virheilmoituksen tulost
- Page 213 and 214:
Virheen numero Teksti 1042 Ajosuunt
- Page 215 and 216:
Virheen numero Teksti 1100 Kinemati
- Page 217 and 218:
Ryhmän nimi, ID-no. Numero Indeksi
- Page 219 and 220:
Ryhmän nimi, ID-no. Numero Indeksi
- Page 221 and 222:
Ryhmän nimi, ID-no. Numero Indeksi
- Page 223 and 224:
Ryhmän nimi, ID-no. Numero Indeksi
- Page 225 and 226:
D19 PLC: Arvojen luovutus PLC:hen T
- Page 227 and 228:
D37 EXPORT Toimintoa D37 tarvitaan
- Page 229 and 230:
Transaktio Periaatteessa transaktio
- Page 231 and 232:
SQL-käskylauseiden ohjelmointi SQL
- Page 233 and 234:
SQL SELECT SQL SELECT valitsee taul
- Page 235 and 236:
Ehto Ohjelmointi yhtäsuuri = == er
- Page 237 and 238:
SQL UPDATE SQL UPDATE siirtää Q-p
- Page 239 and 240:
8.9 Kaavan suora sisäänsyöttö K
- Page 241 and 242:
Laskusäännöt Matemaattisten kaav
- Page 243 and 244:
8.10 Merkkijonoparametrit Merkkijon
- Page 245 and 246:
Merkkijonoparametrin ketjutus Ketju
- Page 247 and 248:
Osamerkkijonon kopiointi merkkijono
- Page 249 and 250:
Merkkijonoparametrin testaus Toimin
- Page 251 and 252:
Aakkosnumeerisen järjestyksen vert
- Page 253 and 254:
Koneparametrin merkkijonon lukemine
- Page 255 and 256:
8.11 Esivaratut Q-parametrit TNC:n
- Page 257 and 258:
Mittamäärittelyt ohjelmassa: Q113
- Page 259 and 260:
Kosketusjärjestelmän työkiertoje
- Page 261 and 262:
8.12 Ohjelmointiesimerkki Esimerkki
- Page 263 and 264:
Esimerkki: Kovera lieriö sädejyrs
- Page 265 and 266:
Esimerkki: Kupera pallo varsijyrsim
- Page 267 and 268:
Ohjelmointi: Lisätoiminnot
- Page 269 and 270:
9.2 Lisätoiminnot ohjelmanajon val
- Page 271 and 272:
Olosuhde toiminnolla M92 - Koneen p
- Page 273 and 274:
9.4 Lisätoiminnot ratakäyttäytym
- Page 275 and 276:
Avointen muotonurkkien täydellinen
- Page 277 and 278:
Syöttöarvo yksikössä millimetri
- Page 279 and 280:
Vaikutus M120 on oltava siinä NC-l
- Page 281 and 282:
Vetäytyminen muodosta työkaluakse
- Page 283 and 284:
Työkalun automaattinen irrotus muo
- Page 285 and 286:
Ohjelmointi: Erikoistoiminnot
- Page 287 and 288:
Ohjelmamäärittelyjen valikko Ohj
- Page 289 and 290:
10.2 DIN/ISO-toimintojen määritte
- Page 291 and 292:
Tekstin muokkaus Tekstieditorin ens
- Page 293 and 294:
Tekstilohkojen käsittely Voit kopi
- Page 295 and 296:
Ohjelmointi: Moniakselikoneistus
- Page 297 and 298:
11.2 PLANE-toiminto: koneistustason
- Page 299 and 300:
PLANE-toiminnon määrittely Ota e
- Page 301 and 302:
Koneistustason määrittely tilakul
- Page 303 and 304:
Koneistustason määrittely projekt
- Page 305 and 306:
Koneistustason määrittely Euler-k
- Page 307 and 308:
Koneistustason määrittely kahden
- Page 309 and 310: Koneistustason määrittely kolmen
- Page 311 and 312: Koneistustason määrittely yksitt
- Page 313 and 314: Sisäänsyöttöparametri Akseliku
- Page 315 and 316: Kiertopisteen etäisyys työkalun k
- Page 317 and 318: Esimerkki, kun kone on varustettu C
- Page 319 and 320: Kiertoakseleiden matkaoptimoitu ajo
- Page 321 and 322: Kääntöakseleiden peruutus: M138
- Page 323 and 324: Käsikäyttö ja asetus
- Page 325 and 326: TNC on nyt toimintavalmis ja asettu
- Page 327 and 328: 12.2 Koneen akseleiden ajo Ohje Sy
- Page 329 and 330: Ajo elektronisella käsipyörällä
- Page 331 and 332: Karan kierrosluvun ja syöttöarvon
- Page 333 and 334: Peruspisteen asetus akselinäppäin
- Page 335 and 336: Esiasetustaulukkoon voidaan tallent
- Page 337 and 338: Toiminto Ohjelmanäppäin Työkalun
- Page 339 and 340: Peruspisteen aktivointi esasetustau
- Page 341 and 342: Mittausarvojen kirjoitus kosketusty
- Page 343 and 344: Todellisen pituuden kalibrointi HEI
- Page 345 and 346: Kalibrointiarvojen näyttö TNC tal
- Page 347 and 348: Peruskäännön määritys Kosketu
- Page 349 and 350: Nurkka peruspisteenä Kosketustoim
- Page 351 and 352: Työkappaleen mittaus 3D-kosketusj
- Page 353 and 354: Kulmaperusakselin ja työkappaleen
- Page 355 and 356: 12.9 Koneistustason kääntö (ohje
- Page 357 and 358: Referenssipisteeseen ajo käännety
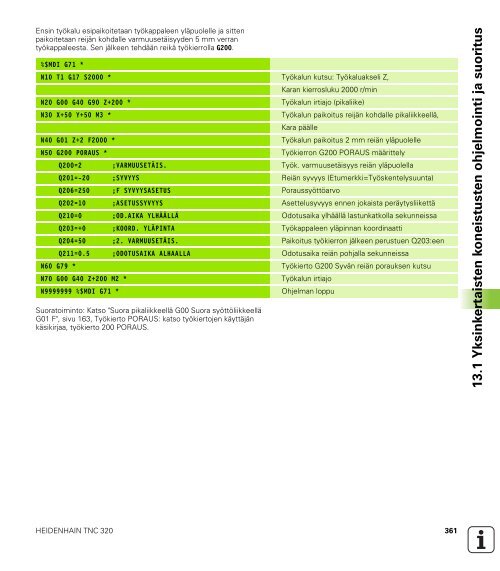
- Page 359: Paikoitus käsin sisäänsyöttäen
- Page 363 and 364: Ohjelmien tallennus tai poisto tied
- Page 365 and 366: Ohjelman testaus ja ohjelmanajo
- Page 367 and 368: Ohjelman testauksen nopeuden asetus
- Page 369 and 370: Esitys 3 tasossa Esitys näytetää
- Page 371 and 372: Jos sinulla on hiiri kytkettynä TN
- Page 373 and 374: Graafisen simulaation toisto Koneis
- Page 375 and 376: 14.2 Aihion esitys työskentelytila
- Page 377 and 378: 14.4 Ohjelman testaus Käyttö Ohje
- Page 379 and 380: Ohjelmatestin suoritus Aktiivisella
- Page 381 and 382: Koneistusohjelman toteutus Valmiste
- Page 383 and 384: Koneen akseleiden ajo keskeytyksen
- Page 385 and 386: Ohjelmanajon jatkaminen KÄYNTIINn
- Page 387 and 388: Valitse sen hetkisen ohjelman ensim
- Page 389 and 390: 14.6 Automaattinen ohjelman käynni
- Page 391 and 392: 14.8 Valinnainen ohjelmanajon pysä
- Page 393 and 394: MOD-toiminnot
- Page 395 and 396: MOD-toimintojen yleiskuvaus Valitus
- Page 397 and 398: 15.3 Avainluvun sisäänsyöttö K
- Page 399 and 400: Databittien asetus (dataBits) Asetu
- Page 401 and 402: Tiedonsiirron ohjelmisto TNC:hen ta
- Page 403 and 404: 15.5 Ethernet-liitäntä Johdanto T
- Page 405 and 406: Asetus Merkitys IP-ADRESS Ohjauksen
- Page 407 and 408: Asetus Merkitys Tiedostojärjeste l
- Page 409 and 410: 15.6 Paikoitusnäytön valinta Käy
- Page 411 and 412:
15.8 Käyttötietojen näyttö Käy
- Page 413 and 414:
Taulukot ja yleiskuvaus
- Page 415 and 416:
Konfiguraatioeditorin kutsu Käytt
- Page 417 and 418:
Parametriasetukset DisplaySettings
- Page 419 and 420:
Parametriasetukset ProbeSettings Ko
- Page 421 and 422:
Parametriasetukset Geometriasuodati
- Page 423 and 424:
Oheislaite Pistoliittimen sijoittel
- Page 425 and 426:
Käyttäjätoiminnot Koneistustyök
- Page 427 and 428:
Lisälaitteet Elektroniset käsipy
- Page 429 and 430:
16.4 Puskuripariston vaihto Kun ohj
- Page 431 and 432:
Yleiskuvaustaulukot Koneistustyöki
- Page 433 and 434:
Lisätoiminnot M Vaikutus Vaikutus
- Page 435 and 436:
Toimintovertailussa TNC 320 ja iTNC
- Page 437 and 438:
Vertailu: Konekohtaiset toiminnot T
- Page 439 and 440:
Toiminto TNC 320 iTNC 530 Työkaluk
- Page 441 and 442:
Toiminto TNC 320 iTNC 530 Grafiikka
- Page 443 and 444:
Toiminto TNC 320 iTNC 530 Koneistus
- Page 445 and 446:
Työkierto TNC 320 iTNC 530 27, Muo
- Page 447 and 448:
Vertailu: Lisätoiminnot M Vaikutus
- Page 449 and 450:
Vertailu: Kosketustyökierrot käsi
- Page 451 and 452:
Työkierto TNC 320 iTNC 530 419, Pe
- Page 453 and 454:
Toiminto TNC 320 iTNC 530 Laitenäp
- Page 455 and 456:
Toiminto TNC 320 iTNC 530 Valmistaj
- Page 457 and 458:
Toiminto TNC 320 iTNC 530 Esiasetus
- Page 459 and 460:
Toiminto TNC 320 iTNC 530 Virheilmo
- Page 461 and 462:
Toiminto TNC 320 iTNC 530 Työkalun
- Page 463 and 464:
Toiminto TNC 320 iTNC 530 SLII-työ
- Page 465 and 466:
Toiminto PLANE-toiminto: TNC 320 iT
- Page 467 and 468:
Symbole 3D-kosketusjärjestelmät k
- Page 469 and 470:
S Sädekorjaus ... 150 Sisäänsyö
- Page 471 and 472:
Toimintokuvaus DIN/ISO TNC 320 M-to
- Page 473 and 474:
G-toiminnot Koneistustasojen asetus
- Page 475:
HEIDENHAIN-kosketusjärjestelmät a