Cellule robotisée CI 200 - Cetim
Cellule robotisée CI 200 - Cetim
Cellule robotisée CI 200 - Cetim

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
8 réseau [ La vie des acteurs de la mécanique ]<br />
➔ BILAN SIMULFORGE<br />
➔ GRAND PROJET<br />
Une cellule d'usinage <strong>robotisée</strong><br />
à l'évaluation<br />
Quels sont le potentiel et les limites d’un robot d’usinage ? Pour y répondre, le <strong>Cetim</strong> et ses<br />
partenaires débutent une campagne de tests pour jauger le potentiel d’une nouvelle solution<br />
industrielle. Une action qui s’inscrit dans le cadre des grands projets fédérateurs du <strong>Cetim</strong>.<br />
Les participants aux festivités<br />
qui ont marqué le 25e anniversaire<br />
de Staübli ne regrettent<br />
pas d’avoir fait le déplacement à<br />
Faverges (74) dans le fief hautsavoyard<br />
du constructeur de<br />
robots. Ils ont pu découvrir, avant<br />
les autres aficionados de l’usinage<br />
automatisé, une installation<br />
avant-gardiste comportant un<br />
robot Staübli, le RX 170HP, doté<br />
d’une broche Precise capable<br />
d’usiner à grande vitesse (17 kW<br />
et 42 000 tr/min). Un dispositif<br />
intégré dans une cellule conçue<br />
et fabriquée par Arck Ingénierie,<br />
une filiale du groupe Segula<br />
Technologies.<br />
« Tester le potentiel de<br />
l’usinage avec un robot »<br />
« La recherche de meilleures solutions<br />
d’usinage robotisé connaît depuis deux<br />
ou trois ans une attention particulière<br />
et de nombreuses équipes cher-<br />
➔ CLÉS<br />
Six partenaires de choix<br />
Plusieurs sociétés ont<br />
apporté leur savoir-faire aux<br />
travaux du projet d’usinage<br />
robotisé lancé par le <strong>Cetim</strong>.<br />
Staübli a adapté son<br />
robot RX 170 à ce travail<br />
particulier, Arck Ingénierie<br />
(groupe Segula) a construit la<br />
cellule et a intégré le robot,<br />
Precise France a fourni la<br />
broche d’usinage à grande<br />
vitesse de 17 kW et 42 000<br />
tr/min, Delcam travaille sur<br />
la génération de la trajectoire<br />
en 5 axes, tandis qu’Alma a<br />
pris en charge la simulation<br />
et le post processing.<br />
CETIM INFOS I OCTOBRE <strong>200</strong>7 I N° <strong>200</strong><br />
chent l’installation miracle », précise<br />
Christophe Desplatz, responsable<br />
du projet au <strong>Cetim</strong>. Et d’ajouter :<br />
« Le Centre technique des industries<br />
mécaniques ne pouvait pas être absent<br />
de ce développement plein de promesses.<br />
» La démarche du <strong>Cetim</strong> et<br />
de ses partenaires s’inscrit dans<br />
le cadre des grands projets fédérateurs<br />
lancés en <strong>200</strong>3. « Il ne s’agit<br />
pas cependant de remplacer la machine-outil,<br />
mais de tester le potentiel de<br />
l’usinage avec un robot pour voir jus-<br />
qu’où l’utilisateur peut aller », expli-<br />
que l’expert du <strong>Cetim</strong>. Source<br />
de réduction de coûts, tant d’investissement<br />
que d’exploitation,<br />
le robot trouve déjà sa place dans<br />
les ateliers pour assurer des opérations<br />
de finition comme l’ébavurage,<br />
le contournage, le<br />
polissage... Mais il pourra attaquer<br />
d’autres usinages ainsi que<br />
des matériaux plus durs. Une<br />
vraie réponse, donc, aux problèmes<br />
que posent les délocalisations.<br />
Cela intéresse hautement<br />
les industriels. « Notre objectif est<br />
d’aller plus loin et de viser des précisions<br />
meilleures que celles assurées avec<br />
les solutions actuelles », indique<br />
Christophe Desplatz. Selon ce<br />
spécialiste, le développement<br />
assuré par les partenaires permet<br />
d’envisager une amélioration<br />
sensible de la précision actuelle<br />
de l’usinage robotisé qui est d’environ<br />
0,1 mm : « Les futurs essais<br />
d’usinage démontreront si nous pouvons<br />
atteindre des valeurs qui se rapprochent<br />
de 0,01 mm, en sachant que<br />
le RX 170HP a une répétabilité de<br />
+/- 0,04 mm. » Staübli a déjà<br />
réalisé de nombreuses applications<br />
avec des broches montées<br />
en bout du bras de différents<br />
modèles de robot. Pour aller plus<br />
loin et mener à bien ce projet, il<br />
a été décidé de modifier et<br />
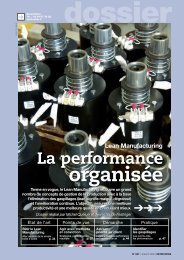
<strong>Cetim</strong>, Chr. Barret<br />
Selon Christophe Desplatz, du <strong>Cetim</strong>, la mobilité est<br />
l'un des principaux avantages de l'usinage robotisé :<br />
« Contrairement à la machine-outil, c’est le robot qui<br />
va à la pièce et c’est un atout important. »<br />
d’adapter le robot pour obtenir<br />
une meilleure rigidité. « Ainsi,<br />
une nouvelle fonderie a été conçue<br />
pour intégrer directement la broche<br />
d’usinage dans l’avant-bras », confirme<br />
Jacques Dupenloup, responsable<br />
technico-commercial chez<br />
Staübli, chargé de ce projet. Un<br />
développement qui a permis de<br />
gagner plusieurs mois sur le programme<br />
de recherche. Autre<br />
modification importante : tous<br />
les câbles et tuyaux de refroidissement,<br />
de lubrification et d’alimentation<br />
de la broche, compris<br />
dans le harnais du robot, sont<br />
situés à l’intérieur du bras pour<br />
Staübli<br />
éviter la moindre panne. Aux<br />
solutions innovantes trouvées par<br />
Staübli se sont ajoutés les développements<br />
originaux d’Arck<br />
Ingénierie qui a intégré le robot<br />
dans une cellule spécifique.<br />
« Nous travaillons sur plusieurs pistes<br />
de développement à la fois », précise<br />
Nicolas Bouvier, responsable<br />
technique et d’unité d’automation<br />
chez Arck Ingénierie. À<br />
savoir, l’intégration du robot sur<br />
ligne de production ou dans une<br />
cellule, la détermination de la<br />
stratégie d’usinage en fonction<br />
de l’application, le développement<br />
de la commande numéri-
que et la mise au point des<br />
conditions de coupe (simulation,<br />
couple outil et matière). Vaste<br />
programme en perspective. La<br />
filiale de Segula, qui n’est pas à<br />
son premier coup d’essai dans ce<br />
domaine, a conçu, dans son unité<br />
d’Annecy (74), une cellule extrêmement<br />
rigide pour éliminer les<br />
résonances et les vibrations. « Le<br />
bâti est soudé, stabilisé, usiné et rempli<br />
de sable, explique cet expert<br />
rompu depuis onze ans aux applications<br />
<strong>robotisée</strong>s. Il garantit une<br />
liaison monobloc et rigide entre la table<br />
machine et le robot. » Une cellule<br />
qui dispose d’une table machine<br />
en acier de 50 mm d’épaisseur<br />
et d’un poids total de 9,1 tonnes.<br />
« Nous avons mis en œuvre tout notre<br />
savoir-faire accumulé à travers les six<br />
applications de parachèvement ou de<br />
perçage robotisé que nous avons déjà<br />
réalisées pour les fonderies ou pour les<br />
équipementiers automobiles », relève<br />
le spécialiste. Et de poursuivre :<br />
« Cette rigidité permet d’envisager<br />
l’usinage des métaux plus durs. Pour<br />
y arriver, nous allons exploiter différentes<br />
solutions prévues par le<br />
protocole de recherche, comme l’asservissement<br />
en boucle fermée grâce à un<br />
GPS ou à un laser traqueur. »<br />
Le potentiel de la solution<br />
”<br />
”<br />
L'AVIS D'ALAIN AUFFRET, DIRECTEUR TECHNIQUE DE PRE<strong>CI</strong>SE FRANCE<br />
«<br />
« La cellule se présente mécaniquement<br />
sous les meilleurs auspices »<br />
Staübli et Arck Ingénierie ont fait du très beau travail d’intégration et la cellule se présente<br />
mécaniquement sous les meilleurs auspices », indique ce maître ès usinages. « Reste au<br />
<strong>Cetim</strong> à faire les premiers copeaux pour se rendre compte de ses possibilités réelles.<br />
Je crois, par ailleurs, que l’utilisation d’un asservissement en boucle fermée sera très utile<br />
pour atteindre les précisions d’usinage que l’on vise. »<br />
concoctée par les spécialistes<br />
français, en réduction de coût,<br />
mais aussi technologique, ne<br />
laisse d’ailleurs pas indifférent.<br />
Une dizaine d’industriels participent<br />
au projet pour réaliser des<br />
essais d’usinage dédiés à leurs<br />
applications. « La mobilité de la<br />
solution <strong>robotisée</strong> trouvera un champ<br />
d’application dans la réparation ou la<br />
maintenance des centrales nucléaires,<br />
voire dans leur démantèlement, par<br />
exemple », ajoute Christophe<br />
Desplatz. Et il conclut : « Pouvoir<br />
usiner au pied de la pièce intéressera<br />
également les fabricants aéronautiques<br />
ou ferroviaires car ils pourront usiner<br />
<strong>Cetim</strong>, Chr. Barret<br />
➔ À RETENIR<br />
L'usinage robotisé<br />
Contexte<br />
- Investissement réduit<br />
car le coût dépend de la<br />
configuration choisie par<br />
l’utilisateur : robot seul, robot<br />
avec la cellule, robot avec<br />
la cellule et les logiciels...<br />
Le modèle de robot pourra<br />
être plus petit, en fonction<br />
du volume de la pièce et<br />
des usinages à effectuer,<br />
notamment pour des<br />
domaines comme l’horlogerie.<br />
L’ensemble de la cellule<br />
ne devrait pas dépasser<br />
cependant les 250 000<br />
à 360 000 euros dans sa<br />
configuration actuelle ;<br />
- flexibilité ;<br />
- facilité d’installation<br />
(élimination des travaux de<br />
génie civil) ;<br />
- évolutivité.<br />
Applications<br />
Des tests d’usinage vont<br />
être réalisés dans différents<br />
matériaux : inox, Inconel,<br />
aluminium, composite,<br />
résine,… avec ou sans<br />
lubrification. Les marchés<br />
visés sont l’aérospatial,<br />
l’industrie automobile, le<br />
nucléaire, etc.<br />
sur place des cellules d’avion ou des<br />
wagons. Contrairement à la machineoutil,<br />
c’est le robot qui va à la pièce et<br />
c’est un atout important. »<br />
Les premiers essais de la cellule<br />
qui a été installée au <strong>Cetim</strong> à<br />
Senlis ont démarré en septembre<br />
<strong>200</strong>7 pour une durée de 24 mois.<br />
Rendez-vous donc dans quelques<br />
mois pour les premiers résultats…<br />
■ ADP<br />
➔<br />
contact Christophe Desplatz<br />
Tél. : 03 44 67 36 82<br />
sqr@cetim.fr<br />
N° <strong>200</strong> I OCTOBRE <strong>200</strong>7 I CETIM INFOS<br />
9