Frettage - Schrumpfen - Shrinking - Schaublin SA
Frettage - Schrumpfen - Shrinking - Schaublin SA
Frettage - Schrumpfen - Shrinking - Schaublin SA

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Schrumpffutter sind Werkzeughalter, deren zylindrische Spannbohrung sich durch Erwärmung dehnt,<br />
und beim Abkühlen das Werkzeug durch natürliches <strong>Schrumpfen</strong> spannt.<br />
<strong>Schaublin</strong> garantiert dank langjähriger Erfahrung und bester Qualität für einwandfreie Schrumpffutter.<br />
Die universell einsetzbaren SCHAUBLIN-Schrumpffutter eignen sich bestens für die meisten auf dem<br />
Markt befindlichen Heissluft-Schrumpfgeräte und auch für einige Induktivgeräte. Problemlos einsetzbar<br />
für alle Arten von Vollhartmetallschäften, bedingt auch für HSS-Schäfte mit und ohne<br />
Hartmetallbeschichtung.<br />
Aussenkontur :<br />
Die Aussenkontur der Schrumpffutter ist auf eine optimale Steifigkeit bei gleichzeitig möglichst geringer<br />
Masse und kleinen Störkanten ausgelegt. Diese bei der Bearbeitung erheblichen Vorteile beschränken<br />
die Anwendung von konturabhängigen Kühlaggregaten. SCHAUBLIN macht keine Kompromisse was die<br />
Betriebssicherheit und die Lebensdauer von Spindel und Maschine anbelangt!<br />
Prozesstemperatur :<br />
Die Schrumpftemperatur hängt stark vom Werkzeugschaft ab. Sie liegt umso höher, desto näher der<br />
Werkzeugschaft an der oberen Toleranzgrenze liegt. Sie ist bei etwa 150....250°C maximal. Im Bereich<br />
des Spanndurchmessers sollten SCHAUBLIN-Schrumpffutter keinesfalls auf mehr als 400°C erwärmt<br />
werden. Ueber 250°C kann sich auf der Oberfläche Zunder bilden.<br />
<strong>Schrumpfen</strong> von HSS-Werkzeugen :<br />
HSS Werkzeuge lassen sich bedingt ein- oder ausschrumpfen. Massgebend dafür ist ein genügend<br />
rasches Erwärmen der Aufnahme, bevor das HSS-Werkzeug durch seine eigene Wärmedehnung in der<br />
Aufnahme haften bleibt. Auch hier gilt: Maximal 400°C. Bitte klären Sie vorgängig die Möglichkeiten Ihres<br />
Schrumpfgerätes mit dem Hersteller ab.<br />
Toleranzen der Werkzeugschäfte :<br />
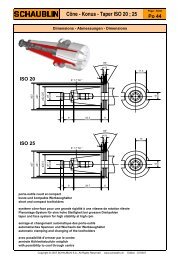
<strong>Frettage</strong> - <strong>Schrumpfen</strong> - <strong>Shrinking</strong><br />
Page - Seite<br />
Po 4.2<br />
Schrumpffutter benötigen einen sehr genau definierten Presssitz um die beim Bearbeiten geforderten<br />
Kräfte und Momente übertragen zu können. Daher dürfen die Werkzeugschäfte folgende<br />
Toleranzbereiche nicht überschreiten: ø4...5: h4 ø6...max: h6.<br />
Copyright © 2007 SCHAUBLIN S.A., All Rights Reserved www.schaublin.ch Edition : 07/2007