Frettage - Schrumpfen - Shrinking - Schaublin SA
Frettage - Schrumpfen - Shrinking - Schaublin SA
Frettage - Schrumpfen - Shrinking - Schaublin SA

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
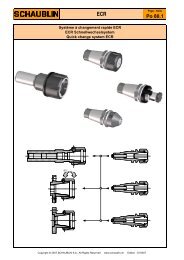
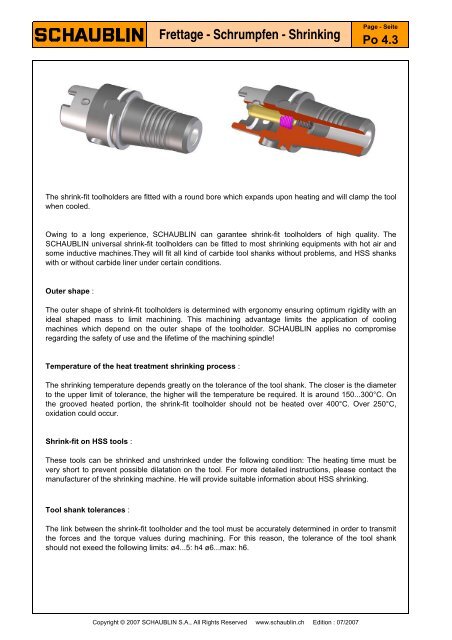
The shrink-fit toolholders are fitted with a round bore which expands upon heating and will clamp the tool<br />
when cooled.<br />
Owing to a long experience, SCHAUBLIN can garantee shrink-fit toolholders of high quality. The<br />
SCHAUBLIN universal shrink-fit toolholders can be fitted to most shrinking equipments with hot air and<br />
some inductive machines.They will fit all kind of carbide tool shanks without problems, and HSS shanks<br />
with or without carbide liner under certain conditions.<br />
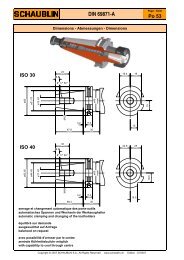
Outer shape :<br />
Shrink-fit on HSS tools :<br />
These tools can be shrinked and unshrinked under the following condition: The heating time must be<br />
very short to prevent possible dilatation on the tool. For more detailed instructions, please contact the<br />
manufacturer of the shrinking machine. He will provide suitable information about HSS shrinking.<br />
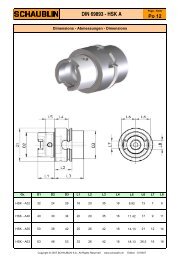
Tool shank tolerances :<br />
<strong>Frettage</strong> - <strong>Schrumpfen</strong> - <strong>Shrinking</strong><br />
Page - Seite<br />
Po 4.3<br />
The outer shape of shrink-fit toolholders is determined with ergonomy ensuring optimum rigidity with an<br />
ideal shaped mass to limit machining. This machining advantage limits the application of cooling<br />
machines which depend on the outer shape of the toolholder. SCHAUBLIN applies no compromise<br />
regarding the safety of use and the lifetime of the machining spindle!<br />
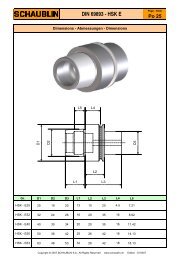
Temperature of the heat treatment shrinking process :<br />
The shrinking temperature depends greatly on the tolerance of the tool shank. The closer is the diameter<br />
to the upper limit of tolerance, the higher will the temperature be required. It is around 150...300°C. On<br />
the grooved heated portion, the shrink-fit toolholder should not be heated over 400°C. Over 250°C,<br />
oxidation could occur.<br />
The link between the shrink-fit toolholder and the tool must be accurately determined in order to transmit<br />
the forces and the torque values during machining. For this reason, the tolerance of the tool shank<br />
should not exeed the following limits: ø4...5: h4 ø6...max: h6.<br />
Copyright © 2007 SCHAUBLIN S.A., All Rights Reserved www.schaublin.ch Edition : 07/2007