

Structure et fonctionnement - EWM Hightec Welding GmbH
Structure et fonctionnement - EWM Hightec Welding GmbH
Structure et fonctionnement - EWM Hightec Welding GmbH

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
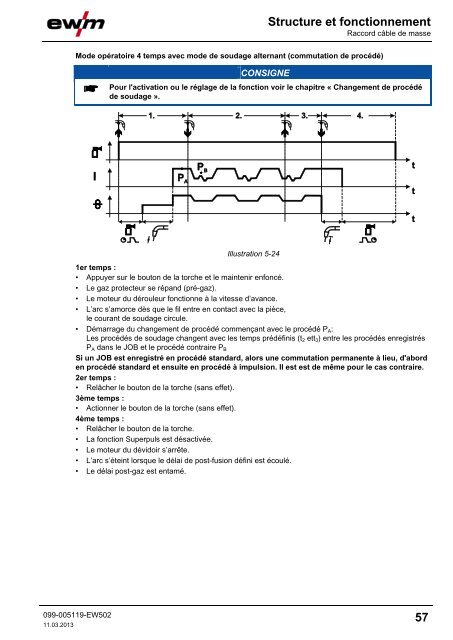
<strong>Structure</strong> <strong>et</strong> <strong>fonctionnement</strong>Raccord câble de masseMode opératoire 4 temps avec mode de soudage alternant (commutation de procédé)CONSIGNEPour l'activation ou le réglage de la fonction voir le chapitre « Changement de procédéde soudage ».Illustration 5-241er temps :• Appuyer sur le bouton de la torche <strong>et</strong> le maintenir enfoncé.• Le gaz protecteur se répand (pré-gaz).• Le moteur du dérouleur fonctionne à la vitesse d’avance.• L’arc s’amorce dès que le fil entre en contact avec la pièce,le courant de soudage circule.• Démarrage du changement de procédé commençant avec le procédé P A :Les procédés de soudage changent avec les temps prédéfinis (t 2 <strong>et</strong>t 3 ) entre les procédés enregistrésP A dans le JOB <strong>et</strong> le procédé contraire P BSi un JOB est enregistré en procédé standard, alors une commutation permanente à lieu, d'aborden procédé standard <strong>et</strong> ensuite en procédé à impulsion. Il est est de même pour le cas contraire.2er temps :• Relâcher le bouton de la torche (sans eff<strong>et</strong>).3ème temps :• Actionner le bouton de la torche (sans eff<strong>et</strong>).4ème temps :• Relâcher le bouton de la torche.• La fonction Superpuls est désactivée.• Le moteur du dévidoir s’arrête.• L’arc s’éteint lorsque le délai de post-fusion défini est écoulé.• Le délai post-gaz est entamé.099-005119-EW50211.03.201357













