

Structure et fonctionnement - EWM Hightec Welding GmbH
Structure et fonctionnement - EWM Hightec Welding GmbH
Structure et fonctionnement - EWM Hightec Welding GmbH

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
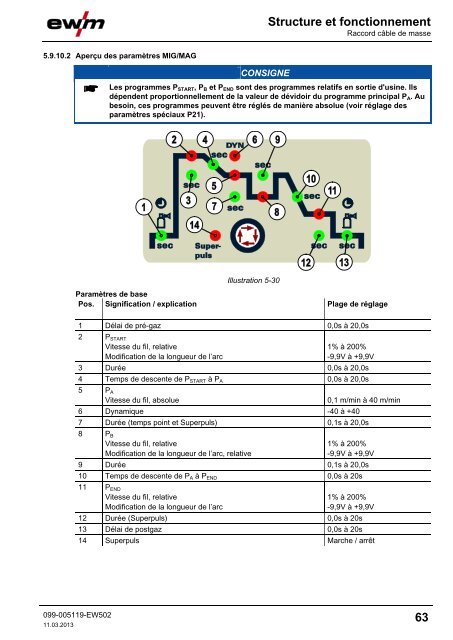
<strong>Structure</strong> <strong>et</strong> <strong>fonctionnement</strong>Raccord câble de masse5.9.10.2 Aperçu des paramètres MIG/MAGCONSIGNELes programmes P START , P B <strong>et</strong> P END sont des programmes relatifs en sortie d'usine. Ilsdépendent proportionnellement de la valeur de dévidoir du programme principal P A . Aubesoin, ces programmes peuvent être réglés de manière absolue (voir réglage desparamètres spéciaux P21).Illustration 5-30Paramètres de basePos. Signification / explication Plage de réglage1 Délai de pré-gaz 0,0s à 20,0s2 P STARTVitesse du fil, relativeModification de la longueur de l’arc1% à 200%-9,9V à +9,9V3 Durée 0,0s à 20,0s4 Temps de descente de P START à P A 0,0s à 20,0s5 P AVitesse du fil, absolue0,1 m/min à 40 m/min6 Dynamique -40 à +407 Durée (temps point <strong>et</strong> Superpuls) 0,1s à 20,0s8 P BVitesse du fil, relativeModification de la longueur de l’arc, relative1% à 200%-9,9V à +9,9V9 Durée 0,1s à 20,0s10 Temps de descente de P A à P END 0,0s à 20s11 P ENDVitesse du fil, relativeModification de la longueur de l’arc1% à 200%-9,9V à +9,9V12 Durée (Superpuls) 0,0s à 20s13 Délai de postgaz 0,0s à 20s14 Superpuls Marche / arrêt099-005119-EW50211.03.201363













