

Structure et fonctionnement - EWM Hightec Welding GmbH
Structure et fonctionnement - EWM Hightec Welding GmbH
Structure et fonctionnement - EWM Hightec Welding GmbH

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
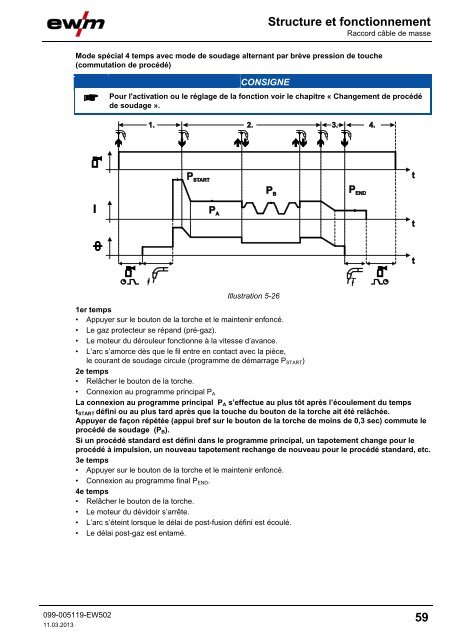
<strong>Structure</strong> <strong>et</strong> <strong>fonctionnement</strong>Raccord câble de masseMode spécial 4 temps avec mode de soudage alternant par brève pression de touche(commutation de procédé)CONSIGNEPour l'activation ou le réglage de la fonction voir le chapitre « Changement de procédéde soudage ».Illustration 5-261er temps• Appuyer sur le bouton de la torche <strong>et</strong> le maintenir enfoncé.• Le gaz protecteur se répand (pré-gaz).• Le moteur du dérouleur fonctionne à la vitesse d’avance.• L’arc s’amorce dès que le fil entre en contact avec la pièce, le courant de soudage circule (programme de démarrage P START )2e temps• Relâcher le bouton de la torche.• Connexion au programme principal P ALa connexion au programme principal P A s’effectue au plus tôt après l’écoulement du tempst START défini ou au plus tard après que la touche du bouton de la torche ait été relâchée.Appuyer de façon répétée (appui bref sur le bouton de la torche de moins de 0,3 sec) commute leprocédé de soudage (P B ).Si un procédé standard est défini dans le programme principal, un tapotement change pour leprocédé à impulsion, un nouveau tapotement rechange de nouveau pour le procédé standard, <strong>et</strong>c.3e temps• Appuyer sur le bouton de la torche <strong>et</strong> le maintenir enfoncé.• Connexion au programme final P END .4e temps• Relâcher le bouton de la torche.• Le moteur du dévidoir s’arrête.• L’arc s’éteint lorsque le délai de post-fusion défini est écoulé.• Le délai post-gaz est entamé.099-005119-EW50211.03.201359













