

Structure et fonctionnement - EWM Hightec Welding GmbH
Structure et fonctionnement - EWM Hightec Welding GmbH
Structure et fonctionnement - EWM Hightec Welding GmbH

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
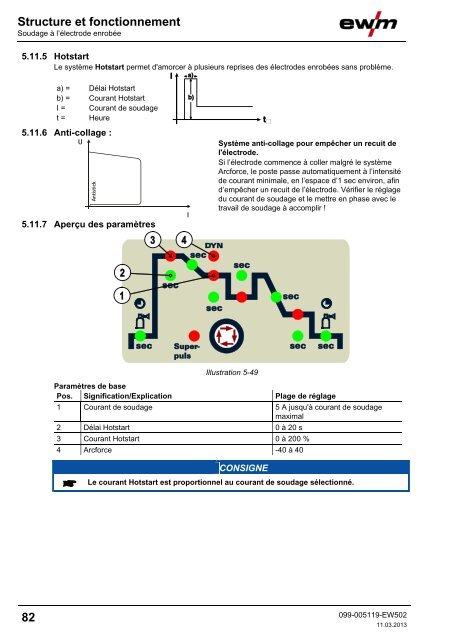
<strong>Structure</strong> <strong>et</strong> <strong>fonctionnement</strong>Soudage à l’électrode enrobée5.11.5 HotstartLe système Hotstart perm<strong>et</strong> d'amorcer à plusieurs reprises des électrodes enrobées sans problème.a) = Délai Hotstartb) = Courant HotstartI = Courant de soudag<strong>et</strong> = Heure5.11.6 Anti-collage :Système anti-collage pour empêcher un recuit del'électrode.Si l’électrode commence à coller malgré le systèmeArcforce, le poste passe automatiquement à l’intensitéde courant minimale, en l’espace d’1 sec environ, afind’empêcher un recuit de l’électrode. Vérifier le réglagedu courant de soudage <strong>et</strong> le m<strong>et</strong>tre en phase avec l<strong>et</strong>ravail de soudage à accomplir !5.11.7 Aperçu des paramètresIllustration 5-49Paramètres de basePos. Signification/Explication Plage de réglage1 Courant de soudage 5 A jusqu'à courant de soudagemaximal2 Délai Hotstart 0 à 20 s3 Courant Hotstart 0 à 200 %4 Arcforce -40 à 40CONSIGNELe courant Hotstart est proportionnel au courant de soudage sélectionné.82099-005119-EW50211.03.2013













