

Structure et fonctionnement - EWM Hightec Welding GmbH
Structure et fonctionnement - EWM Hightec Welding GmbH
Structure et fonctionnement - EWM Hightec Welding GmbH

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
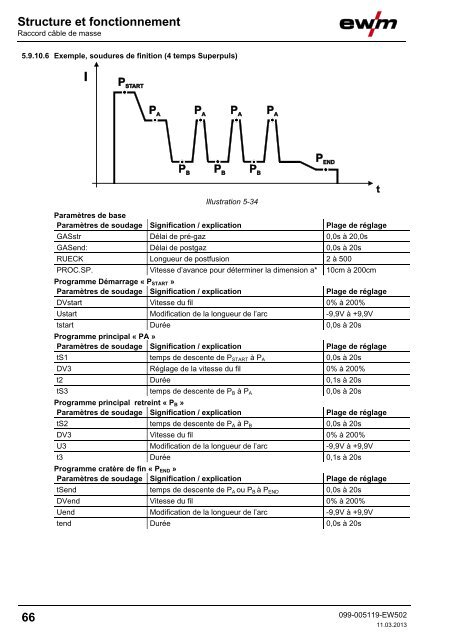
<strong>Structure</strong> <strong>et</strong> <strong>fonctionnement</strong>Raccord câble de masse5.9.10.6 Exemple, soudures de finition (4 temps Superpuls)Illustration 5-34Paramètres de baseParamètres de soudage Signification / explicationPlage de réglageGASstr Délai de pré-gaz 0,0s à 20,0sGASend: Délai de postgaz 0,0s à 20sRUECK Longueur de postfusion 2 à 500PROC.SP. Vitesse d’avance pour déterminer la dimension a* 10cm à 200cmProgramme Démarrage « P START »Paramètres de soudage Signification / explicationPlage de réglageDVstart Vitesse du fil 0% à 200%Ustart Modification de la longueur de l’arc -9,9V à +9,9Vtstart Durée 0,0s à 20sProgramme principal « PA »Paramètres de soudage Signification / explicationPlage de réglag<strong>et</strong>S1 temps de descente de P START à P A 0,0s à 20sDV3 Réglage de la vitesse du fil 0% à 200%t2 Durée 0,1s à 20stS3 temps de descente de P B à P A 0,0s à 20sProgramme principal r<strong>et</strong>reint « P B »Paramètres de soudage Signification / explicationPlage de réglag<strong>et</strong>S2 temps de descente de P A à P B 0,0s à 20sDV3 Vitesse du fil 0% à 200%U3 Modification de la longueur de l’arc -9,9V à +9,9Vt3 Durée 0,1s à 20sProgramme cratère de fin « P END »Paramètres de soudage Signification / explicationPlage de réglag<strong>et</strong>Send temps de descente de P A ou P B à P END 0,0s à 20sDVend Vitesse du fil 0% à 200%Uend Modification de la longueur de l’arc -9,9V à +9,9Vtend Durée 0,0s à 20s66099-005119-EW50211.03.2013













