Eliminazione del rischio da cromo esavalente nei refrattari esausti ...
Eliminazione del rischio da cromo esavalente nei refrattari esausti ...
Eliminazione del rischio da cromo esavalente nei refrattari esausti ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
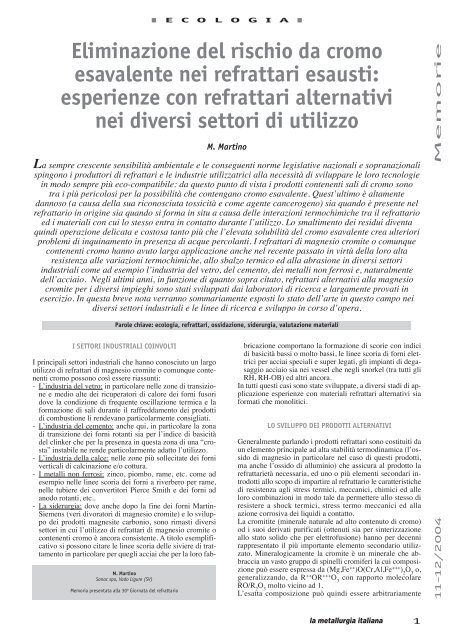
ECOLOGIA<br />
<strong>Eliminazione</strong> <strong>del</strong> <strong>rischio</strong> <strong>da</strong> <strong>cromo</strong><br />
<strong>esavalente</strong> <strong>nei</strong> <strong>refrattari</strong> <strong>esausti</strong>:<br />
esperienze con <strong>refrattari</strong> alternativi<br />
<strong>nei</strong> diversi settori di utilizzo<br />
M. Martino<br />
La sempre crescente sensibilità ambientale e le conseguenti norme legislative nazionali e sopranazionali<br />
spingono i produttori di <strong>refrattari</strong> e le industrie utilizzatrici alla necessità di sviluppare le loro tecnologie<br />
in modo sempre più eco-compatibile: <strong>da</strong> questo punto di vista i prodotti contenenti sali di <strong>cromo</strong> sono<br />
tra i più pericolosi per la possibilità che contengano <strong>cromo</strong> <strong>esavalente</strong>. Quest’ultimo è altamente<br />
<strong>da</strong>nnoso (a causa <strong>del</strong>la sua riconosciuta tossicità e come agente cancerogeno) sia quando è presente nel<br />
<strong>refrattari</strong>o in origine sia quando si forma in situ a causa <strong>del</strong>le interazioni termochimiche tra il <strong>refrattari</strong>o<br />
ed i materiali con cui lo stesso entra in contatto durante l’utilizzo. Lo smaltimento dei residui diventa<br />
quindi operazione <strong>del</strong>icata e costosa tanto più che l’elevata solubilità <strong>del</strong> <strong>cromo</strong> <strong>esavalente</strong> crea ulteriori<br />
problemi di inquinamento in presenza di acque percolanti. I <strong>refrattari</strong> di magnesio cromite o comunque<br />
contenenti <strong>cromo</strong> hanno avuto larga applicazione anche nel recente passato in virtù <strong>del</strong>la loro alta<br />
resistenza alle variazioni termochimiche, allo sbalzo termico ed alla abrasione in diversi settori<br />
industriali come ad esempio l’industria <strong>del</strong> vetro, <strong>del</strong> cemento, dei metalli non ferrosi e, naturalmente<br />
<strong>del</strong>l’acciaio. Negli ultimi anni, in funzione di quanto sopra citato, <strong>refrattari</strong> alternativi alla magnesio<br />
cromite per i diversi impieghi sono stati sviluppati <strong>da</strong>i laboratori di ricerca e largamente provati in<br />
esercizio. In questa breve nota verranno sommariamente esposti lo stato <strong>del</strong>l’arte in questo campo <strong>nei</strong><br />
diversi settori industriali e le linee di ricerca e sviluppo in corso d’opera.<br />
Parole chiave: ecologia, <strong>refrattari</strong>, ossi<strong>da</strong>zione, siderurgia, valutazione materiali<br />
I SETTORI INDUSTRIALI COINVOLTI<br />
I principali settori industriali che hanno conosciuto un largo<br />
utilizzo di <strong>refrattari</strong> di magnesio cromite o comunque contenenti<br />
<strong>cromo</strong> possono così essere riassunti:<br />
- L’industria <strong>del</strong> vetro: in particolare nelle zone di transizione<br />
e medio alte dei ricuperatori di calore dei forni fusori<br />
dove la condizione di frequente oscillazione termica e la<br />
formazione di sali durante il raffred<strong>da</strong>mento dei prodotti<br />
di combustione li rendevano particolarmente consigliati.<br />
- L’industria <strong>del</strong> cemento: anche qui, in particolare la zona<br />
di transizione dei forni rotanti sia per l’indice di basicità<br />
<strong>del</strong> clinker che per la presenza in questa zona di una “crosta”<br />
instabile ne rende particolarmente a<strong>da</strong>tto l’utilizzo.<br />
- L’industria <strong>del</strong>la calce: nelle zone più sollecitate dei forni<br />
verticali di calcinazione e/o cottura.<br />
- I metalli non ferrosi: zinco, piombo, rame, etc. come ad<br />
esempio nelle linee scoria dei forni a riverbero per rame,<br />
nelle tubiere dei convertitori Pierce Smith e dei forni ad<br />
anodo rotanti, etc..<br />
- La siderurgia: dove anche dopo la fine dei forni Martin-<br />
Siemens (veri divoratori di magnesio cromite) e lo sviluppo<br />
dei prodotti magnesite carbonio, sono rimasti diversi<br />
settori in cui l’utilizzo di <strong>refrattari</strong> di magnesio cromite o<br />
contenenti <strong>cromo</strong> è ancora consistente. A titolo esemplificativo<br />
si possono citare le linee scoria <strong>del</strong>le siviere di trattamento<br />
in particolare per quegli acciai che per la loro fab-<br />
M. Martino<br />
Sanac spa, Vado Ligure (SV)<br />
Memoria presentata alla 30 a Giornata <strong>del</strong> <strong>refrattari</strong>o<br />
bricazione comportano la formazione di scorie con indici<br />
di basicità bassi o molto bassi, le linee scoria di forni elettrici<br />
per acciai speciali e super legati, gli impianti di degasaggio<br />
acciaio sia <strong>nei</strong> vessel che negli snorkel (tra tutti gli<br />
RH, RH-OB) ed altri ancora.<br />
In tutti questi casi sono state sviluppate, a diversi stadi di applicazione<br />
esperienze con materiali <strong>refrattari</strong> alternativi sia<br />
formati che monolitici.<br />
LO SVILUPPO DEI PRODOTTI ALTERNATIVI<br />
Generalmente parlando i prodotti <strong>refrattari</strong> sono costituiti <strong>da</strong><br />
un elemento principale ad alta stabilità termodinamica (l’ossido<br />
di magnesio in particolare nel caso di questi prodotti,<br />
ma anche l’ossido di alluminio) che assicura al prodotto la<br />
<strong>refrattari</strong>età necessaria, ed uno o più elementi secon<strong>da</strong>ri introdotti<br />
allo scopo di impartire al <strong>refrattari</strong>o le caratteristiche<br />
di resistenza agli stress termici, meccanici, chimici ed alle<br />
loro combinazioni in modo tale <strong>da</strong> permettere allo stesso di<br />
resistere a shock termici, stress termo meccanici ed alla<br />
azione corrosiva dei liquidi a contatto.<br />
La cromitite (minerale naturale ad alto contenuto di <strong>cromo</strong>)<br />
od i suoi derivati purificati (ottenuti sia per sinterizzazione<br />
allo stato solido che per elettrofusione) hanno per decenni<br />
rappresentato il più importante elemento secon<strong>da</strong>rio utilizzato.<br />
Mineralogicamente la cromite è un minerale che abbraccia<br />
un vasto gruppo di spinelli cromiferi la cui composizione<br />
può essere espressa <strong>da</strong> (Mg,Fe ++ )O(Cr,Al,Fe +++ ) 2 O 3 o,<br />
generalizzando, <strong>da</strong> R ++ OR +++ O 3 con rapporto molecolare<br />
RO/R 2 O 3 molto vicino ad 1.<br />
L’esatta composizione può quindi essere arbitrariamente<br />
la metallurgia italiana 1<br />
11-12/2004 Memorie
11-12/2004 Memorie<br />
ECOLOGIA<br />
Origine Su<strong>da</strong>frica Su<strong>da</strong>frica Su<strong>da</strong>frica Filippine Filippine Filippine Cuba Grecia<br />
Pezzatura Roccia Premacinatoo Macinato Roccia Macinato Macinato Premacinato<br />
Grana max 2 mm 1 mm 2 mm 0,2 mm 5 mm<br />
Al 2 O 3 14,34 14,10 15,55 26,68 28,87 28,07 24,68 21,30<br />
SiO 2 2,33 1,90 1,70 5,94 2,93 2,38 4,25 5,23<br />
Fe 2 O 3 27,51 27,71 28,16 14,31 15,82 17,85 16,30 17,05<br />
TiO2 0,59 0,64 0,67 0,20 0,33 0,47 0,41 0,12<br />
CaO 0,26 0,21 0,13 0,54 0,27 0,27 0,78 0,29<br />
MgO 9,08 9,82 7,92 21,35 16,05 15,83 16,96 17,02<br />
Cr 2 O 3 45,62 45,29 45,63 30,73 36,29 35,01 36,48 38,74<br />
MnO 0,23 0,18 0,23 0,12 0,12 0,12 0,14 0,14<br />
Cr 2 O 3 1,66 1,63 1,62 2,14 2,29 1,96 2,24 2,27<br />
>3 mm 53,6 3,5<br />
>1 mm 9,5 Tracce 17,5 9,9 83,2<br />
>0,5 mm 39,5 2,7 28,0 4,8 11,2<br />
>0,2 mm 41,0 38,4 34,0 11,3 0,3<br />
>0,1 mm 7,5 38,6 18,5 10,0<br />
ECOLOGIA<br />
Prodotto e f g h<br />
Classe Magnesite spinello Magnesite spinello Magnesite spinello Spinello<br />
Tipo Spinel forming Spinel forming/added Spinel added Spinel<br />
MgO 91 88 84 33,5<br />
SiO 2 1,75 0,6 0,15<br />
Fe 2 O 3 0,7 0,5 0,2 0,15<br />
Al 2 O 3 5 9 14,5 64,8<br />
Cr 2 O 3 0 0 0 0<br />
Peso Volume gr/cm 3 3,03 2,85 2,93 2,99<br />
Porosità % 14,5 18 16 14,5<br />
Resistenza alla compressione kg/cm 2 600 500 600 800<br />
Prodotto i l<br />
Classe Magnesite spinello high fired Allumina spinello high fired<br />
Impiego Colaggio acciaio Impatto acciaio<br />
MgO 95,2 5<br />
CaO 0,7
11-12/2004 Memorie<br />
Spinello MgAl 2 O 4 e TiO 2<br />
Nel campo dei prodotti cotti, con particolare riferimento alla<br />
sostituzione <strong>del</strong>la magnesio cromite, rivestono grande interesse<br />
le sperimentazioni negli ultimissimi anni effettuate in<br />
Giappone, in Europa ed anche <strong>da</strong> noi in Italia, relativamente<br />
alla sostituzione <strong>del</strong>la magnesio cromite nel rivestimento<br />
degli impianti di degasaggio sotto vuoto acciaio, in particolare<br />
<strong>nei</strong> vessel e negli snorkel degli impianti RH ed RH-OB,<br />
con materiali speciali <strong>del</strong>la famiglia magnesite spinello e titanio.<br />
Le linee gui<strong>da</strong> di queste sperimentazioni sono ben <strong>del</strong>ineate<br />
4<br />
la metallurgia italiana<br />
ECOLOGIA<br />
Fig. 2 – Espansione lineare vs.<br />
thermal shock.<br />
Fig. 2 – Linear expansion<br />
versus thermal shock<br />
resistance.<br />
Fig. 3 – Thermal shock vs.<br />
intensità X-ray spinello.<br />
Fig. 3 – Thermal shock<br />
resistance versus spinel X-ray<br />
intensity.<br />
Fig. 4 – Spostamento picco<br />
spinello vs. contenuto TiO2 stesso CaO.<br />
Fig. 4 – Spinel peak<br />
displacement versus TiO2 content – same CaO.<br />
Fig. 5 – Distorsione picco<br />
spinello vs. contenuto CaO–<br />
stesso TiO 2 .<br />
Fig. 5 – Spinel peak<br />
displacement versus CaO<br />
content – same TiO 2 .<br />
e consistono essenzialmente nell’unire all’ossido di magnesio<br />
lo spinello MgO- Al 2 O 3 (preformato e/o formato in situ)<br />
per sfruttarne le ben note caratteristiche di resistenza allo<br />
sbalzo termico, ed il TiO 2 per sfruttarne le proprietà meccaniche<br />
e anti-wetting conseguenti alle variazioni reticolari e<br />
mineralogiche che l’introduzione <strong>del</strong> rutilo comporta nella<br />
struttura <strong>del</strong> <strong>refrattari</strong>o.<br />
Studi <strong>da</strong> noi effettuati hanno infatti confermato la dipendenza<br />
<strong>del</strong>la resistenza a shock termico <strong>da</strong>lla dilatazione <strong>del</strong> <strong>refrattari</strong>o<br />
e <strong>da</strong>l tenore in spinello (vedi grafici figg. 2 e 3).<br />
L’influenza <strong>del</strong>l’additivazione in titanio nel distorcere il reti-
Tabella 5 – Caratteristiche<br />
tipiche di <strong>refrattari</strong> di spinello<br />
di magnesio titanio.<br />
Table 5 – Typical<br />
characteristics of magnesia<br />
spinel titania refractories.<br />
Composizione Hercynite Hercynite<br />
% pura sintetica<br />
Aggregato Magnesite e spinello MgAl O 2 4<br />
Matrice Spinelli complessi <strong>del</strong>le serie MgAl O e Mg TiO 2 4 2 4<br />
Tenori in Al O 2 3<br />
Tra il 10 ed il 20%<br />
Tenori in TiO2 Tra il 3 ed il 6%<br />
Porosità apparente % Tra 13 e 15%<br />
Peso Volume gr/cm3 Tra 3,00 e 3,15<br />
Resistenza alla compressione kg/cm2 Tra 350 e 700<br />
FeO 41,3 45 - 50<br />
Al 2 O 3 58,7 45 - 50<br />
MgO 1 - 5<br />
Altri < 3<br />
Tabella 6 – Composizione chimica <strong>del</strong>l’Hercynite.<br />
Table 6 – Hercynite chemical composition.<br />
Tipo m n<br />
MgO 86 94<br />
Al 2 O 3 3 2,5<br />
Fe 2 O 3 8 2,5<br />
CaO 1,7 0,8<br />
SiO 2 0,8 0,3<br />
Cr 2 O 3 - -<br />
Porosità apparente % 15 12<br />
Peso Volume gr/cm 3 3,06 3,10<br />
Resistenza alla compressione kg/cm 2 600 800<br />
Tabella 7 – Caratteristiche tipiche dei <strong>refrattari</strong> di magnesio<br />
hercinite.<br />
Table 7 – Typical characteristics of magnesia hercynite<br />
refractories.<br />
colo <strong>del</strong>lo spinello e, quindi, modificarne le capacità assorbitive,<br />
é ben evidenziata nel grafico di fig. 4 e ne spiega la<br />
funzione, mentre quella inversa <strong>del</strong> calcio, che lega preferenzialmente<br />
il rutilo con formazione di perovskite (CaO-<br />
TiO 2 ), è riportata in fig. 5.<br />
Ovviamente grande influenza riveste la scelta <strong>del</strong>le materie<br />
prime (tipo e grado di purezza <strong>del</strong>la magnesite e degli altri<br />
componenti), il loro dosaggio ed il ciclo di sinterizzazione<br />
ma questo tipo di prodotto sembra avere grandi potenzialità,<br />
tanto <strong>da</strong> aver spinto diversi produttori (tra cui Sanac) a mettere<br />
sul mercato prodotti di questo tipo e avviare, in collaborazione<br />
con i più grossi gruppi produttori di acciaio, sperimentazioni<br />
industriali. In linea generale le caratteristiche di<br />
tali materiali sono riassumibili come <strong>da</strong> tab. 5:<br />
I primi risultati con questi materiali, in particolare negli<br />
snorkel, sono molto promettenti avendo evidenziato performance<br />
<strong>del</strong> tutto equivalenti a quelli dei tradizionali prodotti<br />
magnesio cromitici.<br />
Magnesite – Hercynite<br />
Come precedentemente accennato l’hercynite appartiene al<br />
gruppo degli spinelli rispondendo quindi a quello dei minerali<br />
a struttura cubica; è, a volte, presente <strong>nei</strong> <strong>refrattari</strong> a base<br />
allumina dopo esercizio derivante <strong>da</strong>lla reazione degli<br />
stessi con ossido di ferro in condizioni non troppo ossi<strong>da</strong>nti.<br />
E’ presente in natura ma non in quantità industrialmente rilevanti<br />
per cui, per uso <strong>refrattari</strong>o, viene prodotta artificialmente<br />
per elettrofusione a partire <strong>da</strong>gli elementi costituenti;<br />
ECOLOGIA<br />
in tab. 6 le caratteristiche chimiche teoriche e quelle <strong>del</strong> materiale<br />
artificiale utilizzato.<br />
Con l’hercynite sintetica così ottenuta vengono prodotti<br />
mattoni di magnesio-hercynite sostituendo sostanzialmente<br />
quest’ultima alla cromite; essi vengono oggi utilizzati <strong>nei</strong><br />
forni <strong>da</strong> cementeria (in particolare nelle zone di transizione)<br />
con risultati pari o superiori a quelli <strong>del</strong>la magnesio cromite.<br />
Le principali caratteristiche di questi prodotti sono riportate<br />
in tab. 7.<br />
Con materiali di questo tipo recentemente è stata fatta una<br />
sperimentazione anche nel vessel di un RH-OB con risultati<br />
incoraggianti.<br />
Carbonio<br />
Abbiamo prima accennato come l’introduzione <strong>del</strong> carbonio<br />
come elemento secon<strong>da</strong>rio <strong>nei</strong> <strong>refrattari</strong> di magnesite a partire<br />
<strong>da</strong>gli anni ’80 abbia rappresentato una vera rivoluzione<br />
nel campo dei <strong>refrattari</strong> ad uso siderurgico (che rappresentano<br />
circa il 70% <strong>del</strong> totale). Non è il caso qui di soffermarsi<br />
su questo argomento in generale, ormai oggetto di una sterminata<br />
bibliografia; ne trattiamo solamente rispetto al settore<br />
<strong>del</strong>le linee scoria degli acciai ultra low carbon e per gli<br />
impianti tipo RH-OB: qui gli effetti <strong>del</strong>le condizioni ossi<strong>da</strong>tive<br />
sul carbonio, la necessità di evitare ricarburazioni <strong>del</strong>l’acciaio<br />
ed il chimismo <strong>del</strong>le scorie (separatamente o combinati<br />
tra loro) hanno per lungo tempo fatto preferire i prodotti<br />
magnesio cromitici.<br />
Tuttavia, le problematiche ecologiche e l’approfondirsi degli<br />
studi hanno permesso di sperimentare, ed in qualche caso<br />
consoli<strong>da</strong>re, prodotti alternativi. Le soluzioni sono state trovate<br />
seguendo principalmente tre linee:<br />
- l’ideazione di prodotti a ultra basso tenore in carbonio<br />
- lo studio di sistemi di additivazione complessi, costosi ma<br />
efficaci<br />
- l’a<strong>da</strong>ttamento <strong>del</strong>l’aggregato al chimismo <strong>del</strong>la scoria.<br />
Lo studio di questi elementi ha permesso di elaborare soddisfacenti<br />
soluzioni alternative alla magnesio cromite con prodotti<br />
le cui caratteristiche sono qui di sommariamente riportate<br />
in tab. 8.<br />
Il prodotto a ultrabasso tenore in carbonio (o) è oggi largamente<br />
utilizzato in linea scoria siviere trattamento o acciai<br />
speciali; col prodotto additivato (p) sono state condotte, con<br />
successo, sperimentazioni industriali in Giappone ed in Italia,<br />
mentre il prodotto a base allumina ha trovato applicazione<br />
in Europa in linea scoria siviere di acciaierie che, per il<br />
particolare tipo di acciai prodotti, comporta la formazione di<br />
scorie a basso o bassissimo indice di basicità (inferiore a 2).<br />
Prodotti monolitici<br />
Abbiamo già accennato come la quota di utilizzo di prodotti<br />
non formati sul totale sia in costante crescita grazie alla facilità<br />
di messa in opera ed al consistente sviluppo tecnologico<br />
che questa famiglia di prodotti <strong>refrattari</strong> ha conosciuto nell’ultimo<br />
decennio. Alcuni di questi sono diventati prodotti a<br />
formulazione high-tech, con l’introduzione di sistemi a matrice<br />
complessa con componenti (fon<strong>da</strong>mentali) a dosaggi<br />
molto bassi (anche inferiori allo 0,1%). Anche qui è stato largamente<br />
utilizzato il sistema <strong>del</strong>l’elemento secon<strong>da</strong>rio come<br />
migliorativo <strong>del</strong>le caratteristiche complessive <strong>del</strong> prodotto.<br />
la metallurgia italiana 5<br />
11-12/2004 Memorie
11-12/2004 Memorie<br />
ECOLOGIA<br />
Tipo o p q<br />
Classe MgO-C MgO-C Al 2 O 3 -C<br />
MgO 98 98
- “Study on refractories affected by utilization of leaping<br />
wastes in cement rotary kiln”. Proceedings of 7th Biennial<br />
World-wide Congress Unitecr ’01 pp. 669-684<br />
- “Spinel bonded spinel brick for extreme alcaline applications”.<br />
Proceedings of 7th Biennial World-wide Congress<br />
Unitecr ’01 pp. 685-689<br />
- “Development of chrome ore free structural flexibility systems<br />
for basic bricks”. Refratechnik symposium 2000<br />
pp. 41-57<br />
- “Experience with alumina-MgO (spinel forming) precast<br />
shapes in steel-plant applications”. Proceedings of 6th<br />
Biennial World-wide Congress Unitecr ’99 pp. 13-18<br />
- “An approach to formulate spinel forming castables”. Proceedings<br />
of 6th Biennial World-wide Congress Unitecr<br />
’99 pp. 19-21<br />
- “New magnesia-spinel brick for cement rotari kiln utiling<br />
ELIMINATION OF THE EXAVALENT CHROMIUM RISK ON USED<br />
REFRACTORIES: EXPERIENCES WITH ALTERNATIVE<br />
REFRACTORIES IN THE VARIOUS FIELDS OF USE<br />
KEY WORDS: ecology, oxi<strong>da</strong>tion<br />
steelmaking, materials valuation<br />
The users and the manufacturers of refractories need to develop<br />
their technology in an environment-compatible manner:<br />
the products containing salts of chromium are among<br />
the most hazardous owing to the exavalent chromium. This<br />
is highly <strong>da</strong>ngerous both when it is present in the refractories<br />
and when it originates in the final compound because of<br />
the thermo-chemical interactions with slags and products.<br />
The disposal of these products as well as their presence in<br />
the percolating waters are matters of great concern.<br />
The use of magnesio-chromite based products has grown up<br />
thanks to their high resistance to the thermo-chemical variations<br />
in several industrial sectors, such as glass, cement<br />
and steel.<br />
During the last few years, alternative refractories to magnesium-chromite<br />
have been studied in laboratories and have<br />
been used in industrial tests.<br />
ECOLOGIA<br />
ABSTRACT<br />
waste as raw material and fuel in large quantity”. Proceedings<br />
of 6th Biennial World-wide Congress Unitecr ’99<br />
pp. 208-211<br />
- “Applications of chrome free brick to RH degasser vessel”.<br />
Proceedings of 6th Biennial World-wide Congress<br />
Unitecr ’99 pp. 269-271<br />
- “Alumina-carbon steel ladle linings for slag basicities<br />
between 0,5 and 3”. Proceedings of 6th Biennial Worldwide<br />
Congress Unitecr ’99 pp. 295-298<br />
- “Eviter la mise en decharge des réfractaires de magnesiechrome<br />
de RH : recyclage, developpement de matériaux<br />
sans chrome ". 23es Journées Siderurgiques Internationales<br />
2002 pp. 114-116<br />
- “Application of MgO-C bricks for RH degasser lower<br />
vessels ". 21es Journées Siderurgiques Internationales<br />
2000 pp. 116-117<br />
Magnesium-spinel and magnesium-hercynite meet the requirements<br />
of the glass and cement industries, because the<br />
temperatures are generally slightly lower than in the steel<br />
process. In this field, studies on and developments of products<br />
with performances similar to or better than the magnesium-chromite<br />
are being carried out and are expected to<br />
continue in next ten years.<br />
Degassing plants under void (RH) and ladles are still<br />
relying on magnesium-chromite, but several studies and<br />
trials in Japan as well as in Europe emphasise the high potential<br />
of the system MgO-Al 2 0 3 -TiO 2 , particularly from the<br />
point of view of the environment.<br />
On the other side we cannot forget the big development in<br />
the use of carbon (mainly in the form of flake graphite) like<br />
a secon<strong>da</strong>ry element in refractory recipes with the development<br />
of a big number of magnesia-carbon products which<br />
have substituted the use of magnesia chrome refractories in<br />
the steel vessel.<br />
Finally also in the field of monolithic a lot of new products<br />
are now available for the purpose.<br />
In this paper is briefly described the actual situation in these<br />
fields with a short description of the new developed refractories.<br />
la metallurgia italiana 7<br />
11-12/2004 Memorie
ECOLOGIA<br />
Sviluppi tecnologici negli impianti<br />
di abbattimento fumi per forni elettrici<br />
G. Pansera, N. Griffini<br />
I forni elettrici ad arco pongono problemi sia di impatto ambientale che di esposizione ad agenti<br />
inquinanti per i lavoratori. Questo comporta una richiesta di riduzione <strong>del</strong>le emissioni inquinanti durante<br />
il ciclo di produzione, con particolare interesse alle emissioni atmosferiche.<br />
La produzione di inquinanti atmosferici, che è rappresentata non solo <strong>da</strong> polveri, e tra queste ossidi<br />
di metalli pesanti, ma anche <strong>da</strong> composti gassosi tra i quali citiamo CO, NOx, VOC e diossine e furani,<br />
è ovviamente dovuta in maniera prevalente alla fusione di rottami metallici al forno elettrico.<br />
Gli impianti di aspirazione fumi <strong>da</strong> forno elettrico sono normalmente composti <strong>da</strong> una linea primaria che<br />
cattura le emissioni direttamente <strong>da</strong>l quarto foro <strong>del</strong>la volta forno e <strong>da</strong> una linea secon<strong>da</strong>ria<br />
che è preposta all’aspirazione di tutte le altre emissioni che non sono captabili <strong>da</strong>lla linea primaria come<br />
durante le fasi di carica e/o colata. In questo modo è possibile raggiungere efficienze totali <strong>del</strong>l’ordine<br />
<strong>del</strong> 95÷99% in termine di polveri catturate rispetto a quelle prodotte <strong>da</strong>l forno elettrico nel ciclo<br />
completo di colata. Questa presentazione vuole descrivere gli impianti industriali capaci di raggiungere<br />
tali prestazioni attualmente disponibili nell’impiantistica siderurgica.<br />
CONTROLLO DELLE EMISSIONI ATMOSFERICHE DA UN EAF<br />
Il forno elettrico lavora con la volta aperta e chiusa, a secon<strong>da</strong><br />
<strong>del</strong>le differenti fasi <strong>del</strong> processo (carica, fusione, affinazione,<br />
colata...); pertanto si chiamano emissioni primarie<br />
quelle catturate con la volta chiusa, mentre le altre sono dette<br />
emissioni secon<strong>da</strong>rie ed entrambe sono raccolte <strong>da</strong>ll’impianto<br />
di aspirazione ed abbattimento.<br />
Il cuore <strong>del</strong>l’impianto di aspirazione fumi è costituito <strong>da</strong>l filtro.<br />
Il tipo di impianto che, per i sempre più stretti vincoli<br />
imposti all’emissione e per ragioni economiche legate a costi<br />
di installazione e gestione, si è an<strong>da</strong>to affermando è un<br />
impianto a secco equipaggiato con un filtro a maniche con<br />
sistema di lavaggio con aria compressa (filtro pulse-jet diffuso<br />
principalmente in Europa) o a flusso inverso (bag-house<br />
o reverse-air diffuso sopratutto in nord America).<br />
L’impianto d’aspirazione dei fumi provenienti <strong>da</strong> un EAF<br />
assume tipicamente la seguente configurazione (Fig.1):<br />
1. Le emissioni primarie (1600°C circa) sono estratte direttamente<br />
<strong>da</strong>l Quarto foro <strong>del</strong>la volta <strong>del</strong>l’EAF (1) e raccolte<br />
<strong>da</strong>lla curva raffred<strong>da</strong>ta <strong>del</strong> condotto d’aspirazione.<br />
2. Un condotto fisso separato <strong>da</strong>l forno, a volte munito di<br />
un ultimo tratto mobile per permettere l’apertura <strong>del</strong>la<br />
volta <strong>del</strong> forno (2) è posto di fronte alla suddetta curva<br />
quando il forno è in posizione orizzontale (fasi di fusione<br />
e affinazione) e raccoglie e miscela i fumi fuoriuscenti<br />
<strong>da</strong>lla curva e l’aria ambiente aspirata attraverso il “gap”<br />
esistente fra i due condotti.<br />
La funzione di questa aspirazione aggiuntiva è quella di<br />
introdurre <strong>nei</strong> fumi una quantità di ossigeno sufficiente a<br />
bruciare tutto il CO ancora presente e di contribuire al<br />
raffred<strong>da</strong>mento dei fumi stessi.<br />
3. I gas aspirati passano poi nella Post Combustion Chamber<br />
o Drop Out Box (3) (cosiddetta per mettere in evidenza<br />
il fatto che nella stessa avviene il completamento<br />
G. Pansera, N. Griffini<br />
Voest-Alpine Impianti S.r.l. - Trezzo S/Ad<strong>da</strong> (MI)<br />
Parole chiave: ecologia, acciaio, acciaieria<br />
Fig. 1 – Impianto trattamento fumi emessi <strong>da</strong> EAF<br />
(configurazione tipica).<br />
Fig. 1 – EAF dedusting plant (typical arrangement).<br />
<strong>del</strong>la combustione dei fumi e la separazione <strong>del</strong>le particelle<br />
più pesanti presenti <strong>nei</strong> fumi stessi allo scopo di<br />
evitarne il deposito indesiderato lungo le tubazioni successive<br />
alla camera).<br />
4. Dopo ciò i gas caldi entrano in un condotto raffred<strong>da</strong>to<br />
(WCD Water Cooled Duct)(4), il quale raffred<strong>da</strong> i gas a<br />
temperature comprese tra i 500°C e gli 800°C, in funzione<br />
<strong>del</strong>la lunghezza <strong>del</strong> WCD.<br />
5. Lasciato il WCD, i gas caldi sono ulteriormente raffred<strong>da</strong>ti<br />
(5) per mezzo di uno scambiatore a convezione forzata<br />
(FDC) o a convezione naturale (NDC) o mediante<br />
una torre di quenching (QT). I gas caldi sono raffred<strong>da</strong>ti<br />
normalmente a temperature tra i 200°C e i 300°C. Il limite<br />
inferiore di detto intervallo di temperature è ovviamente<br />
imposto <strong>da</strong> ragioni economiche <strong>da</strong>to che il costo<br />
<strong>del</strong>lo scambiatore (di qualsiasi tipo sopra citato) cresce<br />
esponenzialmente scendendo al disotto dei 200°C.<br />
6. La serran<strong>da</strong> di controllo <strong>del</strong>l’aspirazione primaria (DEC-<br />
Damper), che è abitualmente posta dopo il gruppo di raffred<strong>da</strong>mento,<br />
regola la portata di gas estratta <strong>da</strong>ll’EAF,<br />
allo scopo di non asportare <strong>da</strong>l forno troppo calore nelle<br />
fasi in cui la generazione di fumo è limitata.<br />
7. I gas primari con temperature tra i 200°C-300°C sono<br />
miscelati con i gas secon<strong>da</strong>ri a temperature comprese tra<br />
la metallurgia italiana 1<br />
11-12/2004 Memorie
11-12/2004 Memorie<br />
2<br />
i 50°C-70°C e provenienti <strong>da</strong> una cappa (6) posta sopra<br />
il forno, raggiungendo così temperature al di sotto dei<br />
130°C, appropriate per la filtrazione in un filtro a maniche,<br />
tipicamente corre<strong>da</strong>to di maniche in poliestere(7).<br />
LINEA DI ASPIRAZIONE PRIMARIA<br />
La linea di aspirazione primaria raccoglie la maggior parte<br />
<strong>del</strong>le emissioni <strong>del</strong>l’EAF attraverso il cosiddetto Quarto Foro,<br />
durante le operazioni <strong>del</strong> forno a volta chiusa. Pertanto<br />
l’aspirazione primaria opera solo quando il forno è in posizione<br />
orizzontale, con la volta in posizione chiusa.<br />
La sua efficienza è strettamente legata al valore di depressione<br />
in forno, mantenuta <strong>da</strong>ll’impianto di aspirazione. Tale efficienza<br />
è tuttavia limitata in conseguenza di improvvisi aumenti<br />
<strong>del</strong>la pressione nel forno, dovuti principalmente a franamenti<br />
<strong>del</strong> rottame, reazioni nel bagno o aggiunta di additivi.<br />
Per tale motivo è opportuno che, anche nelle fasi di lavoro<br />
<strong>del</strong> forno a volta chiusa sia mantenuta una certa aspirazione<br />
anche <strong>da</strong>lla cappa secon<strong>da</strong>ria <strong>del</strong> forno stesso.<br />
LINEA DI ASPIRAZIONE SECONDARIA<br />
La linea secon<strong>da</strong>ria raccoglie le aspirazioni provenienti <strong>da</strong><br />
cappe poste sopra il forno, le quali possono avere un singolo<br />
punto di aspirazione o più di uno all’interno di una cappa<br />
più grande per una più omogenea aspirazione.<br />
Il dimensionamento corretto di una cappa si basa su considerazioni<br />
di carattere geometrico (diametro <strong>del</strong> tino, distanza<br />
fra livello superiore <strong>del</strong> tino e livello inferiore <strong>del</strong>la cappa<br />
stessa ecc.) e di carattere fluido-dinamico (velocità di ingresso<br />
fumi in cappa, tempo di permanenza ecc.)<br />
Pur correttamente dimensionata secondo i criteri suddetti,<br />
formalizzati <strong>da</strong> vari organi tra i quali recentemente <strong>da</strong>lla<br />
stessa Regione Lombardia, l’efficienza di una captazione secon<strong>da</strong>ria<br />
può essere notevolmente influenzata <strong>da</strong>lla presenza<br />
di movimenti d’aria orizzontali dovuti alle aperture nel capannone<br />
<strong>del</strong>l’acciaieria, di altre sorgenti di aria cal<strong>da</strong> presenti<br />
nello stesso capannone, <strong>da</strong>lla presenza e dimensione<br />
<strong>del</strong>lo stesso carro-ponte di carica ecc.<br />
Per tale motivo la verifica <strong>del</strong> corretto dimensionamento di<br />
una cappa secon<strong>da</strong>ria è sempre più affi<strong>da</strong>ta a programmi di<br />
simulazione fluido-dinamica computerizzata.<br />
In ogni caso, sia per le continue variazioni di portata <strong>da</strong><br />
aspirare durante il ciclo di produzione, sia per migliorare la<br />
qualità <strong>del</strong>l’ambiente circostante la zona <strong>del</strong> forno, occorre<br />
considerare che la cappa <strong>da</strong> sola non è in grado di garantire<br />
una completa raccolta (100%) di tutte le emissioni salvo in<br />
caso di sovradimensionamento irrazionale ed antieconomico<br />
<strong>del</strong>l’impianto di abbattimento fumi.<br />
Il raggiungimento <strong>del</strong> target sopracitato è solo possibile con<br />
l’utilizzo di una elephant-house.<br />
Elephant-House<br />
È una chiusura totale che isola il capannone forno ed evacua<br />
le emissioni attraverso la cappa posta sul tetto.<br />
Per questo tutte le aperture <strong>del</strong> capannone andrebbero sigillate<br />
e l’intero modulo <strong>del</strong> forno tenuto completamente chiuso<br />
durante tutte le fasi <strong>del</strong> processo. Anche qui i grandi portoni<br />
scorrevoli per la carica dei rottami nel forno devono essere<br />
aperti solo per il tempo strettamente necessario per questa<br />
operazione.<br />
In tal caso la portata <strong>del</strong>la cappa deve essere dimensionata<br />
non solo per assicurare la captazione dei fumi emessi durante<br />
carica e/o colata ma anche il sufficiente ricambio d’aria<br />
all’interno <strong>del</strong> modulo per ragioni termiche e di vivibilità.<br />
Questo significa normalmente la progettazione di un impianto<br />
con la stessa portata massima di un normale impianto<br />
la metallurgia italiana<br />
ECOLOGIA<br />
ma con una portata media sensibilmente più alta per i motivi<br />
suddetti.<br />
RAFFREDDAMENTO DEI GAS PRIMARI<br />
Il raffred<strong>da</strong>mento dei gas primari in uscita <strong>da</strong>ll’EAF può essere<br />
ottenuto mediante diversi sistemi, di cui i principali sono<br />
lo scambiatore a convezione forzata (FDC) e la Quenching<br />
Tower (QT).<br />
Nella scelta <strong>del</strong> sistema più idoneo notevole influenza sta<br />
avendo la necessità di limitare il contenuto di diossine e furani<br />
all’emissione.<br />
L’introduzione di una regolamentazione in merito già in alcune<br />
regioni europee e l’attesa di una prossima estensione a<br />
tutta l’area comunitaria di una regolamentazione <strong>del</strong>la materia<br />
ha indirizzato lo sviluppo dei sistemi di depurazione dei<br />
gas aspirati <strong>da</strong> EAF in questa direzione.<br />
Notoriamente i composti chimici <strong>del</strong>le succitate famiglie di<br />
diossine e furani possono essere totalmente crackizzati nel<br />
forno elettrico, a temperature superiori agli 850÷900°C ma<br />
possono riformarsi allorchè i fumi <strong>del</strong> forno permangono a<br />
temperature comprese fra i 600°C e i 280°C (De-novo<br />
synthesis). Quantitativamente il fenomeno è proporzionale<br />
alla durata di tale condizione.<br />
Di conseguenza appare evidente come il sistema di raffred<strong>da</strong>mento<br />
utilizzato sia importante e come i sistemi di raffred<strong>da</strong>mento<br />
più rapidi siano <strong>da</strong> preferire.<br />
Per tale motivo, ma non solo, la quenching tower è il sistema<br />
di raffred<strong>da</strong>mento dei fumi primari che più si è diffuso<br />
negli ultimi anni, in nuovi impianti ovvero nel revamping di<br />
impianti esistenti.<br />
La sostituzione <strong>da</strong> FDC a QT può essere effettuata senza apportare<br />
cambiamenti significativi al sistema di aspirazione<br />
nel suo complesso ed i risultati in termini di prestazioni <strong>del</strong><br />
nuovo sistema sono eccellenti [1].<br />
Le ragioni <strong>del</strong>la sostituzione degli FDC con le QT ed i positivi<br />
effetti che ne conseguono, come la limitazione alla riformazione<br />
<strong>del</strong>la Diossina vengono discussi e dimostrati di seguito.<br />
LO SCAMBIATORE A CONVEZIONE FORZATA (FDC)<br />
I più comuni tipi di Scambiatore a convezione forzata (Forced<br />
draught cooler) utilizzati negli impianti di aspirazione<br />
<strong>da</strong> un EAF sono gli scambiatori di calore a pacco tubiero o a<br />
piastre a flussi incrociati (Fig. 2).<br />
Il secondo tipo di scambiatore è ritornato in auge per la riduzione<br />
dei costi di manutenzione ottenibili rispetto ad uno<br />
scambiatore tradizionale a pacco tubiero.<br />
Nell’impianto di aspirazione primaria lo scambiatore è tipicamente<br />
posto a valle <strong>del</strong> condotto raffred<strong>da</strong>to (WCD) dei<br />
fumi caldi. Lo scambiatore può raffred<strong>da</strong>re fumi alle temperature<br />
di 550°C-600°C fino a temperature di circa 200°C-<br />
300°C. La temperatura dei fumi in ingresso allo scambiatore<br />
dipende fortemente <strong>da</strong>l materiale con cui esso è realizzato,<br />
in questo caso Corten o 16Mo03.<br />
Lo scambiatore a tubi/piastre funziona raffred<strong>da</strong>ndo in uno<br />
o due passaggi i fumi caldi in ingresso.<br />
Tra i tubi è forzato il passaggio di aria a temperatura ambiente<br />
sfruttando così la convezione per asportare il calore<br />
<strong>da</strong>i fumi aspirati; questo fatto è molto importante per le successive<br />
considerazioni.<br />
La configurazione tipica di uno scambiatore FDC a flussi incrociati<br />
è quella qui riportata (Fig.3). Lo scambiatore qui<br />
presentato deve il suo nome al fatto che le direzioni di flusso<br />
dei fumi caldi e <strong>del</strong>l’aria di raffred<strong>da</strong>mento formano tra loro<br />
un angolo di 90°. L’aria fred<strong>da</strong> è forzata a scorrere tra<br />
tubi/piastre mediante l’utilizzo di appositi ventilatori installati<br />
su un lato <strong>del</strong>lo scambiatore.
Fig. 2 – Scambiatore a piastre.<br />
Fig. 2 – Plate cooler.<br />
Fig. 3 – Scambiatore a piastre a flussi incrociati.<br />
Fig. 3 – Cross flow plate cooler.<br />
Fig. 4 – An<strong>da</strong>mento <strong>del</strong>la temperatura e velocità di reazione.<br />
Fig. 4 – Temperature and reaction speed diagram.<br />
RIDUZIONE DELLA CONCENTRAZIONE DI DIOSSINA<br />
E TORRE DI QUENCHING (QT)<br />
Tra gli agenti inquinanti emessi durante i processi metallurgici<br />
la diossina risulta essere tra i più pericolosi. Il problema<br />
<strong>del</strong>le emissioni di diossina è particolarmente critico <strong>nei</strong> processi<br />
di produzione <strong>del</strong>l’acciaio mediante forno elettrico<br />
EAF in generale, ma il problema diventa ancora più rilevante<br />
<strong>nei</strong> forni con preriscaldo rottame.<br />
La diossina è un termine generico che indica un composto di<br />
75 PCDD (polychlorinated dibenzo-p-dioxins) e 135 PCDF<br />
(polychlorinated dibenzo furans).<br />
ECOLOGIA<br />
In questi anni la VAIM si è dedicata allo studio di nuove tecniche<br />
per la depurazione degli off-gas, investigando i processi<br />
di generazione <strong>del</strong>la diossina e sviluppando tecniche di<br />
abbattimento degli agenti inquinanti sempre più efficaci.<br />
Da questi studi [2] è emerso che la concentrazione di diossina<br />
nella aspirazione primaria è almeno 10 volte maggiore di<br />
quella nell’aspirazione secon<strong>da</strong>ria, nonostante il flusso primario<br />
provenga direttamente <strong>da</strong>lla zona di combustione dove<br />
le diossine dovrebbero essere distrutte <strong>da</strong>lle alte temperature.<br />
La maggior concentrazione è legata al fatto che durante la<br />
fase di raffred<strong>da</strong>mento dei gas primari, la diossina si riforma<br />
come risultato <strong>del</strong>la reazione tra componenti organici e cloro<br />
in essi presenti e ciò avviene per temperature comprese<br />
tra i 280°C e i 600°C. Tale processo, che assume il nome di<br />
“De novo Synthesis” ed ha un massimo di produttività tra i<br />
300°C-500°C (Fig.4). A causa di esso si ritrovano spesso alte<br />
concentrazioni di diossina <strong>nei</strong> gas primari.<br />
Dal momento che la reazione chimica <strong>del</strong>la sintesi dipende<br />
sia <strong>da</strong>lla temperatura che <strong>da</strong>l tempo, la quantità di diossina<br />
prodotta è legata al tempo di permanenza dei gas a temperature<br />
comprese tra i 280°C-600°C.<br />
Come anticipato, il processo di rigenerazione <strong>del</strong>la diossina<br />
può essere minimizzato raffred<strong>da</strong>ndo il gas molto velocemente,<br />
riducendo quindi al minimo il tempo in cui esso rimane<br />
alle temperature <strong>del</strong>la sintesi ex novo.<br />
Tale principio chimico-fisico è ottimizzato nella Torre di<br />
Quenching (QT), la quale, come indica il termine inglese<br />
“quench”, effettua un raffred<strong>da</strong>mento rapido dei fumi primari<br />
mediante iniezione di getti d’acqua, abbassando così la<br />
temperatura dei gas a valori inferiori ai 280°C.<br />
La tecnologia sviluppata <strong>da</strong>lla VAIM-DECOS integra la QT<br />
in un sistema chiamato DRS (Dioxin Reduction System, sistema<br />
di riduzione <strong>del</strong>la diossina) basato sulla tecnica <strong>del</strong><br />
raffred<strong>da</strong>mento in due passi TSC (Two Step Cooling):<br />
Primo passo: la temperatura è ridotta rapi<strong>da</strong>mente nella<br />
quenching tower DECOS tramite lance e ugelli nebulizzatori<br />
bicomponenti (acqua, aria compressa) che DECOS ha<br />
messo a punto grazie all’esperienza maturata con l’installazione<br />
di nr. 18 torri di quenching negli ultimi 8 anni.<br />
Un’esatta quantità d’acqua nebulizzata assicura che i fumi<br />
caldi vengano raffred<strong>da</strong>ti a temperature comprese tra 250°-<br />
280°C (come richiesto).<br />
Secondo passo: i fumi primari vengono rapi<strong>da</strong>mente ed ulteriormente<br />
raffred<strong>da</strong>ti miscelandoli con i fumi secon<strong>da</strong>ri più<br />
freddi (canopy hood, L.F., Ferro-Alloys de-dusting etc.),<br />
rendendoli così a<strong>da</strong>tti alla filtrazione nel filtro a maniche.<br />
La maggior difficoltà a raggiungere il contenimento <strong>del</strong>la<br />
diossina mediante l’utilizzo <strong>del</strong> più comune FDC ha portato<br />
nel corso degli anni a preferire la QT come sistema di raffred<strong>da</strong>mento<br />
dei fumi primari. Per comprendere la ragione<br />
per cui una riduzione <strong>del</strong>la diossina è facilitata <strong>da</strong>ll’uso <strong>del</strong>la<br />
QT rispetto ad un FDC, si può osservare quanto segue.<br />
Sebbene il tempo di permanenza <strong>del</strong> gas caldo nel FDC e<br />
nella QT sia approssimativamente identico:<br />
FDC: velocità media gas ca. 20 m/s, lunghezza 25 m, t =<br />
1,25 s<br />
QT: velocità media gas circa 8 m/s, lunghezza 10 m, t =<br />
1,25 s.<br />
Le curve di raffred<strong>da</strong>mento sono completamente differenti<br />
ed evidenziano come i tempi di raffred<strong>da</strong>mento ottenuti con<br />
la QT siano nettamente inferiori a quelli ottenibili con un<br />
FDC.<br />
Questa differenza è legata alla tipologia di raffred<strong>da</strong>mento<br />
attuata <strong>da</strong>i due sistemi, in particolare il raffred<strong>da</strong>mento nello<br />
scambiatore FDC avviene per convezione (gas/gas), mentre<br />
nella QT avviene per evaporazione <strong>del</strong>l’acqua nebulizzata,<br />
la metallurgia italiana 3<br />
11-12/2004 Memorie
11-12/2004 Memorie<br />
Fig. 5 – Temperatura <strong>del</strong> gas in funzione <strong>del</strong> tempo in un Forced<br />
Draught Cooler (FDC) ed in una quenching Tower (QT).<br />
Fig. 5 – Raw gas temperature vs. time in a Forced Drought Cooler<br />
(FDC) and in a Quenching Tower.<br />
Fig. 6 – Sommario <strong>del</strong>le misure di PCDD/F nell’impianto dove<br />
un FDC è stato sostituito <strong>da</strong> una QT.<br />
Fig. 6 – Resume of measurements of PCDD and PCDF after<br />
substitution of a FDC with a Quenching Tower.<br />
Fig. 7 – Misure di PCDD/F <strong>nei</strong> fumi puliti al camino durante la<br />
fase di ottimizzazione <strong>del</strong>la diossina (fase 1 =prima<br />
<strong>del</strong>l’ottimizzazione; fase 2 = dopo l’ottimizzazione).<br />
Fig. 7 – Measurements of PCDD/F in the clean gas at the stack<br />
during the adjustment of a dedusting plant for the optimisation of<br />
dioxin control (phase 1 before optimisation, phase 2 after<br />
optimisation).<br />
con possibilità di asportare maggiori quantità di calore in<br />
minor tempo. (Questo <strong>da</strong>to è legato alla superficie di esterna<br />
<strong>del</strong>le gocce d’acqua ed è ampiamente noto nell’industria<br />
chimica, dove il processo di quenching risulta essere una<br />
prassi comune.) Le tipiche differenze di temperature (o tempo)<br />
lungo la curva di raffred<strong>da</strong>mento <strong>del</strong> gas sono mostrate<br />
4<br />
la metallurgia italiana<br />
ECOLOGIA<br />
Fig. 8 – Concentrazioni di polveri emesse in atmosfera con<br />
l’utilizzo <strong>del</strong>la QT.<br />
Fig. 8 – Emission dust content by means of QT.<br />
di seguito in Fig. 5 (temperatura in funzione <strong>del</strong> tempo).<br />
La QT attuando un raffred<strong>da</strong>mento rapido risulta essere<br />
molto più efficiente rispetto ad un FDC nella riduzione <strong>del</strong>la<br />
rigenerazione <strong>del</strong>la diossina. Ciò è stato inoltre provato <strong>da</strong><br />
misure di PCDD/F effettuate in un impianto dove l’esistente<br />
FDC è stato sostituito <strong>da</strong> una QT [3]. La riduzione nella<br />
concentrazione di Diossina a seguito <strong>del</strong>la installazione <strong>del</strong>la<br />
QT in sostituzione <strong>del</strong> FDC è evidente. Si può inoltre vedere<br />
come sia stato possibile ottimizzare la QT in maniera<br />
tale <strong>da</strong> ridurre ulteriormente la concentrazione di diossina<br />
(vedi Figg. 6 e 7).<br />
Ottimizzazione <strong>del</strong>la QT ha significato una serie di miglioramenti<br />
impiantistici atti ad assicurare una temperatura dei<br />
fumi di ingresso in torre il più possibile vicina o superiore ai<br />
600°C e la messa a punto di una regolazione automatica <strong>del</strong>la<br />
iniezione di acqua di raffred<strong>da</strong>mento più stabile.<br />
L’utilizzo <strong>del</strong>la QT e <strong>del</strong>la successiva filtrazione <strong>del</strong>le polveri<br />
porta ad ottenere <strong>del</strong>le basse concentrazioni di diossina<br />
emessa in atmosfera <strong>da</strong>l camino, come è possibile vedere<br />
<strong>da</strong>lla figura 8, in cui è presentata la distribuzione di diossina<br />
in un impianto d’aspirazione fumi provenienti <strong>da</strong> un EAF tipico.<br />
Nonostante le buone prestazioni <strong>del</strong>la torre di quenching<br />
difficilmente essa è in grado di garantire il raggiungimento<br />
degli 0,1 ng/Nm 3 in modo continuativo.<br />
Per il raggiungimento di questo valore, già richiesto in alcune<br />
regioni europee e che è atteso come valore massimo nel<br />
medio periodo in tutta la Comunità Europea, diventa necessario<br />
un ulteriore intervento.<br />
Premesso che valori più bassi di polverosità al camino corrispondono<br />
a minori contenuti di diossina e che basse temperature<br />
al filtro favoriscono ulteriormente la separazione <strong>del</strong>la<br />
diossina nelle polveri filtrate, abbiamo potuto riscontrare<br />
che i migliori risultati possono essere ottenuti iniettando nel<br />
flusso dei gas, a monte <strong>del</strong> filtro, <strong>del</strong> materiale assorbente<br />
che, fornendo alla diossina una notevole possibilità di aggregazione<br />
a particelle di polvere più grosse e facilmente filtrabili,<br />
favorisca la separazione <strong>del</strong>la diossina nelle polveri<br />
separate <strong>da</strong>l filtro (Fig.9).<br />
Il materiale iniettato è un coke di lignite, poroso e macinato<br />
molto fine in modo <strong>da</strong> avere un elevato rapporto superficie/volume;<br />
è così possibile favorire la precipitazione <strong>del</strong>la<br />
diossina. L’iniezione avviene tramite ugelli, prima <strong>del</strong> filtro<br />
e dopo il ciclone; ovviamente la resa dipende <strong>da</strong>lla situazione<br />
a monte.<br />
Come si può vedere <strong>da</strong>l diagramma di figura 10 la tendenza<br />
<strong>del</strong>la diossina a concentrarsi in particelle di piccole dimensioni,<br />
necessaria per la successiva rimozione nel filtro a maniche,<br />
è direttamente proporzionale alla diminuzione <strong>del</strong>la<br />
temperatura dei fumi all’ingresso <strong>del</strong> filtro.
Fig. 9 – Concentrazioni di polveri emesse in atmosfera con<br />
l’utilizzo <strong>del</strong>la QT ed iniezione di materiale assorbente.<br />
Fig. 9 – Emission dust content by means of QT and absorbent<br />
media injection.<br />
Fig. 10– Efficienza di assorbimento <strong>del</strong>la diossina in funzione<br />
<strong>del</strong>la temperatura di ingresso al filtro.<br />
Fig. 10– Dioxin absorption efficiency vs. filter inlet temperature.<br />
Per raggiungere i desiderati livelli di asportazione <strong>del</strong>la<br />
diossina potrebbe essere necessario avere una temperatura<br />
in ingresso filtro anche minore di 80°C se non si usa un sistema<br />
di iniezione <strong>del</strong>la lignite, con il quale è possibile ottenere<br />
la massima efficienza; tuttavia bisogna tener conto anche<br />
di problemi di potenziale condensazione.<br />
Per forni tradizionali il valore di diossina presente <strong>nei</strong> fumi<br />
raggiungibile con questo sistema è di 0,1 ng/Nm3. Per forni<br />
con preriscaldo è necessario fare una crackizzazione nella<br />
camera di post-combustione con temperature elevate, di circa<br />
900°-950°C; difatti <strong>nei</strong> forni tradizionali la diossina non<br />
dovrebbe raggiungere la linea primaria direttamente <strong>da</strong>l<br />
4°foro. La quantità di assorbente <strong>da</strong> iniettare varia <strong>da</strong>i 150 ai<br />
500 mg/Nm3.<br />
Nella figura 11 viene mostrato un sistema di dosaggio e distribuzione<br />
<strong>del</strong>la lignite in un condotto fumi.<br />
La Quenching Tower non è l’unico sistema per raggiungere<br />
bassi valori di diossina, ma occorre precisare che realizzando<br />
un raffred<strong>da</strong>mento più rapido permette di avere meno<br />
diossina <strong>nei</strong> fumi che raggiungono il filtro; in questo modo<br />
viene limitata notevolmente la quantità di carbone <strong>da</strong> iniettare<br />
rispetto a quello richiesto <strong>da</strong> un impianto con FDC, realizzando<br />
un risparmio sia per quanto riguar<strong>da</strong> il materiale<br />
adsorbente stesso che per lo smaltimento <strong>del</strong>la polvere.<br />
Compresi i vantaggi derivanti <strong>da</strong>ll’utilizzo <strong>del</strong>la QT ed in<br />
considerazione che essa rappresenta l’ultima affermata novità<br />
in un impianto d’aspirazione dei fumi primari <strong>da</strong> forno<br />
elettrico, vale la pena di analizzare più nel dettaglio in cosa<br />
consiste e come funziona una QT.<br />
ECOLOGIA<br />
Abitualmente nel sistema di raffred<strong>da</strong>mento dei primari provenienti<br />
<strong>da</strong>l forno, la QT è posta a valle <strong>del</strong> condotto di gas<br />
caldi raffred<strong>da</strong>to ad acqua. La QT può raffred<strong>da</strong>re gas a temperature<br />
≤ 1.000°C (con l’uso, per valori superiori, di materiale<br />
<strong>refrattari</strong>o all’interno <strong>del</strong>la QT) portandoli a temperature<br />
tra i 250°C – 280°C.<br />
Nel tipo più comune di quenching tower usate <strong>da</strong> Decos per<br />
gli impianti d’aspirazione <strong>da</strong>gli EAF, i gas caldi entrano nella<br />
quenching tower <strong>da</strong>lla parte inferiore (vedi Fig. 12), passando<br />
attraverso un’ampia camera centrale in cui la velocità<br />
dei fumi è rallentata e il flusso stabilizzato e reso costante.<br />
Dopo l’ingresso il gas caldo è immediatamente raffred<strong>da</strong>to<br />
<strong>da</strong>ll’evaporazione <strong>del</strong>l’acqua nebulizzata iniettata nella parte<br />
inferiore <strong>del</strong>la torre mediante <strong>del</strong>le apposite lance (Fig.13)<br />
Infine, il gas raffred<strong>da</strong>to e secco esce <strong>da</strong>lla sommità <strong>del</strong>la<br />
QT ed entra in un altro condotto per essere poi miscelato<br />
con i fumi secon<strong>da</strong>ri.<br />
La QT è usualmente composta <strong>da</strong> una torre verticale in acciaio<br />
di forma cilindrica, di diametro <strong>da</strong>i 3,2 ai 6 m, con altezza<br />
<strong>da</strong>i 10 ai 15 m.<br />
All’ingresso (parte inferiore <strong>del</strong>la torre) un insieme di lance<br />
con ugelli spruzzatori (vedi Fig. 13) è posto intorno alla torre.<br />
Le lance vengono alimentate ad acqua ed aria compressa per<br />
spruzzare nel gas caldo acqua, nebulizzandola in moltissime<br />
gocce di piccolo diametro in modo tale che la superficie di<br />
scambio sia grandissima e di conseguenza i tempi di evaporazione<br />
ridottissimi.<br />
Fig. 11 – Sistema di dosaggio e distribuzione lignite.<br />
Fig. 11 – Distribution and dosing lignite system.<br />
Fig. 12 – Torre di Quenching.<br />
Fig. 12 – Quenching Tower.<br />
la metallurgia italiana 5<br />
11-12/2004 Memorie
11-12/2004 Memorie<br />
Fig. 13 – Ugello per spruzzatura impiegato in una torre di<br />
Quenching.<br />
Fig. 13 – Spraying nozzle installed in a quenching tower.<br />
6<br />
CONFRONTO TRA FORCED DRAUGHT COOLER<br />
E QUENCHING TOWER<br />
Oltre alla capacità <strong>del</strong>la QT di contenere le emissioni di Diossina,<br />
un ulteriore vantaggio derivante <strong>da</strong>l suo utilizzo consiste<br />
nel fatto che gli impianti esistenti già equipaggiati con un<br />
FDC possono essere facilmente ammodernati, permettendo<br />
un sensibile aumento <strong>del</strong>la capacità di aspirazione primaria<br />
(<strong>da</strong>l momento che la perdita di pressione dovuta alla QT è notevolmente<br />
più bassa di quella di un FDC) spesso anche con<br />
una sensibile riduzione <strong>del</strong>lo spazio occupato (Fig. 14).<br />
Detto aumento di capacità di aspirazione <strong>del</strong> lato primario<br />
<strong>del</strong> sistema di aspirazione fumi puo’ essere effettuato senza<br />
cambiare i ventilatori principali <strong>del</strong> sistema, spesso carenti<br />
in termini di prevalenza totale.<br />
In altri termini possiamo anche dire che, grazie al fatto che<br />
la caduta di pressione sul lato primario è più bassa, a parità<br />
di portata, l’impianto può essere gestito con un consumo inferiore<br />
di energia elettrica.<br />
Inoltre ricordiamo come la massima temperatura d’ingresso<br />
di una QT è di 1.000°C contro i 600°C nel FDC, questo permette<br />
di limitare la lunghezza <strong>del</strong> condotto raffred<strong>da</strong>to primario<br />
(WCD) e, più in generale, una maggior flessibilità impiantistica.<br />
La QT richiede una manutenzione inferiore (controllo e pulizia<br />
sistematica degli ugelli <strong>del</strong>le lance) rispetto ad un FDC<br />
a causa <strong>del</strong>la maggior o minor tendenza all’intasamento dei<br />
tubi o <strong>del</strong>le piastre di quest’ultimo, problema che ovviamente<br />
non è presente in una QT.<br />
EFFICIENZA NELL’ABBATTIMENTO<br />
DELLE POLVERI INQUINANTI<br />
Nei moderni impianti d’aspirazione <strong>da</strong>i forni EAF è possibile<br />
raggiungere concentrazioni di polvere inferiori ai<br />
5mg/Nm3 nelle emissioni in atmosfera mediante un filtro a<br />
maniche tipo pulse-jet. Un ulteriore riduzione di questa concentrazioni<br />
di polveri non riduce però significativamente la<br />
concentrazione <strong>del</strong>la diossina nel gas pulito.<br />
Differenze significative nell’abbattimento <strong>del</strong>la diossina si<br />
possono raggiungere mediante iniezione di materiale assorbente.<br />
Và inoltre detto che la capacità <strong>del</strong> filtro di ridurre la<br />
concentrazione di PCDD/F aumenta al diminuire <strong>del</strong>la temperatura<br />
dei fumi in ingresso al filtro.<br />
A dimostrazione <strong>del</strong>la efficienza raggiunta <strong>da</strong>i moderni impianti<br />
di aspirazione, nella tabella 1 riportiamo i risultati di<br />
la metallurgia italiana<br />
ECOLOGIA<br />
a<br />
b<br />
Fig. 14 – Sostituzione di un FDC (a) con una QT (b) in una<br />
installazione esistente.<br />
Fig. 14 – Substitution of a FDC with a QT in an existing plant.<br />
recenti analisi effettuate su una installazione VAIM-DE-<br />
COS, in cui è utilizzato un filtro a maniche di tipo pulse-jet<br />
ed una QT per l’abbattimento <strong>del</strong>la diossina e <strong>del</strong>le polveri<br />
inquinanti. È un impianto nel quale si trova in funzione un<br />
forno <strong>da</strong> 70 t, con una produttività di 100 t/h.<br />
NOTE CONCLUSIVE<br />
Per una efficiente pulizia dei fumi provenienti <strong>da</strong> un forno<br />
elettrico una combinazione di trattamenti di natura termica,<br />
quali la post combustione dei gas primary, il rapido raffred<strong>da</strong>mento<br />
realizzato in una quenching tower, l’iniezione di<br />
assorbenti, consente di ridurre la concentrazione di diossina<br />
a livelli persino inferiori a quelli specificati nelle normative.<br />
La tecnologia descritta in questa memoria per minimizzare i<br />
quantitativi di diossina presenti <strong>nei</strong> fumi risulta la più efficiente<br />
e la più economica tra quelle considerate allo stato<br />
<strong>del</strong>l’arte attuale.
Tabella 1 – Risultati di<br />
analisi effettuate su una<br />
installazione VAIM-DECOS.<br />
Table 1 – Typical emission<br />
gas content at the stack for an<br />
EAF dedusting plant.<br />
RIFERIMENTI<br />
Inquinanti<br />
[1] L. Noska, E. Gramigna, J. Lehner , “The use of spray<br />
towers to cool primari gases produced by EAF in comparison<br />
with traditional forced air coolers”- EEC 7 /Paper<br />
#75.<br />
ECOLOGIA<br />
Concentrazioni Flusso<br />
Valori misurati Valori limite Valori calcolati Valori limite<br />
polveri (mg/Nm 3 ) 4,6 5 2,8 (kg/h) 3(kg/h)<br />
O 2 % 20,3 - - -<br />
CO 2 % 0,5 - - -<br />
CO (mg/Nm 3 ) 80 200 58,7 (kg/h)<br />
SO 2 (mg/Nm 3 )
METALLURGIA FISICA<br />
Metastable phases and phase diagrams<br />
M. Baricco, M. Palumbo, D. Baldissin, E. Bosco, L. Battezzati<br />
In this paper, the basic features of the novel field of the use of phase diagrams for the description<br />
of metastability will be outlined. Examples of experimental determination and calculation of metastable<br />
phase diagrams will be presented. In particular, metastable phase diagrams will be used to describe<br />
phase selection in cast iron (Fe-C) and stainless steels (Fe-Ni-Cr), showing the effect of quenching rate<br />
on solidification products. The extension of solid solubility by rapid solidification will be shown<br />
for the Au-Fe system, where giant magnetoresistance effects have been observed after suitable thermal<br />
treatments. Glass formation either by rapid solidification or by ball milling will be described in terms<br />
of metastable phase diagrams for Cu-Ti and Al-Ti. The formation of metastable compounds will be<br />
reported in Fe-B and Ni-B systems. Finally, the formation of nanocrystals from amorphous precursors<br />
will be described for Al-Ce and Al-Ni-Ce on the basis of calculated metastable phase diagrams.<br />
Parole chiave: physical metallurgy, mo<strong>del</strong>ling, phase transormation, solidification<br />
INTRODUCTION<br />
Metastability is not a novelty in metallurgy and metallic materials<br />
are often composed by non-equilibrium phases. A<br />
well-known example is the Fe-C phase diagram, which is<br />
usually reported considering both graphite and cementite<br />
[1]. The Fe-Fe 3 C equilibrium lines stand at lower temperatures<br />
with respect to Fe-C lines, indicating the metastability of<br />
the phase diagram containing cementite.<br />
A general approach to describe stability, instability and metastability<br />
is based on energetic terms (usually Gibbs free<br />
energy). If the free energy of a system is plotted as a function<br />
of possible arrangements of atoms, the presence of<br />
maxima and minima is generally observed, as schematically<br />
shown in figure 1. The maxima correspond to unstable states,<br />
where the free energy can be easily lowered by localized<br />
homophase atomic rearrangements. The decrease of free<br />
energy drives the system towards a minimum. The absolute<br />
minimum corresponds to the stable state and, in order to<br />
transform the system, an external energy input is necessary.<br />
Relative minima correspond to metastable states, where the<br />
system is in internal equilibrium, though its free energy is<br />
above that of the stable state. There are several possible metastable<br />
conditions for a system and they are selected by kinetics.<br />
The various degree of stability can be usefully described<br />
by means of thermodynamics, whereas the description<br />
of transformations between them needs the knowledge of relative<br />
rates.<br />
In this paper, the basic features of the novel field of the use<br />
of phase diagrams for the description of metastability will<br />
be outlined. Examples of experimental determination and<br />
calculation of metastable phase diagrams will be presented.<br />
In particular, metastable phase diagrams will be used to describe<br />
phase selection in cast iron (Fe-C) and stainless steels<br />
(Fe-Ni-Cr), showing the effect of quenching rate on solidification<br />
products. The extension of solid solubility by rapid<br />
solidification will be shown for the Au-Fe system, where<br />
giant magnetoresistance effects have been observed after<br />
suitable thermal treatments. Glass formation either by rapid<br />
solidification or by ball milling will be described in terms of<br />
metastable phase diagrams for Cu-Ti and Al-Ti. The formation<br />
of metastable compounds will be reported in Fe-B and<br />
Marcello Baricco, Mauro Palumbo, Daniele Baldissin, Enrica Bosco, Livio Battezzati<br />
Dipartimento di Chimica IFM, INFM/INSTM, Università di Torino<br />
Paper presented at the seminar: Phase transformations and phase diagrams,<br />
Milan 23 september 2003<br />
Fig. 1 – Schematic behaviour of free energy of a system as a<br />
function of possible arrangements of atoms.<br />
Fig. 1 – Comportamento schematico <strong>del</strong>l'energia libera di un<br />
sistema in funzione <strong>del</strong>la disposizione degli atomi.<br />
Ni-B systems. Finally, the formation of nanocrystals from<br />
amorphous precursors will be described for Al-Ce and Al-<br />
Ni-Ce on the basis of calculated metastable phase diagrams.<br />
METASTABILITY<br />
The progressive departure from equilibrium to non-equilibrium<br />
conditions, through various metastable states, can be<br />
described in terms of energy units. Metastability can be classified<br />
according to structural variety and energetic departures<br />
from stable equilibrium (Table 1) [2]. The departure<br />
from the equilibrium may be scaled by means of the product<br />
RT m , where R is the gas constant and T m is the average of<br />
the equilibrium melting temperatures of the components.<br />
Compositional metastability involves changes in composition<br />
and implies the highest excess energy (≈ 1 RT m ). Structural<br />
metastability is for phases with the same composition<br />
but a different structure and, in this case, the energy difference<br />
is about 0.5 RT m . Finally, for different morphogy of<br />
the phases the excess energy is around 0.1 RT m . The general<br />
procedure for the synthesis of metastable phases is to "energize"<br />
and then "quench" the material. This can be done by<br />
means of a variety of methods, as shown in Table 2 [2].<br />
The synthesis of metastable structures can occur only when<br />
la metallurgia italiana 1<br />
11-12/2004 Memorie
11-12/2004 Memorie<br />
METALLURGIA FISICA<br />
Nature of metastability Examples<br />
COMPOSITIONAL Supersaturated solutions<br />
STRUCTURAL Intermetallic compounds<br />
Undercooled liquid<br />
Amorphous phases<br />
MORPHOLOGICAL Nanocrystals<br />
AND TOPOLOGICAL Interphase dispersion<br />
Table 1 – Nature of metastability (after reference [2]).<br />
Tabella 1 – Natura <strong>del</strong>la metastabilità (<strong>da</strong>l riferimento [2]).<br />
Method Examples<br />
MELT OR SOLID QUENCH Conventional casting<br />
Rapid solidification<br />
Laser pulse<br />
CONDENSATION Vapour - Gas<br />
Sputtering<br />
Electrodeposition<br />
Chemical deposition<br />
IRRADIATION Particle bombardment<br />
Ion implantation<br />
Ion beam mixing<br />
MECHANICAL Ball milling<br />
COLD WORKING Cold rolling<br />
Pressure<br />
SOLID STATE REACTION Multilayers<br />
Table 2 – Methods for synthesis of metastable structure (after<br />
reference [2]).<br />
Tabella 2 – Metodi di sintesi di strutture metastabili (<strong>da</strong>l<br />
riferimento [2]).<br />
the kinetically preferred path differs from the one most favoured<br />
thermodynamically. It is generally the one requiring<br />
less correlation of atomic positions and motions. Whether a<br />
microstructure is composed of stable equilibrium phases or<br />
metastable phases depends on the nucleation and growth kinetics<br />
of the competing product phases. So, the thermodynamic<br />
description of metastable phases is also necessary to<br />
mo<strong>del</strong> the kinetics of phase transformations.<br />
2<br />
METASTABLE PHASE DIAGRAMS<br />
Phase stability in a particular system is generally represented<br />
in terms of temperature and composition by means of the<br />
phase diagram [3] that can be drawn if the free energy of all<br />
phases is known as a function of temperature and composition.<br />
The equilibrium conditions are reached when the pure<br />
components have the same chemical potential in the different<br />
phases (common tangent rule). Metastable phase diagrams<br />
do not take into account phases, which cannot be produced<br />
for, some kinetic reasons, but consider other phases,<br />
which would not be allowed according to thermodynamics.<br />
As a consequence, in addition to the free energy of stable<br />
phases, the free energy of metastable phases has to be<br />
known. If there are kinetic reasons, which promote metastable<br />
phases, the common tangent rule is applied to the new<br />
equilibria and the phase diagram is modified accordingly<br />
becoming a metastable phase diagram. The major changes<br />
are the elimination of phases, substitution of phases, appearance<br />
of new phases, supercooling or superheating of existing<br />
phases [3].<br />
When possible, metastable phase diagrams are determined<br />
with the same experimental techniques used for the study of<br />
la metallurgia italiana<br />
equilibrium phase diagrams (i.e. thermal analysis, X-ray diffraction,<br />
TEM, SEM, etc.) but, owing to the difficulty in the<br />
experimental determination, they are often calculated. In order<br />
to obtain a metastable phase diagram, it is necessary to<br />
calculate the equilibrium phase diagram and to be able to<br />
extrapolate it to metastable conditions. In general, various<br />
mo<strong>del</strong>s can describe accurately the equilibrium phase diagram,<br />
but extrapolations to metastable conditions may give<br />
quite different results [4]. Phase diagrams can be computed<br />
if experimental <strong>da</strong>ta exist for a given system. Then, a leastsquares<br />
optimisation procedure gives parameters able to describe<br />
the free energy of all phases as a function of temperature<br />
and composition. This is known as CALPHAD approach<br />
[5]. The input <strong>da</strong>ta are the available measured thermodynamic<br />
properties and also experimentally derived portions<br />
of the phase diagram of a given system. The metastable phase<br />
diagram can be calculated simply by extrapolation of the<br />
free energy curves. This procedure is very sensitive to the<br />
analytical description of the thermodynamic functions and<br />
can give wrong results. So, more conveniently, the metastable<br />
phase diagram can be calculated if the input experimental<br />
<strong>da</strong>ta refer directly to metastable phases.<br />
UNDERCOOLED MELTS AND GLASS FORMATION<br />
In order to form a glass, a suitable melt must be undercooled<br />
to the temperature range where it freezes to an amorphous<br />
solid. For glass-forming alloys, the difference in C p between<br />
liquid and solid phases is generally higher with respect to<br />
that of pure metals [6]. The general trend of the liquid specific<br />
heat in glass forming alloys is to increase for increasing<br />
undercooling. An higher value of the specific heat for the liquid<br />
with respect to the crystals would let the entropy of the<br />
liquid phase approach that of the solids quickly on decreasing<br />
the temperature. As the liquid cannot have an entropy<br />
lower than the solid (Kauzmann paradox), the entropy loss<br />
of the liquid on undercooling will stop when the entropy of<br />
both phases is equal (isoentropic temperature, T K ). The liquid<br />
transforms to a glass and the C p of the liquid becomes<br />
equal to that of the solid. This is a common behaviour for<br />
glass-forming materials and the value of T K strongly depends<br />
on the difference in specific heat between liquid and<br />
solid for temperatures lower than T m [7]. T K can be taken as<br />
an approximation of the glass transition temperature, T g .<br />
T 0 CURVES<br />
The T 0 curve is the locus of the compositions and temperatures<br />
where the free energies of two phases are equal. The T 0<br />
curve between the liquid and a solid phase determines the<br />
minimum undercooling of the liquid for the partition-less<br />
formation of the solid with the same composition [8]. For an<br />
estimation of the T 0 curve, the free energy of liquid and solid<br />
phases as a function of composition and temperature must<br />
be known.<br />
Examples are provided in figure 2 for a eutectic system. T 0<br />
curves can be confidently extrapolated at temperatures below<br />
the horizontal, where they define the temperature-composition<br />
field for partitionless solidification. Alloys with T 0 curves<br />
which are only slightly depressed below the stable liquidus<br />
curves are good candi<strong>da</strong>tes for partitionless solidification<br />
in the entire composition range (<strong>da</strong>shed lines in figure 2). If<br />
T 0 curves plunge to very low temperatures (thick continuous<br />
lines in figure 2), single phase crystals cannot be formed<br />
from the melt. In this region, the kinetics of solid phase separation<br />
from the undercooled liquid depresses the solidification<br />
temperature toward T g , where an increased liquid viscosity<br />
halts crystallization, so that a glass may be formed.
METALLURGIA FISICA<br />
Fig. 2 – Schematic representation of T curves (<strong>da</strong>shed lines) for<br />
0<br />
a eutectic system. Thick continuous lines show the effect of excess<br />
specific heat of liquid phase on T curves.<br />
0<br />
Fig. 2 – Rappresentazione schematica <strong>del</strong>le curve T (linee 0<br />
tratteggiate) per un sistema eutettico. Le linee continue più spesse<br />
mostrano l'effetto <strong>del</strong> calore specifico di eccesso <strong>del</strong>la fase liqui<strong>da</strong><br />
sulle curve T . 0<br />
PHASE SELECTION IN CAST IRONS [9]AND STAINLESS STEELS<br />
Rapid solidification by melt spinning was performed to<br />
check for the extent of undercooling in cast iron. All experiments<br />
were made with binary eutectic cast irons prepared by<br />
arc melting from high purity parent elements. From the<br />
analysis of phase composition and microstructure, the occurrence<br />
of the ferrite-cementite eutectic has been supposed.<br />
The binary Fe-C phase diagram has been calculated from<br />
the optimised version [10]. The results are shown in figure<br />
3, where the austenite-graphite and austenite-cementite eutectics<br />
are easily recognised (full lines). Extending the ferrite<br />
solidus and liquidus and the cementite liquidus, i.e. suspending<br />
the austenite from the calculation, gives a metastable<br />
eutectic line at 1100 °C with the eutectic concentration<br />
at 3.8 wt% C (<strong>da</strong>shed lines). The liquid undercooling needed<br />
to produce this eutectic just exceeds 50 degrees, an amount<br />
easily obtained in rapidly solidification.<br />
Fe-Ni-Cr is the base system for stainless steels, where the<br />
concentration of Cr must be higher than 18%. Assessed <strong>da</strong>tabases<br />
are available for the ternary system [11] and pseudobinary<br />
phase diagram can be calculated. Sections of the ternary<br />
stable and metastable phase diagrams, calculated for a<br />
fixed Cr content of 18 wt%, are reported in figure 4, which<br />
refers to compositions close to the boun<strong>da</strong>ry between ferritic<br />
and austenitic stainless steels. Continuous lines correspond<br />
to the stable phase diagram, whereas <strong>da</strong>shed and dotted-<strong>da</strong>shed<br />
lines correspond to metastable phase diagram, obtained<br />
suspending the bcc (ferrite) and the fcc (austenite) solid solutions,<br />
respectively.<br />
Solidification paths for stainless steel may be summarised as<br />
follow:<br />
Mode A: L → L+ δ → δ<br />
Mode B: L → L+ δ → L+ δ + γ → δ+ γ<br />
Mode C: L → L+ γ→ L+ γ + δ → γ + δ<br />
Mode D: L → L+ γ→ γ<br />
where L is the liquid and δ and γ represent ferrite and austenite<br />
phases, respectively, as schematically shown on the vertical<br />
sections in the Fe-Ni-Cr phase diagram shown in figure<br />
4. In solidification modes A and B the equilibrium primary<br />
phase is ferrite, while in modes C and D the primary phase<br />
is austenite. Solidification paths may be modified as a function<br />
of cooling rate [12]. In fact, when compositions corresponding<br />
to modes A and B are solidified at high cooling ra-<br />
Fig. 3 – Computed stable (Fe-C) and metastable (Fe-Fe C) phase<br />
3<br />
diagrams, continuous lines. Dashed lines give the ferritecementite<br />
metastable phase diagram, obtained suspending the<br />
austenite phase.<br />
Fig. 3 – Diagrammi di fase di equilibrio (Fe-C) e metastabile<br />
(Fe-Fe C), linee continue. Le linee tratteggiate indicano il<br />
3<br />
diagramma di fase metastabile ferrite-cementite, ottenuto<br />
sospendendo la fase austenite.<br />
Fig. 4 – Calculated section of Fe-Ni-Cr phase diagram with 18<br />
wt% Cr. Continuous lines: stable phase diagram; <strong>da</strong>shed lines:<br />
metastable phase diagram obtained suspending the bcc (ferrite)<br />
solid solution; dotted-<strong>da</strong>shed lines: metastable phase diagram<br />
obtained suspending the fcc (austenite) solid solution.<br />
Fig. 4 – Sezione calcolata <strong>del</strong> diagramma di fase Fe-Ni-Cr con il<br />
18 wt % Cr. Linee continue: diagramma di equilibrio; linee<br />
tratteggiate: diagramma metastabile ottenuto sospendendo la<br />
soluzione soli<strong>da</strong> bcc (ferrite); linee tratteggiate-punteggiate:<br />
diagramma metastabile ottenuto sospendendo la soluzione soli<strong>da</strong><br />
fcc (austenite).<br />
tes, some undercooling of the liquid may promote the nucleation<br />
of metastable austenite instead of stable ferrite. In<br />
addition, as a consequence of the high solidification rates,<br />
short diffusion distance are involved, leading to fine and homogeneous<br />
microstructures. Both effects appear suitable for<br />
a significant improvement of mechanical properties of the<br />
material. From the analysis of stable and metastable phase<br />
diagrams shown in figure 4, it is apparent that, in order to<br />
have a driving force for nucleation of austenite, a larger undercooling<br />
is necessary for compositions giving solidification<br />
mode A with respect to those giving solidification mode<br />
B. For instance, an alloy containing 8.5 wt% Ni (mode A)<br />
must be undercooled of about 20 K, in order to reach the<br />
metastable liquidus curve for the austenite, whereas for an<br />
alloy containing 11 wt% Ni (mode B) an undercooling of<br />
la metallurgia italiana 3<br />
11-12/2004 Memorie
11-12/2004 Memorie<br />
4<br />
METALLURGIA FISICA<br />
Fig. 5 – Calculated Au-Fe phase diagram: stable (Au)/Fe solvus<br />
bcc<br />
(solid line) and metastable (Au)/Fe solvus (<strong>da</strong>shed line).<br />
fcc<br />
Experimental <strong>da</strong>ta from annealing of rapidly solidified Au Fe 70 30<br />
alloy (circles) and from literature (squares).<br />
Fig. 5 - Diagramma di fase Au-Fe calcolato: solvus (Au)/Fe di bcc<br />
equilibrio (linea continua) e solvus (Au)/Fe metastabile (linea<br />
fcc<br />
punteggiata). I <strong>da</strong>ti sperimentali si riferiscono a campioni di una<br />
lega Au Fe ottenuta per rapi<strong>da</strong> solidificazione e<br />
70 30<br />
successivamente trattata termicamente a diverse temperature<br />
(cerchi) e a <strong>da</strong>ti ottenuti <strong>da</strong>lla letteratura (quadrati).<br />
Fig. 6 – Calculated metastable Ti-Cu phase diagram and T 0<br />
curves for bcc (<strong>da</strong>sh-dotted lines) and fcc (<strong>da</strong>shed lines) solid<br />
solutions. Thin continuous line represents T K .<br />
Fig. 6 – Diagramma metastabile Ti-Cu (linee continue) e curve T 0<br />
calcolate per le soluzioni solide bcc (linee tratteggiatepunteggiate)<br />
e fcc (linee tratteggiate). La linea continua sottile<br />
rappresenta la temperatura di transizione vetrosa, T K .<br />
about 5 K is sufficient. Rapid solidification of steels with higher<br />
Ni content (mode C) allows the formation of ferrite in<br />
undercooling conditions, so that austenite is produced from<br />
solid state transformation, reducing volume contraction and<br />
surface cracks formation [12]. A further increase of Ni content<br />
in the steel gives solidification mode D, so that austenite<br />
is formed directly from the melt with a primary reaction.<br />
EXTENDED SOLID SOLUTIONS IN Au-Fe [13]<br />
An interesting magnetic property, known as giant magnetoresistance<br />
(GMR), can occur when homogeneous nanosized<br />
particles of a ferromagnetic metal (for instance Fe and Co)<br />
are embedded in a paramagnetic matrix (for instance Cu<br />
and Au). This microstructure can be obtained with suitable<br />
la metallurgia italiana<br />
thermal treatments of a supersaturated solid solution obtained<br />
by rapid solidification. Good candi<strong>da</strong>tes for such behaviour<br />
are systems partially immiscible in the solid state,<br />
which are forced into solid solution by rapid solidification.<br />
Supersaturated solid solutions have been prepared by rapid<br />
solidification in the Au-Fe system [13]. X-ray diffraction<br />
analysis showed that rapidly solidified Au 70 Fe 30 consists of a<br />
single supersaturated solid solution of Fe in Au. In fact, a<br />
small liquid undercooling suffices to reach the T0 curve,<br />
where the liquid phase is partition-less transformed into a<br />
solid solution. After annealing in the temperature range<br />
between 320 °C and 500 °C, X-ray diffraction peaks showed<br />
significant broadening due to the simultaneous effect of crystallite<br />
size and lattice strain. In addition, peaks are shifted<br />
to lower angles on account of the increased lattice parameter<br />
of the supersaturated solid solution. The results suggest the<br />
occurrence of a discontinuous precipitation reaction of a Ferich<br />
fcc phase, which leaves an Au-enriched residual matrix.<br />
The composition of solid solutions obtained by XRD analysis<br />
of samples annealed until precipitation occurred at various<br />
temperatures are reported on the phase diagram shown<br />
in figure 5, together with stable bcc and metastable fcc solvus<br />
lines calculated from recent CALPHAD assessment<br />
[14]. After precipitation, compositions of the residual matrix<br />
are below the stable solvus line, which refers to the precipitation<br />
of a bcc Fe-rich phase, but are closer to the metastable<br />
solvus line calculated considering the formation of a Fe-rich<br />
fcc phase, in agreement with experimental findings.<br />
METALLIC GLASSES IN Cu-Ti [15]AND Al-Ti [16]<br />
The Cu-Ti phase diagram is characterized by several deep<br />
eutectics, so it is expected glass formation is feasible in a<br />
wide composition range [17]. The liquid shows a substantial<br />
degree of order, as put in evidence by experimental values<br />
of its excess specific heat [15]. The ordering effect in liquid<br />
alloys is generally composition dependent and the thermodynamic<br />
evidence of ordering is in agreement with direct<br />
structural <strong>da</strong>ta [18]. The C p contribution to the free energy<br />
of the liquid in undercooling conditions becomes negligible<br />
at the ideal glass transition, T K , where the entropy of fusion<br />
of the alloy is nil [19].<br />
From the assessed thermodynamic parameters [17], the free<br />
energy of liquid and crystal phases has been obtained. Including<br />
the estimated values for the excess specific heat and<br />
neglecting the formation of intermetallic phases, a metastable<br />
phase diagram has been calculated (figure 6). From the<br />
calculated metastable phase diagram the amorphizing range<br />
limited by T 0 curves has been predicted, close to the experimental<br />
results.<br />
Amorphisation in Al-Ti is not possible by rapid solidification,<br />
but it can be achieved by direct synthesis via mechanical<br />
alloying suitable blends of the elements [16]. In order to<br />
explain this result, free energy curves have been calculated<br />
at different temperatures according to the assessment reported<br />
in ref. [20]. T 0 curves have been calculated for bcc, fcc<br />
and hcp solid solutions and the results are shown in figure 7<br />
(a), together with the equilibrium phase diagram. The curves<br />
extend in a wide composition range at high temperatures,<br />
showing that partition-less crystallisation of the liquid into<br />
solid solutions cannot be prevented during melt quenching.<br />
Since no experimental <strong>da</strong>ta are available for Al-Ti, an excess<br />
specific heat of the same order as for Cu-Ti has been considered<br />
to calculate free energy curves. It was shown that the<br />
temperature dependence of the thermodynamic properties of<br />
the liquid leads to an inversion of stability of the phases at<br />
low temperature. The free energy of the liquid becomes<br />
lower than that of the solid solutions and a glass forming<br />
range is predicted. In fact, considering the excess specific
METALLURGIA FISICA<br />
Fig. 7 (a) – Schematic Al-Ti phase diagram, with superimposed T0 curves (after ref. [20]): <strong>da</strong>shed lines, fcc solid solution; dotted<br />
lines, bcc solid solution; <strong>da</strong>sh-dotted lines, hcp solid solution.<br />
Fig. 7 (a) – Diagramma di fase schematico Al-Ti, con le curve T0 sovrapposte (<strong>da</strong> ref. [20]): linee tratteggiate, soluzione soli<strong>da</strong> fcc;<br />
linee punteggiate, soluzione soli<strong>da</strong> bcc; linee tratteggiatepunteggiate,<br />
soluzione soli<strong>da</strong> hcp.<br />
Fig. 7 (b) – T 0 curves calculated considering an excess specific<br />
heat for the liquid phase: <strong>da</strong>shed lines, fcc solid solution; dotted<br />
lines, bcc solid solution; <strong>da</strong>sh-dotted lines, hcp solid solution.<br />
Continuous line gives the estimated T K .<br />
Fig. 7 (b) – Curve T 0 calcolate considerando un termine di calore<br />
specifico di eccesso nella fase liqui<strong>da</strong>: linee tratteggiate,<br />
soluzione soli<strong>da</strong> fcc; linee punteggiate, soluzione soli<strong>da</strong> bcc; linee<br />
tratteggiate-punteggiate, soluzione soli<strong>da</strong> hcp. La linea continua è<br />
la temperatura T K stimata.<br />
heat for the liquid phase, T 0 curves have been again calculated<br />
for bcc, fcc and hcp solid solutions and the results are<br />
shown in figure 7 (b). The T 0 curves still extend over wide<br />
composition ranges at high temperature but they divide up<br />
and bend at intermediate temperature, sharply restricting the<br />
range of existence of the solid solutions and opening up a<br />
glass forming range by solid state reaction.<br />
METASTABLE COMPOUNDS IN Fe-B [21, 22, 23]<br />
AND Ni-B [21]<br />
The Fe-B system shows a significant glass forming ability<br />
(GFA) for compositions close to the Fe-rich eutectic [24]. In<br />
order to calculate driving forces for crystallisation, a thermodynamic<br />
analysis of the system by means of the<br />
CALPHAD approach has been carried out, including metastable<br />
and amorphous phases. The set of experimental <strong>da</strong>ta<br />
for stable equilibria have been taken from a recent assessment,<br />
where only stable phases have been considered [25].<br />
The metastable Fe 3 B compound has been reported as a crystallisation<br />
product of amorphous alloys in the composition<br />
range between 12 and 25 at % B [26]. It decomposes to stable<br />
bcc-Fe and Fe 2 B after heating at high temperatures, as<br />
confirmed by recent calorimetric investigations [21]. A eutectic<br />
temperature of 1387 K has been measured for the metastable<br />
equilibrium liquid → Fe 3 B + fcc-Fe. An excess specific<br />
heat term has been added to describe the Gibbs free<br />
energy of the liquid phase on undercooling and a recent description<br />
of pure Fe lattice stabilities [27] has been used for<br />
the optimisation. The calculated equilibrium phase diagram<br />
is reported in figure 8 (full line). The agreement with experimental<br />
<strong>da</strong>ta is good and results related to stable phases are<br />
comparable to those obtained in previous assessments [25].<br />
Figure 8 (<strong>da</strong>shed lines) shows also the calculated metastable<br />
phase diagram, obtained removing from the calculation the<br />
Fe 2 B boride. Fe 3 B becomes stable and the expected eutectic<br />
occurs at 1387 K and 18 at %B.<br />
Various Ni-B compositions around the Ni-Ni 3 B eutectic and<br />
the Ni 2 B compound have been analyzed for undercooling by<br />
embedding them in a solid flux of alumina in the cell of a high<br />
temperature calorimeter [28]. This has allowed the measurement<br />
of transformation enthalpies (fusion, solidification),<br />
as a function of temperature and the estimate of the liquid<br />
specific heat in the undercooling regime. In all cases<br />
undercooling of primary, eutectic and polymorphic reactions<br />
Fig. 8 – Calculated Fe-B stable (continuous line) and metastable<br />
(<strong>da</strong>shed line) phase diagrams.<br />
Fig. 8 – Diagrammi di fase Fe-B calcolati di equilibrio (linea<br />
continua) e metastabile (linea tratteggiata).<br />
la metallurgia italiana 5<br />
11-12/2004 Memorie
11-12/2004 Memorie<br />
6<br />
METALLURGIA FISICA<br />
Fig 9 – Ni-B phase diagrams. Experimental points (circles giving<br />
the peritectoidic temperature and triangles giving the liquidus<br />
temperature) have been obtained from DSC analysis. Full lines:<br />
equilibrium phase diagram from literature; <strong>da</strong>shed lines:<br />
estimated metastable phase diagram.<br />
Fig. 9 – Diagrammi di fase Ni-B. I punti sperimentali (i cerchi<br />
rappresentano la temperatura peritettoidica e i triangoli la<br />
temperatura di liquidus) sono stati ottenuti <strong>da</strong>ll'analisi DSC.<br />
Linee continue: diagramma di fase di equilibrio <strong>da</strong>lla letteratura;<br />
linee tratteggiate: diagramma di fase metastabile stimato.<br />
Fig. 10 – Calculated Al-Ce equilibrium (full lines) and metastable<br />
(<strong>da</strong>shed lines) phase diagram. The symbols represent<br />
experimental input <strong>da</strong>ta.<br />
Fig. 10 – Diagramma di fase Al-Ce calcolato (linee continue) e<br />
metastabile (linee tratteggiate). I simboli rappresentano i <strong>da</strong>ti<br />
sperimentali forniti in input.<br />
has been obtained from a few degrees up to about 150 K.<br />
The degree of undercooling (∆T) depends strongly on the<br />
occurrence of heterogeneous nucleation events in each experiment,<br />
so there is no correlation between ∆T and cooling<br />
rate, sample mass or alloy composition. On solidification in<br />
undercooling, a new metastable phase (Ni 23 B 6 ) was produced.<br />
The thermal analysis curves of samples of various compositions<br />
provided a metastable Ni-B phase diagram (figure<br />
9). The stable phase diagram, obtained from a recent<br />
CALPHAD assessment [29], is also reported for comparison.<br />
Dashed lines in figure 9 represent the calculated meta-<br />
la metallurgia italiana<br />
Fig. 11 – Section of metastable Al-Ni-Ce phase diagram<br />
calculated at 450 K, including fcc-Al and liquid (amorphous)<br />
phases. Dotted line gives an example of a tie-line connecting Al<br />
and residual amorphous phase in metastable equilibrium after<br />
primary crystallisation in an Al Ni Ce amorphous alloy<br />
87 10 3<br />
(square).<br />
Fig. 11 - Sezione <strong>del</strong> diagramma di fase metastabile Al-Ni-Ce<br />
calcolata a 450 K includendo le fasi fcc-Al e liqui<strong>da</strong> (amorfa). La<br />
linea punteggiata fornisce un esempio di equilibrio tra la fase<br />
alluminio e la fase amorfa residua in equilibrio metastabile dopo<br />
la cristallizzazione primaria in una lega amorfa Al Ni Ce 87 10 3<br />
(quadrato).<br />
stable Ni-B phase diagram, obtained including the Ni 23 B 6<br />
phase and suspending the Ni 3 B compound. The metastable<br />
Ni 23 B 6 phase decomposes on heating with a peritectoid reaction<br />
into Ni and a phase richer in B, possibly Ni 2 B. The eutectic<br />
between these phases occurs a few degrees above the<br />
first transformation. From the trend of the liquidus, the metastable<br />
eutectic between Ni and Ni 2 B can be located approximately<br />
at 20 at% B.<br />
NANOCRYSTALLINE ALLOYS IN Al-Ce [30]<br />
AND Al-Ni-Ce [31]<br />
Improved mechanical properties have been recently evidenced<br />
in different Al-RE and Al-Ni-RE (RE=rare earth) alloy<br />
systems when a nano-scale microstructure is obtained [32].<br />
Such a microstructure may be obtained by suitable annealing<br />
of amorphous alloys. In order to illustrate the thermodynamic<br />
and kinetic aspects which promote the formation<br />
of nanocrystals by primary crystallisation in amorphous<br />
alloys, a thermodynamic assessment of stable and metastable<br />
phases has been carried out for Al-Ce and Al-Ni-Ce systems.<br />
A thermodynamic assessments of the Al-Ce system using<br />
experimental <strong>da</strong>ta of stable and metastable phases has been<br />
carried out and, on the basis of the Gibbs energies obtained<br />
for all phases, the driving forces for nucleation has been calculated<br />
as a function of temperature and composition [30].<br />
Heats of crystallization of the amorphous phase and experimentally<br />
obtained specific heats of the liquid were used for<br />
the description of the metastable states [33]. The assessed<br />
Al-Ce phase diagrams is shown in figure 10. The liquidus<br />
points are generally well reproduced and the eutectic composition<br />
was calculated at 97 Al at%. Assuming that the formation<br />
of the intermetallic compounds can be kinetically<br />
by-passed, a metastable phase diagram between the solid so-
METALLURGIA FISICA<br />
lution of the components and the liquid or the amorphous<br />
phase has been calculated. The metastable phase diagrams<br />
predict a wide composition range of glass-formation, as<br />
shown by <strong>da</strong>shed lines in figures 10.<br />
Thermodynamic assessments of stable binary Al-Ni [34]<br />
and Al-Ce [30,35] systems are available in the literature. In<br />
order to obtain an estimate of the thermodynamic behaviour<br />
of the Al-Ni-Ce ternary system, a new assessment of the Ni-<br />
Ce binary system has been carried out [36]. In order to simulate<br />
the primary crystallisation of fcc-Al from the<br />
amorphous phase, an estimate of the free energy of the liquid<br />
alloys has been obtained from a Muggianu’s interpolation<br />
[5] of thermodynamic parameters of the binary systems.<br />
Thermodynamic properties of the solid phases have been<br />
taken from the assessed binary phase diagrams. The stable<br />
and metastable phase diagrams calculated at 450 K are<br />
shown in figure 11. The full line gives the equilibrium<br />
between stable solid phases, namely fcc-Al, Al 3 Ni and<br />
Al 11 Ce 3 , and the <strong>da</strong>shed line gives the composition of the liquid<br />
(amorphous) phase in metastable equilibrium with Al<br />
nanocrystals. As an example, considering an Al 87 Ni 10 Ce 3<br />
amorphous alloys, using the tie line (dotted line in figure 11)<br />
it is possible to estimate the composition of the residual<br />
amorphous matrix obtained after primary crystallisation.<br />
From the free energy values of the solid and liquid<br />
(amorphous) phases, the driving force for nucleation of Al<br />
has been calculated as a function of temperature and composition,<br />
allowing a description of nanocrystalline phase formation.<br />
ACKNOWLEDGMENTS<br />
This paper is a collection of results obtained in last years at<br />
the Laboratory of Metallurgy of University of Torino. The<br />
authors wish to thank prof. Carlo Antonione and prof. Gabriele<br />
Cacciamani for advises and suggestions. Work performed<br />
for PRIN 2002038584_004, PRIN 200303875_003 and<br />
MRTN-CT-2003-504692.<br />
REFERENCES<br />
[1] O.Kubachewski, "Iron Binary Phase Diagrams",<br />
Springer Verlag (Düsseldorf), 1982, p. 23<br />
[2] D.Turnbull, Metall. Trans. 12B (1981) 217<br />
[3] T.B.Massalski, Metall. Trans. 20B (1989) 445<br />
[4] R.B.Schwarz, P.Nash, D.Turnbull, J. Mat. Res. 2<br />
(1987) 456<br />
[5] N.Saunders, A.P.Miodownik, “CALPHAD: a comprehensive<br />
guide”, New York, Elsevier Science, 1998<br />
[6] H.J.Fecht, Mat. Sci. Eng. A178 (1994) 61<br />
[7] L.Battezzati, M.Baricco, Phil. Mag. B56 (1987) 139<br />
[8] W.J.Boettinger, J.H.Perepezko, "Rapidly Solidified Alloys",<br />
ed. H.H.Liebermann, M.Dekker (New York),<br />
1993, p.17<br />
[9] L.Battezzati, P.Baldi, M.Baricco, E.Bosco, C.A.Goria,<br />
G.Serramoglia, F.Marongiu, Int. J. Cast Iron Met. Res.<br />
16 (2003) 125<br />
[10] P. Gustafson, Scan. J. Metall. vol 14, (1985) p 259-267<br />
[11] Thermocalc A.B., SSOL <strong>da</strong>tabase<br />
[12] J.W.Elmer, S.M.Allen, T.W.Eagar, Metall. Trans. A<br />
20A (1989) 2117<br />
[13] E.Bosco, P.Rizzi, M.Baricco, Mat. Sci. Eng. A. 375-<br />
377 (2004) 468-472<br />
[14] H. Okamoto, T.B. Massalski, L.J. Swartzendruber, P.A.<br />
Beck, in: H. Okamoto (Ed.), Phase Diagrams of Binary<br />
Iron Alloys, American Society for Metals, Metals Park,<br />
OH, 1993, p.33.<br />
[15] L.Battezzati, M.Baricco, G.Riontino, I.Soletta, J. de<br />
Phys. 51 (1990) C4-79<br />
[16] G.Cocco, I.Soletta, L.Battezzati, M.Baricco, S.Enzo,<br />
Phil. Mag. 61 (1990) 473<br />
[17] N.Saunders, CALPHAD 9 (1987) 297<br />
[18] H.Fenglai, N.Cowlam, G.E. Can, J.B.Suck, Phys.<br />
Chem. Liq. 16 (1986) 99<br />
[19] L.Battezzati, Phil. Mag. B61 (1990) 511<br />
[20] J.L.Murray, Metall. Trans. A 19 (1988) 243<br />
[21] L. Battezzati, C. Antonione, M. Baricco, J. of Alloys<br />
and Compounds, 247 (1997) 164<br />
[22] M. Palumbo, E. Bosco, G. Cacciamani, M. Baricco,<br />
CALPHAD, 25, 4 (2001) 625<br />
[23] M. Palumbo, G. Cacciamani, E. Bosco, M. Baricco, Intermetallics<br />
11 (2003) 1293<br />
[24] U. Köster, U.Herold, Glassy Metals I, H.-J.Güntherodt<br />
and H.Beck eds., Springer-Verlag, Berlin (1981), p.<br />
225<br />
[25] T. Van Rompaey, K.C. Hari Kumar, P. Wollants, J. of<br />
Alloys and Compounds 334 (2002) 173-181<br />
[26] C. Antonione, L. Battezzati, G. Cocco, F. Marino, Z.<br />
Metallkde 75 (1984), 714<br />
[27] Q. Chen, B. Sundman, J. of Phase Equilibria 22 (2001)<br />
63<br />
[28] M. Baricco, L. Battezzati and P. Rizzi, J. Alloys and<br />
Compounds 220 (1995) 212<br />
[29] O. Teppo and P. Taskinen, Mater. Sci. Tecn. 206 (1993)<br />
211<br />
[30] M.Baricco, F.Gaertner, G.Cacciamani, P.Rizzi, L.Battezzati,<br />
A.L.Greer, Mat. Sci. Forum 269-272 (1998)<br />
553<br />
[31] M.Baricco, M.Palumbo, J. Met. Nanoc. Mat. 20-21<br />
(2004) 415-424<br />
[32] A.Inoue, Prog. Mat. Sci. 43 (1998) 365<br />
[33] M.Baricco, L.Battezzati, G.Borzone, G.Cacciamani, J.<br />
Chim. Phys. 90 (1993), 261<br />
[34] I. Ansara, N. Dupin, H.L. Lukas, B. Sundman, J. All.<br />
Comp. 247 (1997) 20<br />
[35] G. Cacciamani, R. Ferro, Calphad 25 (2001) 583<br />
[36] M. Palumbo, G. Borzone, S. Delsante, N. Parodi, G.<br />
Cacciamani, R. Ferro, L. Battezzati, M. Baricco: Intermetallics<br />
12 (2004) 1367-1372<br />
la metallurgia italiana 7<br />
11-12/2004 Memorie
11-12/2004 Memorie<br />
8<br />
METALLURGIA FISICA<br />
FASI METASTABILI E DIAGRAMMI DI FASE<br />
PAROLE CHIAVE: metallurgia fisica, mo<strong>del</strong>lazione,<br />
trasformazione di fase, solidificazione<br />
La presenza di fasi metastabili è molto frequente <strong>nei</strong> materiali<br />
metallici e la loro formazione può essere descritta sulla<br />
base di considerazioni termodinamiche e cinetiche (figura<br />
1). Uno stato metastabile si trova ad una energia maggiore<br />
rispetto al corrispondente stato di equlibrio e, sulla base<br />
<strong>del</strong>la natura composizionale, strutturale o morfologica <strong>del</strong>la<br />
metastabilità, può essere stimata la differenza di energia<br />
tra i due stati (tabella 1). Fasi metastabili possono essere<br />
prodotte mediante diverse tecniche, così come indicato in<br />
tabella 2.<br />
Una volta nota l’energia libera di tutte le fasi in funzione<br />
<strong>del</strong>la temperatura e <strong>del</strong>la composizione, è possibile determinare<br />
il diagramma di fase d’equilibrio. Estrapolando l’energia<br />
libera <strong>del</strong>la fasi stabili in ampi intervalli di temperatura<br />
e composizione e stimando l’energia libera <strong>del</strong>le nuove<br />
fasi metastabili, si può determinare anche un diagramma di<br />
fase metastabile. Questo è possibile minimizzando l’energia<br />
libera di Gibbs di tutte le fasi mediante l’approccio<br />
CALPHAD. Le informazioni termodinamiche sulle fasi metastabili<br />
risultano inoltre essenziali per la la mo<strong>del</strong>lizzazione<br />
<strong>del</strong>la cinetica <strong>del</strong>le trasformazioni di fase. Con tale approccio<br />
è possibile descrivere il comportamento di sistemi<br />
che, per sottoraffred<strong>da</strong>mento <strong>del</strong>la fase liqui<strong>da</strong>, portano alla<br />
formazione di una fase amorfa. Questa situazione può essere<br />
rappresentata per mezzo <strong>del</strong>le curve T 0 , che rappresentano<br />
il luogo dei punti in cui l’energia libera <strong>del</strong> liquido e di<br />
una fase soli<strong>da</strong> <strong>del</strong>la stessa composizione risultano uguali,<br />
così come mostrato in figura 3 per un sistema eutettico. Se,<br />
la fase liqui<strong>da</strong> viene sottoraffred<strong>da</strong>ta in condizioni di non<br />
equilibrio fino ad incontrare la curva T 0 , risulta possibile<br />
una solidificazione senza ripartizione di soluto. Se le curve<br />
T 0 non si incotrano, riuslterà possibile individuare un intervallo<br />
di composizione per il quale il liquido può essere sottoraffred<strong>da</strong>to<br />
fino alla temperatura di transizione vetrosa,<br />
con conseguente formazione di una fase amorfa.<br />
Diagrammi di fase di non-equilibrio trovano comune applicazione<br />
nella produzione di ghise e di acciai inossi<strong>da</strong>bili.<br />
Nel corso di esperimenti di solidificazione rapi<strong>da</strong> di leghe<br />
Fe-C è stata osservata una microstruttura che ha suggerito<br />
una solidificazione eutettica in condizioni metastabili, con<br />
formazione di ferrite e cementite. Al fine di giustificare tale<br />
comportamento, è stato effettuato un calcolo dei digrammi<br />
di stato Fe-C stabili e metastabili. I risultati sono mostrati<br />
in figura 3, <strong>da</strong>lla quale si può evincere che la solidificazione<br />
osservata può avvenire per un sottoraffred<strong>da</strong>mento <strong>del</strong> liquido<br />
di composizione eutettica di circa 50 gradi. I diversi<br />
modi di solidificazione degli acciai inossi<strong>da</strong>bili possono essere<br />
descritti sulla base <strong>del</strong> digramma di fase ternario Fe-<br />
Ni-Cr, mostrato in figura 4 per una concentrazione di Cr<br />
pari al 18 % in peso. Agendo sulla velocità di raffred<strong>da</strong>mento<br />
è possibile selezionare il modo di solidificazione, per ottenere<br />
una miscela di fasi ed una microstruttura desiderata.<br />
Con tecniche di rapi<strong>da</strong> solidificazione è inoltre possibile<br />
preparare soluzioni solide sovrassature, così come è stato<br />
fatto per il sistema Au-Fe. In seguito a trattamento termico,<br />
queste presentano l’interessante fenomeno <strong>del</strong>la magnetoresistenza<br />
gigante, che si verfica ogni qualvolta nanoparticelle<br />
omogenee di materiale ferromagnetico sono inglobate in<br />
una matrice paramagnetica. In figura 5 sono mostrate le<br />
la metallurgia italiana<br />
ABSTRACT<br />
composizioni di alcune soluzioni solide, ottenute <strong>da</strong>ll’analisi<br />
XRD di campioni riscal<strong>da</strong>ti a varie temperature fino ad<br />
avvenuta precipitazione. Considerando le linee di solvus<br />
<strong>del</strong>la fase FCC metastabile e <strong>del</strong>la fase BCC stabile, ottenute<br />
col metodo CALPHAD, è stato possibile interpretare i<br />
processi di precipitazione osservati.<br />
Considerando un contributo di eccesso al calore specifico<br />
<strong>del</strong>la fase liqui<strong>da</strong>, è stato possibile calcolare il diagramma<br />
metastabile per il sistema Cu-Ti, considerando che, per motivi<br />
cinetici, non sia possibile la formazione dei composti intermetallici.<br />
Il risultato è riportato in figura 6, mediante la<br />
quale è stato stimato l’intervallo di amorfizzazione limitato<br />
<strong>da</strong>lle curve T 0 , che si è dimostrato vicino a quello determinato<br />
sperimentalmente. Nel sistema Al-Ti non è possibile ottenere<br />
fasi amorfe per rapi<strong>da</strong> solidificazione, ma solamente<br />
per sintesi diretta di opportune miscele di elementi per mezzo<br />
<strong>del</strong>l’alligazione meccanica. Al fine di giustificare tale<br />
comportamento, sono state calcolate le curve T 0 per le soluzioni<br />
solide BCC, FCC e HCP. Il calcolo è stato effettuato<br />
partendo <strong>da</strong> <strong>da</strong>ti di letteratura ed introducendo un calore<br />
specifico di eccesso per la fase liqui<strong>da</strong>. I risultati sono confrontati<br />
in figura 7, <strong>da</strong>lla quale si evince che, per mezzo di<br />
un rapido raffred<strong>da</strong>mento, non può essere impedita una cristallizzazione<br />
<strong>del</strong> liquido nelle soluzioni solide senza ripartizione<br />
di soluto. Al contrario, per alligazione meccanica risulta<br />
possibile ottenere fasi amorfe.<br />
Sempre con l’approccio CALPHAD è stato possibile effettuare<br />
un’analisi termodinamica <strong>del</strong> sistema Fe-B, per il<br />
quale è possibile formare una fase amorfe per composizioni<br />
vicino all’eutettico ricco in ferro. Sia mediante esperimenti<br />
di solidificazione che per cristallizzazione di leghe amorfe,<br />
si può formare il composto intermetallico metastabile Fe 3 B.<br />
La figura 8 mostra sia il diagramma di fase d’equilibrio che<br />
il diagramma metastabile, ottenuto sospendendo il composto<br />
Fe 2 B e rendendo così stabile la fase Fe 3 B. Un ulteriore<br />
esempio di fase metastabile prodotta per effetto di un rapido<br />
raffred<strong>da</strong>mento è costituito <strong>da</strong>l composto Ni 23 B 6 . In figura 9<br />
sono riportati i diagrammi di fase Ni-B stabile e metastabile,<br />
quest’ultimo calcolato sospendendo il composto Ni 3 B e<br />
includendo la nuova fase Ni 23 B 6 . Tale fase metastabile si decompone,<br />
in riscal<strong>da</strong>mento, in Ni e in l’Ni 2 B attraverso una<br />
reazione peritettoidica.<br />
Anche per i sistemi Al-Ce e Al-Ce-Ni sono state effettuate<br />
ottimizzazioni termodinamiche <strong>del</strong>le fasi stabili e metastabili<br />
per studiare gli aspetti termodinamici e cinetici che promuovono<br />
la formazione di nanocristalli mediante cristallizzazione<br />
primaria di leghe amorfe. Il diagramma di fase Al-<br />
Ce d’equilibrio è mostrato in figura 10. Trascurando la formazione<br />
di composti intermetallici per motivi cinetici, è stato<br />
possibile calcolare il digramma di fase metastabile, <strong>da</strong>l<br />
quale risulta un ampio intervallo di composizioni in cui è<br />
possibile avere la formazione di fasi vetrose.<br />
Per il calcolo <strong>del</strong> sistema ternario Al-Ce-Ni è stato necessario<br />
effettuare una ottimizzazione <strong>del</strong> sistema Ce-Ni, non disponibile<br />
in letteratura. In figura 11 è mostrata una sezione<br />
isoterma dei diagrammi di fase ternari stabile e metastabile.<br />
Il diagramma stabile prevede l’equilibrio tra le fasi solide<br />
fcc-Al, Al 3 NI, e Al 11 Ce 3 , mentre in condizioni metastabili è<br />
stato considerato l’equilibrio tra le fasi liquido e fcc-Al.<br />
Dai valori <strong>del</strong>la energia libera <strong>del</strong>le fasi solide e <strong>del</strong>la fase<br />
liqui<strong>da</strong> è stato così possibile calcolare la forza motrice per<br />
la nucleazione di Al in funzione <strong>del</strong>la temperatura e <strong>del</strong>la<br />
composizione, permettendo così una descrizione <strong>del</strong>la formazione<br />
<strong>del</strong>la fase nanocristallina.
ECOLOGIA<br />
La tecnologia <strong>del</strong> recupero polveri<br />
degli impianti metallurgici:<br />
una panoramica sui processi<br />
C. Raggio<br />
Le polveri provenienti <strong>da</strong>gli impianti siderurgici ed accumulate negli impianti di depolverazione fumi<br />
pur essendo catalogate come rifiuto pericoloso hanno ancora un valore intrinseco di mercato,<br />
dovuto principalmente al loro contenuto residuo di Ferro, Zinco e Piombo. Tali polveri si caratterizzano<br />
per la presenza anche di metalli pesanti e, nel caso di acciaierie elettriche per acciaio inossi<strong>da</strong>bile,<br />
di Cromo e Nichel. Nel tempo sono stati studiati innumerevoli modi per trattare queste polveri<br />
al fine di recuperarne il loro valore in termini di prodotti vendibili (Zn, Fe, Pb etc.)<br />
e minimizzare l’impatto economico <strong>del</strong>la messa a discarica. Questo articolo ha lo scopo<br />
di fare una panoramica sulla situazione di questi processi, focalizzando maggiormente l’attenzione<br />
su quelli che trattano polveri <strong>da</strong> forno elettrico e che hanno raggiunto una maturità industriale.<br />
POLVERI DA FORNO ELETTRICO AD ARCO (FEA)<br />
Il processo al Forno Elettrico ad Arco (FEA) produce in totale<br />
10-20 kg/t di polveri.<br />
La dispersione dei valori di produzione è dovuta sia alle differenze<br />
nel ciclo di produzione (acciai al carbonio, inossi<strong>da</strong>bili,<br />
ecc) che alla qualità <strong>del</strong> rottame, alle mo<strong>da</strong>lità operative<br />
di introduzione dei materiali in forno ed alle pratiche operative<br />
di gestione <strong>del</strong>l’impianto.<br />
Dalla qualità <strong>del</strong>la carica dipende la presenza nelle polveri e<br />
nelle emissioni gassose di metalli, quali zinco, piombo, cadmio<br />
e mercurio, che hanno alta tensione di vapore alle temperature<br />
<strong>del</strong>l’acciaio liquido.<br />
Questi metalli vaporizzano completamente, passando nel<br />
gas di processo, e sono raccolti come polveri all’impianto di<br />
depolverazione.<br />
Una parte <strong>del</strong>le polveri deriva <strong>da</strong>l particolato che si genera<br />
nell’introduzione <strong>del</strong>la carica in forno e che viene trascinato<br />
fuori <strong>da</strong>l forno <strong>da</strong>l gas di processo; in particolare le mo<strong>da</strong>lità<br />
di introduzione dei fondenti in forno condizionano la presenza<br />
di CaO e di Mgo nelle polveri.<br />
Per quanto riguar<strong>da</strong> l’analisi chimica, le polveri raccolte agli<br />
impianti di depolverazione possono essere raggruppate in<br />
polveri provenienti <strong>da</strong>lla produzione di acciaio al carbonio o<br />
basso legati ed acciai alto legati o inossi<strong>da</strong>bili; le relative<br />
analisi <strong>del</strong>le polveri sono riportate nella tabella 1.<br />
Lo smaltimento in discarica è reso problematico <strong>da</strong>lla presenza<br />
di metalli pesanti: cadmio, <strong>cromo</strong> VI, rame, mercurio,<br />
nichel, etc. mentre la presenza di zinco e ferro e per le polveri<br />
di acciaio inossi<strong>da</strong>bile anche di <strong>cromo</strong> e nichel ne rende<br />
interessante il riutilizzo.<br />
Attualmente, in Italia, meno <strong>del</strong> 50% <strong>del</strong>le polveri è trattata<br />
con il processo Waelz per il recupero <strong>del</strong>lo zinco mentre la<br />
maggior parte è inviata in discarica.<br />
In Europa la situazione indicata nelle BAT è quella <strong>del</strong>la tabella<br />
2.<br />
Carlo Raggio<br />
Direttore R&S Techint Technologies<br />
Memoria presentata alla giornata di studio “Emissioni di Polveri e Fumi”,<br />
Brescia, 27 giugno 2004<br />
Parole chiave: ecologia, metalli, acciaieria<br />
Componente<br />
Polveri <strong>da</strong> acciaio Polveri <strong>da</strong> acciaio<br />
al carbonio alto legato<br />
o basso legato o inossi<strong>da</strong>bile<br />
(% in peso) (% in peso)<br />
Fe 25-50 25-40<br />
CaO 4-15 5-17<br />
Mgo 1-5 1-5<br />
Al 2 O 3 0.3-0.7 1-4<br />
SiO 2 1.5-5 7-10<br />
P 2 O 5 0.2-0.6 0.01-0.1<br />
MnO 2.5-5.5 3-6<br />
Cr 2 O 3 0.2-1 10-20<br />
Na 2 O 1.5-1.9 -<br />
K 2 O 1.2-1.5 -<br />
Zn 10-35 2-20<br />
Pb 0.8-6 0.5-2<br />
Cd 0.02-0.1 0.01-0.08<br />
Cu 0.15-0.4 0.01-0.3<br />
Ni 0.02-0.04 2-4<br />
V 0.02-0.05 0.1-0.3<br />
Hg 0.0001-0.001 -<br />
Cl 1.5-4 -<br />
F 0.02-0.09 0.01-0.05<br />
S 0.5-1 0.1-0.3<br />
C 0.5-2 0.5-1<br />
Tabella 1 – Analisi <strong>del</strong>le polveri di processo FEA.<br />
Table 1 – EAF dust analysis.<br />
SUDDIVISIONE DEI PROCESSI DI TRATTAMENTO POLVERI<br />
I processi di trattamento polveri possono essere grossolanamente<br />
suddivisi in 4 categorie:<br />
• Stabilizzazione/Vetrificazione<br />
• Riciclo nel forno elettrico<br />
• Pirometallurgia<br />
• Piro-Idrometallurgia.<br />
la metallurgia italiana 1<br />
11-12/2004 Memorie
11-12/2004 Memorie<br />
2<br />
la metallurgia italiana<br />
ECOLOGIA<br />
Polveri Polveri processate<br />
Nazioni prodotte con tecnologia Waelz Polveri residue<br />
t/a t/a %<br />
Austria e Svizzera 30.000 25.000 83 discarica<br />
Benelux 65.000 55.000 85 discarica<br />
Danimarca 12.000 12.000 100<br />
Francia 90.000 30.000 33 discarica<br />
Germania 150.000 105.000 70 discarica e/o riempimenti miniere<br />
Italia 180.000 80000 44 discarica e/o trattamento in Umicore ISP Plant<br />
Scandinavia 30.000 10000 33 discarica<br />
Spagna e Portogallo 120.000 25000 20 discarica<br />
Inghilterra 65.000 0 discarica<br />
Totale 730.000 330.000 45<br />
Tabella 2 – Situazione in Europa <strong>del</strong>le polveri <strong>da</strong> FEA. Table 2 – EAF dust: European situation.<br />
Stabilizzazione/Vetrificazione<br />
Super Detox<br />
Si tratta di una stabilizzazione ottenuta mescolando le polveri<br />
di forno elettrico con reagenti chimici, che, attraverso<br />
complesse reazioni di ossi<strong>da</strong>zione/riduzione e desolubilizzazione,<br />
fanno diventare il prodotto classificabile come non<br />
contaminante <strong>da</strong> USEPA (United States Environmental Protection<br />
Agency). Il prodotto mostra caratteristiche di bassa<br />
permeabilità ed alta resistenza.<br />
Il primo impianto Super Detox è stato installato presso<br />
Northwestern Steel and Wire Co. A Sterling.<br />
Riciclo nel Forno Elettrico<br />
Il riciclo <strong>del</strong>le polveri in forno (mediante iniezione pneumatica<br />
o dopo brichettazione/pellettizzazione) consente il recupero<br />
nell’acciaio dei metalli riducibili (Fe Ni Cr ecc.) e la<br />
concentrazione dei componenti volatili nelle polveri (Zn Pb<br />
Cd alcali ecc.) che a causa <strong>del</strong> loro maggiore contenuto in<br />
zinco possono essere utilizzate come materia prima per l’industria<br />
<strong>del</strong>lo Zn. Le polveri sono ricircolate insieme con il<br />
carbone, in modo <strong>da</strong> avere una miscela autoriducente. Questa<br />
tecnologia può essere utilizzata anche su impianti già in<br />
esercizio.<br />
Il quantitativo di polvere <strong>da</strong> ricircolare ed il corrispondente<br />
contenuto in zinco <strong>del</strong>le polveri residue è <strong>da</strong> valutare in fun-<br />
zione dei costi di ricircolo, che tengono conto anche <strong>del</strong>le<br />
nuove condizioni operative <strong>del</strong> forno elettrico, e <strong>del</strong> minore<br />
costo di invio a discarica, oltre che <strong>del</strong>la vendita <strong>del</strong>le polveri<br />
arricchite in zinco.<br />
Il ricircolo <strong>del</strong>le polveri aumenta i consumi di energia elettrica<br />
(ca 1600 kWh/ton di polvere ricircolata).<br />
Gli ossidi di zinco come gli altri materiali volatili presenti<br />
nelle polveri subiscono una reazione di riduzione ad opera<br />
<strong>del</strong> carbonio con assorbimento di calore (questo aumenta il<br />
consumo specifico di energia elettrica nel forno). I metalli<br />
vaporizzano alle alte temperature <strong>del</strong>l’ambiente forno e reagendo<br />
con l’ossigeno che incontrano (in questo caso la reazione<br />
è esotermica) formano di nuovo ossidi di zinco che si<br />
ritrovano nelle polveri.<br />
Pirometallurgia<br />
Waelz<br />
Oggi la tecnologia più usata è quella “Waelz” (Fig. 1) con<br />
forno a tamburo rotante.<br />
Questo processo che fu sviluppato originariamente in Germania<br />
nel 1923 per trattare minerali di ossido di zinco si è<br />
via via trasformato per processare residui ferrosi ricchi di<br />
zinco.<br />
Nel 1970 ha iniziato ad essere impiegato per il recupero <strong>del</strong>lo<br />
zinco <strong>da</strong>lle polveri di forno elettrico.<br />
Fig. 1 – Schema <strong>del</strong>la<br />
tecnologia Waelz.<br />
Fig. 1 – Flowsheet of Waelz<br />
technology.
Fig. 2 – Schema <strong>del</strong>la<br />
tecnologia Contop.<br />
Fig. 2 – Flow diagram of the<br />
Contop tecnhnology.<br />
Attualmente più di 1,2 Mt/a di polveri <strong>da</strong> forno elettrico sono<br />
trattate nel mondo in 15 impianti Waelz, ad uno o due<br />
stadi.<br />
In questo processo le polveri, mescolate con carbone e fondenti,<br />
subiscono un trattamento pirometallurgico in forno a<br />
tamburo rotante per consentire la separazione dei componenti<br />
volatili (zinco, piombo, cadmio, etc.) <strong>da</strong> recuperare come<br />
ceneri ricche in zinco (circa 60% ZnO) <strong>da</strong>i fumi in uscita<br />
forno.<br />
I metalli e gli ossidi non volatili, presenti nella polvere, non<br />
sono recuperati ma rimangono nella scoria in uscita <strong>da</strong>l processo.<br />
Il Serv<br />
E’ il processo utilizzato attualmente a Terni di proprietà <strong>del</strong>la<br />
Soc. Multiserv che tratta in un forno ad arco plasma (c.c.)<br />
le polveri <strong>da</strong> forno elettrico insieme con le scaglie di laminazione<br />
e produce ferrolega che viene riman<strong>da</strong>ta ad AST per il<br />
suo reimpiego nel forno elettrico. La capacità produttiva è di<br />
circa 20.000 t/a.<br />
Smelting Reduction<br />
In questa categoria sono stati inseriti i processi che in un solo<br />
reattore fanno avvenire la fase di pre-riduzione e quella di<br />
riduzione finale in bagno metallico basandosi tutti sull’iniezione<br />
di carbone, ossigeno, minerale di ferro e/o wastes, additivi.<br />
Sono caratterizzati <strong>da</strong>l produrre ghisa e sviluppano<br />
molto gas ad alta temperatura il cui contenuto energetico deve<br />
essere recuperato per rendere i processi economici. Molti<br />
di questi processi si sono fermati allo stadio pilota<br />
(CCF/Cleansmelt-Dios-AISI-Ausmelt -Tecnored).<br />
Contop<br />
L’impianto Contop (Fig. 2) è costituito <strong>da</strong> un reattore “ciclone-fusore”<br />
raffred<strong>da</strong>to ad acqua. Il materiale <strong>da</strong> trattare, opportunamente<br />
pretrattato, viene trasportato pneumaticamente<br />
ed iniettato tangenzialmente nel ciclone, insieme con il<br />
combustibile e l’ossigeno comburente. Il materiale fonde rapi<strong>da</strong>mente<br />
a causa <strong>del</strong>l’alta temperatura (> 1800° C) che si<br />
crea nella zona di combustione <strong>del</strong> carbone con ossigeno e<br />
ossidi e si ha la vaporizzazione dei metalli ed ossidi volatili.<br />
Il moto ciclonico fa si che il materiale fuso si riunisca in<br />
gocce, si raccolga lungo le pareti <strong>del</strong> ciclone e per gravità<br />
scen<strong>da</strong> verso il basso, uscendo <strong>da</strong>l ciclone insieme al gas di<br />
processo. Il gas di processo porta con sé i metalli/ossidi volatili<br />
alle temperature di processo; tali materiali successivamente<br />
vengono recuperati come polveri all’impianto di depurazione<br />
gas.<br />
La scoria si separa <strong>da</strong>l gas in una camera di separazione (setter)<br />
sottostante il ciclone e <strong>da</strong> questa viene periodicamente<br />
ECOLOGIA<br />
estratta e colata in paiola.<br />
Il gas di processo lascia la camera di sedimentazione dopo<br />
esser stato post combusto <strong>da</strong>ll’aria che viene immessa nella<br />
camera stessa.<br />
Il regime termico <strong>del</strong>la camera di sedimentazione viene controllato<br />
mediante l’esercizio di due lance raffred<strong>da</strong>te ad acqua<br />
che iniettano ossigeno e gas naturale.<br />
L’energia termica <strong>del</strong> gas di export viene recuperata come<br />
vapore surriscal<strong>da</strong>to a 280° C ed a 25 bar.<br />
Il ciclo Contop prevede quindi:<br />
• impianto di preparazione materiali per renderli iniettabili<br />
(granulometria < 2 mm ; umidità
11-12/2004 Memorie<br />
Fig. 3 – Schema <strong>del</strong>la tecnologia Hismelt.<br />
Fig. 3 – Flow diagram of the Hismelt tecnhnology.<br />
Fig. 4 – Schema <strong>del</strong> processo Primus.<br />
Fig. 4 – Flow diagram of the Primus tecnhnology.<br />
6m di diametro ma che non prevede il recupero waste ma<br />
solo l’utilizzo di minerale come materia prima, anche se viene<br />
affermato che il processo è in grado di recuperare polveri<br />
<strong>da</strong> EAF iniettandoli nel bagno metallico (Fig. 3).<br />
Primus<br />
Tra i processi pirometallurgici di recupero wastes è <strong>da</strong> citare<br />
il Primus (Fig. 4) sviluppato <strong>da</strong> Paul Wurth che ha realizzato<br />
un primo impianto industriale presso Primorec S.A. (Differ<strong>da</strong>nge-Lussemburgo)<br />
per trattare circa 80.000 t/a di polveri<br />
<strong>da</strong> forno elettrico e scaglie di laminazione. Tale impianto,<br />
avviato nel 2003, si basa su un’unità di riduzione che si sviluppa<br />
verticalmente detta “Multiple-Hearth Furnace”<br />
(MHF) che utilizza come riducente il carbone ed è alimentata<br />
<strong>da</strong>i pellets prodotti con un tamburo pellettizzatore. Il carbone<br />
viene introdotto separatamente nella parte alta <strong>del</strong><br />
MHF, che è costituito <strong>da</strong> una serie di piani, collegati mediante<br />
aperture nella suola/volta che vengono attraversati<br />
<strong>da</strong>lle pellets e <strong>da</strong>l carbone per caduta <strong>da</strong>ll’alto verso il basso<br />
con un’azione di trascinamento provocata <strong>da</strong> bracci mescolatori<br />
che sono fatti ruotare <strong>da</strong> una colonna rotante cui sono<br />
collegati.<br />
Il materiale si muove in successione <strong>nei</strong> vari livelli una volta<br />
verso la periferia ed una volta verso il centro.<br />
Le pellets ridotte in uscita <strong>del</strong> MHF sono introdotte sempre<br />
4<br />
la metallurgia italiana<br />
ECOLOGIA<br />
per gravità in un forno elettrico a corrente alternata sottostante<br />
in cui viene prodotta ghisa.<br />
Nella fase di messa a punto l’impianto è stato alimentato<br />
con minerale di ferro raggiungendo una produttività di 15<br />
t/h corrispondenti a 10 t/h di ghisa.<br />
La possibilità di trattare wastes siderurgici con recupero di<br />
zinco e piombo è stata dimostrata <strong>da</strong>lle prove effettuate nell’impianto<br />
pilota di Belval <strong>da</strong> 1-2t/h.<br />
Forni a Suola Rotante<br />
Questi processi attuano la riduzione di ossidi metallici in un<br />
forno rotante alimentato <strong>da</strong> pellets/bricchette ottenute mescolando<br />
carbone alla materia prima.<br />
Sono applicati industrialmente: in Giappone oggi esistono,<br />
in differenti siti, molte realizzazioni basate su questa tecnologia:<br />
• Hirohata e Kakogawa: impianti Fastmet sviluppati <strong>da</strong> Kobe<br />
Midrex<br />
• Kimitsu: DryIron sviluppato <strong>da</strong> Maumee e Daido sviluppato<br />
<strong>da</strong> Inmetco.<br />
Altre realizzazioni sono presenti in USA (Inmetco Ellwood<br />
City) e Taiwan (Inmetco Yieh United).<br />
SMS Demag, che ha un accordo con Inmetco, ha sviluppato<br />
il processo Redsmelt basato su riduzione in forno rotante e<br />
fusione in SAF.<br />
Techint ha un accordo con Kobe Midrex per la commercializzazione<br />
dei processi Fastmet ® - Fastmelt ® .<br />
Fastmet ®<br />
Il tempo necessario per la riduzione varia <strong>da</strong> 6 a 12 minuti<br />
per arrivare ad un preridotto con un grado di metallizzazione<br />
di 85÷92%. Le pellets/bricchette raggiungono la temperatura<br />
massima di processo di 1400 °C per poi essere raffred<strong>da</strong>te<br />
in una zona dedicata <strong>del</strong> forno rotante prima <strong>del</strong>lo sfornamento.<br />
L’ossido di carbonio che si genera <strong>da</strong>lla carboriduzione<br />
<strong>del</strong>l’ossido di ferro è utilizzato come principale combustibile<br />
nel forno rotante ed il combustibile ausiliario è aggiunto<br />
solo in misura complementare. La ghisa può essere<br />
prodotta fondendo il preridotto Fastmet come successivamente<br />
indicato.<br />
Fastmet (Fig. 5) ha <strong>del</strong>le particolari caratteristiche che si<br />
possono così sintetizzare:<br />
• utilizzo come materia prima di un vasta gamma di qualità<br />
di minerale di ferro e carbone, così pure come polveri<br />
d’acciaieria, o in generale rifiuti siderurgici quali fanghi e<br />
scaglie di laminazione;<br />
• si può usare come riducente il carbon fossile senza necessità<br />
di ricorrere a coke metallurgico (è più importante la<br />
reattività chimica <strong>del</strong>la resistenza meccanica);<br />
• il tenore di carbonio nel prodotto può essere controllato<br />
agevolmente;<br />
• il forno può essere alimentato <strong>da</strong>: gas naturale, gasolio,<br />
carbone polverizzato o gas di cokeria, oli <strong>esausti</strong>;<br />
• la minimizzazione <strong>del</strong> tempo necessario per la riduzione,<br />
inferiore ai 12 minuti, che dipende <strong>da</strong>ll’elevato flusso termico,<br />
semplifica le operazioni di start up e shut down e<br />
permette il corretto adeguamento alla produttività richiesta.<br />
Fastmelt ®<br />
Il Fastmelt è l’unione <strong>del</strong> Fastmet con un forno fusorio elettrico<br />
speciale (EIF ® ) per produrre ghisa. Il collegamento avviene<br />
mediante uno o più condotti a gravità che garantiscono<br />
la tenuta e la corretta alimentazione <strong>del</strong> forno elettrico<br />
con dispositivi brevettati.<br />
Fasteel<br />
Fasteel (Fig. 6) nasce come un processo studiato per minimizzare<br />
i costi di produzione <strong>del</strong>l’acciaio, migliorare la qualità<br />
<strong>del</strong> prodotto e an<strong>da</strong>re incontro alle sempre più vincolanti
Fig. 5 – Schema <strong>del</strong> processo<br />
Fastmet.<br />
Fig. 5 – Fastmet process flow.<br />
Fig. 6 – Schema <strong>del</strong> processo<br />
Fasteel.<br />
Fig. 6 – Fasteel process<br />
flow.<br />
Feed Materials DRI<br />
Ferro Totale 58.1 75.8<br />
Ferro Metallico 21.3 69.7<br />
C 11.6 3.1<br />
Zn 1.0 0.1<br />
Metallizzazione - 91.9<br />
Tabella 3 – Composizione chimica Feed Materials e DRI.<br />
Table 3 – Feed material and DRI chemical composition.<br />
esigenze ambientali. E’ frutto <strong>del</strong>la cooperazione di Kobe/Midrex<br />
con Techint Technologies e combina i vantaggi<br />
<strong>del</strong>la produzione ghisa Fastmelt con quelli <strong>del</strong>l’alimentazione<br />
continua e preriscaldo rottame Consteel ® ottimizzando<br />
il consumo energetico, l’impatto ambientale e la produttività.<br />
Il Fasteel risponde alla possibile richiesta <strong>del</strong>le siderurgie<br />
integrali di sostituire, anche parzialmente, la produzione di<br />
acciaio via altoforno-convertitore con quella via forno elettrico.<br />
Ad oggi, in Giappone, sono in attività due impianti Fastmet:<br />
il primo è entrato in esercizio nell’aprile <strong>del</strong> 2000 a Hirohata<br />
e tratta 190.000 t/a di wastes.<br />
La tab. 3 mostra la composizione chimica di Feed Materials<br />
e DRI.<br />
Il secondo impianto industriale è entrato in esercizio a maggio<br />
2001 nello stabilimento di Kakogawa che, grazie a Fastmet,<br />
ha raggiunto l’obiettivo “zero wastes”. L’impianto trat-<br />
ECOLOGIA<br />
TFe Metallic C S CaO SiO 2 ZnO<br />
Fe<br />
Feed pellet 39.8 0.0 13.3 0.4 4.6 4.0 3.6<br />
DRI 73.8 61.2 2.0 0.8 8.3 6.0 0.3<br />
Tabella 4 – Composizione chimica pellets e DRI (% in peso)<br />
impianto Kakogawa.<br />
Tabella 4 – Kakogawa plant: pellets and DRI chemical<br />
composition (% weight).<br />
ta 16000 t/a di wastes costituiti <strong>da</strong> polveri di altoforno, polveri<br />
d’acciaieria LD e polveri di forno elettrico.<br />
La tipica composizione chimica <strong>del</strong>le pellets <strong>del</strong> preridotto e<br />
<strong>del</strong>le polveri viene indicata in Tabella 4.La polvere recuperata<br />
<strong>da</strong>ll’impianto di trattamento fumi è venduta come ossido<br />
di zinco ad un impianto di raffinazione.<br />
E’ stato anche installato un sistema di alimentazione e distribuzione<br />
di oli di recupero che vengono utilizzati come combustibile.<br />
La combustione degli olii di recupero è iniziata<br />
nell’ottobre <strong>del</strong> 2001, e l’utilizzo <strong>del</strong>l’olio di recupero è cresciuto<br />
gradualmente sino a raggiungere approssimativamente<br />
il 40% di tutto il combustibile bruciato.<br />
Piro-idrometallurgia<br />
Appartengono a questa categoria i processi che dissolvono<br />
per lisciviazione gli ossidi di zinco presenti nelle polveri ed<br />
inviano la soluzione prodotta ricca in zinco ad un trattamento<br />
elettrochimico per la produzione di zinco metallico (Fig. 7).<br />
Fig. 7 – Schema <strong>del</strong> processo di idro-metallurgia.<br />
Fig. 7 – Hydrometallurgy process flow.<br />
la metallurgia italiana 5<br />
11-12/2004 Memorie
11-12/2004 Memorie<br />
Fig. 8 – Schema a blocchi <strong>del</strong> processo Ezinex.<br />
Fig. 8 – Flowsheet of the Ezinex tecnhnology.<br />
Fig. 9 – Schema di processo sezione trattamento pirometallurgico.<br />
Fig. 9 – Flow diagram of pyrometallurgical treatment.<br />
I più importanti tra questi sono l’Indutec-Ezinex, sviluppato<br />
<strong>da</strong> Engitec S.p.A, ed il Full-Rec che è oggetto di una ricerca<br />
finanziata <strong>da</strong>lla Comunità europea.<br />
Entrambi i processi si basano a monte sulla pirometallurgia<br />
effettuata o in un forno elettrico (Full-Rec) o in un forno ad<br />
induzione (Indutec-Ezinex).<br />
Ezinex<br />
Il processo Ezinex è stato sviluppato <strong>da</strong> Engitec Impianti ed<br />
è stato realizzato (start up aprile 1996) un impianto industriale<br />
presso Ferriere Nord ad Osoppo per il trattamento di<br />
10.000/15.000 t/a di polveri.<br />
L’impianto è oggi fermo presumibilmente per ragioni di<br />
mercato: una possibile evoluzione di questo processo è l’Ezinex-Indutec<br />
che introduce tra il forno elettrico ed il trattamento<br />
idrometallurgico un forno ad induzione (pirometallurgia)<br />
che produce ghisa, scoria inerte e recupera nelle polveri<br />
<strong>del</strong>la bag house gli ossidi di zinco.<br />
Mentre nell’Ezinex gli ossidi di ferro che sono insolubili<br />
vengono separati <strong>da</strong>lla soluzione nel trattamento di lisciviazione<br />
ed inviati nuovamente al forno elettrico, nell’Ezinex-<br />
Indutec il recupero <strong>del</strong> ferro metallico avviene nel forno ad<br />
induzione.<br />
Lo schema a blocchi <strong>del</strong> processo è indicato in figura 8.<br />
Per purificare la soluzione nella fase di lisciviazione al fine<br />
di rendere possibile la produzione per via elettrochimica di<br />
zinco ad alta purezza (>99%) viene aggiunta <strong>nei</strong> bagni polvere<br />
di zinco che fa precipitare i metalli pesanti (principalmente<br />
piombo) sostituendoli con ioni di zinco. La separazione<br />
<strong>del</strong> precipitato è attuata con un impianto di filtrazione<br />
che invia il residuo ad un raffinatore per il recupero <strong>del</strong><br />
piombo.<br />
6<br />
la metallurgia italiana<br />
ECOLOGIA<br />
Le celle elettrochimiche sono costituite <strong>da</strong> catodi al titanio<br />
ed anodi in grafite.<br />
Full-Rec<br />
Il Full-Rec (figg. 9, 10, 11 e 12) è oggetto di una ricerca finanziata<br />
<strong>da</strong>lla Comunità Europea che coinvolge CSM, AST,<br />
Techint, ASO. Il processo prevede un trattamento pirometallurgico<br />
<strong>del</strong>le polveri <strong>da</strong> EAF con un forno elettrico ad arco e<br />
una sezione di idrometallurgia per il trattamento <strong>del</strong>le polveri<br />
arricchite di ossidi di Zn e Pb.<br />
Il progetto, che dopo un primo step ha portato alla vali<strong>da</strong>zione<br />
<strong>del</strong> processo, sta procedendo verso una fase di improvement<br />
per arrivare ad un trattamento idro continuo e non batch<br />
<strong>del</strong>le polveri provenienti <strong>da</strong>lla sezione piro.<br />
La sezione piro si effettua in un forno elettrico ad arco plasma<br />
(il forno dimostrativo di Terni è <strong>da</strong> 1,5 MW) con la possibilità<br />
di introdurre <strong>del</strong>le polveri con diverse tecnologie:<br />
• iniezione <strong>del</strong>le polveri e <strong>del</strong> carbone con lancia sotto battente<br />
di scoria,<br />
• caricamento in forno, <strong>da</strong>ll'alto, <strong>del</strong>la miscela polveri/carbone<br />
mediante uno speciale sistema (SNORKEL) brevettato<br />
<strong>da</strong>l CSM<br />
• alimentazione <strong>del</strong> forno con bricchette di polvere e carbone.<br />
Il trattamento piro produce metallo, scoria inerte e polveri<br />
arricchite di Zinco.<br />
Le polveri ottenute <strong>da</strong>l trattamento piro hanno un contenuto<br />
di ossidi di Zn e Pb molto elevato (ZnO + PbO > 84 %).<br />
Le polveri arricchite, vengono inviate al trattamento idrometallurgico<br />
che si differenzia <strong>da</strong>ll’Ezinex per l’utilizzo di soluzioni<br />
a base di acido solforico anziché cloridrico.<br />
La sezione di idrometallurgia ha la funzione di produrre Zn<br />
metallico ad elevata purezza mediante deposizione elettrochimica.<br />
Il processo prevede i seguenti step:<br />
• lavaggio con acqua <strong>del</strong>le polveri provenienti <strong>da</strong>lla sezione<br />
di pirometallurgia per l'eliminazione di cloruri e fluoruri<br />
• lisciviazione solforica <strong>del</strong>le polveri per la solubilizzazione<br />
<strong>del</strong>lo Zn e la precipitazione di: Cr, Mn, Fe +++ , Ca, Mg, Al,<br />
Si<br />
• coagulazione ossi<strong>da</strong>nte per eliminare Fe ++ e i rimanenti<br />
fluoruri<br />
• trattamento di purificazione per eliminare Cu, Cd, Ni<br />
• elettrolisi <strong>del</strong>la soluzione purificata per il recupero <strong>del</strong>lo<br />
Zn metallico.<br />
Lo Zn ottenuto <strong>da</strong> questo trattamento ha una purezza <strong>del</strong><br />
99.95%.<br />
Fig. 10 – Impianto pilota processo pirometallurgico c/o AST.<br />
Fig. 10 – Pilot plant of pyrometallurgical process c/o AST, Terni.
Fig. 11 – Impianto pilota processo pirometallurgico c/o AST.<br />
Fig. 11 – Pilot plant of pyrometallurgical process c/o AST, Terni.<br />
CONCLUSIONI<br />
Dalla panoramica emerge che i processi di stabilizzazione/<br />
vetrificazione sono gli unici che non contemplano recuperi,<br />
avendo solo lo scopo di rendere le polveri inerti con possibilità<br />
di smaltimento in discarica al minimo costo.<br />
Nelle altre categorie si vuole aumentare la concentrazione<br />
dei componenti volatili nelle polveri per il recupero <strong>del</strong>lo<br />
zinco e recuperare i metalli riducibili (Fe, Ni, Cr).<br />
Tra questi il più economico <strong>da</strong>l punto di vista <strong>del</strong>l’investimento<br />
è il riciclo nel forno elettrico: tale pratica però si<br />
scontra con i gravosi aumenti di consumo elettrico nel forno<br />
(circa 1600 kWh/t di polvere riciclata).<br />
Gli impianti di smelting reduction sono quasi tutti nati come<br />
alternativa al tradizionale ciclo integrale per la produzione<br />
di ghisa: nessuno finora ha raggiunto una maturità industriale<br />
e necessitano di un economico recupero <strong>del</strong>l’energia presente<br />
<strong>nei</strong> gas di scarico.<br />
Il processo Waelz è il più affermato industrialmente con i<br />
THE PROGRESS OF COMMERCIAL PROCESSES<br />
FOR EAF DUST TREATMENT<br />
KEY WORDS:<br />
environment, metals, steelmaking<br />
In all the ironmaking processes most of the wastes keep a<br />
market value due to their residual content of Iron, Zinc and<br />
Lead.<br />
ECOLOGIA<br />
ABSTRACT<br />
Fig. 12 – Impianto pilota processo pirometallurgico c/o AST.<br />
Fig. 12 – Pilot plant of pyrometallurgical process c/o AST, Terni.<br />
suoi 15 impianti worldwide ma ha il suo limite nel non recuperare<br />
il ferro presente nella scoria in uscita <strong>da</strong>l tamburo rotante<br />
che viene oggi inviata in discarica.<br />
I forni a suola ruotante sono attualmente l’applicazione più<br />
matura per riciclare wastes siderurgici: specialmente in<br />
Giappone vi sono molti impianti in esercizio <strong>da</strong> alcuni anni<br />
senza problemi.<br />
La soluzione ideale, <strong>da</strong>l punto di vista <strong>del</strong> recupero, è rappresentata<br />
<strong>da</strong>i processi piro-idrometallurgici che arrivano alla<br />
produzione di Zinco ad elevata purezza vendibile direttamente<br />
sul mercato: tali processi sono però ancora in fase di<br />
miglioramenti tecnologici e deve esserne dimostrata la validità<br />
industriale.<br />
In prospettiva l’elevato costo <strong>del</strong>le materie prime, cui abbiamo<br />
assistito in quest’ultimo periodo, ed il sempre più sentito<br />
obiettivo “Zero Waste” <strong>del</strong>le industrie siderurgiche fanno<br />
pensare ad un futuro affermarsi di tutti quei processi che recuperano<br />
oltre allo zinco anche le iron units presenti nelle<br />
polveri.<br />
Facilities producing materials like stainless steel with lower<br />
zinc content can also recover chromium and nickel from the<br />
dust. Increased landfill costs for residues, stricter environmental<br />
regulations and high costs of raw materials are driving<br />
the Steelmakers to apply different solutions for waste<br />
recovery and many plant suppliers have been developing<br />
new processes.<br />
This paper would like to summarize the progress of commercial<br />
processes for EAF dust treatment.<br />
la metallurgia italiana 7<br />
11-12/2004 Memorie