

Raccordi in PE sistema DURAFUSE ed attrezzature ausiliarie - FIP
Raccordi in PE sistema DURAFUSE ed attrezzature ausiliarie - FIP
Raccordi in PE sistema DURAFUSE ed attrezzature ausiliarie - FIP

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
3<br />
Sistema <strong>DURAFUSE</strong><br />
Fig. 5<br />
Il display segnalerà progressivamente quanti secondi restano f<strong>in</strong>o al term<strong>in</strong>e<br />
del ciclo di fusione (Fig. 6). Il completamento del ciclo di fusione sarà segnalato<br />
visivamente sul display.<br />
Fig. 6<br />
La fuoriuscita dei testimoni di fusione dagli appositi fori sul raccordo<br />
(Fig. 7) segnalerà ulteriormente l’avvenuta fusione. Lasciare la giunzione nel<br />
posizionatore f<strong>in</strong>o al completo raffr<strong>ed</strong>damento e comunque per almeno il tempo<br />
<strong>in</strong>dicato sul raccordo (CT: “Cool<strong>in</strong>g Time”) e sull’etichetta.<br />
È consigliabile riportare sul raccordo l’orario <strong>in</strong> cui si è term<strong>in</strong>ata la saldatura,<br />
<strong>in</strong> modo tale da poter verificare facilmente il completamento del tempo di<br />
raffr<strong>ed</strong>damento. Non mettere <strong>in</strong> pressione il <strong>sistema</strong> f<strong>in</strong>ché la giunzione non<br />
raggiunge la temperatura ambiente.<br />
Fig. 7<br />
Al term<strong>in</strong>e del ciclo di saldatura si deve verificare che non vi siano fuoriuscite<br />
di materiale fuso, che gli elementi saldati siano correttamente all<strong>in</strong>eati e che<br />
sia stata rispettata la profondità di <strong>in</strong>serimento prec<strong>ed</strong>entemente marcata<br />
sugli elementi da saldare.<br />
Se l’operazione di giunzione non proc<strong>ed</strong>e correttamente la macch<strong>in</strong>a saldatrice<br />
emette un segnale visivo e un codice alfanumerico sul display <strong>in</strong>dica la<br />
tipologia di <strong>in</strong>conveniente occorso. Controllare sul manuale della macch<strong>in</strong>a<br />
saldatrice il tipo di guasto corrispondente al codice che il display visualizza.<br />
In caso di <strong>in</strong>terruzione accidentale del ciclo di saldatura si possono ripetere le<br />
operazioni, ma solo dopo il completo raffr<strong>ed</strong>damento del giunto f<strong>in</strong>o a temperatura<br />
ambiente e si riparta dal tempo zero. È ammessa una sola ripetizione<br />
del ciclo di saldatura.<br />
Riparazione di condotte m<strong>ed</strong>iante manicotti elettrosaldabili<br />
I manicotti della l<strong>in</strong>ea Durafuse sono forniti con battute di f<strong>in</strong>e corsa asportabili<br />
nel caso <strong>in</strong> cui si debbano usare come manicotti di riparazione.<br />
La proc<strong>ed</strong>ura da seguire per la riparazione di condotte m<strong>ed</strong>iante manicotti<br />
elettrosaldabili è mostrata nelle figure seguenti:<br />
Elim<strong>in</strong>are la parte danneggiata tagliando il tubo pr<strong>in</strong>cipale da riparare a<br />
squadra (Fig. 1) e raschiare le estremità del tubo pr<strong>in</strong>cipale da riparare con<br />
raschietti manuali e/o meccanici.<br />
Fig. 1<br />
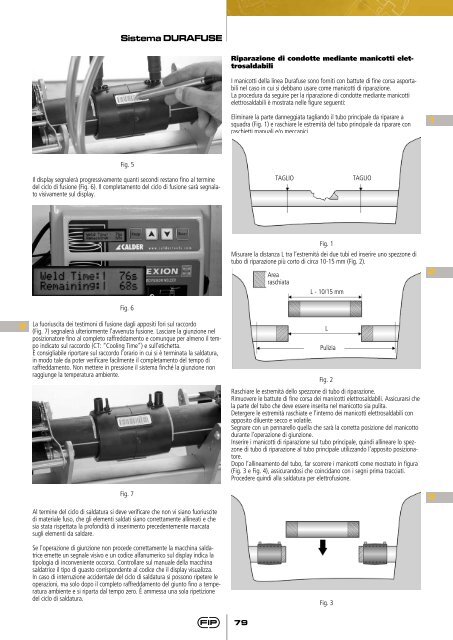
Misurare la distanza L tra l’estremità dei due tubi <strong>ed</strong> <strong>in</strong>serire uno spezzone di<br />
tubo di riparazione più corto di circa 10-15 mm (Fig. 2).<br />
Raschiare le estremità dello spezzone di tubo di riparazione.<br />
Rimuovere le battute di f<strong>in</strong>e corsa dei manicotti elettrosaldabili. Assicurarsi che<br />
la parte del tubo che deve essere <strong>in</strong>serita nel manicotto sia pulita.<br />
Detergere le estremità raschiate e l’<strong>in</strong>terno dei manicotti elettrosaldabili con<br />
apposito diluente secco e volatile.<br />
Segnare con un pennarello quella che sarà la corretta posizione del manicotto<br />
durante l’operazione di giunzione.<br />
Inserire i manicotti di riparazione sul tubo pr<strong>in</strong>cipale, qu<strong>in</strong>di all<strong>in</strong>eare lo spezzone<br />
di tubo di riparazione al tubo pr<strong>in</strong>cipale utilizzando l’apposito posizionatore.<br />
Dopo l’all<strong>in</strong>eamento del tubo, far scorrere i manicotti come mostrato <strong>in</strong> figura<br />
(Fig. 3 e Fig. 4), assicurandosi che co<strong>in</strong>cidano con i segni prima tracciati.<br />
Proc<strong>ed</strong>ere qu<strong>in</strong>di alla saldatura per elettrofusione.<br />
79<br />
TAGLIO TAGLIO<br />
Area<br />
raschiata<br />
L - 10/15 mm<br />
L<br />
Pulizia<br />
Fig. 2<br />
Fig. 3<br />
1<br />
2<br />
3
