

Raccordi in PE sistema DURAFUSE ed attrezzature ausiliarie - FIP
Raccordi in PE sistema DURAFUSE ed attrezzature ausiliarie - FIP
Raccordi in PE sistema DURAFUSE ed attrezzature ausiliarie - FIP

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
1<br />
2<br />
3<br />
Sistema <strong>DURAFUSE</strong><br />
Saldatura testa a testa di tubi e/o raccordi <strong>in</strong><br />
polietilene <strong>PE</strong> 100 (MRS 10,0)<br />
La norma UNI 10967 specifica le modalità di saldatura di tubi e/o di raccordi<br />
<strong>in</strong> polietilene tipo <strong>PE</strong> 100 (MRS 10,0) per il trasporto di gas combustibili, di<br />
acqua e di altri fluidi <strong>in</strong> pressione, con spessore maggiore di 20 mm.<br />
Verifiche prelim<strong>in</strong>ari alla saldatura<br />
- I valori della temperatura ambiente devono essere compresi tra –5° C e<br />
+40° C nel caso <strong>in</strong> cui si debbano saldare elementi (tubi e/o raccordi) con<br />
spessore <strong>in</strong>feriore a 20 mm; devono essere compresi tra 0° C e +40° C con<br />
spessori maggiori o uguali a 20 mm.<br />
- La temperatura di lavoro del termoelemento deve essere impostata a 215° C<br />
(± 5° C) per spessori f<strong>in</strong>o a 20 mm; 230° C (-5 / +10° C) per spessori uguali<br />
o superiori a 20 mm.<br />
Proc<strong>ed</strong>ura di saldatura<br />
La saldatura di giunti testa a testa di tubi e/o raccordi <strong>PE</strong> 100 con spessore di<br />
parete m<strong>in</strong>ore di 20 mm segue esattamente lo stesso proc<strong>ed</strong>imento previsto dalla<br />
norma UNI 10520 per la saldatura di tubi e raccordi <strong>in</strong> <strong>PE</strong> 80.<br />
Nel caso di tubi e/o raccordi di spessore maggiore o uguale a 20 mm il ciclo di<br />
saldatura previsto <strong>in</strong> accordo alla norma UNI 10967 è quello con “duplice pressione”,<br />
illustrato nel seguito:<br />
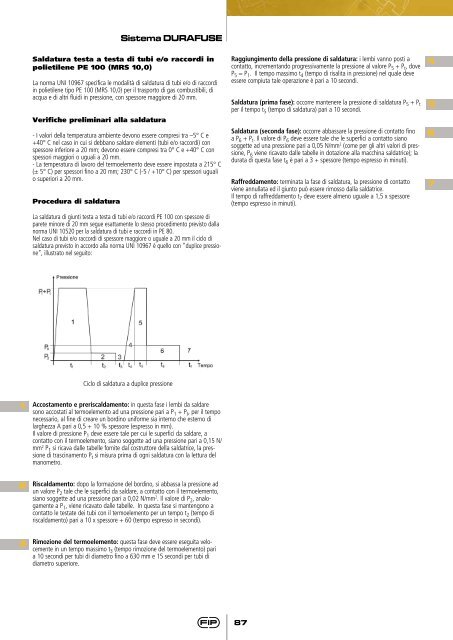
Ciclo di saldatura a duplice pressione<br />
Accostamento e preriscaldamento: <strong>in</strong> questa fase i lembi da saldare<br />
sono accostati al termoelemento ad una pressione pari a P 1 + P t, per il tempo<br />
necessario, al f<strong>in</strong>e di creare un bord<strong>in</strong>o uniforme sia <strong>in</strong>terno che esterno di<br />
larghezza A pari a 0,5 + 10 % spessore (espresso <strong>in</strong> mm).<br />
Il valore di pressione P 1 deve essere tale per cui le superfici da saldare, a<br />
contatto con il termoelemento, siano soggette ad una pressione pari a 0,15 N/<br />
mm 2 P 1 si ricava dalle tabelle fornite dal costruttore della saldatrice, la pressione<br />
di trasc<strong>in</strong>amento P t si misura prima di ogni saldatura con la lettura del<br />
manometro.<br />
Riscaldamento: dopo la formazione del bord<strong>in</strong>o, si abbassa la pressione ad<br />
un valore P 2 tale che le superfici da saldare, a contatto con il termoelemento,<br />
siano soggette ad una pressione pari a 0,02 N/mm 2 . Il valore di P 2, analogamente<br />
a P 1, viene ricavato dalle tabelle. In questa fase si mantengono a<br />
contatto le testate dei tubi con il termoelemento per un tempo t 2 (tempo di<br />
riscaldamento) pari a 10 x spessore + 60 (tempo espresso <strong>in</strong> secondi).<br />
Rimozione del termoelemento: questa fase deve essere eseguita velocemente<br />
<strong>in</strong> un tempo massimo t 3 (tempo rimozione del termoelemento) pari<br />
a 10 secondi per tubi di diametro f<strong>in</strong>o a 630 mm e 15 secondi per tubi di<br />
diametro superiore.<br />
Raggiungimento della pressione di saldatura: i lembi vanno posti a<br />
contatto, <strong>in</strong>crementando progressivamente la pressione al valore P 5 + P t, dove<br />
P 5 = P 1. Il tempo massimo t 4 (tempo di risalita <strong>in</strong> pressione) nel quale deve<br />
essere compiuta tale operazione è pari a 10 secondi.<br />
Saldatura (prima fase): occorre mantenere la pressione di saldatura P 5 + P t<br />
per il tempo t 5 (tempo di saldatura) pari a 10 secondi.<br />
Saldatura (seconda fase): occorre abbassare la pressione di contatto f<strong>in</strong>o<br />
a P 6 + P t. Il valore di P 6 deve essere tale che le superfici a contatto siano<br />
soggette ad una pressione pari a 0,05 N/mm 2 (come per gli altri valori di pressione,<br />
P 6 viene ricavato dalle tabelle <strong>in</strong> dotazione alla macch<strong>in</strong>a saldatrice); la<br />
durata di questa fase t 6 è pari a 3 + spessore (tempo espresso <strong>in</strong> m<strong>in</strong>uti).<br />
Raffr<strong>ed</strong>damento: term<strong>in</strong>ata la fase di saldatura, la pressione di contatto<br />
viene annullata <strong>ed</strong> il giunto può essere rimosso dalla saldatrice.<br />
Il tempo di raffr<strong>ed</strong>damento t 7 deve essere almeno uguale a 1,5 x spessore<br />
(tempo espresso <strong>in</strong> m<strong>in</strong>uti).<br />
87<br />
4<br />
5<br />
6<br />
7
