

Raccordi in PE sistema DURAFUSE ed attrezzature ausiliarie - FIP
Raccordi in PE sistema DURAFUSE ed attrezzature ausiliarie - FIP
Raccordi in PE sistema DURAFUSE ed attrezzature ausiliarie - FIP

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
2<br />
3<br />
4<br />
Sistema <strong>DURAFUSE</strong><br />
Riscaldamento: dopo la formazione del bord<strong>in</strong>o, si abbassa la pressione ad<br />
un valore P 2 tale che le superfici da saldare, a contatto con il termoelemento,<br />
siano soggette ad una pressione pari a 0,02 N/mm 2, permettendo <strong>in</strong> tal modo<br />
al materiale di riscaldarsi uniformemente anche <strong>in</strong> profondità (Fig. 4). Il valore<br />
di P 2, analogamente a P 1, deve essere ricavato dalle tabelle <strong>in</strong> dotazione alla<br />
macch<strong>in</strong>a saldatrice. In questa fase si mantengono a contatto le testate dei<br />
tubi con il termoelemento per un tempo t 2 (tempo di riscaldamento) pari a 12<br />
x spessore (tempo espresso <strong>in</strong> secondi).<br />
Fig. 4<br />
Rimozione del termoelemento: questa fase deve essere eseguita nel più<br />
breve tempo possibile, allontanando i lembi da saldare dal termoelemento,<br />
estraendo quest’ultimo senza danneggiare le superfici rammollite, e riaccostando<br />
imm<strong>ed</strong>iatamente i lembi da saldare (Fig. 5). Per evitare un eccessivo<br />
raffr<strong>ed</strong>damento dei lembi, tale operazione deve essere compiuta <strong>in</strong> un tempo<br />
massimo t 3 (tempo di rimozione del termoelemento) pari a 4 + 30 % spessore<br />
(tempo espresso <strong>in</strong> secondi).<br />
Fig. 5<br />
Raggiungimento della pressione di saldatura: i lembi vanno posti a contatto,<br />
<strong>in</strong>crementando progressivamente la pressione al valore P 5 + P t dove P 5<br />
= P 1 e P t è la pressione di trasc<strong>in</strong>amento (Fig. 6). Il tempo massimo t 4 (tempo<br />
di risalita <strong>in</strong> pressione) nel quale deve essere compiuta tale operazione è pari a<br />
4 + 40 % spessore (tempo espresso <strong>in</strong> secondi).<br />
Fig. 6<br />
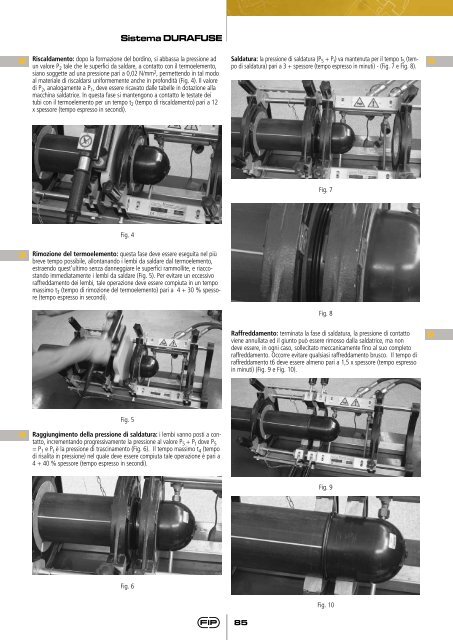
Saldatura: la pressione di saldatura (P 5 + P t) va mantenuta per il tempo t 5 (tempo<br />
di saldatura) pari a 3 + spessore (tempo espresso <strong>in</strong> m<strong>in</strong>uti) - (Fig. 7 e Fig. 8).<br />
Raffr<strong>ed</strong>damento: term<strong>in</strong>ata la fase di saldatura, la pressione di contatto<br />
viene annullata <strong>ed</strong> il giunto può essere rimosso dalla saldatrice, ma non<br />
deve essere, <strong>in</strong> ogni caso, sollecitato meccanicamente f<strong>in</strong>o al suo completo<br />
raffr<strong>ed</strong>damento. Occorre evitare qualsiasi raffr<strong>ed</strong>damento brusco. Il tempo di<br />
raffr<strong>ed</strong>damento t6 deve essere almeno pari a 1,5 x spessore (tempo espresso<br />
<strong>in</strong> m<strong>in</strong>uti) (Fig. 9 e Fig. 10).<br />
85<br />
Fig. 7<br />
Fig. 8<br />
Fig. 9<br />
Fig. 10<br />
5<br />
6
