Taratura calibro a tampone - ITIS G. Galilei
Taratura calibro a tampone - ITIS G. Galilei
Taratura calibro a tampone - ITIS G. Galilei

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
MISURAZIONE (CONTROLLO/TARATURA) DI UN CALIBRO A<br />
TAMPONE MEDIANTE MICROMETRO CENTESIMALE PER ESTERNI E<br />
RILIEVO DELL’ERRORE QUADRATICO MEDIO DELLA MEDIA<br />
ARITMETICA.<br />
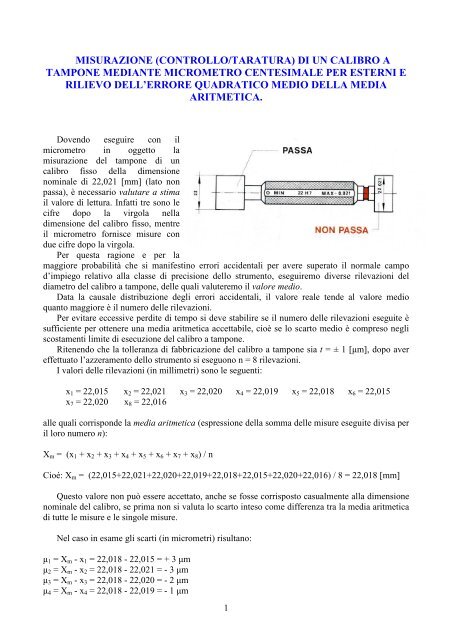
Dovendo eseguire con il<br />
micrometro in oggetto la<br />
misurazione del <strong>tampone</strong> di un<br />
<strong>calibro</strong> fisso della dimensione<br />
nominale di 22,021 [mm] (lato non<br />
passa), è necessario valutare a stima<br />
il valore di lettura. Infatti tre sono le<br />
cifre dopo la virgola nella<br />
dimensione del <strong>calibro</strong> fisso, mentre<br />
il micrometro fornisce misure con<br />
due cifre dopo la virgola.<br />
Per questa ragione e per la<br />
maggiore probabilità che si manifestino errori accidentali per avere superato il normale campo<br />
d’impiego relativo alla classe di precisione dello strumento, eseguiremo diverse rilevazioni del<br />
diametro del <strong>calibro</strong> a <strong>tampone</strong>, delle quali valuteremo il valore medio.<br />
Data la causale distribuzione degli errori accidentali, il valore reale tende al valore medio<br />
quanto maggiore è il numero delle rilevazioni.<br />
Per evitare eccessive perdite di tempo si deve stabilire se il numero delle rilevazioni eseguite è<br />
sufficiente per ottenere una media aritmetica accettabile, cioè se lo scarto medio è compreso negli<br />
scostamenti limite di esecuzione del <strong>calibro</strong> a <strong>tampone</strong>.<br />
Ritenendo che la tolleranza di fabbricazione del <strong>calibro</strong> a <strong>tampone</strong> sia t = ± 1 [µm], dopo aver<br />
effettuato l’azzeramento dello strumento si eseguono n = 8 rilevazioni.<br />
I valori delle rilevazioni (in millimetri) sono le seguenti:<br />
x 1 = 22,015 x 2 = 22,021 x 3 = 22,020 x 4 = 22,019 x 5 = 22,018 x 6 = 22,015<br />
x 7 = 22,020 x 8 = 22,016<br />
alle quali corrisponde la media aritmetica (espressione della somma delle misure eseguite divisa per<br />
il loro numero n):<br />
X m = (x 1 + x 2 + x 3 + x 4 + x 5 + x 6 + x 7 + x 8 ) / n<br />
Cioé: X m = (22,015+22,021+22,020+22,019+22,018+22,015+22,020+22,016) / 8 = 22,018 [mm]<br />
Questo valore non può essere accettato, anche se fosse corrisposto casualmente alla dimensione<br />
nominale del <strong>calibro</strong>, se prima non si valuta lo scarto inteso come differenza tra la media aritmetica<br />
di tutte le misure e le singole misure.<br />
Nel caso in esame gli scarti (in micrometri) risultano:<br />
µ 1 = X m - x 1 = 22,018 - 22,015 = + 3 µm<br />
µ 2 = X m - x 2 = 22,018 - 22,021 = - 3 µm<br />
µ 3 = X m - x 3 = 22,018 - 22,020 = - 2 µm<br />
µ 4 = X m - x 4 = 22,018 - 22,019 = - 1 µm<br />
1
µ 5 = X m - x 5 = 22,018 - 22,018 = 0<br />
µ 6 = X m - x 6 = 22,018 - 22,015 = + 3 µm<br />
µ 7 = X m - x 7 = 22,018 - 22,020 = - 2 µm<br />
µ 8 = X m - x 8 = 22,018 - 22,016 = + 2 µm<br />
Si applica la formula dell’errore (o scarto) quadratico medio della media aritmetica di n letture:<br />
σ = ±<br />
µ + µ ² + ... + µ ²<br />
1² 2<br />
n<br />
n(n -1)<br />
= ±<br />
9 + 9 + 4 + 1+<br />
0 + 9 + 4 + 4<br />
8(8 -1)<br />
= 0,845 [µm] = 0,008 [mm]<br />
La suddetta formula costituisce un indice della distribuzione dei valori delle singole misure<br />
attorno al valore medio:<br />
L MAX = X m + σ = 22,018 + 0,008 = 22,026 [mm]<br />
L MIN = X m - σ = 22,018 - 0,008 = 22,010 [mm]<br />
Il valore calcolato (0,845 µm ) è accettabile poiché compreso entro gli scostamenti limite di<br />
fabbricazione del <strong>calibro</strong> a <strong>tampone</strong> (± 1 µm).<br />
Conservando la successione precedente delle rilevazioni, esaminiamo quale scarto quadratico<br />
medio avremmo conseguito nell’accettare 2, 3, 4, 5 … rilevazioni. Per una maggior precisione si<br />
considerano 4 cifre dopo la virgola.<br />
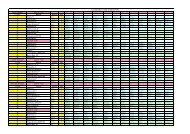
I risultati sono riportati nella tabella seguente:<br />
Rilevazioni<br />
X i<br />
Valore medio Scarto<br />
Errore<br />
quadratico<br />
medio<br />
Limite<br />
massimo e<br />
minimo della<br />
misurazione<br />
mm mm µm µm mm<br />
x 1 = 22,015<br />
x 2 = 22,021<br />
x 1 = 22,015<br />
x 2 = 22,021<br />
x 3 = 22,020<br />
x 1 = 22,015<br />
x 2 = 22,021<br />
x 3 = 22,020<br />
x 4 = 22,019<br />
x 1 = 22,015<br />
x 2 = 22,021<br />
x 3 = 22,020<br />
x 4 = 22,019<br />
x 5 = 22,018<br />
22,018 0 + 3,0<br />
- 3,0<br />
22,018 6<br />
22,018 8<br />
22,018 6<br />
+ 3,7<br />
- 2,3<br />
- 1,3<br />
+ 3,7<br />
- 2,3<br />
- 1,3<br />
- 0,3<br />
+ 3,6<br />
- 2,4<br />
- 1,4<br />
- 0,4<br />
+ 0,6<br />
± 3,000 0 22,021 0<br />
22,015 0<br />
± 1,855 9<br />
± 1,315 0<br />
± 1,029 6<br />
22,020 5<br />
22,016 8<br />
22,020 1<br />
22,017 4<br />
22,019 6<br />
22,017 6<br />
Giudizio<br />
Non accettabile<br />
Non accettabile<br />
Non accettabile<br />
Non accettabile<br />
2
x 1 = 22,015<br />
x 2 = 22,021<br />
x 3 = 22,020<br />
x 4 = 22,019<br />
x 5 = 22,018<br />
x 6 = 22,015<br />
22,018 0<br />
+ 3,0<br />
- 3,0<br />
- 2,0<br />
- 1,0<br />
0<br />
+ 3,0<br />
± 1,032 8<br />
22,019<br />
22,016<br />
Non accettabile<br />
x 1 = 22,015<br />
x 2 = 22,021<br />
x 3 = 22,020<br />
x 4 = 22,019<br />
x 5 = 22,018<br />
x 6 = 22,015<br />
x 7 = 22,020<br />
22,018 3<br />
+ 3,3<br />
- 2,7<br />
- 1,7<br />
- 0,7<br />
- 0,3<br />
+ 3,3<br />
- 1,7<br />
± 0,918 4<br />
22,019 0<br />
22,017 0<br />
Accettabile<br />
Dalla tabella suddetta si può constatare che 7 rilevazioni sono sufficienti per contenere l’errore<br />
quadratico medio (± 0,918 5 µm) entro la tolleranza di fabbricazione del <strong>calibro</strong> (± 1 µm).<br />
3