PCB + ASSEMBLY Encapsulation optimised for the LED market Outlook on transparent resin choices and applications The use of clear resins for electronics potting and encapsulation is growing as LED lighting and wearable electronics manufacturers seek quality finishes, as well as, reliable protection for their products. Such trends place new demands on these materials, as Electrolube’s Alistair Little explains. Clear resins are now used for protection, as well as, a surface finish, where the appearance is also important. Clear resins are now frequently used to provide, not simply protection, but a surface finish for certain electronics products. So, where such a resin may once have been used primarily as a protective medium, today’s clear resins now also have to perform aesthetically and hence their final appearance on cure is of prime consideration. Optimum resin results In the first instance, resin choice will likely be dictated by the device design as this will determine how the resin is introduced into those parts requiring encapsulation. For example, if an enclosure or housing is used and the components to be potted are flush with its top, how thick a layer of resin must be applied above these components to provide adequate protection, and how will the resin be held in place until it has cured in position? Further problems concerning resin retention will be posed if the components are actually proud of the enclosure top. One obvious solution to this is to consider recessing the components so that the resin’s surface remains flush with the top of the unit, enabling the cure to take place without risk of resin spill. If this is not possible, mounting a temporary mould over the enclosure will ensure that the desired surface profile is obtained every time. Another area of concern is the presence of protrusions or lips inside the housing or enclosure which might entrap air; sharp corners or angles are also potential air entrapment points. While avoiding these design ‘flaws’ in the first place will help mitigate the problem, choosing resins of lower viscosity, paying attention to how the resin components are mixed and maintaining the optimum temperature of both resin and encapsulation volume can all help prevent air bubble formation. Cleanliness is vital to achieving a satisfactory result. Metal enclosures, for example, must be thoroughly cleaned before resin application to remove any dirt, grease or metal working fluids that might be present, as these will reduce the resin’s ability to adhere to the metal surface. Similar precautions need to be taken with plastic moulded housings to remove any residual mould release agents. And should a temporary mould be used, as mentioned previously, care should be taken concerning the use of release agents, as these may leave a thin film on the surface of the moulded resin, giving a cloudy or hazy appearance. A point worth mentioning here is that Source: Electrolube 76 EPP EUROPE April 2019
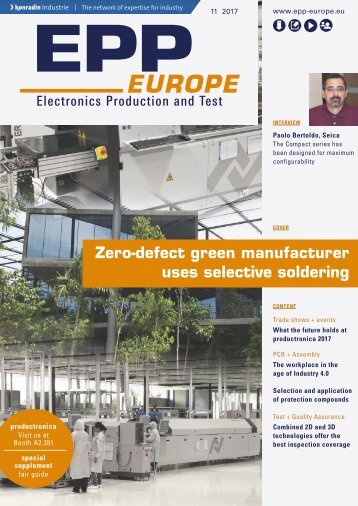
PCB + ASSEMBLY Source: Electrolube Air entrapment points are concerns that could be avoided by using resins of lower viscosity and paying attention to how the resin components are mixed. Source: Electrolube After mixing components, the reservoirs should be placed upright to release any air that might have been entrapped during the process. The two component (2K) is ideal for LED potting and encapsulation due to its resistance to UV light and yellowing. Source: Electrolube some clear resins may present with a hazy/cloudy appearance when first dispensed. However, this will disappear on curing to provide the desired optical clarity. Two component mixture There are three main classes of resins: epoxy, polyurethane and silicone, all of which are available in optically clear versions. Polyurethane and silicone resins are particularly recommended for LED lighting units as epoxies tend to yellow over time due to a combination of UV and heat degradation. While LEDs are very efficient light sources, they do also produce heat, which must be taken into account when choosing an appropriate resin for this type of application. Clear resins are frequently supplied as two component (2K) systems in various packaging sizes comprising pre-weighed parts A and B. For the smaller pack sizes these can be mixed inside the pack and then dispensed. These types of packs help minimise air entrainment during mixing and are popular for prototyping and for low volume production runs. Larger kits are available for higher volume production runs and are designed for use in mixing and dispensing equipment. The Part A and Part B mix ratio is crucial: for machine mixing, the volume mix ratio is required, while for manual mixing the weight mix ratio is used. Manual mixing is generally not recommended as it is difficult to avoid air entrainment during the mixing process. Both parts should be poured carefully from the original containers into the mixing machine reservoirs and then allowed to stand, allowing any air that was entrained during the pouring process to be released. Once mixed, the resin must be carefully dispensed into the housing and around the components. Best practice is to dispense the resin slowly from one end or corner of the housing and then allow it to flow around the components; this will help displace any air from underneath and between the components. If component topography is tight, then it might be worth considering lowering the viscosity of the resin by increasing its temperature; however, this does have the downside of speeding up the curing process, reducing the resin’s gel time. Even with the most careful dispensing and application procedures, air bubbles can still form, but some further precautions can be taken to ensure a bubble free cured resin. When using polyurethanes, for example, the surface of the component, PCB and the housing that EPP EUROPE April 2019 77