

CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
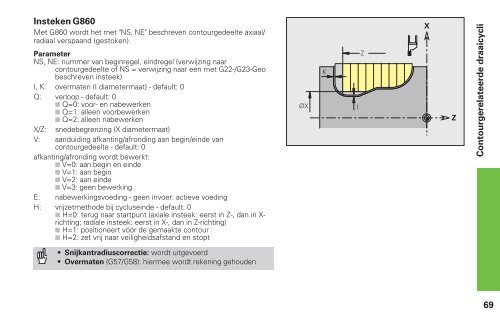
Insteken G860<br />
Met G860 wordt het met "NS, NE" beschreven contourgedeelte axiaal/<br />
radiaal verspaand (gestoken).<br />
Parameter<br />
NS, NE: nummer van beginregel, eindregel (verwijzing naar<br />
contourgedeelte of NS = verwijzing naar een met G22-/G23-Geo<br />
beschreven insteek)<br />
I, K: overmaten (I diametermaat) - default: 0<br />
Q: verloop - default: 0<br />
■ Q=0: voor- en nabewerken<br />
■ Q=1: alleen voorbewerken<br />
■ Q=2: alleen nabewerken<br />
X/Z: snedebegrenzing (X diametermaat)<br />
V: aanduiding afkanting/afronding aan begin/einde van<br />
contourgedeelte - default: 0<br />
afkanting/afronding wordt bewerkt:<br />
■ V=0: aan begin en einde<br />
■ V=1: aan begin<br />
■ V=2: aan einde<br />
■ V=3: geen bewerking<br />
E: nabewerkingsvoeding - geen invoer: actieve voeding<br />
H: vrijzetmethode bij cycluseinde - default: 0<br />
■ H=0: terug naar startpunt (axiale insteek: eerst in Z-, dan in Xrichting;<br />
radiale insteek: eerst in X-, dan in Z-richting)<br />
■ H=1: positioneert vóór de gemaakte contour<br />
■ H=2: zet vrij naar veiligheidsafstand en stopt<br />
Snijkantradiuscorrectie: wordt uitgevoerd<br />
Overmaten (G57/G58): hiermee wordt rekening gehouden<br />
Contourgerelateerde draaicycli<br />
69














