Handleiding - Miller Electric
Handleiding - Miller Electric
Handleiding - Miller Electric

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
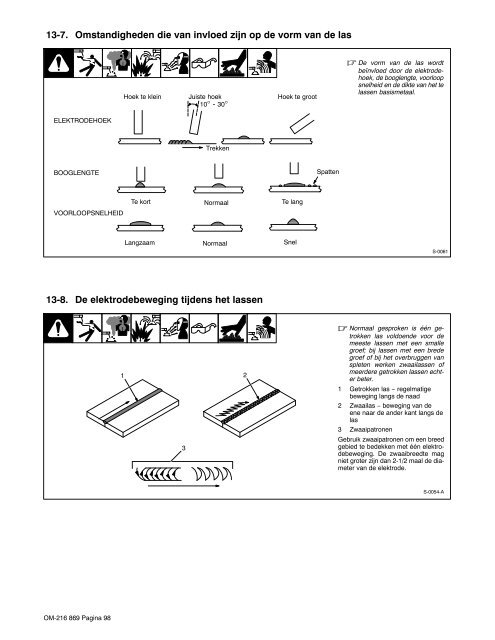
13-7. Omstandigheden die van invloed zijn op de vorm van de las<br />
ELEKTRODEHOEK<br />
BOOGLENGTE<br />
VOORLOOPSNELHEID<br />
OM-216 869 Pagina 98<br />
Hoek te klein Juiste hoek<br />
Hoek te groot<br />
10° - 30°<br />
Trekken<br />
Te kort Normaal Te lang<br />
Langzaam Normaal Snel<br />
13-8. De elektrodebeweging tijdens het lassen<br />
1 2<br />
3<br />
Spatten<br />
De vorm van de las wordt<br />
beïnvloed door de elektrodehoek,<br />
de booglengte, voorloop<br />
snelheid en de dikte van het te<br />
lassen basismetaal.<br />
S-0061<br />
Normaal gesproken is één getrokken<br />
las voldoende voor de<br />
meeste lassen met een smalle<br />
groef; bij lassen met een brede<br />
groef of bij het overbruggen van<br />
spleten werken zwaailassen of<br />
meerdere getrokken lassen echter<br />
beter.<br />
1 Getrokken las − regelmatige<br />
beweging langs de naad<br />
2 Zwaailas − beweging van de<br />
ene naar de ander kant langs de<br />
las<br />
3 Zwaaipatronen<br />
Gebruik zwaaipatronen om een breed<br />
gebied te bedekken met één elektrodebeweging.<br />
De zwaaibreedte mag<br />
niet groter zijn dan 2-1/2 maal de diameter<br />
van de elektrode.<br />
S-0054-A