

ONGELEGEERD EN GELEGEERD ... - Telmastaal bv
ONGELEGEERD EN GELEGEERD ... - Telmastaal bv
ONGELEGEERD EN GELEGEERD ... - Telmastaal bv

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
3.3 Afkoelen<br />
Na het austiniteren worden de werkstukken in het aangegeven koelmedium afgekoeld. De te bereiken hardheid is afhankelijk van de<br />
mogelijke afkoelsnelheid vanaf de hardingstemperatuur. Het te bereiken resultaat wordt door het koelmiddel en de werkstuk-grootte<br />
beïnvloed. De afkoelsnelheid moet echter niet groter zijn dan om een maximale hardheid te bereiken, waardoor de afkoelspanning zo<br />
laag mogelijk kan worden gehouden.<br />
Als een staaltype zich hiervoor leent is het zinvol bij 550 °C een stop in de afkoeling in te voeren. Het werkstuk moet dan door en door<br />
(op) 550 °C zijn alvorens verder te koelen. Uit onze databladen dan wel andere technische bronnen is vast te stellen welke staaltypen<br />
hiervoor geschikt zijn.<br />
Als de werkstukken tot ca 100 °C afgekoeld zijn is het noodzakelijk ze op 100-150 °C te houden om het werkstuk de kans te geven tot<br />
in de kern deze temperatuur te bereiken. Vooral voor grotere werkstukken is deze procedure van groot belang, om ook in het kerngebied<br />
voor het ontlaten een complete omzetting te kunnen bereiken. Direct afkoelen tot kamertemperatuur kan spanningsscheuren veroorzaken<br />
en is dienaangaande af te raden.<br />
4. Ontlaten<br />
Om de gewenste hardheid te bereiken worden direct na het afkoelen de werkstukken ontlaten. Uit de ontlaatgrafieken kan redelijk<br />
nauwkeurig de ontlaattemperatuur worden gekozen. Als de maximale hardheid tevens de gewenste gebruikshardheid is, moet er toch bij<br />
180-220 °C ontlaten worden. De in dit boek opgenomen ontlaatdiagrammen hebben uitsluitend betrekking op de aangegeven hardingstemperaturen.<br />
Het verwarmen op ontlaattemperatuur moet rustig gebeuren. De verblijftijd in de ontlaatoven bedraagt ca. 1 uur per 20 mm materiaaldikte,<br />
echter minimaal 2 uur. Aansluitend afkoelen in rustige lucht. Tenminste 2x ontlaten met tussentijdse afkoeling tot handwarmte is<br />
gewenst. Bij hardings- en ontlaatdiagrammen met een secundaire hardheid-maximum is het aan te bevelen altijd de hoogste ontlaattemperatuur<br />
te keizen om de gewenste hardheid te bereiken.<br />
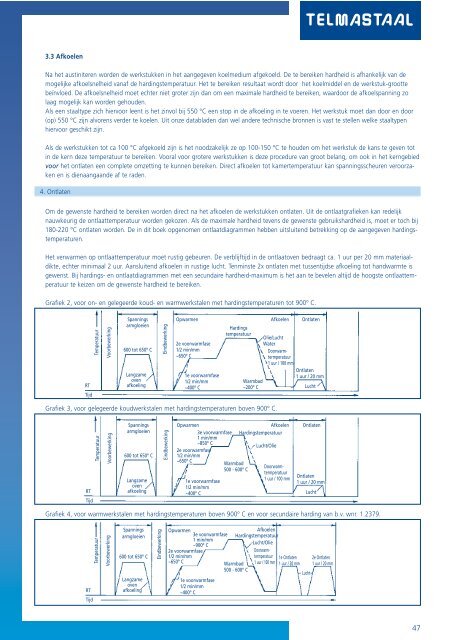
Grafiek 2, voor on- en gelegeerde koud- en warmwerk stalen met hardings temperaturen tot 900º C.<br />
RT<br />
Tijd<br />
Temperatuur<br />
Voorbewerking<br />
Spannings<br />
armgloeien<br />
600 tot 650º C<br />
Langzame<br />
oven<br />
afkoeling<br />
Eindbewerking<br />
Opwarmen<br />
2e voorwarmfase<br />
1/2 min/mm<br />
~650º C<br />
1e voorwarmfase<br />
1/2 min/mm<br />
~400º C<br />
Hardings<br />
temperatuur<br />
Warmbad<br />
~200º C<br />
Grafiek 3, voor gelegeerde koudwerk stalen met hardings temperaturen boven 900º C.<br />
RT<br />
Tijd<br />
Temperatuur<br />
Voorbewerking<br />
Spannings<br />
armgloeien<br />
600 tot 650º C<br />
Langzame<br />
oven<br />
afkoeling<br />
Eindbewerking<br />
1e voorwarmfase<br />
1/2 min/mm<br />
~400º C<br />
Afkoelen<br />
Olie/Lucht<br />
Water<br />
Doorwarmtermperatuur<br />
1 uur / 100 mm<br />
Opwarmen<br />
Afkoelen<br />
3e voorwarmfase Hardingstemperatuur<br />
1 min/mm<br />
~850º C<br />
Lucht/Olie<br />
2e voorwarmfase<br />
1/2 min/mm<br />
~650º C<br />
Warmbad<br />
500 - 600º C<br />
Doorwarmtermperatuur<br />
1 uur / 100 mm<br />
Ontlaten<br />
Ontlaten<br />
1 uur / 20 mm<br />
Grafiek 4, voor warmwerk stalen met hardings temperaturen boven 900º C en voor secundaire harding van b.v. wnr. 1.2379.<br />
RT<br />
Tijd<br />
Temperatuur<br />
Voorbewerking<br />
Spannings<br />
armgloeien<br />
600 tot 650º C<br />
Langzame<br />
oven<br />
afkoeling<br />
Eindbewerking<br />
Opwarmen<br />
3e voorwarmfase<br />
1 min/mm<br />
~900º C<br />
2e voorwarmfase<br />
1/2 min/mm<br />
~650º C<br />
1e voorwarmfase<br />
1/2 min/mm<br />
~400º C<br />
Afkoelen<br />
Hardingstemperatuur<br />
Lucht/Olie<br />
Doorwarmtermperatuur<br />
Warmbad<br />
500 - 600º C<br />
1e Ontlaten<br />
1 uur / 100 mm 1 uur / 20 mm<br />
Lucht<br />
Ontlaten<br />
Ontlaten<br />
1 uur / 20 mm<br />
Lucht<br />
Lucht<br />
2e Ontlaten<br />
1 uur / 20 mm<br />
47