

CNC PILOT 4290 B- och Y-axel - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 B- och Y-axel - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 B- och Y-axel - heidenhain - DR. JOHANNES ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
1.3 Anvisning för<br />
programmeringen<br />
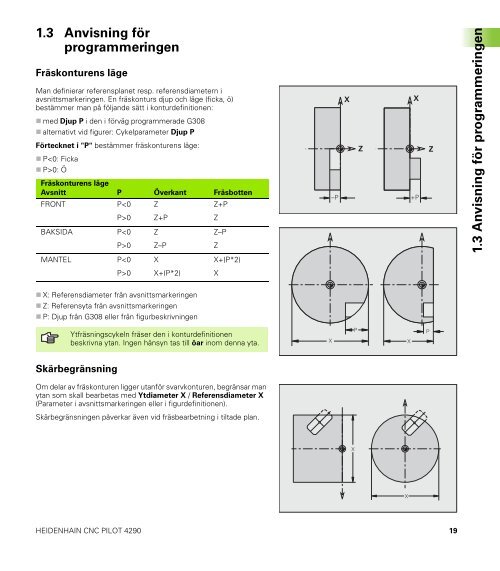
Fräskonturens läge<br />
Man definierar referensplanet resp. referensdiametern i<br />
avsnittsmarkeringen. En fräskonturs djup <strong>och</strong> läge (ficka, ö)<br />
bestämmer man på följande sätt i konturdefinitionen:<br />
med Djup P i den i förväg programmerade G308<br />
alternativt vid figurer: Cykelparameter Djup P<br />
Förtecknet i "P" bestämmer fräskonturens läge:<br />
P0: Ö<br />
Fräskonturens läge<br />
Avsnitt P Överkant Fräsbotten<br />
FRONT P0 Z+P<br />
Z<br />
BAKSIDA P0<br />
MANTEL P0<br />
X: Referensdiameter från avsnittsmarkeringen<br />
Z: Referensyta från avsnittsmarkeringen<br />
P: Djup från G308 eller från figurbeskrivningen<br />
Skärbegränsning<br />
Z<br />
Z–P<br />
X<br />
X+(P*2)<br />
Z–P<br />
Z<br />
X+(P*2)<br />
X<br />
Ytfräsningscykeln fräser den i konturdefinitionen<br />
beskrivna ytan. Ingen hänsyn tas till öar inom denna yta.<br />
Om delar av fräskonturen ligger utanför svarvkonturen, begränsar man<br />
ytan som skall bearbetas med Ytdiameter X / Referensdiameter X<br />
(Parameter i avsnittsmarkeringen eller i figurdefinitionen).<br />
Skärbegränsningen påverkar även vid fräsbearbetning i tiltade plan.<br />
HEIDENHAIN <strong>CNC</strong> <strong>PILOT</strong> <strong>4290</strong> 19<br />
1.3 Anvisning för programmeringen














