

CNC PILOT 4290 B- och Y-axel - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 B- och Y-axel - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 B- och Y-axel - heidenhain - DR. JOHANNES ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
1.10 DIN PLUS: Linjär- <strong>och</strong> cirkulärförflyttning<br />
1.10 DIN PLUS: Linjär- <strong>och</strong><br />
cirkulärförflyttning<br />
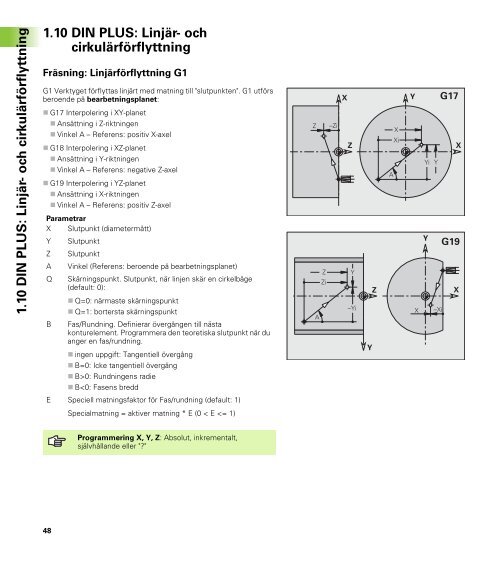
Fräsning: Linjärförflyttning G1<br />
G1 Verktyget förflyttas linjärt med matning till "slutpunkten". G1 utförs<br />
beroende på bearbetningsplanet:<br />
G17 Interpolering i XY-planet<br />
Ansättning i Z-riktningen<br />
Vinkel A – Referens: positiv X-<strong>axel</strong><br />
G18 Interpolering i XZ-planet<br />
Ansättning i Y-riktningen<br />
Vinkel A – Referens: negative Z-<strong>axel</strong><br />
G19 Interpolering i YZ-planet<br />
Ansättning i X-riktningen<br />
Vinkel A – Referens: positiv Z-<strong>axel</strong><br />
Parametrar<br />
X Slutpunkt (diametermått)<br />
Y Slutpunkt<br />
Z Slutpunkt<br />
A Vinkel (Referens: beroende på bearbetningsplanet)<br />
Q Skärningspunkt. Slutpunkt, när linjen skär en cirkelbåge<br />
(default: 0):<br />
Q=0: närmaste skärningspunkt<br />
Q=1: bortersta skärningspunkt<br />
B Fas/Rundning. Definierar övergången till nästa<br />
konturelement. Programmera den teoretiska slutpunkt när du<br />
anger en fas/rundning.<br />
ingen uppgift: Tangentiell övergång<br />
B=0: Icke tangentiell övergång<br />
B>0: Rundningens radie<br />
B














