

CNC PILOT 4290 B- och Y-axel - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 B- och Y-axel - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 B- och Y-axel - heidenhain - DR. JOHANNES ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
1.11 DIN PLUS (Y-<strong>axel</strong>): Fräscykler<br />
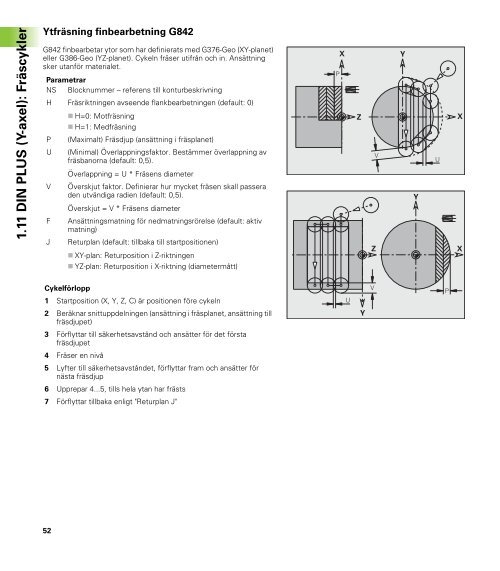
Ytfräsning finbearbetning G842<br />
G842 finbearbetar ytor som har definierats med G376-Geo (XY-planet)<br />
eller G386-Geo (YZ-planet). Cykeln fräser utifrån <strong>och</strong> in. Ansättning<br />
sker utanför materialet.<br />
Parametrar<br />
NS Blocknummer – referens till konturbeskrivning<br />
H Fräsriktningen avseende flankbearbetningen (default: 0)<br />
H=0: Motfräsning<br />
H=1: Medfräsning<br />
P (Maximalt) Fräsdjup (ansättning i fräsplanet)<br />
U (Minimal) Överlappningsfaktor. Bestämmer överlappning av<br />
fräsbanorna (default: 0,5).<br />
Överlappning = U * Fräsens diameter<br />
V Överskjut faktor. Definierar hur mycket fräsen skall passera<br />
den utvändiga radien (default: 0,5).<br />
Överskjut = V * Fräsens diameter<br />
F Ansättningsmatning för nedmatningsrörelse (default: aktiv<br />
matning)<br />
J Returplan (default: tillbaka till startpositionen)<br />
XY-plan: Returposition i Z-riktningen<br />
YZ-plan: Returposition i X-riktning (diametermått)<br />
Cykelförlopp<br />
1 Startposition (X, Y, Z, C) är positionen före cykeln<br />
2 Beräknar snittuppdelningen (ansättning i fräsplanet, ansättning till<br />
fräsdjupet)<br />
3 Förflyttar till säkerhetsavstånd <strong>och</strong> ansätter för det första<br />
fräsdjupet<br />
4 Fräser en nivå<br />
5 Lyfter till säkerhetsavståndet, förflyttar fram <strong>och</strong> ansätter för<br />
nästa fräsdjup<br />
6 Upprepar 4...5, tills hela ytan har frästs<br />
7 Förflyttar tillbaka enligt "Returplan J"<br />
52














