

CNC PILOT 4290 B- och Y-axel - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 B- och Y-axel - heidenhain - DR. JOHANNES ...
CNC PILOT 4290 B- och Y-axel - heidenhain - DR. JOHANNES ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Verktyg för B-<strong>axel</strong>n<br />
En fördel med B-<strong>axel</strong>n ligger i en mer flexibel användning av verktyg<br />
vid svarvning. Genom att vrida B-<strong>axel</strong>n <strong>och</strong> vrida verktygen erhåller<br />
man verktygsorienteringar, som möjliggör längs- <strong>och</strong><br />
planbearbetningar resp. radiella <strong>och</strong> axiella bearbetningar med både<br />
huvudspindel <strong>och</strong> subspindel med samma verktyg.<br />
På detta sätt blir antalet verktyg mindre liksom antalet<br />
verktygsväxlingar.<br />
Verktygsdata: Alla verktyg beskrivs med X-, Z- <strong>och</strong> Y-längder för<br />
kompenseringen i verktygsdatabanken. Dimensionerna utgår från<br />
tiltvinkel B=0°.<br />
Dessutom anges Lägesvinkeln. Denna parameter definierar<br />
verktygets arbetsläge vid icke drivna verktyg (svarvstål).<br />
B-<strong>axel</strong>ns tiltvinkel tillhör inte verktygsdata. Denna vinkel definieras vid<br />
verktygsanropet resp. vid verktygsanvändningen.<br />
Verktygsorientering <strong>och</strong> positionsvisning: Verktygsspetsens<br />
beräknade position vid svarvstål sker med ledning av skärets<br />
orientering. Denna orientering efterföljs inte automatiskt vid tiltning<br />
<strong>och</strong>/eller vridning av B-<strong>axel</strong>n.<br />
Efter en manuell förflyttning av B-<strong>axel</strong>n markerar styrsystemet<br />
positionsindikeringen som ogiltig.<br />
Presentation med svarta siffror: Positionsvisningen är giltig.<br />
Presentation med grå siffror: Positionsvisningen är ogiltig.<br />
Kontrollera om orienteringen fortfarande är giltig efter en förflyttning<br />
av B-<strong>axel</strong>n, tilldela den i förekommande fall på nytt.<br />
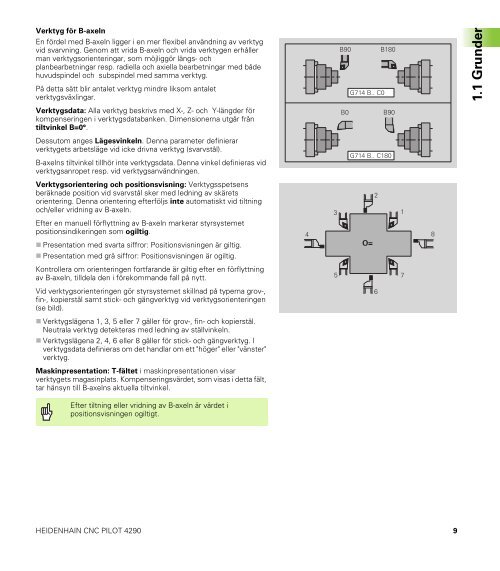
Vid verktygsorienteringen gör styrsystemet skillnad på typerna grov-,<br />
fin-, kopierstål samt stick- <strong>och</strong> gängverktyg vid verktygsorienteringen<br />
(se bild).<br />
Verktygslägena 1, 3, 5 eller 7 gäller för grov-, fin- <strong>och</strong> kopierstål.<br />
Neutrala verktyg detekteras med ledning av ställvinkeln.<br />
Verktygslägena 2, 4, 6 eller 8 gäller för stick- <strong>och</strong> gängverktyg. I<br />
verktygsdata definieras om det handlar om ett "höger" eller "vänster"<br />
verktyg.<br />
Maskinpresentation: T-fältet i maskinpresentationen visar<br />
verktygets magasinplats. Kompenseringsvärdet, som visas i detta fält,<br />
tar hänsyn till B-<strong>axel</strong>ns aktuella tiltvinkel.<br />
Efter tiltning eller vridning av B-<strong>axel</strong>n är värdet i<br />
positionsvisningen ogiltigt.<br />
B90 B180<br />
G714 B.. C0<br />
B0 B90<br />
G714 B.. C180<br />
HEIDENHAIN <strong>CNC</strong> <strong>PILOT</strong> <strong>4290</strong> 9<br />
4<br />
3<br />
5<br />
O=<br />
2<br />
6<br />
1<br />
7<br />
8<br />
1.1 Grunder














