McCannalok - Bray Controls
McCannalok - Bray Controls
McCannalok - Bray Controls

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
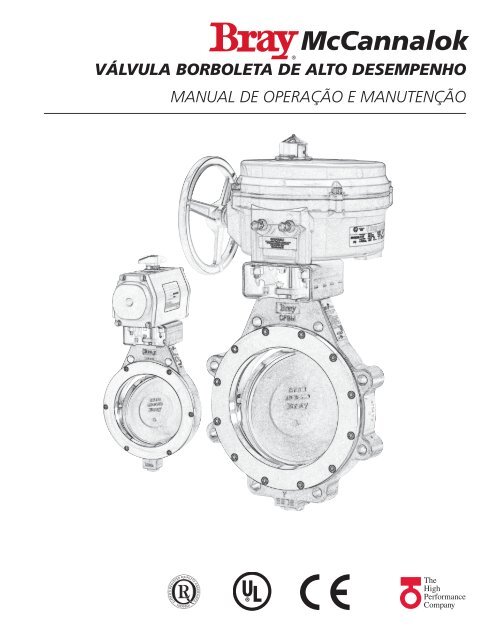
<strong>McCannalok</strong><br />
VÁLVULA BORBOLETA DE ALTO DESEMPENHO<br />
MANUAL DE OPERAÇÃO E MANUTENÇÃO<br />
The<br />
High<br />
Performance<br />
Company
Índice do conteúdo<br />
Informações de segurança - defInIção de Termos................................................................................ 1<br />
InTrodução .............................................................................................................................................. 1<br />
InsTalação .............................................................................................................................................. 1<br />
manuTenção ..................................................................................................................................... 2<br />
subsTITuIção das vedações das hasTes ............................................................................................ 4<br />
subsTITuIção da sede ........................................................................................................................ 4<br />
subsTITuIção do dIsco e hasTe .......................................................................................................... 5<br />
dIagrama das peças ................................................................................................................................ 7<br />
InsTruções especIaIs - InsTalação das válvulas proTegIdas conTra fogo bray/mccannalok ............. 8<br />
subsTITuIção da sede ........................................................................................................................ 8<br />
subsTITuIção da vedação da hasTe .................................................................................................. 8<br />
subsTITuIção do dIsco e hasTe .......................................................................................................... 9<br />
ajusTes de campo .................................................................................................................................... 9
!<br />
!<br />
Recursos incluídos:<br />
• Vedação estanque proporcionada em uma ampla<br />
variedade de condições de operação.<br />
• Adequada tanto para serviços com modulação<br />
quanto do tipo liga/desliga, a válvula borboleta <strong>Bray</strong>/<br />
<strong>McCannalok</strong> é facilmente automatizada com sua<br />
opção de operadores manuais, atuadores elétricos e<br />
pneumáticos, posicionadores e controles.<br />
• As válvulas <strong>Bray</strong>/<strong>McCannalok</strong> estão disponíveis no<br />
modelo protegido contra fogo, qualificadas de acordo<br />
com a API 607, 5ª edição, e para a BS 6755, parte 2.<br />
Informações adicionais sobre as válvulas borboleta <strong>Bray</strong>/<br />
<strong>McCannalok</strong> - incluindo dados de aplicação, especificações<br />
de engenharia e seleção de atuadores - encontramse<br />
disponíveis com seu distribuidor <strong>Bray</strong> ou com seu<br />
representante de vendas.<br />
Instalação<br />
As instruções especiais para as válvulas protegidas<br />
contra fogo estão na página 8.<br />
1. A válvula <strong>Bray</strong>/<strong>McCannalok</strong> foi projetada para ser<br />
montada entre flanges ANSI. Quando a válvula for<br />
aberta, o disco se estenderá para dentro do tubo nos<br />
dois lados da válvula - com maior penetração no lado<br />
do corpo que no lado do retentor da sede da válvula.<br />
A tubulação deve ser larga o suficiente para permitir<br />
que o disco passe pelo tubo. Os gráficos na página 2<br />
<strong>Bray</strong>/<strong>McCannalok</strong><br />
Instruções de Operações e Manutenção<br />
Informações de segurança - defInIção de Termos<br />
ADVERTÊNCIA<br />
PRECAUÇÃO<br />
AVISO<br />
indica uma situação potencialmente perigosa que, se não evitada,<br />
poderá resultar em morte ou ferimentos graves.<br />
indica uma situação potencialmente perigosa que, se não evitada, poderá<br />
resultar em ferimentos leves ou moderados.<br />
usado sem o símbolo de alerta de segurança, indica uma situação<br />
potencial que, se não evitada, poderá resultar em consequências ou<br />
situações indesejáveis, incluindo danos a bens.<br />
Introdução<br />
A válvula borboleta de alto desempenho <strong>Bray</strong>/<strong>McCannalok</strong> combina as vantagens das válvulas esféricas montadas em<br />
munhão com a operação fácil, leve e de baixo custo das válvulas borboleta. Um projeto básico é adequado a uma grande<br />
variedade de serviços, incluindo aplicações com oxigênio, cloro, gás ácido, vácuo e vapor.<br />
mostram a ID mínima permitida para o tubo e as IDs<br />
de tubos padrão. Em geral, as válvulas da Classe 150<br />
sãoadequadasparaostubosSchedule40,easválvulas<br />
da Classe 300 funcionam adequadamente com tubos<br />
Schedule 80. Geralmente, as válvulas da Classe 600<br />
funcionam com tubos Schedule 80 nos tamanhos 3, 4<br />
e 6, e Schedule 100 nos tamanhos 8, 10, 12, 14 e 16.<br />
!<br />
PRECAUÇÃO<br />
2. Se a alavanca ou o atuador tiverem sido<br />
removidos, não gire o disco além da posição de<br />
abertura ou fechamento completos - isso pode<br />
causar danos às superfícies de vedação.<br />
NOTA: As válvulas <strong>Bray</strong>/<strong>McCannalok</strong> são<br />
equipadas com limitadores de curso para prevenir<br />
o sobrefechamento. A válvula é aberta com giro no<br />
sentido anti-horário e fechada com giro no sentido<br />
horário. As chavetas duplas ou a chave de posição no<br />
topo da haste são paralelas à borda do disco.<br />
AVISO<br />
3. Para obter a máxima vida útil, instale a válvula<br />
com o retentor da sede a montante.<br />
O corte positivo é obtido com a válvula nas duas<br />
posições; porém, a instalação com o retentor da sede a<br />
1
2<br />
montante proporciona uma vida útil mais prolongada,<br />
especialmente nos serviços erosivos.<br />
4. Com o disco na posição fechada, centralize<br />
cuidadosamente a válvula entre os flanges. Alinhe os<br />
orifícios (válvula tipo wafer) ou os orifícios roscados<br />
(válvulas tipo lug) de modo que correspondam aos<br />
flanges do tubo ANSI e auxiliem no alinhamento<br />
positivo.<br />
5. Use torques padrão ao parafusar a válvula na linha.<br />
A sede é suficientemente comprimida pelo retentor<br />
da sede, portanto não é necessária força adicional no<br />
aparafusamento do flange.<br />
6. As juntas devem conformar-se aos requisitos API<br />
Standard 601, Edição 3 para flanges da classe ASME/<br />
ANSI B 16.5. As juntas espirais, como as das séries<br />
Flexitallic CG ou CGI, em conformidade comASME/<br />
ANSI B16.20, são aceitáveis.<br />
DIÂMETRO INTERNO NOMINAL DO TUBO<br />
Tamanho da<br />
válvula<br />
Schedule<br />
Pol.<br />
(mm)<br />
40 80 100<br />
2,5 2,469 2,323<br />
(65) (62,713) (59,004)<br />
3 3,068 2,900<br />
(80) (77,927) (73,660)<br />
4 4,026 3,826<br />
(100) (102,260) (97,180)<br />
5 5,047 4,813<br />
(125) (128,194) (122,250)<br />
6 6,065 5,761<br />
(150) (154,051) (146,329)<br />
8 7,981 7,625 7,439<br />
(200) (202,717) (193,675) (188,951)<br />
10 10,020 9,564 9,314<br />
(250) (254,508) (242,926) (236,576)<br />
12 11,938 11,376 11,064<br />
(300) (303,225) (288,950) (281,026)<br />
14 13,124 12,500 12,126<br />
(350) (333,350) (317,500) (308,000)<br />
16 15,000 14,314 13,938<br />
(400) (381,000) (363,576) (354,025)<br />
18 16,876 16,126<br />
(450) (428,650) (409,600)<br />
20 18,814 17,938<br />
(500) (477,876) (455,625)<br />
24 22,626 21,564<br />
(600) (574,700) (547,726)<br />
<strong>Bray</strong>/<strong>McCannalok</strong><br />
Instruções de Operações e Manutenção<br />
Manutenção<br />
1. Deve-se tomar precauções razoáveis antes do início do<br />
trabalho com a válvula. Devem ser usadas roupas de<br />
proteção, conforme requeridas pelo fluido específico<br />
da linha.<br />
!<br />
ADVERTÊNCIA<br />
2. Antes de remover a alavanca ou o atuador da<br />
válvula, ou antes de remover o retentor da sede<br />
de uma válvula em serviço em final de linha,<br />
feche a válvula e despressurize a linha.<br />
DIÂMETRO INTERNO MÍNIMO DO TUBO<br />
COM O ESPAÇO LIVRE RECOMENDADO<br />
Tamanho da<br />
válvula<br />
Classe<br />
Pol.<br />
(mm)<br />
150 300 600<br />
2,5 2,28 2,28<br />
(65) (57,91) (57,91)<br />
3 2,86 2,86 2,75<br />
(80) (72,64) (72,64) (69,85)<br />
4 3,72 3,72 3,56<br />
(100) (94,49) (94,49) (90,42)<br />
5 4,80 4,80<br />
(125) (121,92) (121,92)<br />
6 5,88 5,75 5,38<br />
(150) (149,35) (146,05) (136,65)<br />
8 7,80 7,56 6,88<br />
(200) (198,12) (192,02) (174,75)<br />
10 9,78 9,44 8,50<br />
(250) (248,41) (239,78) (215,90)<br />
12 11,74 11,31 10,12<br />
(300) (298,20) (287,27) (257,05)<br />
14 12,90 11,38 10,88<br />
(350) (327,66) (289,05) (276,35)<br />
16 14,68 14,31 12,62<br />
(400) (372,87) (363,47) (320,55)<br />
18 14,40<br />
(450) (365,76)<br />
20 15,86<br />
(500) (402,84)<br />
24 22,50 20,68<br />
(600) (571,50) (525,27)<br />
30 28,55 27,06<br />
(750) (725,17) (687,32)<br />
32 30,69<br />
(800) (779,53)<br />
36 34,50 33,63<br />
(900) (876,30) (854,20)<br />
40 37,55 36,59<br />
(1000) (953,77) (929,39)<br />
42 39,55 38,67<br />
(1050) (1004,57) (982,22)<br />
44 38,67<br />
(1100) (982,22)<br />
48 51,09 45,13<br />
(1200) (1297,69) (1146,30)<br />
54 52,95<br />
(1350) (1344,93)<br />
60 58,25<br />
(1500) (1479,55)
3. O projeto excêntrico da <strong>Bray</strong>/<strong>McCannalok</strong> pode<br />
permitir que a pressão da linha abra a válvula se a<br />
alavanca/atuador não estiverem no lugar enquanto a<br />
válvula está sob pressão.<br />
ADVERTÊNCIA<br />
Não pressurize a linha sem a alavanca ou o atuador<br />
sobre a válvula.<br />
3. A válvula <strong>Bray</strong>/<strong>McCannalok</strong> deve estar na posição<br />
fechada para ser removida da linha.<br />
4. Inicie todo o trabalho na válvula já removida da linha,<br />
limpando a válvula para remover todos os detritos ou<br />
aderências.<br />
PRECAUÇÃO<br />
Ao manusear a válvula, tome cuidado para não<br />
arranhar a borda do disco ou a sede.<br />
5. Sedes, vedações e outras peças de substituição estão<br />
disponíveis nos distribuidores autorizados. Entre em<br />
contato com seu distribuidor ou seu representante de<br />
vendas para detalhes sobre preços e entrega.<br />
NOTAS:<br />
!<br />
!<br />
1. O ID mínimo do tubo com os espaços livres recomendados<br />
(segundo API 609) foi calculado através<br />
da adição do ID mínimo com espaço livre zero a um<br />
espaço livre diamétrico mínimo recomendado para<br />
cada tamanho de tubo.<br />
2. Estas tabelasassumem que o tubo está no lado do corpo<br />
daválvulaequeotuboestáperfeitamentecentralizado.<br />
Oladodoretentordasededaválvulasempreapresentará<br />
maior espaço livre do que o lado do corpo.<br />
3. Uma junta com espessura mínima de 1/16” é utilizada<br />
entre o flange do tubo e a face do corpo da válvula.<br />
4. Quando utilizar um tubo cujo ID seja menor do que o<br />
diâmetro interno mínimo recomendado do tubo com<br />
espaço livre adequado, um chanfro de 45º deve ser<br />
colocado na extremidade do tubo para que a passagem<br />
do disco seja possível.<br />
<strong>Bray</strong>/<strong>McCannalok</strong><br />
Instruções de Operações e Manutenção<br />
3
4<br />
<strong>Bray</strong>/<strong>McCannalok</strong><br />
Instruções de Operações e Manutenção<br />
Substituição da vedação da válvula<br />
juntas dos anéis de vedação com uma separação de 180º<br />
Consulte a ilustração na página 7 para a identificação das peças<br />
1. Se necessário, remova o conjunto da alavanca. Remova<br />
ao instalar. Empurre bem cada anel até a base antes de<br />
instalar o próximo anel.<br />
os parafusos de cabeça cilíndrica (21) e as arruelas de<br />
travamento(22).Removaosuportedemontagem(20).Nas<br />
válvulas atuadas, desparafuse o suporte de montagem do<br />
corpo e levante o conjunto do atuador para fora da haste.<br />
AVISO<br />
Nas válvulas maiores, pode ser necessário comprimir<br />
cada vedação antes de adicionar a próxima.<br />
AVISO<br />
6. Deslize o anel da junta (7) sobre a haste por cima das<br />
vedações (8). Instale o anel retentor antiexpulsão ou o<br />
Observe as posições de montagem antes da remoção.<br />
anel partido (10) (dependendo do tamanho da válvula).<br />
Deslize o retentor da junta (11) sobre a haste e em direção<br />
2. Remova as porcas retentoras da junta (14) e as arruelas de aospinosdajunta(12).Coloqueasarruelasdetravamento<br />
travamento (13). Remova o retentor da junta (11), o anel (13) e as porcas hexagonais (14) sobre os pinos (12) e<br />
retentor antiexpulsão ou o anel partido (10) (dependendo aperte com os dedos. Aperte as porcas das juntas (14)<br />
do tamanho) e o anel da junta (7).<br />
igual e alternadamente no valor de torque apropriado<br />
3. Remova as vedações da haste (8).<br />
fornecido na Tabela 2 (pág. 5).<br />
PRECAUÇÃO !<br />
Ao manusear as vedações da haste, deve-se ter cuidado<br />
7. Remonte o atuador ou o suporte de montagem (20) com<br />
as arruelas de travamento (22) e os parafusos (21) e o<br />
conjunto da alavanca.<br />
para não arranhá-las ou não arranhar o orifício da caixa 8. Opere a válvula aberta e fechada diversas vezes para ve-<br />
de empanque.<br />
rificar aderências e para estabilizar as vedações da haste.<br />
4.<br />
Não remova a arruela de pressão (9) a menos que seja<br />
necessário executar uma maior desmontagem da válvula.<br />
Examine o orifício da caixa de empanque e a haste, e<br />
Afrouxe as porcas das juntas (14) e reaperte até o valor<br />
de torque fornecido na Tabela 2 (pág. 5).<br />
Substituição da sede<br />
limpe se necessário para remover qualquer corrosão ou Consulte a ilustração na página 7 para a identificação das<br />
substância estranha antes de instalar as novas vedações. partes. Com o disco na posição fechada, remova a válvula<br />
5. Instale as novas vedações na caixa de empanque, uma da linha.<br />
de cada vez, primeiro as vedações de TFE (brancas),<br />
1. Deite a válvula com o disco na posição fechada<br />
com o anel de fibra de carbono por cima. Posicione as<br />
e o lado do retentor da sede voltado para cima.<br />
TABELA 1<br />
2. Remova os parafusos de cabeça cilíndrica (17),<br />
NÚMERO TOTAL DE VEDAÇÕES DE HASTE<br />
o retentor da sede (16) e a sede (15).<br />
Tamanho da<br />
Válvula<br />
Pol. (mm)<br />
2,5 (65)<br />
Classe<br />
150<br />
4<br />
Material<br />
CF / TFE<br />
1 / 3<br />
Classe<br />
300<br />
4<br />
Material<br />
CF/TFE<br />
1 / 3<br />
Classe<br />
600<br />
Material<br />
CF / TFE<br />
3. Limpe cuidadosamente a área da sede no corpo<br />
e no retentor da sede. Remova as substâncias<br />
estranhas, sujeiras, etc. Verifique a área da sede<br />
no disco quanto a partes amassadas e arranhões.<br />
3<br />
4<br />
5<br />
6<br />
(80)<br />
(100)<br />
(125)<br />
(150)<br />
4<br />
4<br />
4<br />
4<br />
1 / 3<br />
1 / 3<br />
1 / 3<br />
1 / 3<br />
4<br />
4<br />
4<br />
4<br />
1 / 3<br />
1 / 3<br />
1 / 3<br />
1 / 3<br />
12<br />
12<br />
16<br />
2 / 10<br />
2 / 10<br />
2 / 14<br />
4.<br />
5.<br />
Coloque a nova sede (15) no disco (2), centralizando-a<br />
com cuidado no recesso do corpo.<br />
Alinhe os orifícios do retentor da sede (16) com<br />
8<br />
10<br />
12<br />
(200)<br />
(250)<br />
(300)<br />
5<br />
5<br />
5<br />
1 / 4<br />
1 / 4<br />
1 / 4<br />
5<br />
5<br />
5<br />
1 / 4<br />
1 / 4<br />
1 / 4<br />
16<br />
18<br />
18<br />
2 / 14<br />
0 / 18<br />
0 / 18<br />
osorifícioscorrespondentesdocorpo,ecoloque<br />
com cuidado na posição no topo da sede (15).<br />
14<br />
16<br />
18<br />
20<br />
(350)<br />
(400)<br />
(450)<br />
(500)<br />
6<br />
6<br />
0 / 6<br />
0 / 6<br />
6<br />
9<br />
0 / 6<br />
0 / 9<br />
18<br />
16<br />
16<br />
16<br />
0 / 18<br />
0 / 16<br />
0 / 16<br />
0 / 16<br />
!<br />
PRECAUÇÃO<br />
Não mova o retentor para alinhar os orifícios.<br />
24<br />
30<br />
(600)<br />
(750)<br />
10<br />
8<br />
0 / 10<br />
0 / 8<br />
8<br />
9<br />
0 / 8<br />
0 / 9<br />
Isso pode tirar a sede da posição correta.<br />
32<br />
36<br />
40<br />
42<br />
44<br />
(800)<br />
(900)<br />
(1000)<br />
(1050)<br />
(1100)<br />
8<br />
8<br />
9<br />
9<br />
0 / 8<br />
0 / 8<br />
0 / 9<br />
0 / 9<br />
9<br />
9<br />
9<br />
9<br />
0 / 9<br />
0 / 9<br />
0 / 9<br />
0 / 9<br />
Lubrifique ligeiramente as roscas (17) dos parafusoseaperte-osigualmente,alternandodotopo<br />
para a base e de um lado para o outro. Aperte<br />
até os valores de torque da Tabela 2 (pág. 5).<br />
48 (1200) 9<br />
54 (1350) 9<br />
60 (1500) 9<br />
CF = Fibra de Carbono<br />
0 / 9<br />
0 / 9<br />
0 / 9<br />
9 0 / 9<br />
6. Opere as válvulas diversas vezes e examine a<br />
sede quanto a danos antes de reinstalar a válvula<br />
na linha.
TABELA 2<br />
TORQUES DA PORCA DE RETENÇÃO<br />
DA VEDAÇÃO E DO PARAFUSO DE RETENÇÃO<br />
DA SEDE. In-lbf (Kg-Nm)<br />
Tamanho<br />
da<br />
válvula<br />
Porca de vedação<br />
Parafusos de retenção da<br />
sede<br />
Pol.<br />
(mm)<br />
150 300 600 150 300 600<br />
2,5 60 60 100 100<br />
(65) (7) (7) (11) (11)<br />
3 60 60 80 100 100 100<br />
(80) (7) (7) (9) (11) (11) (11)<br />
4 60 60 100 175 175 175<br />
(100) (7) (7) (11) (20) (20) (20)<br />
5 80 100 100 175<br />
(125) (9) (11) (11) (20)<br />
6 80 120 140 100 175 300<br />
(150) (9) (14) (16) (11) (20) (34)<br />
8 80 140 200 175 175 300<br />
(200) (9) (16) (23) (20) (20) (34)<br />
10 110 190 200 175 300 300<br />
(250) (12) (21) (23) (20) (34) (34)<br />
12 130 220 200 300 300 300<br />
(300) (15) (25) (23) (34) (34) (34)<br />
14 130 200 240 300 300 500<br />
(350) (15) (23) (27) (34) (34) (56)<br />
16 150 220 240 300 300 750<br />
(400) (17) (25) (27) (34) (34) (85)<br />
18 400 1500<br />
(450) (45) (169)<br />
20 480 1500<br />
(500) (54) (169)<br />
24 190 240 500 500<br />
(600) (21) (27) (56) (56)<br />
30 210 310 500 750<br />
(750) (24) (35) (56) (85)<br />
32 210 750<br />
(800) (24) (85)<br />
36 240 360 500 1500<br />
(900) (27) (41) (56) (169)<br />
40 280 420 500 1500<br />
(1000) (32) (47) (56) (169)<br />
42 280 420 500 1500<br />
(1050) (32) (47) (56) (169)<br />
44 420 1500<br />
(1100) (47) (169)<br />
48 300 600 750 1500<br />
(1200) (34) (68) (85) (169)<br />
54 360 1500<br />
(1350) (41) (169)<br />
60 500 1500<br />
(1500) (56) (169)<br />
<strong>Bray</strong>/<strong>McCannalok</strong><br />
Instruções de Operações e Manutenção<br />
Substituição do disco e da haste<br />
Consulte a ilustração da página 7 para a identificação das peças.<br />
AVISO<br />
A haste e o disco são fornecidos como um conjunto correspondente<br />
com pinos cônicos, e devem ser substituídos em<br />
conjunto.<br />
1. Nas válvulas operadas por alavanca, remova o conjunto<br />
da alavanca. Remova os parafusos de cabeça cilíndrica<br />
(21) e as arruelas de travamento (22). Remova o suporte<br />
de montagem (20). Nas válvulas atuadas, desparafuse o<br />
suporte de montagem do corpo e levante o conjunto do<br />
atuador para fora da haste.<br />
AVISO<br />
Observe as posições de montagem antes da remoção.<br />
2. Remova as porcas retentoras das juntas (14) e as arruelas de<br />
travamento (13). Remova o retentor da junta (11), o anel de<br />
retenção antiexpulsão ou o anel partido (10) (dependendo<br />
do tamanho da válvula) e o anel da junta (7).<br />
3. Remova as vedações da haste (8).<br />
!<br />
PRECAUÇÃO<br />
Tenha cuidado para não arranhar a haste ou o orifício da<br />
caixa de empanque.<br />
4. Remova o plugue de montagem (19) e a junta (18).<br />
5. Remova os parafusos (17), o retentor da sede (16) e a<br />
sede (15).<br />
6. Gire o disco até a posição de abertura completa e remova as<br />
soldasdepontonaextremidademaiordospinoscônicos(4).<br />
!<br />
PRECAUÇÃO<br />
Tenha cuidado para apoiar a válvula de modo que as<br />
superfícies do disco não sofram arranhões.<br />
Os tamanhos de broca para remover as soldas de ponto são<br />
indicadosnaTabela 3 na página 6.Useumapunçãocentral<br />
para marcar o centro das soldas de ponto antes de perfurar.<br />
7. Coloque a válvula na posição fechada, com a face plana<br />
do disco para cima. Apoie o disco e o corpo em blocos de<br />
madeira para proteger as superfícies do disco e do corpo.<br />
O disco ficará na posição parcialmente aberta.<br />
8. Remova os pinos cônicos (4) usando uma vareta ou faça<br />
uma punção do lado menor do pino (oposto à solda de<br />
ponto). Para executar esta ação, pode ser necessário erguer<br />
o corpo e girar o disco ligeiramente. Certifique-se de que<br />
o disco esteja apoiado no bloco de madeira, pois ele irá<br />
balançar livremente na haste com os pinos removidos.<br />
5
6<br />
Quando os pinos (4) forem removidos, deite o corpo de<br />
modo que o disco e o corpo fiquem igualmente apoiados<br />
sobre uma superfície plana.<br />
9. Usando uma barra de bronze ou uma punção de montagem,<br />
afrouxe a haste (3) e remova-a do corpo. Depois de<br />
um serviço longo ou exigente, isso poderá requerer uma<br />
força considerável. Tenha cuidado para não danificar os<br />
rolamentos, os espaçadores ou o corpo.<br />
!<br />
PRECAUÇÃO<br />
Tenha cuidado para não danificar os rolamentos, os<br />
espaçadores ou o corpo.<br />
Os espaçadores dos discos (5) são usados no topo e na<br />
base do disco para posicionar adequadamente o disco no<br />
corpo. Os espaçadores apropriados foram selecionados na<br />
montagem inicial e raramente requerem substituições. A<br />
localização desses espaçadores deve ser observada, e os<br />
espaçadores marcados na desmontagem para que sejam<br />
reinstalados nas mesmas posições, no topo e na base.<br />
10. Separe o corpo do disco e remova a arruela de pressão (9)<br />
do orifício de vedação.<br />
11. Examine os rolamentos da haste (6) quanto ao desgaste<br />
excessivo. Se removido do corpo,<br />
AVISO<br />
Observe a posição e faça marcas para reinstalar no<br />
mesmo local.<br />
A substituição raramente é necessária; porém, se o revestimento<br />
do rolamento estiver gasto até a carcaça, ou se<br />
houver danos graves evidentes, os rolamentos deverão<br />
ser substituídos.<br />
12. Limpeocorpocuidadosamentepararemovertodaasujeira,<br />
materiais estranhos, ferrugem, etc.<br />
13. Coloque o corpo (1) em posição plana, com o retentor da<br />
sede voltado para cima, e apoie-o sobre blocos de madeira,<br />
emposiçãosuficientementeacimadasuperfíciedetrabalho<br />
para facilitar a inserção do disco (2) na posição aberta.<br />
Abaixe o disco até a posição, alinhando os orifícios do<br />
corpo e do disco.<br />
14. Insira a nova haste (3) no corpo (1) com a extremidade<br />
maior dos orifícios dos pinos cônicos voltada para cima.<br />
Monte os espaçadores de disco (5) conforme a haste (3) é<br />
inserida, certificando-se de que os espaçadores retornem<br />
aos locais originais marcados.<br />
15. Alinhe os orifícios dos pinos cônicos no disco e na haste e<br />
instale os pinos cônicos (4). Empurre os pinos para dentro<br />
apertandobemcomumavaretaoupunção,efaçaumasolda<br />
de ponto para cada pino (4) no disco (2) na extremidade<br />
maior do pino.<br />
<strong>Bray</strong>/<strong>McCannalok</strong><br />
Instruções de Operações e Manutenção<br />
16. Instale a nova junta (18) no plugue de montagem (19) e<br />
instale o plugue no corpo.<br />
17. Instale as novas vedações da haste, seguindo as instruções<br />
na seção "Substituição da vedação da haste". (consulte a<br />
pág. 4)<br />
18. Instale a nova sede, seguindo as instruções na seção "Substituição<br />
da sede". (consulte a pág. 4)<br />
19. Remonte o conjunto da alavanca ou do atuador e faça a<br />
válvula funcionar diversas vezes para verificar a operação<br />
apropriada. Examine o disco e a sede quanto a danos antes<br />
de reinstalar na linha.<br />
TABELA 3<br />
TAMANHO DE BROCA PARA REMOVER A SOLDA DE<br />
PONTO - Pol. (mm)<br />
Tamanho<br />
da<br />
válvula<br />
Classe<br />
Pol.<br />
(mm)<br />
150 300 600<br />
2,5 0,234 15 / 64 0,234 15 / 64<br />
(65) (5,943) (5,943)<br />
3 0,234 15 / 64 0,234 15 / 64 0,250 1 / 4<br />
(80) (5,943) (5,943) (6,350)<br />
4 0,234 15 / 64 0,234 15 / 64 0,289 9 / 32<br />
(100) (5,943) (5,943) (7,340)<br />
6 0,234 15 / 64 0,234 15 / 64 0,341 1 -1 / 32<br />
(150) (5,943) (5,943) (8,661)<br />
8 0,234 15 / 64 0,234 15 / 64 0,591 19 / 32<br />
(200) (5,943) (5,943) (15,011)<br />
10 0,234 15 / 64 0,234 15 / 64 0,706 45 / 64<br />
(250) (5,943) (5,943) (17,932)<br />
12 0,234 15 / 64 0,234 15 / 64 0,706 45 / 64<br />
(300) (5,943) (5,943) (17,932)<br />
14 0,234 15 / 64 0,234 15 / 64 0,706 45 / 64<br />
(350) (5,943) (5,943) (17,932)<br />
16 0,591 19 / 32 0,234 15 / 64 1,032 1 -1 / 32<br />
(400) (15,011) (5,943) (26,212)<br />
18 0,706 45 / 64 0,706 45 / 64 1,032 1 -1 / 32<br />
(450) (17,932) (17,932) (26,212)<br />
20 1,241 1-1/4<br />
(500) (31,521)<br />
24 0,706 45/64 1,032 1-1/32<br />
(600) (17,932) (26,212)<br />
30 1,033 1-1/32 1,241 1-1/4<br />
(750) (26,238) (31,521)<br />
32 1,033 1-1/32<br />
(800) (26,238)<br />
36 1,033 1-1/32 1,241 1-1/4<br />
(900) (26,238) (31,521)<br />
40 1,241 1-1/4 1,521 1-17/32<br />
(1000) (31,521) (38,633)<br />
42 1,241 1-1/4 1,521 1-17/32<br />
(1050) (31,521) (38,633)<br />
44 1,521 1-17/32<br />
(1100) (38,633)<br />
48 1,241 1-1/4 1,521 1-17/32<br />
(1200) (31,521) (38,633)<br />
54 1,521 1-17/32<br />
(1350) (38,633)<br />
60 1,521 1-17/32<br />
(1500) (38,633)
Nº DESCRIÇÃO<br />
1. CORPO<br />
2. DISCO<br />
3. HASTE<br />
4. PINO CÔNICO<br />
5. ESPAÇADOR DE DISCO<br />
6. CONJUNTO DE ROLAMENTOS<br />
7. ANEL DA JUNTA<br />
8. VEDAÇÃO DA HASTE<br />
9. ARRUELA DE PRESSÃO<br />
10. ANEL DE RETENÇÃO<br />
11. RETENTOR DA JUNTA<br />
12. PINO<br />
13. ARRUELA DA TRAVAMENTO<br />
14. PORCA HEXAGONAL<br />
15. CONJUNTO DA SEDE<br />
16. PLACA RETENTORA DA SEDE<br />
17. PARAFUSO<br />
18. JUNTA DO O-RING<br />
19. PLUGUE DE MONTAGEM<br />
20. SUPORTE DE MONTAGEM<br />
21. PARAFUSO<br />
22. ARRUELA DE TRAVAMENTO<br />
16<br />
17<br />
15<br />
<strong>Bray</strong>/<strong>McCannalok</strong><br />
Instruções de Operações e Manutenção<br />
2<br />
4<br />
3<br />
5<br />
5<br />
21<br />
22<br />
11<br />
14<br />
13<br />
12<br />
10<br />
7<br />
8<br />
9<br />
6<br />
6<br />
18<br />
19<br />
20<br />
1<br />
7
1. A válvula <strong>Bray</strong>/<strong>McCannalok</strong> protegida contra fogo<br />
proporcionará uma vedação segura contra fogo com o<br />
fluxo em qualquer direção, cumprindo os critérios API<br />
607 e British Standard 6755 parte 2, bem como uma<br />
vedação estanque em qualquer direção em serviços<br />
normais. Entretanto, a instalação com o retentor da sede<br />
a montante oferece proteção máxima à sede macia e<br />
aumenta a vida útil da sede, especialmente nos serviços<br />
erosivos.<br />
2. As informações sobre os aparafusamentos de instalação e<br />
os dados dimensionais fornecidos para as válvulas <strong>Bray</strong>/<br />
<strong>McCannalok</strong> padrão também se aplicam às versões protegidas<br />
contra fogo.<br />
Substituição da sede<br />
1. Com o disco na posição fechada, remova a válvula da linha.<br />
8<br />
ADVERTÊNCIA<br />
Verifique se a linha está despressurizada antes da remoção.<br />
2. Deite a válvula com o disco na posição fechada e o lado do retentor<br />
da sede voltado para cima.<br />
3. Remova os parafusos de cabeça cilíndrica, o retentor da sede, a sede<br />
metálica protegida contra fogo, as juntas e a sede macia.<br />
4. Remova com cuidado as juntas de grafite da sede metálica. Não curve<br />
nem dobre a sede metálica. Todos os vestígios das juntas antigas<br />
devem ser removidos.<br />
5. Limpe as superfícies do retentor da sede e do corpo para remover o<br />
material aderido de juntas, a corrosão ou qualquer outra substância<br />
estranha. Examine as superfícies da base do disco quanto a danos e<br />
examine a superfície da base da sede metálica quanto a desgastes ou<br />
danos. Substitua se danificados.<br />
6. Coloque a nova sede no disco, centralizando cuidadosamente no recesso<br />
do corpo.<br />
7. Coloque a nova junta de grafite no corpo. Posicione a sede<br />
metálica sobre o disco, com o ressalto voltado para fora, por<br />
cima da sede de polímero. Coloque outra junta de grafite no<br />
topo da sede metálica. As juntas de grafite podem ser primeiramente<br />
acopladas à sede metálica para simplificar a montagem.<br />
Aplique um adesivo em spray adequado, como o adesivo<br />
de uso geral Super 77 da 3M ou semelhante, em 3 ou 4 locais<br />
nos dois lados da sede metálica, para prender as juntas na posição.<br />
PRECAUÇÃO<br />
Manuseie as juntas com cuidado, pois elas são muito finas<br />
e se rasgam ou se arranham com facilidade.<br />
8. Alinhe os orifícios do retentor da sede com os orifícios do corpo e da sede, e coloque<br />
com cuidado o retentor da sede na posição, por cima da sede.<br />
PRECAUÇÃO<br />
Tenha cuidado para que a sede não se mova quando o retentor for instalado.<br />
<strong>Bray</strong>/<strong>McCannalok</strong><br />
Instruções de Operações e Manutenção<br />
Instruções especiais para a instalação das válvulas <strong>Bray</strong>/<strong>McCannalok</strong> protegidas contra fogo<br />
!<br />
!<br />
!<br />
Substituição da vedação da haste<br />
O procedimento de substituição da página 4 também se aplica<br />
às válvulas protegidas contra fogo, com as seguintes exceções:<br />
1. São utilizadas vedações de haste em grafite nas válvulas<br />
protegidas contra fogo. A disposição dos dois tipos de vedações<br />
de haste quando instaladas é: vedação do fundo<br />
- anel trançado de fibra de carbono; vedações centrais -<br />
anéis de grafite; vedação do topo - anel trançado de fibra<br />
de carbono.<br />
2. A Tabela 4 mostra as quantidades de vedações de haste<br />
para as válvulas das classes 150 e 300.<br />
TABELA 4<br />
NÚMERO TOTAL DE VEDAÇÕES DE HASTE<br />
Tamanho<br />
da válvula Classe<br />
Pol. (mm)<br />
150<br />
Material<br />
CF / G<br />
Classe<br />
300<br />
2,5 (65) 4 2 / 2 4 2 / 2<br />
Material<br />
CF / G<br />
3 (80) 4 2 / 2 4 2 / 2<br />
4 (100) 4 2 / 2 4 2 / 2<br />
5 (125) 4 2 / 2 4 2 / 2<br />
6 (150) 4 2 / 2 4 2 / 2<br />
8 (200) 5 2 / 3 5 2 / 3<br />
10 (250) 5 2 / 3 5 2 / 3<br />
12 (300) 5 2 / 3 5 2 / 3<br />
14 (350) 6 2 / 4 8 2 / 6<br />
16 (400) 6 2 / 4 9 2 / 7<br />
18 (450) 9 2 / 7 9 2 / 7<br />
20 (500) 9 2 / 7 9 2 / 7<br />
24 (600) 10 2 / 8 8 2 / 6<br />
CF = fibra de carbono G = grafite formado<br />
Classe<br />
600<br />
VERSÃO<br />
NÃO<br />
PROTEGIDA<br />
CONTRA<br />
FOGO<br />
TORQUE DA PORCA DA<br />
JUNTA -<br />
In-lbf (Kg-Nm)<br />
Tamanho da<br />
válvula<br />
Pol. (mm)<br />
Classe<br />
150<br />
Classe<br />
300<br />
2,5 (65) 35 (4) 45 (5)<br />
3 (80) 35 (4) 45 (5)<br />
4 (100) 35 (4) 45 (5)<br />
5 (125) 45 (5) 65 (7)<br />
6 (150) 45 (5) 65 (7)<br />
8 (200) 45 (5) 80 (9)<br />
10 (250) 65 (7) 100 (11)<br />
12 (300) 65 (7) 100 (11)<br />
14 (350) 80 (9) 125 (14)<br />
16 (400) 100 (11) 150 (17)<br />
18 (450) 100 (11) 150 (17)<br />
20 (500) 100 (11) 150 (17)<br />
24 (600) 150 (17) 200 (23)
Lubrifique ligeiramente as roscas dos parafusos da tampa e<br />
aperte-os igualmente em um padrão cruzado para garantir a<br />
centralização adequada e uma compressão uniforme. Ajuste<br />
o torque dos parafusos até os valores fornecidos na Tabela<br />
2 (pág. 5).<br />
9. Lubrifique a borda do disco com um spray de bissulfeto de<br />
molibdênio ou um lubrificante semelhante, se disponível.<br />
No mínimo, lubrifique a borda do disco com óleo leve para<br />
máquinas ou uma graxa leve. Opere a válvula diversas vezes<br />
e examine a sede quanto a danos antes de reinstalá-la na<br />
linha.<br />
Substituição da haste e do disco<br />
Os mesmos procedimentos se aplicam às válvulas protegidas<br />
contra fogo e às válvulas padrão, com o acréscimo<br />
dos requisitos especiais para a substituição da vedação<br />
da haste e da sede.<br />
Ajustes de campo - Todas as válvulas<br />
Vazamento na vedação da haste - Caso ocorra vazamento<br />
nas vedações da haste, ele poderá ser estancado com o<br />
reaperto das porcas de retenção da junta até os valores<br />
especificados nas Tabelas 2 (pág. 5) ou 4 (pág. 8).<br />
AVISO<br />
Não aperte excessivamente as porcas das<br />
juntas, pois isso poderá causar um aumento no<br />
torque operacional e a operação ou fechamento<br />
inapropriados da válvula.<br />
Se o vazamento não puder ser estancado com esta ação,<br />
as vedações da haste precisarão ser substituídas.<br />
Ajuste do fechamento da válvula - As válvulas com atuadores<br />
de engrenagem ou atuadores elétricos/pneumáticos<br />
podem requerer ajustes dos limitadores de curso do<br />
atuador para fechar a válvula apropriadamente com vedação<br />
completa. O procedimento a seguir deve ser obedecido<br />
para se estabelecer os limites de curso. (A válvula<br />
deve ser removida da linha para este procedimento e<br />
para a montagem do atuador.)<br />
1. Usando uma régua e um paquímetro ou um calibrador<br />
de profundidade, meça as distâncias da face do<br />
retentor da sede até a face do disco (com a válvula<br />
fechada) nas posições de 3 horas e 9 horas (a haste<br />
está na posição de 12 horas). As medições devem<br />
concordar em 1/16" (0,062").<br />
2. Se elas não concordarem, o disco deverá ser girado<br />
na direção da dimensão maior. Se a dimensão das<br />
<strong>Bray</strong>/<strong>McCannalok</strong><br />
Instruções de Operações e Manutenção<br />
3 horas for maior, o disco não está completamente<br />
fechado e deverá ser girado um pouco mais na direção<br />
de fechamento. Se a dimensão das 9 horas for<br />
maior, o disco está excessivamente fechado e deverá<br />
ser ligeiramente aberto.<br />
3. O disco da válvula está na posição de abertura completa<br />
quando o disco fica perpendicular ao corpo.<br />
Coloque o limitador do atuador "aberto" nesta posição.<br />
!<br />
PRECAUÇÃO<br />
Não deixe a válvula excessivamente aberta,<br />
pois isso poderá danificar as superfícies de assentamento<br />
do disco atingindo o corpo ou a<br />
tubulação acoplada.<br />
4. Nos operadores de engrenagem, afrouxe e ajuste o<br />
parafuso do limitador de fechamento para permitir o<br />
posicionamento apropriado do disco. Ajuste e trave<br />
quando o fechamento do disco estiver dentro da tolerância<br />
medida no passo 1. Abra e feche a válvula;<br />
verifique as medições antes de reinstalá-la na linha.<br />
AVISO<br />
O ajuste do limitador de curso de fechamento<br />
do dispositivo de atuação é importante.<br />
Aválvula possui um limitador de curso interno<br />
para garantir que o disco da válvula não fique<br />
excessivamente fechado.<br />
Para garantir que o limitador de curso da válvula<br />
não seja danificado, o parafuso limitador<br />
de curso de fechamento do atuador deve estar<br />
em uma posição um pouco anterior aos contatos<br />
do disco da válvula cujo curso limita.<br />
5. Para outros atuadores motorizados, consulte as instruções<br />
do fabricante quanto ao ajuste dos limitadores<br />
de curso, pois eles podem variar conforme o<br />
modelo e tipo de atuador.<br />
6. Caso não seja prático remover a válvula da linha,<br />
uma solução grosseira é colocar o disco na sede em<br />
uma posição que sirva de referência para os ajustes<br />
dos limitadores de curso e de vazamento.<br />
9
R<br />
CONTROLS<br />
Uma divisão da BRAY INTERNATIONAL, Inc.<br />
13333 Westland East Blvd. Houston, Texas 77041<br />
01-281/894-5454 FAX 01-281/894-9499 www.bray.com<br />
<strong>Bray</strong> ® é uma marca registrada da BRAY INTERNATIONAL, Inc.<br />
© 2010 <strong>Bray</strong> International. Todos os direitos reservados. OM-40-001 07-2010