LTU-YTH-EX--03/09--SE - Luleå tekniska universitet
LTU-YTH-EX--03/09--SE - Luleå tekniska universitet
LTU-YTH-EX--03/09--SE - Luleå tekniska universitet

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Manipulator för rundsvets av kranpelare<br />
2.1. Rundsvetsning med MAG<br />
Examensarbete <strong>YTH</strong><br />
Version 1.3 20<strong>03</strong>-12-08<br />
Sidan 6 av 23<br />
Att svetsa runt ett horisontellt orienterat cylindriskt objekt kan ske på två sätt. Endera<br />
står objektet stilla och svetsningen sker i olika lägen runt om periferin. Detta<br />
ställer stora krav på svetsaren för att ett gott svetsresultat ska erhållas och är knappast<br />
något alternativ vid mekaniserad svetsning. En maskin saknar helt enkelt den<br />
mänskliga förmågan att ”känna” ett gott svetsresultat.<br />
Det andra alternativet är att objektet roteras, medan svetspistolen står stilla.<br />
Denna metod är den i huvudsak gällande vid automatiserad svetsning. Dock har<br />
svetspistolens inställningsvinkel stor inverkan på resultatet, större än vid svetsning<br />
i horisontellt läge.<br />
2.1.1. Specifikt för aktuell svetsoperation<br />
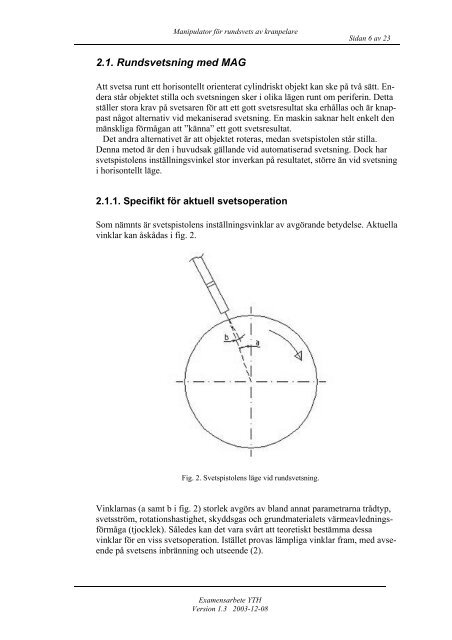
Som nämnts är svetspistolens inställningsvinklar av avgörande betydelse. Aktuella<br />
vinklar kan åskådas i fig. 2.<br />
Fig. 2. Svetspistolens läge vid rundsvetsning.<br />
Vinklarnas (a samt b i fig. 2) storlek avgörs av bland annat parametrarna trådtyp,<br />
svetsström, rotationshastighet, skyddsgas och grundmaterialets värmeavledningsförmåga<br />
(tjocklek). Således kan det vara svårt att teoretiskt bestämma dessa<br />
vinklar för en viss svetsoperation. Istället provas lämpliga vinklar fram, med avseende<br />
på svetsens inbränning och utseende (2).