MW/TT 1700/2200/2500/3000/4000/5000 - Axson Teknik AB
MW/TT 1700/2200/2500/3000/4000/5000 - Axson Teknik AB
MW/TT 1700/2200/2500/3000/4000/5000 - Axson Teknik AB

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
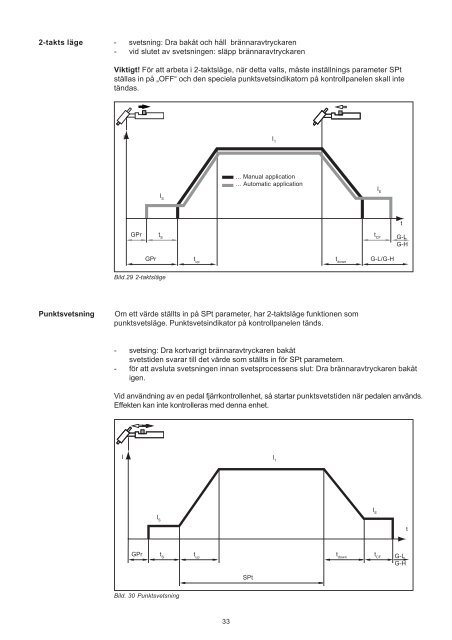
2-takts läge - svetsning: Dra bakåt och håll brännaravtryckaren<br />
- vid slutet av svetsningen: släpp brännaravtryckaren<br />
Viktigt! För att arbeta i 2-taktsläge, när detta valts, måste inställnings parameter SPt<br />
ställas in på „OFF“ och den speciela punktsvetsindikatorn på kontrollpanelen skall inte<br />
tändas.<br />
I<br />
Bild.29 2-taktsläge<br />
Punktsvetsning Om ett värde ställts in på SPt parameter, har 2-taktsläge funktionen som<br />
punktsvetsläge. Punktsvetsindikator på kontrollpanelen tänds.<br />
- svetsing: Dra kortvarigt brännaravtryckaren bakåt<br />
svetstiden svarar till det värde som ställts in för SPt parametern.<br />
- för att avsluta svetsningen innan svetsprocessens slut: Dra brännaravtryckaren bakåt<br />
igen.<br />
Vid användning av en pedal fjärrkontrollenhet, så startar punktsvetstiden när pedalen används.<br />
Effekten kan inte kontrolleras med denna enhet.<br />
I<br />
I S<br />
GPr tS tCF G-L<br />
G-H<br />
GPr t up t down<br />
I S<br />
33<br />
I 1<br />
... Manual application<br />
... Automatic application<br />
GPr t t t S<br />
up down<br />
Bild. 30 Punktsvetsning<br />
SPt<br />
I 1<br />
I E<br />
G-L/G-H<br />
I E<br />
t CF<br />
t<br />
t<br />
G-L<br />
G-H