


You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
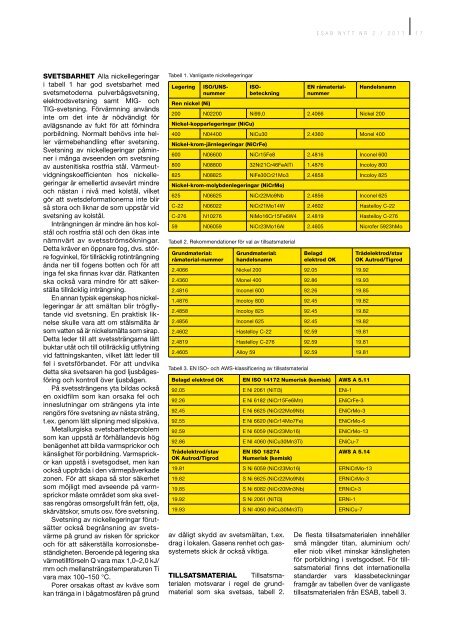
esab nytt nr 2 / 2011 17Svetsbarhet Alla nickellegeringari tabell 1 har god svetsbarhet medsvetsmetoderna pulverbågsvetsning,elektrodsvetsning samt MIG- ochTIG-svetsning. Förvärmning användsinte om det inte är nödvändigt föravlägsnande av fukt för att förhindraporbildning. Normalt behövs inte hellervärmebehandling efter svetsning.Svetsning av nickellegeringar påminneri många avseenden om svetsningav austenitiska rostfria stål. Värmeutvidgningskoefficientenhos nickellegeringarär emellertid avsevärt mindreoch nästan i nivå med kolstål, vilketgör att svetsdeformationerna inte blirså stora och liknar de som uppstår vidsvetsning av kolstål.Inträngningen är mindre än hos kolståloch rostfria stål och den ökas intenämnvärt av svetsströmsökningar.Detta kräver en öppnare fog, dvs. störrefogvinkel, för tillräcklig rotinträngningända ner till fogens botten och för attinga fel ska finnas kvar där. Rätkantenska också vara mindre för att säkerställatillräcklig inträngning.En annan typisk egenskap hos nickellegeringarär att smältan blir trögflytandevid svetsning. En praktisk liknelseskulle vara att om stålsmälta ärsom vatten så är nickelsmälta som sirap.Detta leder till att svetssträngarna lättbuktar utåt och till otillräcklig utflytningvid fattningskanten, vilket lätt leder tillfel i svetsförbandet. För att undvikadetta ska svetsaren ha god ljusbågesföringoch kontroll över ljusbågen.På svetssträngens yta bildas ocksåen oxidfilm som kan orsaka fel ochinneslutningar om strängens yta interengörs före svetsning av nästa sträng,t.ex. genom lätt slipning med slipskiva.Metallurgiska svetsbarhetsproblemsom kan uppstå är förhållandevis högbenägenhet att bilda varmsprickor ochkänslighet för porbildning. Varmsprickorkan uppstå i svetsgodset, men kanockså uppträda i den värmepåverkadezonen. För att skapa så stor säkerhetsom möjligt med avseende på varmsprickormåste området som ska svetsasrengöras omsorgsfullt från fett, olja,skärvätskor, smuts osv. före svetsning.Svetsning av nickellegeringar förutsätterockså begränsning av svetsvärmepå grund av risken för sprickoroch för att säkerställa korrosionsbeständigheten.Beroende på legering skavärmetillförseln Q vara max 1,0–2,0 kJ/mm och mellansträngstemperaturen Tivara max 100–150 °C.Porer orsakas oftast av kväve somkan tränga in i bågatmosfären på grundTabell 1. Vanligaste nickellegeringarLegeringISO/UNSnum<strong>mer</strong>ISObeteckningav dåligt skydd av svetsmältan, t.ex.drag i lokalen. Gasens renhet och gassystemetsskick är också viktiga.Tillsatsmaterial Tillsatsmaterialenmotsvarar i regel de grundmaterialsom ska svetsas, tabell 2.EN råmaterialnum<strong>mer</strong>HandelsnamnRen nickel (Ni)200 N02200 Ni99,0 2.4066 Nickel 200Nickel-kopparlegeringar (NiCu)400 N04400 NiCu30 2.4360 Monel 400Nickel-krom-järnlegeringar (NiCrFe)600 N06600 NiCr15Fe8 2.4816 Inconel 600800 N08800 32Ni21Cr46FeAlTi 1.4876 Incoloy 800825 N08825 NiFe30Cr21Mo3 2.4858 Incoloy 825Nickel-krom-molybdenlegeringar (NiCrMo)625 N06625 NiCr22Mo9Nb 2.4856 Inconel 625C-22 N06022 NiCr21Mo14W 2.4602 Hastelloy C-22C-276 N10276 NiMo16Cr15Fe6W4 2.4819 Hastelloy C-27659 N06059 NiCr23Mo16Al 2.4605 Nicrofer 5923hMoTabell 2. Rekommendationer för val av tillsatsmaterialGrundmaterial:råmaterial-num<strong>mer</strong>Grundmaterial:handelsnamnTabell 3. EN ISO- och AWS-klassificering av tillsatsmaterialBelagdelektrod OK2.4066 Nickel 200 92.05 19.922.4360 Monel 400 92.86 19.932.4816 Inconel 600 92.26 19.851.4876 Incoloy 800 92.45 19.822.4858 Incoloy 825 92.45 19.822.4856 Inconel 625 92.45 19.822.4602 Hastelloy C-22 92.59 19.812.4819 Hastelloy C-276 92.59 19.812.4605 Alloy 59 92.59 19.81Belagd elektrod OK EN ISO 14172 Nu<strong>mer</strong>isk (kemisk) AWS A 5.1192.05 E Ni 2061 (NiTi3) ENi-192.26 E Ni 6182 (NiCr15Fe6Mn) ENiCrFe-392.45 E Ni 6625 (NiCr22Mo9Nb) ENiCrMo-392.55 E Ni 6620 (NiCr14Mo7Fe) ENiCrMo-692.59 E Ni 6059 (NiCr23Mo16) ENiCrMo-1392.86 E NI 4060 (NiCu30Mn3Ti) ENiCu-7Trådelektrod/stavOK Autrod/TigrodEN ISO 18274Nu<strong>mer</strong>isk (kemisk)Trådelektrod/stavOK Autrod/TigrodAWS A 5.1419.81 S Ni 6059 (NiCr23Mo16) ERNiCrMo-1319.82 S Ni 6625 (NiCr22Mo9Nb) ERNiCrMo-319.85 S Ni 6082 (NiCr20Mn3Nb) ERNiCr-319.92 S Ni 2061 (NiTi3) ERNi-119.93 S NI 4060 (NiCu30Mn3Ti) ERNiCu-7De flesta tillsatsmaterialen innehållersmå mängder titan, aluminium och/eller niob vilket minskar känslighetenför porbildning i svetsgodset. För tillsatsmaterialfinns det internationellastandarder vars klassbeteckningarframgår av tabellen över de vanligastetillsatsmaterialen från ESAB, tabell 3.













