


You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
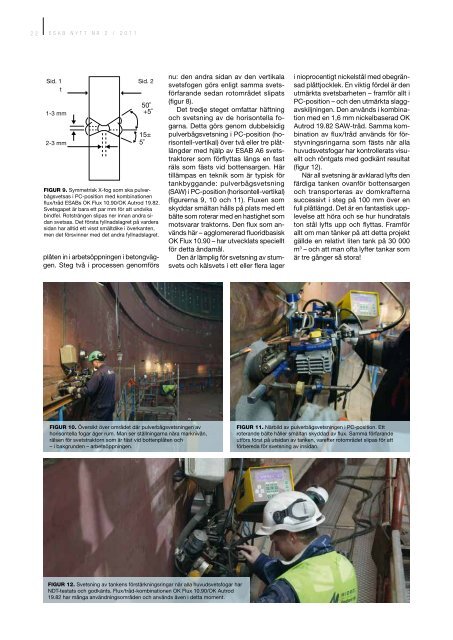
22 esab nytt nr 2 / 2011Sid. 1 Sid. 2t1-3 mm2-3 mm50˚+5˚15±5˚Figur 9. Symmetrisk X-fog som ska pulverbågsvetsasi PC-position med kombinationenflux/tråd ESABs OK Flux 10.90/OK Autrod 19.82.Svetsgapet är bara ett par mm för att undvikabindfel. Rotsträngen slipas ner innan andra sidansvetsas. Det första fyllnadslagret på varderasidan har alltid ett visst smältdike i överkanten,men det försvinner med det andra fyllnadslagret.plåten in i arbetsöppningen i betongväggen.Steg två i processen genomförsnu: den andra sidan av den vertikalasvetsfogen görs enligt samma svetsförfarandesedan rotområdet slipats(figur 8).Det tredje steget omfattar häftningoch svetsning av de horisontella fogarna.Detta görs genom dubbelsidigpulverbågsvetsning i PC-position (horisontell-vertikal)över två eller tre plåtlängdermed hjälp av ESAB A6 svetstraktorersom förflyttas längs en fasträls som fästs vid bottensargen. Härtillämpas en teknik som är typisk förtankbyggande: pulverbågsvetsning(SAW) i PC-position (horisontell-vertikal)(figurerna 9, 10 och 11). Fluxen somskyddar smältan hålls på plats med ettbälte som roterar med en hastighet sommotsvarar traktorns. Den flux som användshär – agglo<strong>mer</strong>erad fluoridbasiskOK Flux 10.90 – har utvecklats specielltför detta ändamål.Den är lämplig för svetsning av stumsvetsoch kälsvets i ett eller flera lageri nioprocentigt nickelstål med obegränsadplåttjocklek. En viktig fördel är denutmärkta svetsbarheten – framför allt iPC-position – och den utmärkta slaggavskiljningen.Den används i kombinationmed en 1,6 mm nickelbaserad OKAutrod 19.82 SAW-tråd. Samma kombinationav flux/tråd används för förstyvningsringarnasom fästs när allahuvudsvetsfogar har kontrollerats visuelltoch röntgats med godkänt resultat(figur 12).När all svetsning är avklarad lyfts denfärdiga tanken ovanför bottensargenoch transporteras av domkrafternasuccessivt i steg på 100 mm över enfull plåtlängd. Det är en fantastisk upplevelseatt höra och se hur hundratalston stål lyfts upp och flyttas. Framförallt om man tänker på att detta projektgällde en relativt liten tank på 30 000m 3 – och att man ofta lyfter tankar somär tre gånger så stora!Figur 10. Översikt över området där pulverbågsvetsningen avhorisontella fogar äger rum. Man ser ställningarna nära marknivån,rälsen för svetstraktorn som är fäst vid bottenplåten och– i bakgrunden – arbetsöppningen.Figur 11. Närbild av pulverbågsvetsningen i PC-position. Ettroterande bälte håller smältan skyddad av flux. Samma förfarandeutförs först på utsidan av tanken, varefter rotområdet slipas för attförbereda för svetsning av insidan.Figur 12. Svetsning av tankens förstärkningsringar när alla huvudsvetsfogar harNDT-testats och godkänts. Flux/tråd-kombinationen OK Flux 10.90/OK Autrod19.82 har många användningsområden och används även i detta moment.













