
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
平<br />
成<br />
21 年度<br />
火力<br />
関<br />
係設 備効率<br />
化技 術調査報告書 (1/2) 平成<br />
22 年3<br />
月 財団法人 発電設備技術<br />
検査<br />
協<br />
会<br />
平成 21 年度<br />
<strong>火力関係設備効率化技術調査</strong><br />
報告書(1/2)<br />
平成 22 年3月<br />
財団法人 発電設備技術検査協会
本資料は、財団法人発電設備技術検査協会が国の委託を受けて実施した「火力関係設<br />
備効率化技術調査」の報告書です。<br />
従って、この資料の複製、転載、引用等には、<strong>経済産業省</strong>原子力安全・保安院 電力安<br />
全課の承認が必要です。
報告書(1/2)<br />
目 次<br />
Ⅰ.はじめに ·············································································································· 1<br />
1. 背景及び目的 ·································································································· 1<br />
2. 調査内容 ·········································································································· 2<br />
3. 平成 21 年度の実施工程 ················································································ 5<br />
4. 平成 21 年度の実施体制 ················································································ 5<br />
Ⅱ.平成 21 年度までの調査結果 ············································································· 15<br />
1. 高温・高圧条件下における新技術、新材料等に関する調査 ···················· 17<br />
1.1 材料特性データ調査 ················································································· 22<br />
1.1.1 発電用火力設備におけるクリープ強度に関する調査 ····················· 24<br />
1.1.2 発電用火力設備における疲労強度等に関する調査 ························· 48<br />
1.1.3 新規材料の適用における考慮すべき項目の調査 ····························· 65<br />
1.2 溶接に係る技術及び検査・補修等に関する調査 ·································· 75<br />
1.2.1 火力関係設備に関する調査 ································································ 75<br />
1.2.2 溶接及び検査・補修等に関する調査 ················································· 124<br />
1.2.3 溶接部、配管等の強度低下に関する調査 ········································· 153<br />
2. 規格基準に関する調査 ·················································································· 178<br />
2.1 技術基準に関する調査 ············································································· 178<br />
2.1.1 損傷モードの調査 ················································································ 178<br />
2.1.2 損傷モードに基づく性能要求の調査 ················································· 227<br />
2.2 設計・建設の技術基準の解釈に関する調査 ·········································· 244<br />
2.2.1 技術基準に対応した技術要素及び技術的要件の調査 ····················· 224<br />
2.2.2 仕様規定の調査 ···················································································· 258<br />
2.2.2.1 仕様規定(材料)構成の調査 ······················································· 292<br />
2.2.2.2 候補材の調査 ··················································································· 311<br />
2.2.2.3 材料に関する規定の調査 ······························································· 344<br />
2.2.2.4 仕様規定(構造)構成の調査 ······················································· 350<br />
2.2.2.5 設計マージンの調査 ······································································· 369<br />
2.2.2.6 高温機器設計方法の調査 ······························································· 375<br />
2.2.2.7 仕様規定(溶接)構成の調査 ······················································· 445<br />
2.2.2.8 製作技術の調査 ··············································································· 480<br />
2.2.2.9 溶接の施工方法に関する規定の調査 ············································ 538<br />
2.2.2.10 製作に関する設計係数の調査 ······················································· 610<br />
2.2.2.11 試験検査方法に関する規定の調査 ················································ 614<br />
2.2.2.12 耐圧試験等に関する調査 ······························································· 650<br />
2.2.2.12.1 耐圧試験圧力の調査 ·································································· 650<br />
- i -<br />
- i -
2.2.2.12.2 最終試験(水圧試験)方法の調査 ··········································· 658<br />
2.3 供用期間中の対処に関する調査 ······························································ 661<br />
3. 国際規格等調査 ······························································································ 698<br />
Ⅲ.おわりに ·············································································································· 699<br />
報告書(2/2)<br />
添付資料<br />
添付資料 1 ASME Pressure Vessels & Piping Conference 出席報告 ·················· 添 1-1<br />
添付資料 2 ASME Boiler & Pressure Vessel Standards Committee 出席報告 ···· 添 2-1<br />
添付資料 3 ASME B31 Code for Pressure Piping Standards Committee 出席報告 添 3-1<br />
添付資料 4 EPRI Welding and Fabrication Technology for New Power Plants ··· 添 4-1<br />
出席報告<br />
添付資料 5 EPRI International Conference on Weldments 出席報告 ·················· 添 5-1<br />
添付資料 6 ASME/API Joint Committee on Fitness for Service 出席報告 ········· 添 6-1<br />
添付資料 7 Presentation of RCC-MR Code 2007 for High Temperature ············· 添 7-1<br />
Reactor and ITER Projects : Improvement of The Creep<br />
Fatigue Rules 和訳<br />
添付資料 8 Recent Developments in High Temperature Code 和訳 ················· 添 8-1<br />
参考資料<br />
参考資料 1 平成21 年度の文献抄訳票 ····························································· 参 1-1<br />
参考資料 2 平成21 年度までの<strong>火力関係設備効率化技術調査</strong>結果の概要 ·· 参 2-1<br />
参考資料 3 全体の調査計画 改訂 6 ································································ 参 3-1<br />
附録資料<br />
附録資料 1 クリープ強度データ ······································································· 附 1-1<br />
附録資料 2 疲労強度データ及び材料物性値 ··················································· 附 2-1<br />
- ii -<br />
- ii -
Ⅰ.はじめに<br />
1. 背景及び目的<br />
1973 年の石油危機以降、我が国では石油や天然ガスに比べて、石炭の供給性及び<br />
経済性が比較的安定であることから、石炭火力の積極的な導入が図られて来た。そ<br />
の結果、脱石油の主力となる石炭や天然ガスを燃料とする火力発電設備は総発電設<br />
備容量の約 40%(総発電電力量の約 50%)を占めるに至っており、重要な電源に位<br />
置づけられている。しかしながら、石炭火力は石油火力や天然ガス火力に比べて CO2、<br />
SOX、NOX の排出量が大きいことから、環境に対する負荷が大きい。したがって、<br />
必要となる環境対策設備の所内動力増大を招くなど、他の燃料に比してエネルギー<br />
効率が低かった。他方、1997 年 12 月に開催された気候変動枠組条約第 3 回締結国<br />
会議(COP3)において、CO2 排出抑制に向けた動きは活発化し、火力発電所の建設<br />
に対して一層の高効率発電技術への要求が高まっている。こうした中、我が国の<br />
2030 年までの長期エネルギー技術戦略として技術戦略マップ 2007 が制定され、総<br />
合エネルギー効率の向上及び化石燃料の安定供給の確保と有効かつクリーンな利用<br />
において、先端火力発電システムの開発と成果の導入の促進が不可欠とされた。こ<br />
れらの動きに対応して、設備の効率化に伴う新技術や新材料の開発が行われ、従来<br />
の設備より高温・高圧条件下で運転される設備の基本計画、概念設計が行われて、<br />
設備の導入が行われる見通しである。<br />
このような状況の下、高温・高圧下で運転される設備の保安確保のためには、現<br />
行の技術基準とは異なる視点で技術基準を整備するなど適切な処置を講じる必要が<br />
ある。他方、ボイラー及び圧力容器に関する国際性能規定規格が 2007 年 8 月に制定<br />
され、この性能規定規格では、設備機器に予測される損傷モードを同定の上、損傷<br />
防止の性能規定に基づいて仕様規格が規定されるべきとしている。欧州では、2002<br />
年に施行された欧州圧力設備指令に性能要求が規定され、欧州の仕様規格はこの性<br />
能要求に整合するものとされた。これらの動きを勘案して、現行の技術基準とは異<br />
なる視点として、損傷防止の性能要求で技術基準を整備し、性能要求を満たす技術<br />
要素及び技術的要件に基づく仕様規定(現行とは異なる基準解釈)を整備すること<br />
が規制当局及び設置者等から要望されている。<br />
本調査においては、設備の効率化のために高温・高圧下で使用される新材料の特<br />
性や新技術に関する調査を、当該設備の基本計画、概念設計等を踏まえて行い、保<br />
安確保の観点から性能要求及び仕様要求を検討することを目的とする。<br />
- 1 -<br />
- 1 -
2. 調査内容<br />
平成 21 年度の調査の内容は、前年度までの成果を基に高温・高圧条件の発電用火<br />
力設備に関する基準及び基準解釈について調査すべき事項中の次の項目とする。<br />
2.1 高温・高圧条件下における新技術、新材料等に関する調査<br />
2.1.1 材料特性データ調査<br />
(1) 発電用火力設備におけるクリープ強度に関する調査<br />
高温・高圧用に使用される材料及び溶接部の高温・高圧条件下におけるクリー<br />
プ強度等に関するデータを収集して材料強度の特性を分析する。<br />
(2) 発電用火力設備における疲労強度等に関する調査<br />
高温・高圧用に使用される材料及び溶接部の高温・高圧条件下における疲労強<br />
度、靭性、縦弾性係数及び線膨張率等の材料特性に関するデータを収集して材料<br />
強度の特性を分析する。<br />
2.1.2 溶接に係る技術及び検査・補修等に関する調査<br />
高温・高圧用に使用される材料の溶接技術、検査・補修等に関する調査を行う。<br />
また、高温・高圧条件下における溶接部や配管の強度低下に対応する技術等、そ<br />
の他、必要な事項に関して調査を行う。<br />
(1) 火力関係設備に関する調査<br />
各国のエネルギー利用動向や高効率発電の最近の動向等のうち高温・高圧条件<br />
下の発電用火力設備に対して参考となる事項について調査する。<br />
(2) 溶接及び検査・補修等に関する調査<br />
① 高温・高圧用の材料に適用する溶接方法、溶接設計、溶接材料等を調査する。<br />
② 溶接部に対する機械試験、非破壊試験等の試験検査方法及び判定基準につい<br />
て調査する。<br />
③ 溶接補修方法について、材料に応じた補修方法を調査する。<br />
(3) 溶接部、配管等の強度低下に関する調査<br />
溶接部、配管等の経年劣化による強度低下について、各材料の特性、機器の形<br />
状等に応じた強度等の評価方法を調査し、各経年劣化事象に対する評価手法の妥<br />
当性を確認する。<br />
また、経年劣化による強度低下に係る対策技術に関する調査を行う。<br />
2.2 規格基準に関する調査<br />
新技術、新材料等の調査結果に基づき、高温・高圧条件下の発電用火力設備に<br />
対して新たに整備すべき材料、構造、溶接、試験検査及び耐圧試験に係る保安上<br />
必要な事項を検討した上で、技術基準及び同基準の解釈への反映事項を検討する。<br />
- 2 -<br />
- 2 -
2.2.1 技術基準に関する調査<br />
(1) 損傷モードの調査<br />
高温・高圧条件の発電用火力設備に予測される運転状態、荷重条件及び環境条<br />
件において機器に予測される損傷モードを推定する。<br />
(2) 損傷モードに基づく性能要求の調査<br />
予測される損傷モードによる機器の損傷を防止し、機器の安全が確保されるた<br />
めの性能要求について調査するとともに、具体的な要求事項を調査する。<br />
必要な場合は、設計・建設時と供用期間中の性能要求を区分して調査する。<br />
2.2.2 設計・建設の技術基準の解釈に関する調査<br />
(1) 技術基準に対応した技術要素及び技術的要件の調査<br />
技術基準を満たすために必要な事項を検討し、材料、構造、溶接、試験検査及<br />
び耐圧試験に係る技術基準の解釈に明示する技術要素及び技術的要件を調査する。<br />
(2) 仕様規定の調査<br />
① 仕様規定(材料)構成の調査<br />
技術基準に対応した技術要素及び技術的要件の調査結果に基づき、仕様規定(材<br />
料)の構成を調査するとともに、具体的な要求事項を検討する。これらの材料に<br />
関する仕様規定に附属する材料定数等の種類についても考慮して調査する。<br />
② 候補材の調査<br />
高温・高圧条件の発電用火力設備に適用可能な候補材を調査し、その材料仕様<br />
を検討する。各種の候補材の材料グループについて、材料定数、材料区分及び材<br />
料グループ等について多面的に調査する。<br />
③ 材料に関する規定の調査<br />
材料として規定すべき事項について候補材の材料特性データ調査結果等に基づ<br />
き、材料又は材料グループ毎の具体的な仕様規定について検討する。<br />
④ 仕様規定(構造)構成の調査<br />
技術基準に対応した技術要素及び技術的要件の調査結果に基づき、仕様規定(構<br />
造)の構成を調査するとともに、具体的な要求事項を調査する。これらの構造に<br />
関する仕様規定に附属する詳細強度計算規定等の種類について損傷モードを考慮<br />
して調査する。<br />
⑤ 設計マージンの調査<br />
仕様規定(構造)の強度計算規定の基本となる設計マージンを調査する。なお、<br />
運転条件等に応じた設計マージンの導入の可否についても調査する。<br />
- 3 -<br />
- 3 -
⑥ 高温機器設計方法の調査<br />
関連する圧力機器の設計方法、高温機器設計方法等を調査し、機器に応じた具<br />
体的な仕様規定(構造)について検討する。<br />
⑦ 仕様規定(溶接)構成の調査<br />
技術基準に対応した技術要素及び技術的要件の調査結果に基づき、仕様規定(溶<br />
接)の構成を調査する。これらの溶接に関する仕様規定に附属する特殊工程管理<br />
事項について調査する。<br />
⑧ 製作技術の調査<br />
高温・高圧条件の発電用火力設備に関する製作技術の中の候補材に適用予定の<br />
溶接技術について調査する。また、溶接部の特性を考慮して機器に応じた溶接設<br />
計を調査する。<br />
⑨ 溶接の施工方法に関する規定の調査<br />
候補材に適用予定の溶接方法毎に、その溶接部の特性に影響を及ぼす因子を検<br />
討して、溶接の施工方法に関する確認項目等について調査する。因子毎の特性に<br />
及ぼす影響度に応じた確認項目の変更区分についても調査する。<br />
⑩ 製作に関する設計係数の調査<br />
関連する圧力機器の製作方法、高温機器の製作方法等を調査し、機器に応じた<br />
具体的な仕様規定(構造)に考慮する設計係数を調査する。また、調査した設計<br />
係数の仕様規定への反映について具体的に調査する。<br />
⑪ 試験検査方法に関する規定の調査<br />
高温・高圧条件の発電用火力設備に適用可能な候補材の溶接部に適用する試験<br />
検査方法の種類、試験検査の具体的方法、合格基準、代替試験方法等について調<br />
査する。<br />
⑫ 耐圧試験等に関する調査<br />
a. 耐圧試験圧力の調査<br />
設計マージンに対応した試験圧力の設定、試験圧力の温度補正、複合容器の圧<br />
力設定、過圧防止規定等について調査する。<br />
b. 最終試験(水圧試験)方法の調査<br />
関連する圧力機器の設計方法、高温機器設計方法等を調査し、機器に応じた具<br />
体的な最終試験(水圧試験)方法について調査する。<br />
2.2.3 供用期間中の対処に関する調査<br />
供用期間中において設計・建設時に十分把握しきれない事象に対して柔軟性を<br />
もったものとしたい。供用期間中に対する様々な技術等が公表されていることか<br />
- 4 -<br />
- 4 -
ら、これらの概要調査等を行い、供用期間中に対する対処について必要な概念整<br />
理を行う。<br />
2.3 国際規格等調査<br />
「2.1 高温・高圧条件下における新技術、新材料等に関する調査」及び「2.2 規<br />
格基準に関する調査」に反映するため、国際規格等について調査する。次に調査<br />
する主要な国際規格を示す。<br />
① ASME B&PV Code SecⅠ, Sec.Ⅱ, Sec.Ⅲ, Sec.Ⅷ, PCC<br />
② ASME B31.1<br />
③ API 571, 579<br />
④ EN 12952, 13445<br />
加えて、関連する規格等の作成・改訂に係る情報を入手・検討するため、次の<br />
委員会等に出席する。必要に応じてその他の委員会等にも出席する。<br />
① ASME Pressure Vessels & Piping Conference<br />
② ASME Boiler & Pressure Vessel Standards Committee<br />
③ ASME B31 Code for Pressure Piping Standards Committee<br />
④ EPRI Welding and Fabrication Technology for New Power Plants<br />
⑤ EPRI International Conference on Weldments<br />
⑥ ASME/API Joint Committee on Fitness for Service<br />
3. 平成 21 年度の実施工程<br />
平成21 年度の実施工程を表Ⅰ.3-1 に示す。<br />
4. 平成 21 年度の実施体制<br />
平成21 年の実施体制を図Ⅰ.4-1 に示す。<br />
学識経験者等により組織された委員会において、調査計画、調査方法及び調査結<br />
果等に関する検討を行い、その検討を踏まえて発電設備技術検査協会が実施する。<br />
委員会の下に下記の 2 つの分科会を設け、特に専門的な内容については、各分科<br />
会に委ねる。<br />
材料特性検討分科会の下に収集データを分析する下記の 2 つの作業会を設ける。<br />
(1) 材料特性検討分科会<br />
① 許容応力等検討作業会<br />
② 材料特性等検討作業会<br />
(2) 規格基準調査分科会<br />
平成21 年度の委員会、分科会及び作業会の委員等の名簿を表Ⅰ.4-1 に示す。<br />
- 5 -<br />
- 5 -
表Ⅰ.3-1 平成21 年度火力発電設備効率化技術調査 実施工程<br />
平成 21 年度<br />
項 目<br />
上 期 下 期<br />
2.1 高温・高圧条件下における新技術、新<br />
材料等に関する調査<br />
2.1.1 材料特性データ調査<br />
2.1.2 溶接に係る技術及び検査・補修等<br />
に関する技術<br />
2.2 規格基準に関する調査<br />
2.2.1 技術基準に関する調査<br />
2.2.2 設計・建設の技術基準の解釈に関<br />
する調査<br />
2.2.3 供用期間中の対処に関する調査<br />
2.3 国際規格等調査<br />
報 告 書<br />
- 6 -<br />
- 6 -
原子力安全・保安院<br />
委託<br />
報告<br />
発電設備技術検査協会<br />
<strong>火力関係設備効率化技術調査</strong>委員会<br />
材料特性検討分科会<br />
規格基準調査分科会<br />
図Ⅰ.4-1 平成21 年度火力発電設備効率化技術調査 実施体制<br />
- 7 -<br />
- 7 -<br />
許容応力等検討作業会<br />
材料特性等検討作業会
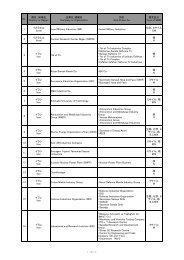
表Ⅰ.4-1 委員等の名簿(1/6)<br />
<strong>火力関係設備効率化技術調査</strong>委員会(順不同、敬称略)<br />
平成 22 年 3 月現在<br />
委員長<br />
酒井 信介 東京大学大学院 工学系研究科 機械工学専攻 教授<br />
委員<br />
増山不二光 九州工業大学大学院 工学研究科 機能システム創成工学専攻 教授<br />
坂根 政男 立命館大学 理工学部 機械工学科 教授<br />
吉葉 正行 首都大学東京大学院 理工学研究科 機械工学専攻 教授<br />
高木 敏行 東北大学 流体科学研究所 知的流動評価研究分野 教授<br />
吉川 暢宏 東京大学 生産技術研究所 基礎系部門 教授<br />
森下 正樹 独立行政法人日本原子力研究開発機構<br />
次世代原子力システム研究開発部門 FBR 信頼性技術ユニット長<br />
緒方 隆志 財団法人電力中央研究所 材料科学研究所 副所長<br />
塩原 元哲 東京電力株式会社 火力部 火力エンジニアリングセンター<br />
設計グループマネージャー<br />
三輪田達典 中部電力株式会社 発電本部 火力部 開発グループ長<br />
高西 一光 関西電力株式会社 火力事業本部 火力エンジニアリングセンター<br />
所長<br />
外岡 正夫 電源開発株式会社 火力エンジニアリング部 部長代理<br />
青木 裕 株式会社 IHI 電力事業部 技師長<br />
島川 貴司 カワサキプラントシステムズ株式会社 理事 技術総括部長<br />
山田 政之 株式会社東芝 電力システム社 電力・社会システム技術開発センター<br />
金属材料開発部 主幹<br />
篠塚 昇 バブコック日立株式会社 エネルギー事業部 火力計画部 部長<br />
下村 純志 株式会社日立製作所 電力グループ 火力・水力事業部 火力技術本部<br />
火力技術部 主任技師<br />
藤田 正昭 三菱重工業株式会社 長崎造船所 サービス部 主席技師<br />
西村 利也 三菱重工業株式会社 原動機事業本部 蒸気タービン技術部<br />
タービン艤装・制御グループ(高砂製作所駐在) 主席技師<br />
伊勢田敦朗 住友金属工業株式会社 鋼管カンパニー 特殊管事業所<br />
特殊管カスタマー 専任部長<br />
磯村 俊雄 高圧ガス保安協会 機器検査事業部 審議役兼 技術審査室長<br />
浜田 晴一 社団法人日本機械学会 発電用設備規格委員会 火力専門委員会<br />
須藤 浩人 社団法人日本ボイラ協会 技術普及部 技術課長<br />
オブザーバ<br />
福田 雅文 独立行政法人物質・材料研究機構 超耐熱材料センター 特別研究員<br />
- 8 -<br />
- 8 -
表Ⅰ.4-1 委員等の名簿(2/6)<br />
材料特性検討分科会(順不同、敬称略)<br />
主査<br />
坂根 政男 立命館大学 理工学部 機械工学科 理工学部長 教授<br />
- 9 -<br />
平成 22 年 3 月現在<br />
副主査<br />
増山不二光 九州工業大学大学院 工学研究科 機能システム創成工学専攻 教授<br />
委員<br />
南 二三吉 大阪大学大学院 工学研究科 マテリアル生産科学専攻 教授<br />
木村 一弘 独立行政法人物質・材料研究機構 共用基盤部門<br />
データシートステーション長<br />
山本 真人 財団法人電力中央研究所 材料科学研究所<br />
火力材料領域 主任研究員<br />
木村 篤史 東京電力株式会社 火力部 火力エンジニアリングセンター<br />
設計グループ<br />
矢ヶ崎 毅 中部電力株式会社 発電本部 火力部 運営グループ 課長<br />
古賀 憲一 電源開発株式会社 技術開発センター 研究企画グループ 課長<br />
石毛 健吾 株式会社 IHI 技術開発本部 基盤技術研究所 材料研究部 部長<br />
今井 潔 株式会社東芝 電力システム社 電力・社会システム技術開発センター<br />
金属材料開発部 高温材料・強度評価技術担当 主査<br />
佐藤 恭 バブコック日立株式会社 呉研究所 エネルギー研究部 主管研究員<br />
今野 晋也 株式会社日立製作所 日立研究所 エネルギー材料研究部 主任研究員<br />
藤田 正昭 三菱重工業株式会社 長崎造船所 サービス部 主席技師<br />
藤川 立誠 三菱重工業株式会社 原動機事業本部 蒸気タービン技術部<br />
タービン開発グループ(高砂製作所駐在) 主任<br />
南 雄介 エヌケーケーシームレス鋼管株式会社 R&D 主幹<br />
渡邉 博久 株式会社神戸製鋼所 溶接カンパニー 技術開発部 主任研究員<br />
伊勢田敦朗 住友金属工業株式会社 鋼管カンパニー 特殊管事業所<br />
特殊管カスタマー 専任部長<br />
柚賀 正雄 JFE スチール株式会社 スチール研究所 厚板・形鋼研究部 主任研究員<br />
田中 泰彦 株式会社日本製鋼所 研究開発本部 開発企画部<br />
- 9 -
表Ⅰ.4-1 委員等の名簿(3/6)<br />
規格基準調査分科会(順不同、敬称略)<br />
主査<br />
吉川 暢宏 東京大学 生産技術研究所 基礎系部門 教授<br />
副主査<br />
高橋由紀夫 財団法人電力中央研究所 材料科学研究所<br />
火力材料領域 上席研究員<br />
- 10 -<br />
平成 22 年 3 月現在<br />
委員<br />
塩原 元哲 東京電力株式会社 火力部 火力エンジニアリングセンター<br />
設計グループ マネージャー<br />
堂ヶ原 満 関西電力株式会社 火力事業本部 火力エンジニアリングセンター<br />
副所長<br />
中川 博勝 株式会社 IHI 電力事業部 電力保守技術部 技術グループ 課長<br />
佐藤 恭 バブコック日立株式会社 呉研究所 エネルギー研究部 主管研究員<br />
下村 純志 株式会社日立製作所 電力グループ 火力・水力事業部 火力技術本部<br />
火力技術部 主任技師<br />
藤田 正昭 三菱重工業株式会社 長崎造船所 サービス部 主席技師<br />
- 10 -
表Ⅰ.4-1 委員等の名簿(4/6)<br />
許容応力等検討作業会(順不同、敬称略)<br />
主査<br />
木村 一弘 独立行政法人物質・材料研究機構 共用基盤部門<br />
データシートステーション長<br />
副主査<br />
田淵 正明 独立行政法人物質・材料研究機構 材料信頼性領域<br />
材料信頼性センター 高温材料グループリーダー<br />
- 11 -<br />
平成 22 年 3 月現在<br />
委員<br />
尾崎 宏 東京電力株式会社 火力部 火力エンジニアリングセンター<br />
設備技術グループ 副長<br />
吉竹 茂 関西電力株式会社 火力事業本部 火力エンジニアリングセンター<br />
保全技術グループ 副長<br />
伊藤 拓哉 株式会社 IHI 技術開発本部 基盤技術研究所 材料研究部<br />
材料評価グループ<br />
齊藤 和宏 株式会社東芝 電力システム社 電力・社会システム技術開発センター<br />
金属材料開発部 高温材料・強度評価技術担当 主務<br />
包 剛 バブコック日立株式会社 呉研究所 エネルギー研究部 企画員<br />
齊藤 英治 株式会社日立製作所 電力・電機開発研究所<br />
ターボ機械プロジェクト 主任研究員<br />
駒井 伸好 三菱重工業株式会社 長崎研究所 材料・溶接研究室 主任<br />
山本 隆一 三菱重工業株式会社 高砂研究所 材料・強度研究室 主任<br />
南 雄介 エヌケーケーシームレス鋼管株式会社 R&D 主幹<br />
三村 裕幸 新日本製鐵株式会社 鋼管営業部 プラント鋼管グループ マネジャー<br />
岡田 浩一 住友金属工業株式会社 総合技術研究所・鋼管開発研究部 主任研究員<br />
柚賀 正雄 JFE スチール株式会社 スチール研究所 厚板・形鋼研究部 主任研究員<br />
- 11 -
表Ⅰ.4-1 委員等の名簿(5/6)<br />
材料特性等検討作業会(順不同、敬称略)<br />
主査<br />
山本 真人 財団法人電力中央研究所 材料科学研究所<br />
火力材料領域 主任研究員<br />
副主査<br />
早川 正夫 独立行政法人物質・材料研究機構 材料信頼性領域<br />
材料信頼性センター 疲労研究グループ 研究員<br />
- 12 -<br />
平成 22 年 3 月現在<br />
委員<br />
河口 茂雄 東京電力株式会社 火力部 火力エンジニアリングセンター<br />
設計グループ<br />
竹内 恒男 中部電力株式会社 発電本部 火力部 運営グループ スタッフ副長<br />
久布白圭司 株式会社 IHI 技術開発本部 基盤技術研究所<br />
材料研究部 材料評価グループ<br />
高久 歴 株式会社東芝 電力システム社 電力・社会システム技術開発センター<br />
金属材料開発部 高温材料・強度評価技術担当<br />
橋本 昌光 バブコック日立株式会社 呉研究所 エネルギー研究部<br />
構造強度研究室 主任研究員<br />
今野 晋也 株式会社日立製作所 日立研究所 エネルギー材料研究部 主任研究員<br />
時吉 巧 三菱重工業株式会社 長崎研究所 強度研究室 主席研究員<br />
伊達 新吾 三菱重工業株式会社 高砂研究所 材料・強度研究室 主任<br />
渡邉 博久 株式会社神戸製鋼所 溶接カンパニー 技術開発部 主任研究員<br />
野口 泰隆 住友金属工業株式会社 総合技術研究所・先進デザイン研究開発部<br />
主任研究員<br />
- 12 -
規格基準室<br />
本多 隆<br />
吉田 和夫<br />
大北 茂<br />
高橋 正夫<br />
森川 昭二<br />
井上 寧<br />
大石 勇一<br />
佐藤 長光<br />
水野 亮二<br />
長谷川忠之<br />
中井 裕丈<br />
表Ⅰ.4-1 委員等の名簿(6/6)<br />
財団法人発電設備技術検査協会<br />
- 13 -<br />
- 13 -<br />
平成 22 年度現在
Ⅱ.平成 21 年度までの調査結果<br />
<strong>火力関係設備効率化技術調査</strong>の背景には、発電システムの高度化及び高温・高圧<br />
発電設備用材料の検討の進展があり、現時点では 700℃級の最高使用温度が達成で<br />
きる見通しが得られてきた。電気事業法第 48 条第 3 項によれば、工事計画において<br />
電気工作物は技術基準に適合することが課せられている。技術基準に定める技術的<br />
要件を満たすべき技術的内容を具体的に示したものとして技術基準の解釈(火技解<br />
釈)が定められているが、火技解釈の規定では最高使用温度が 700℃程度の場合に、<br />
伝熱管、管寄せ、蒸気管等の材料として合理的に適用可能なものが規定されていな<br />
い。<br />
一方、700℃級の温度で十分な高温強度を有する材料を火技解釈に追加して規定し、<br />
火技解釈に規定の方法で強度設計することで、構造が安全なものと判断できるかは<br />
不明である。すなわち、600℃から 700℃に最高使用温度が上昇することは、ステン<br />
レス鋼で約 350 MPa の熱応力(熱変位が拘束されている場合)が発生することに相<br />
当する。また、最高使用圧力の増加に伴う圧力の増加は、一次応力(内圧応力)制<br />
限から機器の厚さを求める計算式の適用範囲を超える可能性もある。<br />
ボイラー及び圧力容器を対象に開発された国際性能規定規格 ISO 16528 において、<br />
仕様規定は、損傷防止の性能要求を満たすべく作成されるべきとしており、700℃級<br />
の設備に関しては、損傷モードの同定が重要である。<br />
電気事業法第 39 条第 1 項によれば、電気工作物は技術基準に適合するように維持<br />
することが課せられている。すなわち、供用期間中の設備であっても技術基準に適<br />
合することが確認されなくてはならない。電気事業法第 55 条第 1 項の定期事業者検<br />
査の方法は、電気事業法施行規則第 94 条の 3 に規定されており、具体的な方法が「電<br />
気事業法施行規則第 94 条の 3 の解釈例について」に例示として示されている。この<br />
解釈例で 700℃級の設備が技術基準に適合することが確認できるか否かは、上述の<br />
とおり損傷モードを同定した上で策定される技術基準及び火技解釈に依存すると考<br />
えられる。<br />
以上に鑑み、<strong>火力関係設備効率化技術調査</strong>では、現状の技術基準及び火技解釈で<br />
保安確保が可能な電気工作物を仮に火技解釈で許容引張応力が定められており運転<br />
実績のある温度程度までとし、この温度を超える範囲の設備機器について新たな性<br />
能規定(技術基準)案及び仕様規定(火技解釈)案のバックグランドとなる技術的<br />
課題等を検討するものとする。この概念を表Ⅱ-1 の案 3 として示した。表中の維持<br />
規格適用は、供用期間中において技術基準の適合以外に合理的な維持方法が必要な<br />
場合に適用すべき概念として示したものである。技術基準は、設計・建設時を対象<br />
として規定されているため、供用期間中を対象とした技術的要求を規定した維持規<br />
格の必要性が挙げられる。しかし、火力発電所に対する維持規格の要否については、<br />
社会的な必要性等の背景を考慮しつつ今後の検討課題と考えられる。<br />
前年度までの調査結果を基にレビュー及び追加を行い、平成 21 年度までの調査結<br />
果としてまとめた。ただし、Section 1.2 及び Section 3 については、平成 21 年度のみ<br />
の調査結果をまとめた。<br />
- 15 -<br />
- 15 -
表Ⅱ-1 <strong>火力関係設備効率化技術調査</strong><br />
仕様規定(火技解釈)案による基準適合の構成及び維持の考え方<br />
設<br />
計<br />
製<br />
作<br />
及<br />
び<br />
供<br />
用<br />
期<br />
間<br />
中<br />
維<br />
持<br />
運<br />
用<br />
の<br />
概<br />
念<br />
仕様規定方針案<br />
*1:維持規格:現行、規格規定なし。<br />
*2:例えば、FFSの適用<br />
FFS:Fitness for Service<br />
検査<br />
終り<br />
欠陥に対する健全性評価<br />
欠陥検出<br />
許容値内<br />
yes<br />
yes<br />
no<br />
no<br />
*2<br />
検査<br />
終り<br />
漏えい検出<br />
yes<br />
no<br />
補修<br />
維持規格適用<br />
現状同様の運用<br />
補修<br />
開始<br />
案1(×)<br />
*1<br />
案2(×) 案6<br />
案5<br />
案4<br />
案3<br />
設<br />
計<br />
製<br />
作<br />
時<br />
供<br />
用<br />
期<br />
間<br />
中<br />
新<br />
規<br />
の<br />
規<br />
格<br />
・<br />
基<br />
準<br />
(<br />
全<br />
温<br />
度<br />
範<br />
囲<br />
適<br />
用 )<br />
新<br />
規<br />
の<br />
規<br />
格<br />
・<br />
基<br />
準<br />
(<br />
全<br />
温<br />
度<br />
範<br />
囲<br />
適<br />
用 )<br />
現<br />
状<br />
の<br />
規<br />
格<br />
・<br />
基<br />
準<br />
(<br />
実<br />
績<br />
温<br />
度<br />
ま<br />
で<br />
適<br />
用 )<br />
現<br />
状<br />
の<br />
規<br />
格<br />
・<br />
基<br />
準<br />
(<br />
高<br />
温<br />
の<br />
み<br />
適<br />
用 )<br />
現<br />
状<br />
同<br />
様<br />
の<br />
運<br />
用<br />
維<br />
持<br />
規<br />
格<br />
適<br />
用<br />
現<br />
状<br />
同<br />
様<br />
の<br />
運<br />
用<br />
現<br />
状<br />
同<br />
様<br />
の<br />
運<br />
用<br />
*1<br />
維<br />
持<br />
規<br />
格<br />
適<br />
用<br />
維<br />
持<br />
規<br />
格<br />
適<br />
用 *1 *1<br />
- 16 -<br />
- 16 -
1. 高温・高圧条件下における新材料、新技術等に関する調査<br />
<strong>火力関係設備効率化技術調査</strong>の背景には、発電システムの高度化及び高温・高圧<br />
発電設備用材料の検討の進展がある。前者は複合発電システム及び超々臨界圧<br />
(A-USC:Advanced Ultra-super Critical)汽力発電システムの高度化の進展であって、<br />
後者は耐クリープ性能に優れた新材料(特に、Ni 基合金)の製造技術の進歩である。<br />
改良型複合発電システム技術においては、ガスタービン圧縮機の大容量化・高圧<br />
力化、ガスタービン入口のガス温度及び技術の統合化によって高効率な 1,500℃級ガ<br />
スタービンが実現し、送電端効率は 50%を超えるまでに至っている。複合発電シス<br />
テムで石炭を利用する石炭ガス化複合発電システムでは、所内動力が少ない空気吹<br />
きガス化炉設備の実用化及び乾式給炭技術の採用により、送電端効率を 46~48%と<br />
する目途がつきつつある。また、耐クリープ性能に優れた材料が実現してきたこと<br />
から、排熱回収ボイラー入口ガス温度を高温化することも可能になり、更にガスタ<br />
ービン入口温度を上昇させることによって、送電端効率は 55%を超える可能性があ<br />
る。<br />
一方、A-USC 汽力発電システムの高度化については、フェライト系鋼による主要<br />
機器の構築による送電端効率 42%の達成以降、システムの高度化は休止状態であっ<br />
たが、近年の地球環境問題への対応から、高温・高圧化による高効率化の検討が開<br />
始されている[1]。表Ⅱ.1-1 に検討した 700℃級 A-USC 火力発電設備について示す。<br />
一段再熱よりは二段再熱システムを採用することによって高い効率が得られること<br />
が分かる。また、これらのシステムは上述のとおり耐クリープ性能に優れた新材料<br />
の開発に伴って可能となったものである。材料の適用計画の例を図Ⅱ.1-1 に示す。<br />
図中の高温部に Ni 基合金又は Fe-Ni 基合金を適用する計画としているが、これらは<br />
現行の火技解釈に規定の Ni 基合金(JIS G 4901、G 4902、G 4903 及び G 4904)では<br />
なく、これらよりも高強度の材料(例えば Alloy 617(ASME SA-167 Alloy N06617))<br />
であり、この材料は 1,300°F(704℃)で 11.2 ksi(77 MPa)の許容引張応力を有す<br />
る。因みに、火技解釈で規定の Ni 基合金である NCF 800HTP(JIS G 4903)の 700℃<br />
での許容引張応力は 34 MPa である。また、オーステナイト系ステンレス鋼にあっ<br />
ては従来材料のみで、例えば火技解釈に規定の火 SUS310J3TB を可能な限り高温度<br />
まで適用しようとするものである。また、フェライト系鋼の新材料は、650℃までの<br />
温度でタイプ IV クラックの発生を抑制したものとして開発された材料(例えば<br />
9Cr-3W-3Co 鋼)である。<br />
図Ⅱ.1-1 の材料適用案について具体的な材料の適用例を 700℃級と 600℃級とで比<br />
較し、表Ⅱ.1-2 及び表Ⅱ.1-3 に示した。<br />
Section 1. の参考文献(Section 1.1 及び Section 1.2 は除く)<br />
[1]日本機械学会 P-SCD 338、石炭利用発電の高効率化技術に関する調査研究分科会、<br />
成果報告書、2004 年 6 月<br />
- 17 -<br />
- 17 -
表Ⅱ.1-1 700℃級超々臨界圧(A-USC)火力発電設備の検討例<br />
- 18 -<br />
一段再熱システム 二段再熱システム<br />
主蒸気圧力(MPa) 25.0 34.2<br />
蒸気温度(℃) 700/700 700/720/720<br />
プラント効率(%) 46.0 47.2~48.1<br />
過熱器出口(MPa)<br />
蒸<br />
一段再熱器入口(MPa)<br />
気<br />
一段再熱器出口(MPa)<br />
圧<br />
最終段(二段)再熱器入口(MPa)<br />
力<br />
最終段(二段)再熱器出口(MPa)<br />
25.9<br />
-<br />
-<br />
6.02<br />
5.77<br />
35.11<br />
11.43<br />
10.97<br />
3.26<br />
3.12<br />
過熱器出口(℃)<br />
蒸<br />
一段再熱器入口(℃)<br />
気<br />
一段再熱器出口(℃)<br />
温<br />
最終段(二段)再熱器入口(℃)<br />
度<br />
最終段(二段)再熱器出口(℃)<br />
705<br />
-<br />
-<br />
455<br />
703<br />
704<br />
511<br />
722<br />
518<br />
722<br />
タービン構成 VHP/VIP-HP/IP-LP-LP VHP-HP/IP-LP<br />
設計点真空度(mmHg) 722 722<br />
最終給水温度(℃) 298 322<br />
- 18 -
表Ⅱ.1-2 700℃級超々臨界圧(A-USC)火力発電設備の伝熱管適用例<br />
機器名称 700℃級 A-USC(例) 600℃級 A-USC(例)<br />
節炭器管 STB510 STB510<br />
火炉壁管<br />
天井壁管<br />
火 STBA21 火 STBA21<br />
火 STBA24J1 -<br />
火 STBA21 火 STBA21<br />
火 STBA24J1 -<br />
火 STBA21 火 STBA21<br />
後部煙道周壁管 火 STBA24J1 -<br />
過熱器管<br />
低圧再熱器管<br />
高圧再熱器管<br />
火 STBA24J1 火 STBA21<br />
火 STBA28 STBA22<br />
フェライト系鋼*1 火 STBA24J1<br />
火 SUS410J3TB 火 STBA28<br />
火 SUS304J1HTB 火 SUS410J3TB<br />
火 SUS310J1TB 火 SUS304J1HTB<br />
Fe-Ni 基合金、Ni 基合金*2 火 SUS310J1TB<br />
火 STBA28 STBA12<br />
フェライト系鋼*3 STBA22<br />
火 SUS410J3TB 火 STBA24J1<br />
火 SUS304J1HTB 火 STBA28<br />
火 SUS310J1TB 火 SUS410J3TB<br />
Fe-Ni 基合金、Ni 基合金*4 火 SUS304J1HTB<br />
火 SUS304J1HTB -<br />
火 SUS310J1TB -<br />
Fe-Ni 基合金、Ni 基合金*5 -<br />
(注)<br />
*1,3:フェライト系鋼(新材料)の候補材<br />
・9Cr-2.4W-1.8Co<br />
・9Cr-3W-3Co 等<br />
*2,4,5:Fe-Ni 基合金、Ni 基合金(新材料)の候補材<br />
・HR6W(23Cr-45Ni-7W)<br />
・TEMPALOY CR30A(30Cr-50Ni-2Mo)<br />
・USC141(Ni-20Cr-10Mo-1Al-2Ti)<br />
・Alloy617(Ni-22Cr-12Co-9Mo-1.2Al-Ti)<br />
・Alloy263(Ni-20Cr-20Co-6Mo-2Ti-Al)<br />
・Alloy740(Ni-25Cr-20Co-2Nb-2Ti)等<br />
- 19 -<br />
- 19 -
表Ⅱ.1-3 700℃級超々臨界圧(A-USC)火力発電設備の管寄せ・連絡管適用例<br />
火炉<br />
天井<br />
機器名称 700℃級 A-USC(例) 600℃級 A-USC(例)<br />
後部煙道周壁<br />
STPT480 STPT480<br />
火 STBA21 火 STBA21<br />
STPT480 STPT480<br />
火 STBA21 火 STBA21<br />
STPT480 STPT480<br />
火 STBA21 火 STBA21<br />
セパレータ SCMV3 SCMV3<br />
ドレンタンク SCMV3 SCMV3<br />
過熱器<br />
高圧再熱器<br />
STPA22 火 STPA21<br />
火 STPA24J1 STPA22<br />
フェライト系鋼*1 火 STPA24J1<br />
火 SUS410J3TP 火 STPA28<br />
火 SUS304J1 相当材*2 火 SUS410J3TP<br />
Fe-Ni 基合金、Ni 基合金*3 -<br />
火 STPA24J1 -<br />
火 SUS304J1 相当材 -<br />
Fe-Ni 基合金、Ni 基合金*4 -<br />
(注)<br />
*1:フェライト系鋼(新材料)の候補材<br />
・9Cr-2.4W-1.8Co<br />
・9Cr-3W-3Co 等<br />
*2:火 SUS304J1 相当材<br />
火 SUS304J1HTB と成分系が同等な管材<br />
*3,4:Fe-Ni 基合金、Ni 基合金(新材料)の候補材<br />
・HR6W(23Cr-45Ni-7W)<br />
・TEMPALOY CR30A(30Cr-50Ni-2Mo)<br />
・USC141(Ni-20Cr-10Mo-1Al-2Ti)<br />
・Alloy617(Ni-22Cr-12Co-9Mo-1.2Al-Ti)<br />
・Alloy263(Ni-20Cr-20Co-6Mo-2Ti-Al)<br />
・Alloy740(Ni-25Cr-20Co-2Nb-2Ti)等<br />
- 20 -<br />
- 20 -
720℃<br />
700℃<br />
35MPa<br />
高温再熱蒸気<br />
塞止弁<br />
主蒸気塞止弁<br />
- 21 -<br />
低圧タービン<br />
高圧・中圧タービン<br />
超高圧<br />
タービン<br />
- 21 -<br />
火炉<br />
節炭器<br />
:Ni基合金又はFe-Ni基合金(新材料)<br />
:オーステナイト系ステンレス鋼(従来材料)<br />
:フェライト系鋼(新材料)<br />
図Ⅱ.1-1 超々臨界圧火力発電設備機器材料適用案<br />
(二段再熱式の例)<br />
:フェライト系鋼(従来材料)
1.1 材料特性データ調査<br />
700℃超級 A-USC ボイラー・タービン発電設備では、現状の USC ボイラー設備<br />
(従来炉)より節炭器、蒸発器領域を含む全体の設計圧力・温度が上がる。ボイラ<br />
ーの主要各部のうち、給水系管、節炭器管、蒸発器管等の液相、気液相の領域の<br />
材料では従来炉より強度の高い材料が使用されることとなるが、既存の規格材料<br />
により対応できる。既存の規格材料についても重量低減等のために更なる材料開<br />
発が行われている。700℃超の領域は蒸気系である過熱器管、過熱器管寄せ、過熱<br />
器出口連絡管(主蒸気管)、並びに再熱器管、再熱器管寄せ及び高温再熱蒸気管等<br />
である。<br />
A-USC 発電設備は、従来炉と同様の中間負荷運用を行う機能が要求されるもの<br />
と予想される。従来炉の経験から、高圧化に伴う蒸発に要する潜熱の減少により<br />
水冷壁は小さくなり、逆に過熱器の熱吸収の増加によりその伝熱面積は大きくな<br />
っており、最終過熱器においては火炉出口の高温部に置かれ、十分な放射熱を受<br />
ける例が多くなっている。また、再熱器は燃焼ガスにより過熱される熱ガス再熱<br />
器であり、過熱器と同様に比較的ガス高温部に置かれる。<br />
ボイラーを構成する耐圧部材は、鋼管・鋼板及び鋳鍛鋼品と多岐に及ぶが、材<br />
料について要求される次の性質について検討する必要がある。<br />
① 高温強度(クリープ強度、クリープ破断強度、疲労強度)<br />
② 耐高温腐食性<br />
③ 耐水蒸気酸化性<br />
④ 組織安定性<br />
⑤ 物理的特性(管設計、運用上から、熱伝導率、線膨張係数等)<br />
⑥ 加工性<br />
⑦ 溶接性及び製管性<br />
⑧ 経済性<br />
ボイラー用材料では、高温クリープ破断特性に起因する障害及び使用環境にお<br />
ける腐食現象に関連する障害の抑制、防止を図る必要がある。また、中間負荷運<br />
用ボイラーでは、頻繁かつ急速な起動停止や負荷変化において、ボイラー各部に<br />
高頻度の温度変化や圧力変動に起因する繰返し応力が発生する。このためボイラ<br />
ー各部は、いわゆる低サイクル疲労により寿命が消費される。材料特性としては、<br />
上述する単独の性質のみならず、クリープと疲労の重畳作用の効果も無視できな<br />
い。<br />
ここで、700℃(1300°F)を超える温度に許容引張応力を与えている材料とし<br />
ては、火技解釈では発電用ボイラー用規格材を含む 304 から 347 のオーステナイ<br />
ト系ステンレス鋼と 800H ニッケルクロム鉄合金であり、また、ASME B&PV Code<br />
においても火技解釈規定材のほか、348 系ステンレス鋼、JIS 規格にない 308 系ス<br />
テンレス鋼(21Cr-11Ni-N )、46~60Ni-Cr-Fe/Mo(Alloy617、Alloy625 等)及び<br />
33~35Ni-42~43Fe-21~23Cr 合金(Alloy 800 等)の規格があるが、許容引張応力<br />
が十分ではない。本調査では、国内産業界の A-USC 概念設計の指向に応じて採用<br />
が想定される材料、日米欧の A-USC の研究における規格材料、開発材に関して調<br />
- 22 -<br />
- 22 -
査を行うことを目的としている。<br />
材料特性データ調査では、国内における適用、研究開発の指向に応じた採用想<br />
定がされる材料、日米欧における A-USC の研究における規格材料、開発材から抽<br />
出した候補材料を調査対象として調査した。<br />
高温・高圧条件の発電用火力設備に適用可能なニッケル基合金、オーステナイ<br />
ト系ステンレス鋼及び低合金鋼(焼戻しマルテンサイトフェライト鋼等を含む)<br />
の材料及び溶接部の特性に関するデータを収集し、材料強度特性を、また、疲労<br />
強度、縦弾性係数、線膨張係数、熱伝導率及び熱拡散率等の特性値の調査を行っ<br />
ている。<br />
材料について要求される特性については数多くの試験とその発表がされ、合わ<br />
せて規格化がされており、また、されつつある。<br />
それら調査対象材料の規格及び規格化について調査・整理を行い、また、その<br />
材料の製品化の状況を整理することで、材料強度特性の分析と設定について検<br />
討・調査を行っている。<br />
- 23 -<br />
- 23 -
1.1.1 発電用火力設備におけるクリープ強度に関する調査<br />
1.1.1.1 平成 20 年度までの調査概要<br />
高温・高圧条件の発電用火力設備に適用可能な新材料(ニッケル基合金及びオ<br />
ーステナイト系ステンレス鋼)及び 700℃より低い温度域に適用される予定の炭<br />
素鋼及び低合金鋼(焼戻しマルテンサイトフェライト鋼等を含む)の材料、並び<br />
に溶接部の材料特性に関するデータを収集し、材料強度特性の分析と設定を目的<br />
としている。材料データ収集では、国内の試験データ、製品カタログ、海外及び<br />
国内の文献と規格を調査している。現在の検討候補材料を表Ⅱ.1.1.1-1 に示す。ま<br />
た、調査対象材料の規格化、製品化の状況を表Ⅱ.1.1.1-2 に示す。<br />
収集した文献データ等を基に、火技解釈および ASME の規格値とのクロスチェ<br />
ックを行った結果、データ数が希薄であるものの、参考値として、規格による 10<br />
万時間破断応力予想値をほぼ満足する結果が得られた(詳細は2/2分冊の附録<br />
を参照)。<br />
1.1.1.2 平成 21 年度の調査結果<br />
(1) データ収集<br />
平成20 年度までの調査において抽出した優先検討材料(表Ⅱ.1.1.1-1 参照)の<br />
うち、以下の材料についてデータ収集を行った。材料ごとにまとめた結果を図<br />
Ⅱ.1.1.1-1~図Ⅱ.1.1.1-10 に示す。<br />
No.1 UNS N06617 (Alloy 617) (52Ni-22Cr-13Co-9Mo)<br />
No.2 CCA 617 (Ni-22Cr-9Mo-11.5Co-1Al)<br />
No.3 Alloy 263 (Ni-20Cr-19.5Co-6Mo-2Ti)<br />
No.4 Alloy740 (Ni-24.5Cr-1Fe-19.5Co-2Nb-1.5Ti)<br />
No.5 UNS N06625 (NCF625T) (Alloy 625) (60Ni-22Cr-9Mo-3.5Cb)<br />
No.6 UNS N06230 (Haynes 230)(Ni-22Cr-14W-2Mo-La)<br />
No.7 HR6W (Ni-23.5Cr-24Fe-6W)<br />
No.8 TEMPALOY CR30A (30Cr-50Ni-2Mo-Ti-Zr-B)<br />
No.10 NCF800HT (Alloy800H) (33Ni-44Fe-21Cr)<br />
- 24 -<br />
- 24 -
Stress , MPa<br />
Stress , MPa<br />
Stress , MPa<br />
Stress , MPa<br />
1000<br />
100<br />
10<br />
1<br />
1000<br />
100<br />
10<br />
1<br />
1000<br />
100<br />
10<br />
1<br />
1000<br />
100<br />
10<br />
1<br />
ROUND<br />
ROUND<br />
SHEET<br />
704℃(1300℉)<br />
1 10 100 1000 10000 100000<br />
Rupture Life , h<br />
ROUND<br />
ROUND<br />
ROUND<br />
760℃(1400℉)<br />
1 10 100 1000 10000 100000<br />
Rupture Life , h<br />
ROUND<br />
SHEET<br />
ROUND<br />
SQ<br />
FLAT<br />
ROUND<br />
ROUND<br />
816℃(1500℉)<br />
1 10 100 1000 10000 100000<br />
Rupture Life , h<br />
871℃(1600℉)<br />
ROUND SHEET ROUND<br />
SQ FLAT ROUND<br />
ROUND SHEET ROUND<br />
TUBE ROUND TUBE<br />
SHEET SHEET SHEET<br />
1 10 100 1000 10000 100000<br />
Rupture Life , h<br />
図Ⅱ.1.1.1-1 Alloy617 の応力-破断時間線図<br />
- 25 -<br />
- 25 -<br />
出典:SPECIAL METAL 社 提供
図Ⅱ.1.1.1-2 A-USC ボイラー候補材料の 10 万時間破断強度<br />
出典:“Effect of Creep in Advanced Materials for Use In Ultrasupercritical Coal Power Plants”<br />
R. Viswanathan-EPRI, J. Shingledecker-EPRI, J. Hawk-GE and S. Goodstine-Alstom, ECCC<br />
Creep Conference, 21-23 April 2009, Zurich<br />
図Ⅱ.1.1.1-3 Larson Miller Parameter によるクリープ破断寿命の比較(Alloy263)<br />
出典:「次世代火力発電用候補材料 Alloy263 の高温強度特性評価 -第 1 報:次世代火力の想定条件下における<br />
強度データの整備およびクリープ疲労特性の把握-」,電力中央研究所報告(平成 21 年 4 月)<br />
- 26 -<br />
- 26 -
Stress , MPa<br />
10000<br />
1000<br />
100<br />
10<br />
UNS N06625(Alloy625)<br />
1 10 100 1000 10000 100000<br />
Rupture Life , h<br />
図Ⅱ.1.1.1-5 Alloy625 の応力-破断時間線図<br />
図Ⅱ.1.1.1-6 Haynes 230 の応力-破断時間線図<br />
出典:“Effect of Creep in Advanced Materials for Use In Ultrasupercritical Coal Power Plants”<br />
R. Viswanathan-EPRI, J. Shingledecker-EPRI, J. Hawk-GE and S. Goodstine-Alstom, ECCC<br />
Creep Conference, 21-23 April 2009, Zurich<br />
- 27 -<br />
- 27 -<br />
1150℉(621℃)<br />
1200℉(648℃)<br />
1300℉(704℃)<br />
1350℉(732℃)<br />
1400℉(760℃)<br />
1500℉(815℃)<br />
出典:SPECIAL METAL 社 提供
図Ⅱ.1.1.1-7 HR6W の応力-破断時間線図<br />
図Ⅱ.1.1.1-8 HR6W クリープ破断データのラーソンミラープロット<br />
- 28 -<br />
- 28 -<br />
出典:住友金属株式会社提供<br />
出典:住友金属株式会社提供
図Ⅱ.1.1.1-9 TEMPALOY CR30A の応力-破断時間線図<br />
図Ⅱ.1.1.1-10 Alloy800H の応力-破断時間線図<br />
- 29 -<br />
- 29 -<br />
出典:NKK 技報 No123 (1988)<br />
出典:住友金属株式会社提供
図Ⅱ.1.1.1-11 Alloy800H クリープ破断データのラーソンミラープロット<br />
今後は継続してデータ収集を行うとともに、数値データが比較的多い材料につ<br />
いては、許容引張応力の設定方法について検討する必要がある。<br />
HR6W や TEMPALOY CR30A 等、火技解釈や ASME 等の規格で規定されていな<br />
い材料の許容引張応力に関する評価については、今後の課題である。<br />
(2) データ及び項目の検討<br />
検討対象材料に対し、材料の 10 万時間におけるクリープ破断応力値の決定に必<br />
要とされるデータ及び項目について検討を行っている。データの収集・検討は公<br />
開文献等を収集し、以下の項目を対象にデータの整理・検討をしている。<br />
試験材料<br />
① 製品形状<br />
② 製品寸法<br />
③ 熱処理<br />
④ 溶接材料(溶接試験片の場合)<br />
⑤ 溶接施工法(溶接試験片の場合)<br />
試験条件及び結果<br />
⑥ 試験体形状<br />
⑦ 試験体寸法<br />
- 30 -<br />
- 30 -<br />
出典:住友金属株式会社提供
⑧ 試験温度<br />
⑨ 負荷方法<br />
⑩ 負荷応力<br />
⑪ 破断時間<br />
⑫ 破断伸びデータの有無<br />
⑬ 破断絞りデータの有無<br />
⑭ 破断位置データの有無(溶接試験片の場合)<br />
⑮ 最小クリープ速度の有無<br />
⑯ クリープの変形<br />
⑰ 引張強さ<br />
⑱ 耐力<br />
⑲ ヒート数およびデータ数<br />
⑳ 材料が持つ固有の現象に対する制限<br />
上述の①及び②は、700℃級ボイラーの構造・設計を考慮した形状及び寸法のも<br />
のを考慮した。③は、特に Ni 基合金において熱処理で強度が大きく変わる可能性<br />
がある。また、④及び⑤は溶接による熱影響等によって特性が母材と比較して変<br />
わる可能性があるため、試験材料に関するデータ検討項目として挙げた。<br />
試験条件及び結果の検討すべき主なものは、⑥から⑱のとおり挙げられる。⑥<br />
~⑩の項目は 700℃級ボイラーの構造及び環境等において参考とされる項目であ<br />
り、⑪~⑱の項目はクリープ破断に至るまでの材料の特徴を検討するための項目<br />
である。⑲はクリープ破断寿命の予測式およびデータのばらつきを検討するため<br />
項目として挙げた。⑳は、例えば Alloy625 は高温脆化が懸念されるため、加熱に<br />
対する何らかの制限が必要な可能性がある。このように、その材料特有の事象を<br />
踏まえた上で、許容引張応力を検討するための項目である。<br />
(3) データ整理方法(外挿法)<br />
① クリープ破断強度<br />
a. 直接法<br />
直接法[1]は、寿命予測を行う温度と同一温度でのクリープ破断データが豊富に<br />
利用可能な場合、単に等温クリープ破断データの外挿により応力とクリープ破断<br />
寿命との関係を求める方法である。一般には、(1)式の多項式を最小二乗法によっ<br />
てあてはめる場合が多い。<br />
logtR = a0 + a1 ⋅log σ + a2 ⋅(log σ) 2 + ・・・ + ak ⋅(log σ) k (1)<br />
ここで、tR はクリープ破断寿命、σは応力、a0,a1,a2・・・ak は任意定数であ<br />
る。直接法は単に短時間データを長時間側へ外挿するものである。したがって、<br />
機械的なあてはめによって長時間側を予測するこの手法では、ミクロ組織変化に<br />
よる長時間クリープ強度特性変化を予測・評価することができず、大きな誤差を<br />
生じる恐れがある。<br />
- 31 -<br />
- 31 -
. 時間・温度パラメータ外挿法<br />
時間・温度パラメータ(Time-Temperature-Parameter, TTP)を用いて高温短時間<br />
データから低温長時間側のクリープ破断強度を予測する方法(TTP 法)である。<br />
TTP 法は従来から汎用されている長時間クリープ破断寿命の外挿手法であり、藤<br />
田ら[2]による詳細な解説がある。TTP 法は、時間・温度パラメータ P (tR, T )を用<br />
い、温度 T の違いを補償することにより、クリープ破断寿命 tR が応力σのみの関<br />
数 F (σ)で表現されるという考えに基づいている。<br />
P ( tR, T ) = F ( σ ) (2)<br />
ここで、T は絶対温度である。応力の関数 F ( σ )としては一般に応力の対数(log<br />
σ )の多項式が使用される。TTP 法のパラメータには温度の違いを補償するため<br />
に多くのものが提案されてきている[2]。以下に代表的な時間・温度パラメータの<br />
例を示す。<br />
Larson-Miller [3] : P = T ( log tR + C ) (3)<br />
Orr-Sherby-Dorn [4] : P = log tR − Q /( 2.3RT ) (4)<br />
Manson-Succop [5] : P = log tR + B·T (5)<br />
Manson-Haferd [6] : P = ( log tR − log ta ) / (T − Ta ) (6)<br />
Manson-Brown [7] : P = ( log tR − log tb ) / (T − Tb ) r (7)<br />
ここで、T は絶対温度、tR はクリープ破断時間、Q はクリープの活性化エネル<br />
ギー、R は気体定数,C,B,ta,tb,Ta,Tb は定数である。ラーソン・ミラーパラ<br />
メータ((3)式)は焼戻しパラメータと同等であり、最も広く使用されている。<br />
これらの手法は簡便ではあるが、精度の良い寿命予測は解析に用いた最長クリ<br />
ープ破断データの 3 倍程度であると言われている[2]。しかし、一部の材料におい<br />
てこれらの手法ではすべてのクリープ破断寿命を単一の領域として取り扱うため、<br />
温度や応力条件の変化に伴う変形機構[8]や破壊機構[9-11]の変化を考慮していな<br />
い。そのため、破壊機構に変化がある場合には、たとえ解析に用いた最長クリー<br />
プ破断データの 3 倍程度の寿命予測であっても、2 倍程度の誤差が生じる可能性<br />
も指摘されている[12]。したがって、TTP 法によるクリープ破断寿命予測は、破<br />
壊機構やミクロ組織変化を考慮して、少なくとも見かけ上は同一の変形機構およ<br />
び破壊機構が成立していると判断される範囲内に限定されるべきである。<br />
c. 時間・温度パラメータ外挿法の高精度化<br />
前節で述べたように TTP 法は簡便な手法ではあるが、必ずしも常に精度良く長<br />
時間クリープ強度を予測評価できるわけではない。そのため、TTP 法による長時<br />
間クリープ強度予測の信頼性を向上させる手法が検討されている[13-16]。<br />
Graphical method[13]では、ヒート間でのデータ数のばらつきやクリープ強度のば<br />
らつきを補正して、平均的な応力-破断時間関係を求めることにより、長時間ク<br />
リープ強度の予測精度向上を図る。まず初めに、応力-クリープ破断時間関係を<br />
- 32 -<br />
- 32 -
ヒート毎に回帰分析により評価した後、評価結果に基づいて所定のクリープ破断<br />
時間に対応する応力を求め、温度に対してプロットする。この結果から、所定の<br />
クリープ破断時間に対する応力の温度依存性を評価する。種々のクリープ破断時<br />
間に対して求めたクリープ破断応力の温度依存性から、クリープ破断応力-温度<br />
関係を求める。さらにこの結果から、各温度における応力-クリープ破断時間関<br />
係をプロットし、評価結果の妥当性を判断する。このように、一定温度における<br />
応力-クリープ破断時間関係とクリープ破断時間を一定にした場合のクリープ破<br />
断応力-温度関係を交互に図示することを繰り返すことにより、評価結果の精度<br />
を高める。主にドイツの研究者を中心にして検討が行われ、クリープ破断強度評<br />
価に用いられている手法であるが、解析者の主観が排除できない点が課題である。<br />
一方、クリープ変形機構や破壊機構の変化を考慮して、温度・応力条件等でク<br />
リープ破断データをグループ分けして、それぞれのグループ毎に TTP 法によるク<br />
リープ強度解析を行う手法が検討されている。「領域分割解析法」[14, 15]では、<br />
応力-クリープ破断時間曲線の勾配が大きく変化する応力を境界条件として、ク<br />
リープ破断データを高応力・短時間側と低応力・長時間側に分割して、クリープ<br />
破断強度を解析評価する。ここで、応力-クリープ破断時間曲線の勾配が大きく<br />
変化する応力は、その温度における 0.2%耐力(ひずみ速度:5×10 -5 s -1 )にほぼ相<br />
当するため、境界条件の設定が簡便かつ容易である。これに対して丸山らは、温<br />
度加速によりクリープ変形機構が変化し、それが長時間クリープ強度を過大評価<br />
する原因であることを報告し、クリープ強度の温度依存性の変化を考慮してクリ<br />
ープ試験データを解析評価する「領域区分法」を提唱している。[16]<br />
② クリープ変形特性<br />
クリープ変形に伴う微細組織変化に起因したクリープ強度変化に対応して、ク<br />
リープ速度は時々刻々と変化する。とくに長時間クリープ強度を検討する場合、<br />
微細組織変化に起因した材質劣化の影響を考慮することが重要である。クリープ<br />
破断時間だけの解析に比べて、クリープ変形挙動そのものを解析した方が、クリ<br />
ープ強度を支配する微細組織変化の影響をより詳細に理解することができる。そ<br />
こで、クリープ破断時間だけを解析する時間・温度パラメータではなく、クリー<br />
プ曲線(ひずみ‐時間関係)そのものを数式表示してクリープ変形挙動を解析す<br />
るとともに、長時間クリープ強度特性を予測評価するための検討も行われている。<br />
クリープ変形特性に関して提案されている種々のモデルを表Ⅱ.1.1.1-3 に示す。<br />
それぞれのモデルは必ずしも遷移、定常及び加速クリープのすべての領域を対象<br />
としているわけではない。Norton と Modified Norton は定常(最小)クリープ速度<br />
のみを表示するモデルであり、上記 2 種類のモデルと Omega を除くクリープ変形<br />
モデルはいずれも遷移と定常クリープ域、あるいは遷移、定常及び加速クリープ<br />
域を表示する。Omega は遷移クリープ域を表示せず、定常及び加速クリープ域を<br />
表示する。なお、定常クリープ域を対象とするクリープ変形モデルのうち、定常<br />
クリープ域の存在を前提としたモデルは Garofalo、Modified Garofalo、BJF、<br />
Blackburn 等であり、θ method、Modified θ method、修正θ法、Rabotnov-Kachanov、<br />
- 33 -<br />
- 33 -
Dyson and McLean (CRISPEN)、Omega 等のモデルは定常クリープ速度の代わりに<br />
最小クリープ速度を表示する。これらのクリープ変形モデルは、その大部分が経<br />
験に基づくあてはめ式であるのに対して、Dyson and McLean の CRISPEN 連続損<br />
傷モデルはミクロ組織変化や変形機構を考慮したモデル式であり、物理的意味が<br />
明確であるが、他の表示式に比べて複雑であり、パラメータを決定するのも難し<br />
い。これらのクリープ構成式は、温度・応力計算の解析に基づく部材の余寿命評<br />
価に際して有用なクリープ変形特性を与えるものであり、今後ますますの発展が<br />
望まれている。<br />
(4) 許容応力値の決定法に関わる検討<br />
クリープ試験データが得られ、その外挿方法が決まると、材料の 10 万時間にお<br />
けるクリープ破断応力値の算出が可能となる。すなわち、現行の火技解釈第 4 条<br />
に規定されている方法に従って許容引張応力値を算出することができる。その許<br />
容引張応力値はクリープ温度域で材料のクリープ破壊を防止する指標であると考<br />
えられる。一方、700℃級ボイラーに関連する材料についても同様の方法で許容引<br />
張応力値の算出をするため、条件及び算出方法について調査した。<br />
① 信頼下限<br />
10 万時間クリープ強度算定において、採取したデータの各温度の試験データ数<br />
は正規分布による平均値及び最小値を決める必要がある。正規分布による最小値<br />
の決定は 95%信頼下限(5%破壊確率)とする。<br />
② 現行規格の許容応力値算定方法<br />
700℃級ボイラーの許容応力値算出方法を考える上で、日・米・欧の現行の規格<br />
(火技解釈、ASME Sec.Ⅱ(材料)Part D Appendix 1 及び EN 12952(水管ボイラ<br />
ー)の算出方法を比較した。<br />
附録 1 の附表 1.1-1 に示すとおり、それぞれの規格で算定方法が異なっている。<br />
火技解釈では、10 万時間クリープ破断応力に対する設計マージンは 1.5 とされ<br />
ており、ASME では、Favg(1500℉(815℃)までは設計マージン 1.5 に相当)を採<br />
用している。<br />
一方、EN 12952 Part 3 に規定されているクリープ温度域の許容応力算定方法は<br />
基本寿命を 20 万時間としており、その設計マージンは 1.25 としている。しかし、<br />
10 万時間を寿命とする場合、あるいは 10 万時間を超えるクリープ破断データが<br />
得られない場合には、10 万時間クリープ破断応力に対して設計マージンを 1.5 と<br />
している。また、20 万時間ものクリープ破断データはほとんど得られていないの<br />
が現状であるため、EN 規格での実質的な設計マージンは、1.5 と考えることがで<br />
きることから、日・米・欧のクリープ温度域における許容応力値の算出のための<br />
設計マージンは基本的には 1.5 と考えることができる。<br />
③ Favg の採用についての検討[34]<br />
火技解釈及び ASME との相違点は前述のとおり、ASME は 10 万時間でクリー<br />
- 34 -<br />
- 34 -
プ破断が生ずる応力の平均値に対して Favg をかけることによって許容引張応力値<br />
を算定するところにある(火技解釈では平均値の 0.67 倍と定めている)。<br />
このFavg の概念は 10 万時間後のクリープ機構と 100 万時間後のクリープ機構が<br />
同一のものと仮定した場合のクリープ強度から予測される設計応力が 100 万時間<br />
クリープ強度を予測するものと考え、そのマージンを 1.5 としている。Favg の導入<br />
は、10 万時間後と 100 万時間後のクリープ機構が異なった場合の修正係数として<br />
温度条件が 1500℉(815℃)を超えるものに対して適用されている。(図Ⅱ.1.1.1-12)<br />
図Ⅱ.1.1.1-12 Favg の概念図<br />
1500℉(815℃)を超える温度域への許容引張応力値の設定を検討する場合には、<br />
この考え方による検討が必要となる。<br />
平成20 年度における検討では、対象温度を 600℃~800℃としたため、Favg の考<br />
慮はマージンを一律 1.5 として検討している。<br />
参考として、設計マージンの設定によっては、配管等の肉厚計算方法が従来の<br />
規定による方法と異なる可能性もある。<br />
附録 1 の附表 1.1-1 には各国規格の配管をベースにした肉厚計算式を示した。<br />
ASME Sec.Ⅰ及び火技解釈では、「温度係数」が考慮されており、代表的な材料に<br />
おける各温度での係数(0.4~0.7)を定めた肉厚計算を行う式を定めている。また、<br />
EN 12952 では、円筒殻の肉厚計算式が規定されており、計算式が多少異なる。<br />
計算式では、各々材料の許容応力値によって影響することから、Favg の設定あ<br />
るいは、設計マージンの設定によって肉厚が異なってくる。<br />
ボイラー構造・設計による検討と共に、許容応力値の設定を考慮する必要があ<br />
ると考えられる。<br />
④ 高温気体による酸化腐食<br />
2.25Cr-1Mo 鋼(STBA24(管)、SCMV24(板))では約 550℃以上の高温長時間<br />
側の耐酸化性が十分ではなく長時間強度低下の一要因とされており、金子ら[32]<br />
により高温長時間のクリープ破断寿命に及ぼす酸化の影響を実験的に調べ、(8)式<br />
- 35 -<br />
- 35 -
による試験片直径の減少が示されている。<br />
T ( 14.<br />
68<br />
+ d<br />
2<br />
+ log t)<br />
= 17030 + 16931log<br />
d 267.<br />
3(log<br />
)<br />
(8)<br />
D D d − = 0 D : 初期試験片直径<br />
時間t における応力 σ t<br />
2<br />
t<br />
0<br />
⎛ D<br />
σ 0 ⎞<br />
t = σ 0 ⎜ ⎟ (9)<br />
⎝ Dt<br />
⎠<br />
σ 0 : 初期応力<br />
から応力σt に対する破断時間を高温低応力側のクリープ破断データに対する<br />
LMP 回帰式を用いて計算し、中代氏ら[33]による酸化影響の補正方法<br />
( σ t )<br />
( σ )<br />
t r M<br />
tr<br />
() t = t r<br />
(10)<br />
t M<br />
r<br />
0<br />
t : 実破断時間 t ( σ ) : LMP から求めた破断時間<br />
r<br />
r M t<br />
で補正を行う。<br />
これは、2.25Cr-1Mo 鋼に限り与えられた方法であり、一般にステンレス鋼・耐<br />
熱鋼は Cr 量の増加とともにその高温酸化性が高くなると言われている。<br />
700℃級ボイラーの対象材料に対してもこのような酸化補正の必要性の可否に<br />
ついて検討を行う。<br />
(5) 設計に係る事項<br />
700℃級ボイラーを設計する上で、クリープ温度域のみを考慮すると、上述の(1)<br />
から(4)までの項目により、各検討対象材料の許容応力値が求まる。各材料の値<br />
が求まり、各材料を構造物として設置する場合に、溶接によって形成された溶接<br />
熱影響部(HAZ)を含めた溶接継手は、長時間使用された高温機器で多くのクリ<br />
ープ損傷が報告されている箇所であるため、材料によっては溶接部による強度低<br />
下を考慮する必要がある。一般にクリープは高温・定荷重の下で時間とともに塑<br />
性変形が進む現象で、母材に比べて溶接金属や HAZ 部のクリープ強度が低下す<br />
る場合があるので、溶接継手に低減係数を規定することにより設計における安全<br />
を確保することを目的に規定されるものである。<br />
現在、海外での規格では、米国の ASME Sec.Ⅰ(動力ボイラー)、B31.3(プロ<br />
セス配管)、ASME Sec.Ⅲ Subsec. NH(原子力の高温構造設計)、仏国原子力規格<br />
RCC-MR 等において溶接継手強度低減係数が規定されている。ASME では、溶接<br />
金属と母材との比較により係数が設定され、RCC-MR では、HAZ 部と母材との比<br />
較によって係数が設定されている。<br />
- 36 -<br />
- 36 -
ASME での溶接継手強度低減係数は、附録 1 の附表 1.1-2 に示す条項で規定さ<br />
れている。また、国内では改訂案ではあるが、附録 1 の附表 1.1-3 のとおり溶接<br />
継手クリープ強度低減係数が設定されている。<br />
① ASME Sec.Ⅰ(2007)長手継手での製造・構造の最小必要肉厚あるいは計算<br />
最大許容運転圧力に適用される溶接強度低減係数<br />
溶接強度低減係数 w として規定され、円筒長手継手、球形鏡、皿形鏡を対象<br />
とし、材料、熱処理、溶接施工法及び溶接材料の区分に応じて係数が設定されて<br />
いる。規定内容は附録 1 の附表 1.1-4 に示す。<br />
② ASME B31.3 の溶接継手強度低減係数<br />
Subsec.NH と同様、母材のクリープ破断強度と溶接継手部のクリープ破断強度<br />
との比により溶接継手強度低減係数が設定されている。それは、10 万時間クリー<br />
プ破断強度の予想をベースとしている。<br />
溶接継手強度低減係数は、内圧設計によって長手(及び螺旋)継手が設定され<br />
ており、周継手は重さと内圧のような長手方向の応力とモーメントに耐えるもの<br />
として設定されている。また、510℃(950℉)で 1.0、815℃(1500℉)で 0.5 とし<br />
て温度間を直線内挿することとしている。<br />
③ JEAC 3701-2006 及び JEAC 3706-2006 改訂案の溶接継手強度低減係数<br />
国内では、日本電気技術規格委員会 火力専門部会の JEAC 3701-2006 改訂案「発<br />
電用ボイラー規程」の 2 鋼種に溶接継手クリープ強度低減係数が設定されており、<br />
各温度の中間温度に対しては直線補間をすることで係数が設定されている。JEAC<br />
3706-2006「圧力配管及び弁類規程」にも同様に設定されている。<br />
④ ASME Sec.Ⅲ Subsec. NH の溶接継手強度低減係数<br />
溶接継手強度低減係数は、温度及び応力依存で与えられ、評価法は溶接継手か<br />
ら切り出した小型試験片のクリープ強度と母材の強度とを比較することで定めて<br />
いる。また、母材と溶接材料との組合せを規定し、それぞれに温度範囲を指定し<br />
係数を設定している。<br />
- 37 -<br />
- 37 -
Section 1.1.1 の参考文献<br />
[1]横井 信,門馬義雄,“長時間クリープ破断強さの推定”,鉄と鋼,65(7), 831-842<br />
(1979)<br />
[2]藤田利夫,門馬義雄,松崎明博,木原重光,志賀正男,笠原晃明,“ISO 6303 に準<br />
拠したクリープ破断データ外挿法の手引き(第1版)”,日本鉄鋼協会,東京,(1983)<br />
[3]Larson, F.R. and Miller, J., ‘A Time-Temperature Relationship for Rupture and Creep<br />
Stresses’, Trans. ASME, 74, 765-771 (1952)<br />
[4]Orr, R.L., Sherby, O.D., Dorn, J.E., ‘Correlation of Rupture Data for Metals at Elevated<br />
Temperatures’, Trans. ASM, 46, 113-128 (1954)<br />
[5]Manson, S.S., Succop, G., ASTM, STP 174, 40 (1956)<br />
[6]Manson, S.S., Haferd, A.M., NACA, TN2890 (1953)<br />
[7]Manson, S.S., Brown, Jr. W.F., Proc. ASTM, 53, 693 (1953)<br />
[8]Frost, H.J., Ashby, M.F., ‘Deformation Mechanism Maps’, Pergamon Press, Oxford (1982)<br />
[9]Ashby, M.F., Gandhi, C., Talpin, D.M.R., ‘Overview No.3, Fracture-Mechanism Maps and<br />
Their Construction for F.C.C. Metals and Alloys’, Acta Metall., 27, 699-729 (1979)<br />
[10]田中秀雄,村田正治,新谷紀雄,“SUS321H の高温クリープにおける破壊様式”鉄<br />
と鋼, 78(6), 934-940 (1992)<br />
[11]田中秀雄,村田正治,貝瀬正次,新谷紀雄,“SUS304 における粒界クリープ損傷<br />
とクリープ特性”,鉄と鋼, 74(10), 2009-2016 (1988).<br />
[12]丸山公一,馬場栄次,横川賢二,九島秀昭,八木晃一,“時間-温度パラメータ法<br />
におけるクリープ破断寿命の外挿誤差”,鉄と鋼, 80(4), 336-341 (1994)<br />
[13]Granacher, J., Schwienheer, M., ‘ECCC procedure document for graphical multi-heat<br />
averaging and cross plotting method’, ECCC Recommendations 2001, Volume 5,<br />
Appendix D4 (2001)<br />
[14]Kimura, K., Kushima, H., Abe, F., ‘Degradation and Assessment of Long-term Creep<br />
Strength of High Cr Ferritic Creep Resistant Steels’, Proc. Intern. Conf. Advances in Life<br />
Assessment and Optimization of Fossil Power Plants, Orland, Florida, USA, Mar. 11-13,<br />
(2002)<br />
[15]木村一弘,九島秀昭,阿部冨士雄,“応力-破断時間曲線の領域分割法による高<br />
Cr フェライト耐熱鋼のクリープ寿命予測の高度化”,材料, 52(1), 57-62(2003)<br />
[16]Maruyama, K., Lee, J.S., ‘Causes of Overestimation of Creep Rupture Strength in<br />
11Cr-2W-0.3Mo-CuVNb Steel’, Creep & Fracture in High Temperature Components –<br />
Design & Life Assessment Issues, Shibli, I.A., Holdsworth, S.R., Merckling, G., eds.,<br />
DEStech Publications, Lancaster, PA, USA, 372-379 (2005)<br />
[17]Norton, F.N., The Creep of Steel at High Temperature, McGraw-Hill (1929)<br />
[18]Bailey, R. W. 1929 Creep of steel under simple and compound stress and the use of high<br />
initial temperature in steam power plants. Trans World Power Conference Tokyo 3, 1089<br />
[19]Bartsch, H., ‘A New Creep Equation for Ferritic and Martensitic Steels’, Steel Research,<br />
66(9), 384-388 (1995)<br />
- 38 -<br />
- 38 -
[20]Garofalo, F., Fundamentals of Creep and Creep Rupture in Metals, MacMillan, New York<br />
(1965)<br />
[21]Granacher, J., Moehlig, H., Schwienheer, M. and Berger, C., ‘Creep Equations for High<br />
Temperature Materials’, Proc. 7th Intern. Conf. on Creep and Fatigue at Elevated<br />
Temperatures (Creep 7), NIMS, Tsukuba, June 3-8, 609-616 (2001)<br />
[22]Jones, D.I.G. and Bagley, D.L., ‘A Renewal Theory of High Temperature Creep and<br />
Inelasticity’ Proc. Conf. on Creep and Fracture: Design and Life Assessment at High<br />
Temperature, London, April 15-17, MEP, 1996, 81-90 (1996)<br />
[23]Blackburn, L.D., ‘The Generation of Isochronous Stress-Strain Curves’, ASME, New York,<br />
15 (1972)<br />
[24]Evans, R.W. and Wilshire, B., Creep of Metals and Alloys, Inst. Metals (1985)<br />
[25]丸山公一,原田千里,及川 洪,材料,34, 1289-1295 (1985)<br />
[26]Kachanov, L.M., Introduction to Continuum Damage Mechanics, Martinus Nijhoff Publ.<br />
(1986)<br />
[27]Baker, A.J. and O’Donnell, M.P., ‘R5 High Temperature Structural Integrity Assessment<br />
of a Cracked Dissimilar Metal Weld Vessel Test’, Proc. 2nd Intern. Conf. on Integrity of<br />
High temperature Welds, London, Nov. 10-12 (2003)<br />
[28]Dyson, B.F. and McLean, M., ‘Microstructural Evolution and Its Effects on the Creep<br />
Performance of High Temperature Alloys’, Microstructural Stability of Creep Resistant<br />
Alloys for High Temperature Applications, Strang, A. et al. eds., 371-393 (1998)<br />
[29]Creep of Steels Working Party, High Temperature Design Data for Ferritic Pressure<br />
Vessel Steels, Inst. Mech. Eng., London (1983)<br />
[30]Bolton, J., ‘Design Considerations for High Temperature Bolting’, Proc. Conf. on<br />
Performance of Bolting Materials in High Temperature Plant Applications, York, June<br />
16-17, Strang, A. ed., 1-14 (1994)<br />
[31]Prager, M., ‘Development of the MPC Omega Method for Life Assessment in the Creep<br />
Range’, ASME J. Pressure Vessel Technology, 117, May, 95-103 (1995).<br />
[32]金子隆一, 本郷宏通, 長島伸夫, 門馬義雄, 田中千秋, ‘2.25Cr-1Mo 鋼クリープ破断<br />
寿命に及ぼす酸化の影響’ CAMP ISIJ Vol.1 (1998) – 900<br />
[33]M.Nakashiro, S.Kihara, F.Kishimoto, T.Fujimori ‘Evaluation of Long-term Creep Strength<br />
of 2.25Cr-1Mo Heat Transfer Tube in Actual Service Stress Level Range’, ISIJ<br />
International, Vol.30 (1990), N0.10, pp.823-828<br />
[34]Fujimitsu Masuyama, ‘Creep Rupture Life and Design Factor for High Strength Ferritic<br />
Steels’, Proceedings of ECCC Creep Conference, 12-14 September 2005, London, UK,<br />
pp983-996<br />
- 39 -<br />
- 39 -
表Ⅱ.1.1.1-1 検討候補材料<br />
Ni基合金 オーステナイト系鋼 フェライト系鋼<br />
1 UNS-N06617(Alloy617)<br />
(52Ni-22Cr-13Co-9Mo)<br />
2 CCA617<br />
(Ni-22Cr-9Mo-11.5Co-1Al)<br />
3 Alloy263<br />
(Ni-20Cr-19.5Co-6Mo-2Ti)<br />
4 Alloy740<br />
(Ni-24.5Cr-1Fe-19.5Co-2Nb-<br />
1.5Ti)<br />
5 NCF625TP<br />
UNS N06625(Alloy625)<br />
(60Ni-22Cr-9Mo-3.5Cb)<br />
6 UNS N06230(Haynes230)<br />
(Ni-22Cr-14W-2Mo-La)<br />
7 HR6W<br />
(Ni-23.5Cr-24Fe-6W)<br />
8 TEMPALOY CR30A<br />
(30Cr-50Ni-2Mo-Ti-Zr-B)<br />
9 Alloy HR-120<br />
(Ni-26Cr-35Fe-0.5Nb)<br />
10 NCF800HTP<br />
UNS N08810(Alloy800H)<br />
(33Ni-42Fe-21Cr)<br />
11 UNS N08811<br />
(Alloy800HT)<br />
(33Ni-42Fe-21Cr)<br />
12 UNS N10276<br />
(Alloy C276)<br />
(54Ni-16Mo-15Cr)<br />
38 USC141<br />
(Ni-20Cr-10Mo-1.1Al-1.6Ti)<br />
13 火 SUS310J3TB(SAVE25)<br />
14/<br />
15<br />
(Fe-22Cr-19Ni-1.5W-4Cu)<br />
Sanicro25/Alloy174<br />
(Fe-23Cr-24Ni-3.5W-3Cu-1.5Co<br />
16 火 SUS310J2TB(NF709)<br />
(22Cr-25Ni-1.5Mo-Nb-B-N)<br />
17 火 SUS310J1TB<br />
UNS S31042(HR3C)<br />
(25Cr-20Ni-Nb-V)<br />
18 UNS S31060(NAR-AH-4)<br />
(低 Si-23Cr-11Ni-0.2N-B)<br />
19 火 SUS347J1TB(XA704)<br />
(18Cr-10Ni-Cb)<br />
20 TP347HFG<br />
(18Cr-9Ni-3Cu-Cb-N)<br />
21 火 SUS304J1HTB<br />
(SUPER304H)<br />
(18Cr-9Ni-3Cu-Cb-N)<br />
22 火 SUS309J4HTB<br />
(TEMPALOY A-3)<br />
(22Cr-15Ni-Nb)<br />
23 火 SUS321J2HTB<br />
(TEMPALOY AA-1)<br />
(18Cr-10Ni-3Cu-Ti-Nb)<br />
24 火 SUS321J1HTB<br />
(TEMPALOY A-1)<br />
(18Cr-10Ni-Ti-Nb)<br />
25 XCrNiMoN17-13<br />
(17.5Cr-12Ni-3Mo)<br />
*:色塗り部は優先検討材料、二重取消線は検討対象から除外<br />
- 40 -<br />
- 40 -<br />
26 VM12<br />
(Fe-11.5Cr-1.5W-1.5Co)<br />
27 Abe Alloy / 9Cr-3W-3Co<br />
28 低 C-9Cr-2.4W-1.8Co<br />
29 X20CrMoVNi11-1<br />
(11.5Cr-1Mo-V-Cu-Al)<br />
30 Grade 122<br />
31/<br />
32<br />
(12Cr-2W)<br />
Grade 911<br />
(9Cr-1Mo-1W-Cb)<br />
33 Grade91<br />
(9Cr-1Mo-Nb-V)<br />
34 Grade92<br />
(9Cr-1.8W)<br />
35 T24<br />
(2.4Cr-1Mo)<br />
36 T23<br />
(2.25Cr-1.6W)<br />
37 13CrMo4-5<br />
(1Cr-0.5Mo-Al)<br />
39 SAVE12 改良<br />
(12Cr-W-Co-V-Nb-N)
表Ⅱ.1.1.1-2 調査対象材の規格化、製品化と調査の状況 (1/5)<br />
その他/冷間加工の影響<br />
剛性率(横弾性係数)<br />
時効後靭性/衝撃特性<br />
物性値<br />
時効後靭性/引張特性<br />
参考/高温強度<br />
降伏強さ/耐力<br />
製造方法、製造工程<br />
熱処理<br />
備 考<br />
(特記事項)<br />
番号 材料名<br />
Ni 基合金、Ni-Fe 合金<br />
1 Alloy 617 (UNS N06617) 有 ◆ ◆ ◆ ◆ ◆ ◇ ◇ ◇ ◆ ◇ ◇ ◇ ◇ ◇ ◇ *2 カタログ:H-3171, SMC-029(2005)etc.<br />
2 CCA617<br />
3 Alloy 263 / Nimonic 263 (UNS N07263) ◇ ◇ ◇ ◇ ◇ ◇ ◇ ◇ ◇ ◇ ◇ ◇ ◇ *2 カタログ:H-3047D, SMC-054(2004)etc.<br />
製品規格の有無 *1<br />
4 Alloy 740 ◇ ◇ ◇ ◇ ◇ ◇ ◇ ◇ ◇ ◇ ◇ ◇ *2 カタログ:SMC-029(2004)<br />
5 Alloy 625 有 ◆ ◆ ◆ ◆ ◆ ◇ ◇ ◇ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◇ カタログ:H-3073D, SMC-063(2006)etc.<br />
6 Haynes 230 UNS N06230 有 ◆ ◆ ◆ ◆ ◆ ◇ ◇ ◇ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◇ カタログ:H-3000H, SMC-104(2007)etc.<br />
7 HR6W/ 23Cr-43Ni-5/7W-Nb,V *2<br />
8 TEMPALOY CR30A *2<br />
9 Alloy HR-120 (UNS N08120) 有 ◆ ◆ ◆ ◇ ◇ ◇ ◇ ◇ ◇ ◇ ◇ カタログ:H-3125B<br />
10 Alloy 800H (UNS N08810) 有 ◆ ◆ ◆ ◆ ◇ ◇ ◆ ◆ ◆ ◆ ◆ ◆ ◆ カタログ:SMC-047(2004)<br />
11 Alloy 800HT (UNS N08811) 有 ◆ ◆ ◇ ◇ ◇ ◇ ◆ ◆ ◆ ◆ ◆ ◆ カタログ:SMC-047(2004)<br />
12 UNS N10276 /Alloy C276 有 ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆<br />
高Cr オーステナイト系ステンレス鋼<br />
13 SAVE25 (23Cr-18Ni-Nb-Cu-N) 有 ◆ ◆ ◆ ◆ ◆ - - - ◆ ◆<br />
14/15 Sanicro 25 /Alloy 174 ※ ◇ *3, *4 ※: ASTM (A 213/A 312 SXXXXX) 登録中。<br />
16 NF709R /NF709 有 ◆ ◆ ◆ ◆ ◆ - - - ◆ ◆ ◇ ◇ ◆ 共金系 & 625 alloy - GTAW/SMAW<br />
17 HR3C 有 ◆ ◆ ◆ ◆ ◆ - - - ◆ ◆ ◆<br />
18 NAR-AH-4 有 ◆<br />
19 XA704 有 ◆ ◆ ◆ ◆ ◆ - - - ◆ ◆ ◇ ◇ ◆<br />
20 TP347HFG (SA-213 TP347HFG) 有 ◆ ◆ ◆ ◆ ◆ ◆ ◆<br />
21 SUPER 304H 有 ◆ ◆ ◆ ◆ ◆ - - - ◆ ◆ ◇ ◆ *3<br />
22 TEMPALOY A-3 有<br />
◆ ◆ ◆ ◆ ◆ ◆ ◆ ◇ ◇ ◆ ASME (Case XXXX) 登録中<br />
23 TEMPALOY AA-1 有 ◆ ◆ ◆ ◆ ◆ - ◆ - ◆ ◆ ◇ ◇ ◆<br />
24 TEMPALOY A-1 有 ◆ ◆ ◆ ◆ ◆ - - - ◆ ◆ ◇<br />
25 X3CrNiMoN17-13 (16Cr-12Ni-2Mo-N) 有<br />
新・高Cr フェライト系鋼<br />
26 VM12<br />
27 Abe Alloy/ 9Cr-3W-3Co<br />
28 低C-Cr鋼/ 低C-9Cr-2.4W-1.8Co<br />
29 X20CrMoVNi11-1 (12CrMoV) 有<br />
30 Grade 122 有<br />
31/32 Grade 911 有<br />
33 Grade 91 有<br />
34 Grade 92 有<br />
35 T24 UNS K30736 有<br />
36 T23 UNS K40714 有<br />
37 13CrMo4-5 (1CrMo) 有<br />
調査追加材料<br />
38 USC141/ 20Cr-10Mo-Ti-Al-bal.Ni *2 国内開発材/Ni 基合金<br />
39 SAVE12改良 /(9Cr-W-Co-B) 国内開発材/新・高Cr フェライト系鋼<br />
◆:規格に、◇:カタログ、文献にあるものを示す。<br />
*1 :製品規格があるものの規格内容は別シートによる。<br />
*2 :RSA規格基準調査分科会で希望のあったものを示す。<br />
*3 :“大径管製造が期待できない”との情報がある(同前分科会)。<br />
*4 :No.14 (Sanicro 25 ) とNo.15 (Alloy 174)は、同じ材料により集約。<br />
比熱<br />
凝固潜熱<br />
融点<br />
密度<br />
熱拡散率<br />
熱伝達率<br />
線膨張率<br />
縦弾性係数<br />
疲労強度<br />
(溶接継手)<br />
(母材)<br />
許容引張応力値<br />
試験検査<br />
吸収エネルギー<br />
硬さ<br />
絞り<br />
伸び<br />
引張強さ<br />
機械的性質<br />
化学成分<br />
- 41 -<br />
- 41 -
表Ⅱ.1.1.1-2 調査対象材の規格化、製品化と調査の状況 (2/5)<br />
Ni 基合金、Ni-Fe合金<br />
番号 材料名 規格番号/材料記号 規格製品形状 備考<br />
1 Alloy 617 (UNS N06617)<br />
SB-166 UNS N06617 Bar, Rod<br />
SB-167 UNS N06617 Smls. Pipe & Tube<br />
SB-168 UNS N06617 Plate, , Sheet, , Stripp<br />
B 546 Wld. Pipe & Tube<br />
SB-564 UNS N06617 Forgings<br />
Case 1956-8 UNS N06617 Plate,rod,Bar,Forging,Smls.Tube 廃版<br />
Case 1982-2 UNS N06617 Smls. Pipe & Tube 廃版<br />
B31Case 163 UNS N06617<br />
2 CCA617<br />
3 Alloy 263/ Nimonic 263 (UNS N07263)<br />
4 Alloy 740<br />
5 Alloy 625<br />
各種<br />
SB-366 UNS N06625 Smls. & wld Fittings<br />
SB-443 UNS N06625 Plate,Sheet,Strip<br />
SB-444 UNS N06626 Smls.Pipe & Tube<br />
SB-446 UNS N06627 Bar<br />
SB-564 UNS N06625 Forging<br />
SB-704 UNS N06625 Wld. Pipe<br />
SB-705 UNS N06625 Wld.Tube<br />
Case 1409-7 (Gr 2) 各種 廃版<br />
Case 1935-3 (Gr 1) 各種<br />
B31Case 146-1 (Gr 1 & 2) 各種<br />
MA625 棒, 板, 管<br />
GNCF1/ 発電用原子力発電用規格 棒, 板, 継目無&溶接管<br />
JIS G4901 NCF625-B 棒, 平材<br />
JIS G4902 NCF625-P 板<br />
JIS G4903 NCF625TP 管<br />
JIS G4904 NCF625TB<br />
6 Haynes 230 UNS N06230<br />
伝熱管<br />
SB-366 UNS N06230 Smls. & wld Fittings<br />
SB-435 UNS N06230 Plate, Sheet, Strip<br />
SB-564 UNS N06230 Forgings<br />
SB-572 UNS N06230 Bar<br />
SB-619 UNS N06230 Wld. Pipe<br />
SB-622 UNS N06230 Smls. Pipe & Tube<br />
SB-626 UNS N06230 Wld. Tube<br />
Case 2063-5 UNS N06230<br />
7 HR6W/ 23Cr-43Ni-5/7W-Nb,V<br />
8 TEMPALOY CR30A<br />
9 Alloy HR-120 (UNS N08120)<br />
各種<br />
SB-163 Condenser Tube<br />
SB-366 Smls Smls. & wld Fittings<br />
SB-407 Smls. Pipe & Tube<br />
SB-408 Bar,Rod<br />
SB-409 Plate, Sheet, Strip<br />
SB-514 Wld. Pipe<br />
SB-515 Wld. Tube<br />
SB-564 UNS N08120 Forgings<br />
B 924 Tube with Integral Fins<br />
- 42 -<br />
- 42 -
表Ⅱ.1.1.1-2 調査対象材の規格化、製品化と調査の状況 (3/5)<br />
10 Alloy 800H (UNS N08810)<br />
SB-163 UNS N08810 Smls.Tube<br />
SB-407 UNS N08810 Smls. Pipe & Tube<br />
SB-408 UNS N08810 Bar<br />
SB-409 UNS N08810 Plate<br />
SB SB-514 514 UNS N08810 Wld Wld. Pi Pipe<br />
SB-515 UNS N08810 Wld. Tube<br />
SB-564 UNS N08810 Forgings<br />
Case 1949-4 UNS N08810 Forgings<br />
Case 1325-18 UNS N08810 各種<br />
JIS G4901 NCF800H-B 棒, 平材<br />
JIS G4902 NCF800H-P 板<br />
JIS G4903 NCF800HTP 管<br />
JIS G4904 NCF800HTB<br />
Sec.III Div.1 Subsec. NH (Alloy 800H)<br />
Case N-205-5 (Alloy 800H)<br />
Case N-253-14 (Alloy 800H)<br />
11 Alloy 800HT (UNS N08811)<br />
伝熱管<br />
SB-163 UNS N08811 Smls.Tube<br />
SB-407 UNS N08811 Smls. Pipe & Tube<br />
SB SB-408 408 UNS N08811 BBar<br />
SB-409 UNS N08811 Plate<br />
SB-515 UNS N08811 Wld. Tube<br />
SB-564 UNS N08811 Forgings<br />
JIS G4901 NCF800H-B 棒, 平材<br />
JIS G4902 NCF800H-P 板<br />
JIS G4903 NCF800HTP 管<br />
JIS G4904 NCF800HTB 12 UNS N10276 /Alloy C276<br />
伝熱管<br />
SB-366 UNS N10276 Smls. & Wld. Fitting<br />
SB-462 UNS N10276 Forging<br />
SB-564 UNS N10276 Forging<br />
SB-574 UNS N10276 Rod<br />
SB-575 UNS N10276 Plate, Sheet, Strip<br />
SB-619 UNS N10276 Wld. Pipe<br />
SB SB-622 622 UNS N10276 Wld Wld. TTube b<br />
SB-626 UNS N10276 Smls.Pipe & Tube<br />
番号 材料名 規格番号/材料記号 規格製品形状 備考<br />
- 43 -<br />
- 43 -
表Ⅱ.1.1.1-2 調査対象材の規格化、製品化と調査の状況 (4/5)<br />
高Cr オーステナイト系ステンレス鋼<br />
番号 材料名 規格番号/材料記号 規格製品形状 備考<br />
13 SAVE25<br />
火SUS310J3TB 継目無(伝熱)管<br />
14 Sanicro 25 /Alloy 174<br />
/15<br />
Smls.Tube, Smls. & Wld. Pipe<br />
16 NF709R 火SUS310J2TB (=NF709+NF709R)<br />
継目無(伝熱)管<br />
Case 2581 Smls.Tube<br />
17 HR3C 火SUS310J1TB 継目無(伝熱)管<br />
Case 2115-3/ (SA-213 TP310HCbN)<br />
18 NAR-AH-4<br />
Case 2430 (A 213 UNS S31060) Smls.Tube<br />
Case 2430 (A 240 UNS S31060) plate<br />
19 XA704<br />
火SUS347J1TB 継目無(伝熱)管<br />
Case 2475 (18Cr-9Ni-2.5W-V-Cb)<br />
20 TP347HFG (SA-213 TP347HFG)<br />
Smls.Tube<br />
火SUS347HTB 継目無(伝熱)管<br />
Case 2159-2 (18Cr-10Ni-Cb)<br />
21 SUPER 304H<br />
Smls.Tube 廃版<br />
火SUS304J1HTB 継目無(伝熱)管<br />
Case 2328-1 (18Cr-9Ni-3Cu-Cb-N) Smls.Tube<br />
22 TEMPALOY A-3 22Cr-15Ni-Cb-N (TP309HCbN)<br />
火SUS309J4HTB 継目無(伝熱)管<br />
Case XXXX -2007<br />
23 TEMPALOY AA-1<br />
Smls.Tube<br />
火SUS321J2HTB 継目無(伝熱)管<br />
Case 2512 (18Cr-10Ni-3Cu-Ti-Cb) Smls.Tube<br />
24 TEMPALOY A-1<br />
火SUS321J1HTB 継目無(伝熱)管<br />
25 X3CrNiMoN17-13 (16Cr-12Ni-2Mo-N) EN/DIN規格<br />
- 44 -<br />
- 44 -
表Ⅱ.1.1.1-2 調査対象材の規格化、製品化と調査の状況 (5/5)<br />
新・高Cr フェライト系鋼<br />
番号 材料名 規格番号/材料記号 規格製品形状 備考<br />
26 VM12<br />
27 Abe Alloy/ 9Cr-3W-3Co<br />
28 低C-Cr鋼/ 低C-9Cr-2.4W-1.8Co<br />
29 X20CrMoVNi11-1 (12CrMoV)<br />
30 Grade 122<br />
EN/DIN規格<br />
火SUS410J2TB 継目無(伝熱)管<br />
SA-213 T122 Smls. Tube<br />
SA-335 P122 Smls. Pipe<br />
Case2180-3 (12Cr-2W) Smls. Pipe & Tube, Plate, Forging<br />
火SUS410J3TB 継目無(伝熱)管<br />
火SUS410J3TP 継目無管<br />
火SUS410J3 板<br />
火SUSF410J3 鍛造品<br />
火SUS410J3DTB<br />
31 Grade 911<br />
継目無(伝熱)管<br />
/32 SA-335 P911 Smls. pipe<br />
SA-182 F911 Forging<br />
SA-387 Grade 911 Plate<br />
SA-1017 Grade 911 Plate<br />
Case 2327-1 (9Cr (9Cr-1Mo-1W-Cb) 1Mo 1W Cb) Smls Smls. Pipe & Tube, Tube Forged & bored pipe, pipe Fitting, Fitting Plate, Plate Forgings<br />
33 Grade 91<br />
火STPA28 継目無管<br />
火STBA28 継目無(伝熱)管<br />
火SFVAF28 鍛造品<br />
SA-335 P91 Smls. Pipe<br />
SA-182 F91 Smls. Tube<br />
SA-213 T91 Smls. Tube<br />
SA-336 Grade F91 Forging<br />
SA-387 Grade 91<br />
Sec.III Div.1 Subsec. NH (9Cr-1Mo-V)<br />
Case N-253-14 (9Cr-1Mo-V)<br />
34 Grade 92<br />
Plate<br />
NF616 (9Cr-1.8WNbV) Forging, Smls. Pipe & Tube<br />
Case 2179-6 (9Cr-2W) Forging, Pipe & Tube<br />
火STPA29 継目無管<br />
火STBA29 継目無(伝熱)管<br />
火SFVAF29 鍛造品<br />
SA-213 T92 Smls. Tube<br />
SA-335 P92 Smls. Pipe<br />
SA-182 F92 Forging<br />
SA-369 FP92 Forged Pipe<br />
35 T24 UNS K30736<br />
A213 T24 UNS K30736<br />
36 T23 UNS K40714<br />
Smls. Tube<br />
火SCMV4J1 板<br />
火SFVAF22AJ1 鍛造品<br />
火STPA24J1 継目無管<br />
火STBA24J1 継目無(伝熱)管<br />
SA-213 T23 Smls. Tube<br />
CCase 2199 2199-3 3 (2 (2.25Cr-1.6W-V-Cb) 25C 1 6W V Cb) SSmls. l Pipe Pi & TTube, b Pl Plate, t FForging i<br />
37 13CrMo4-5 (1CrMo) EN/DIN規格<br />
- 45 -<br />
- 45 -
表Ⅱ.1.1.1-3 クリープ変形モデルと対象範囲(1/2)<br />
クリープ変形モデル 表示式 対象範囲 参考文献<br />
Norton Eqn1 定常 [17]<br />
Modified Norton Eqn2 定常<br />
Norton-Bailey Eqn3 遷移/定常 [18]<br />
Bartsch Eqn4 遷移/定常 [19]<br />
Garofalo Eqn5 遷移/定常 [20]<br />
Modified Garofalo Eqn6 遷移/定常/加速 [21]<br />
BJF Eqn7 遷移/定常 [22]<br />
Blackburn Eqn8 遷移/定常 [23]<br />
θ method Eqn9 遷移/定常/加速 [24]<br />
Modified θ method Eqn10 遷移/定常/加速<br />
修正θ法 Eqn11 遷移/定常/加速 [25]<br />
Rabotnov-Kachanov Eqn12 遷移/定常/加速 [26]<br />
Baker-Cane Eqn13 遷移/定常/加速 [27]<br />
Dyson and McLean (CRISPEN) Eqn14 遷移/定常/加速 [28]<br />
IMechE Eqn15 遷移/定常 [29]<br />
Bolton Eqn16 遷移/定常/加速 [30]<br />
Omega Eqn17 定常/加速 [31]<br />
Appendix 1 クリープ変形表示式<br />
Eqn1 ε .<br />
m = a 1⋅exp(Q /RT )⋅σ n<br />
Eqn2 ε .<br />
m = b 1⋅exp(Q B /RT ) ⋅σ n + c1⋅exp(Q C /RT )σ n<br />
Eqn3 ε f = d1⋅σ n ⋅t p<br />
Eqn4 ε f = e1⋅exp(Q11 /RT )⋅σ n ⋅exp(b 1⋅σ )⋅t p + e2⋅exp(Q 2 /RT )⋅σ⋅exp(b 2⋅σ )⋅t n<br />
Eqn5 ε f = ε t⋅[1−exp(−b 1⋅t )] + ε .<br />
Eqn6<br />
m<br />
ε f = ε f1,max⋅[1−exp(−D (t /t 12) u )] + ε .<br />
m⋅t + C 23⋅(t /t 23) f<br />
Eqn7 ε f = n1⋅[1−exp(−t )] β + n2⋅t<br />
t = (σ /A1) n Eqn8<br />
⋅exp(−Q /RT )<br />
ε = ε i + ε P0 {1− exp(−β P0⋅t)} + ε P {1− exp(−β P⋅t)} + ε .<br />
s⋅t<br />
Eqn9 ε f = θ1⋅[1−exp(−θ2⋅t)] + θ3⋅[exp(−θ4⋅t) −1]<br />
log(θi) = ai + biT + ciσ + diσT<br />
Eqn10 ε f = θ1⋅[1−exp(−θ2⋅t)] + θm⋅t + θ3⋅[exp(−θ4⋅t) −1]<br />
θm = Aσ n exp(−Q /RT )<br />
Eqn11<br />
Eqn12<br />
ε = ε 0 + Α⋅[1−exp(−α⋅t)] + Β⋅[exp(−α⋅t) −1]<br />
ε .<br />
= h1⋅σ n /(1−ω), ω .<br />
= k1⋅σ v /(1−ω) ζ<br />
- 46 -<br />
- 46 -
表Ⅱ.1.1.1-3 クリープ変形モデルと対象範囲(2/2)<br />
Eqn13 ε f = A⋅t m {( l−φ )/( λ−φ )}<br />
+ ε p + φ ⋅ε s + ε s⋅(λ−φ )⋅[ l−{(t /tu−φ )/(1−φ )}]<br />
l = ε u /ε s, ε s = ε m⋅t u and φ = t p /t u<br />
Eqn14 ε .<br />
= ε .<br />
´0⋅(1 + Dd )⋅ exp(Q /RT ) ⋅sinh[σ ⋅(1−H)/{σ 0⋅(1−Dp )⋅(1−ω)}]<br />
Eqn15 R u/t/T = (a + b /ε f −c ⋅ε f 2 )R ε/t/T + d + e /ε f + f /ε f 2 − g ⋅ε f 2<br />
Eqn16 ε f (σ) = ε ⋅(R u/t/T /R ε/t/T −1)/(R u/t/T /σ −1)<br />
Eqn17 ε .<br />
= ε .<br />
m /(1−ε .<br />
m⋅Ω ⋅t )<br />
Appendix 2 記号<br />
A, B 定数<br />
a, b, c, d, e, f, g 定数<br />
n 応力指数<br />
p 時間指数<br />
Q クリープの活性化エネルギー<br />
R 気体定数<br />
Rε/t/T 所定の時間・温度に対するクリープ強度<br />
Ru/t/T 所定の時間・温度に対するクリープ破断強度<br />
t 時間<br />
t12, t23 定常クリープ域開始時間,加速クリープ域開始時間<br />
tu クリープ破断時間の実測値<br />
tu, max クリープ破断時間の最大実測値<br />
tpε/σ/T 所定の塑性ひずみ到達時間の実測値<br />
t*pε/σ/T 所定の塑性ひずみ到達時間の予測値<br />
T 温度<br />
α 速度定数<br />
ε, ε e, ε f ひずみ,弾性ひずみ,クリープひずみ<br />
ε f1,max 定常クリープ域開始時のクリープひずみ<br />
ε i, ε 1, ε p, ε per 瞬間ひずみ,瞬間塑性ひずみ,塑性ひずみ,永久ひずみ<br />
ε 0<br />
ε<br />
仮想初期ひずみ<br />
.<br />
, ε .<br />
m, ε .<br />
s ひずみ速度,最小クリープ速度,定常クリープ速度<br />
σ, σ0 応力,初期応力<br />
θ1, θ2, θ3, θ4 θ法の定数<br />
θm 改良θ法の追加定数<br />
Ω<br />
ω, ω<br />
材料固有のクリープ損傷パラメータ<br />
.<br />
損傷度,損傷蓄積速度<br />
- 47 -<br />
- 47 -
1.1.2 発電用火力設備における疲労強度等に関する調査<br />
候補材の前述した材料特性のうち、疲労強度、縦弾性係数、線膨張係数、熱伝<br />
導率及び熱拡散率を当面のものと設定している。調査対象材は、当然、クリープ<br />
強度に関する調査と同一ものとし、材料データ収集では、国内の試験データ、製<br />
品カタログ、海外及び国内の文献と規格を調査している。調査対象材料の規格化、<br />
製品化と調査の状況を表Ⅱ.1.1.1-2 に示す。<br />
疲労強度の調査では、疲労試験結果データの収集とともに、疲労強度の調査準<br />
備として、試験での供試材の製品形状・寸法、熱処理、試験片の形状・寸法、試<br />
験温度、繰返し波形等の試験条件、曲げ、引張-圧縮、ねじり等の負荷方法、繰<br />
返し数、ひずみ範囲、ひずみの制御、荷重制御方法を、また、溶接部の試験では<br />
その破断位置を含めた調査項目をあげ、表Ⅱ.1.1.2-2 にしたがって実施することと<br />
している。<br />
表Ⅱ.1.1.2-2 の調査項目に従い、疲労及び材料物性値のデータ収集を行ったうえ<br />
で、文献データ等をまとめ、規格に設定された疲労設計線図や物性値を基に文献<br />
データ等でクロスチェックを行うことを目標に、図Ⅱ.1.1.2-1 のような調査フロー<br />
で検討を行うこととした。<br />
疲労強度・物性値の調査フロー<br />
図Ⅱ.1.1.2-1 疲労強度及び物性値の調査フロー<br />
- 48 -<br />
- 48 -
1.1.2.1 平成 20 年度までの調査結果<br />
疲労強度データ及び材料物性値の収集を行う材料を優先検討材料を基に選定し、<br />
文献等データの収集及び規格規定の整理を行った結果を以下に示す。<br />
(1) 文献等データ収集結果<br />
① 疲労強度データの収集<br />
a. 材料の選定とデータ収集項目<br />
疲労関係におけるデータ収集検討材料は、次の条件によって材料選出を行った。<br />
(a) 前述「1.1.1 クリープ強度に関する調査」によって調査を行っている材料<br />
No.1 UNS N06617、No.5 UNS N06625、No.6 UNS N06230、<br />
No.10 NCF800HT、No.16 火 SUS310J2TB、No.17 火 SUS310J1TB、<br />
No.19 火 SUS347J1HTB、No.20 TP347HFG、No.21 火 SUS304J1HTB、<br />
No.22 火 SUS309J4HTB、No.23 火 SUS321J2HTB、No.24 火 SUS321J1HTB<br />
に A-USC 想定ボイラーにおいて疲労が対象になると考えられる材料を選定<br />
した。<br />
(b) No.1 UNS N06617 の類似材である No.2 CCA 617 及び<br />
No.10 NCF800HT の類似材である No.11 Alloy 800HT を検討対象材料に加えた。<br />
(c) オーステナイト系鋼は、小径薄肉管を対象とした材料と考えられるため、<br />
疲労データは乏しいと考えられるため、本年度はデータ収集対象を保留した。<br />
(d) A-USC 想定ボイラーの材質にフェライト系鋼が対象とされており、かつ、<br />
対象部位が管台、管寄せ、連絡管等、疲労の重要性が高いため次郎関連デー<br />
タを収集することとした。<br />
以上の(a)~(d)により、以下の材料の疲労関連データ収集を行った。<br />
No.1 UNS N06617、No.2 CCA 617、No.5 UNS N06625、<br />
No.6 UNS N06230、No.10 NCF800HT、No.11 Alloy 800HT、<br />
No.27 Abe Alloy/9Cr-3W-3Co、No.30 Grade 122、No.33 Grade 91、<br />
No.34 Grade 92<br />
データ収集項目は、平成 18 年度に調査した「疲労強度線図作成に必要な試験デ<br />
ータ項目」の母材を対象とした項目を基本とした。<br />
収集データ項目は次のとおり。<br />
規格<br />
ア. 疲労設計線図 規格の有無<br />
文献<br />
イ. 文献名<br />
ウ. S-N 曲線の有無(対象温度に該当する曲線を添付している)<br />
エ. 熱処理(固溶化熱処理、焼鈍、粒径(粒度番号))<br />
オ. 試験体形状<br />
カ. 試験体寸法<br />
キ. 試験条件(環境、温度、繰返し波形)<br />
- 49 -<br />
- 49 -
ク. 負荷方法(曲げ、引張-圧縮、ねじり、組合せ)<br />
ケ. 繰返し数(Nf、N25)<br />
コ. 繰返し速度<br />
サ. ひずみ範囲<br />
シ. 制御(ひずみ制御、荷重制御)<br />
ス. 応力-ひずみ関係<br />
b. 文献データ収集結果<br />
上述①(a)~(d)に示した材料の疲労強度に関する文献データを上述ア~スの項<br />
目を中心に収集し、まとめたものを表Ⅱ.1.1.2-3 に示す。<br />
文献データ収集の結果をまとめると次のとおりである。<br />
(a) 規格基準自体が対象温度に該当する規定がほとんどない。<br />
(b) 文献データ収集は母材を対象に行った。<br />
(c) 文献データを収集したが、疲労強度線図の確からしさを確かめられる程の<br />
データ量ではない。<br />
(d) 規格値と文献データとを比較できるというデータ量でもない。<br />
以上の結果から、疲労データ収集の今後の展開について検討することが課題で<br />
ある。<br />
c. 規定の整理<br />
A-USC 想定ボイラーに対する対象温度範囲の S-N 曲線の作成を目標に、既存の<br />
規格に設定されている疲労設計線図について整理を行った。<br />
疲労設計線図規定について整理しまとめたものを表Ⅱ.1.1.2-4 に示す。<br />
表中の概要は次のとおりである。<br />
(a) 温度範囲は、ASME Sec.Ⅲ subsec. NH に Alloy 800H(760℃まで)及びオ<br />
ーステナイト系ステンレス鋼(304 SS 及び 316 SS)(705℃未満)に疲労設計<br />
線図が設定されているが、その他は対象温度未満までの規定<br />
(b) ASME のマージンは、繰返し数に対して「20」、応力に対して「2」<br />
(c) EN 規格のマージンは、繰返し数に対して「10」、応力に対して「1.5」<br />
(d) ASME Sec.Ⅷ Div.2(2007)及び EN 13445 の溶接部の疲労設計線図は溶接継<br />
手の疲労試験データに基づき設定されている。<br />
② 材料物性値の収集<br />
a. 材料の選定とその経緯<br />
物性値におけるデータ収集検討材料は、次の条件によって材料選出を行った。<br />
(a) 前述「①疲労強度データの収集」によって選出した材料<br />
No.1 UNS N06617、No.2 CCA 617、No.5 UNS N06625、<br />
No.6 UNS N06230、No.10 NCF800HT、No.11 Alloy 800HT、<br />
No.27 Abe Alloy/9Cr-3W-3Co、No.30 Grade 122、No.33 Grade 91、<br />
No.34 Grade 92<br />
- 50 -<br />
- 50 -
に A-USC 想定ボイラーにおいて疲労が対象になると考えられる材料を選定<br />
した。<br />
(b) 物性値データ収集材料は次のとおり。<br />
No.1 UNS N06617、No.2 CCA 617、No.5 UNS N06625、<br />
No.6 UNS N06230、No.10 NCF800HT、No.11 Alloy 800HT、<br />
No.16 火 SUS310J2TB、No.17 火 SUS310J1TB、<br />
No.19 火 SUS347J1HTB、No.20 TP347HFG、No.21 火 SUS304J1HTB、<br />
No.22 火 SUS309J4HTB、No.23 火 SUS321J2HTB、<br />
No.24 火 SUS321J1HTB、No.27 Abe Alloy/9Cr-3W-3Co、<br />
No.30 Grade 122、No.33 Grade 91、No.34 Grade 92<br />
データ収集項目は、A-USC ボイラーの起動・停止に係る熱応力を考慮する観点<br />
から、「縦弾性係数」及び「線膨張係数」のデータ収集を行った。<br />
b. 文献データ収集結果<br />
上述②(b)に示した材料の「縦弾性係数」及び「線膨張係数」の文献データ等を<br />
収集し、まとめたものを表Ⅱ.1.1.2-3 に示す。<br />
文献データ収集の結果をまとめると次のとおりである。<br />
(a) Ni 基合金のデータは、ほぼカタログデータである。<br />
(b) オーステナイト系鋼のデータは、材料メーカーから提供された自社データ<br />
である。<br />
以上の結果から、物性値データ収集の今後の展開について検討することが課題<br />
である。<br />
c. 規定の整理<br />
A-USC ボイラーの起動・停止に係る熱応力を考慮するために「縦弾性係数」及<br />
び「線膨張係数」が設定されている既存の規格について、材料分類及び設定温度<br />
範囲の整理を行った。<br />
「縦弾性係数」及び「線膨張係数」が ASME Sec.Ⅱ Part D に設定されており、<br />
その上限温度は、「縦弾性係数」及び「線膨張係数」ともに概ね 800℃まで設定さ<br />
れている。<br />
詳細は表Ⅱ.1.1.2-5 に示す。<br />
1.1.2.2 平成 21 年度の調査方針<br />
平成20 年度までに疲労強度データ及び材料物性値のうち「縦弾性係数」及び「線<br />
膨張係数」の収集を行った。<br />
平成21 年度は疲労強度データを整理するために S-N 曲線を作成することとし<br />
た。昨年度は文献、カタログデータにより疲労試験データを収集したが、それら<br />
のデータはグラフプロット値であり正確な数値データはわからない。正確な S-N<br />
曲線を作成するためには数値データが必要であるため、今年度は、数値データを<br />
- 51 -<br />
- 51 -
収集し、S-N 曲線を作成する。<br />
材料物性値に関しては、熱応力分布を評価する際、配管等の肉厚温度差ΔT を<br />
求めるために必要な物性値である「熱伝導率」、「熱拡散率」、「密度」、「比<br />
熱」及び応力解析に必要な「ポアソン比」のデータ収集を行う。<br />
1.1.2.3 平成 21 年度の調査結果<br />
① 疲労強度の数値データ収集及び S-N 曲線の作成<br />
数値データ収集及び S-N 曲線の作成を行う材料は UNS N06617 を代表材料とし<br />
て選定し、行った。昨年度に疲労データ収集材料に選定した材料と表Ⅱ.1.1.2-1 に<br />
米国の A-USC に関するプロジェクトの候補材料を検討して、CCA617 の類似材で<br />
ある UNS N06617 を代表材料とした。<br />
図Ⅱ.1.1.2-2 に収集した数値データを用いて作成した S-N 曲線を示す。S-N 曲線<br />
は UNS N06617 及び数値データの得られた UNS N06625 について Langer の式と<br />
Coffin-Manson 則及び Basquin 則を用いた近似曲線により作成した。<br />
UNS N06617 以外の選定材料についても疲労及びクリープ疲労に関するデータ<br />
を数値データを含め収集を行ったが、特に新たなデータはなかった。<br />
表Ⅱ.1.1.2-1 米国エネルギー省/オハイオ州石炭開発庁プロジェクトによる<br />
A-USC 候補材(2008 ASM International Advanced in Materials Technology<br />
for Fossil Power Plants: Proceedings of 5th International Conference)<br />
Ni基合金<br />
Haynes 230<br />
INCO 740<br />
CCA617<br />
HR6W<br />
オーステナイト系鋼<br />
SUPER304H<br />
- 52 -<br />
フェライト系鋼<br />
SAVE12<br />
T92<br />
T23<br />
HCM12<br />
② 材料物性値の収集<br />
材料物性値は 1.1.2.1②a.(b)において昨年度選定した材料について収集した。「熱<br />
伝導率」、「熱拡散率」、「密度」、「比熱」及び「ポアソン比」のカタログデ<br />
ータ等を収集し、出典及び物性値の温度範囲をまとめたものを表Ⅱ.1.1.2-3 に示す。<br />
また、各物性値の詳細なデータを表Ⅱ.1.1.2-6 に示す。<br />
文献データ収集の結果をまとめると次のとおりである。<br />
(a) Ni 基合金のデータは、カタログデータである。<br />
(b) オーステナイト系及びフェライト系鋼のデータは、材料メーカーから提供<br />
された自社データである。<br />
- 52 -
Strain range<br />
Strain range<br />
10 -1<br />
10 -2<br />
10 -3<br />
10 -4<br />
10 -1<br />
10 -2<br />
10 -3<br />
10 -4<br />
10 2<br />
10 2<br />
INCONEL617(Sheet, Cold-rolled and Solution annealed<br />
Strain control<br />
R=-1<br />
Frequency 30cpm<br />
Temparature 1600F(871C)<br />
10 3<br />
INCONEL625<br />
Strain control<br />
R=<br />
Frequency<br />
Temparature 1200F(649C)<br />
10 3<br />
10 4<br />
10 4<br />
Nf<br />
Nf<br />
図Ⅱ.1.1.2-2 INCONEL617 及び INCONEL625 の S-N 曲線<br />
(SPECIAL METALS 社提供データ)<br />
- 53 -<br />
10 5<br />
Total strain range<br />
Elastic strain range<br />
Plastic strain range<br />
Coffin-Manson's law Δε =CpNf p -kp<br />
Basquin's law Δε =CeNf e -ke<br />
Δε t =CeNf -ke +CpNf -kp<br />
Langer's equation<br />
Sa=Δε t E/2=E/4√Nf*ln(100/(100-A))+B<br />
10 5<br />
Total strain range<br />
Elastic strain range<br />
Plastic strain range<br />
Coffin-Manson's law Δε =CpNf p -kp<br />
Basquin's law Δε =CeNf e -ke<br />
Δε t =CeNf -ke +CpNf -kp<br />
Langer's equation<br />
Sa=Δε t E/2=E/4√Nf*ln(100/(100-A))+B<br />
- 53 -<br />
10 6<br />
10 6<br />
10 7<br />
10 7<br />
1000<br />
100<br />
10<br />
1000<br />
100<br />
10<br />
Sa (MPa)<br />
Sa (MPa)
- 54 -<br />
表Ⅱ.1.1.2-2 材料特性データ調査項目<br />
項目 備考<br />
データ整理方法<br />
Langerの方法<br />
四点法<br />
共通勾配法<br />
二点法<br />
平均応力の設定 残留応力関係<br />
設計疲労曲線<br />
対象材料のグループ分けの有無<br />
物性値データの収集<br />
最適疲労曲線<br />
Sa:応力振幅 E:縦弾性係数 N:繰<br />
返し数<br />
A:絞り B:疲労強度<br />
後熱処理の有無<br />
ASME Sec.Ⅲ、Sec.Ⅷ Div.2、EN12952等<br />
凝固潜熱<br />
比熱<br />
剛性率<br />
ポアソン比<br />
熱伝導率<br />
熱拡散率<br />
密度<br />
融点<br />
靭性データ(時効の影響を含む)<br />
縦弾性係数<br />
線膨張率<br />
ひずみ制御、荷重制御<br />
破断位置(溶接試験片の場合)<br />
負荷方法(曲げ、引張-圧縮、ねじり、組合せ)<br />
繰り返し数(N f、N 25)<br />
ひずみ範囲<br />
溶接施工方法(溶接試験片の場合)<br />
熱処理<br />
試験体形状<br />
試験体寸法<br />
試験条件(環境 、試験温度、繰返し波形(正弦波、三角波、台形波、矩形波))<br />
繰り返し速度<br />
製品形状(伝熱管・管寄せ等)<br />
作業<br />
製品寸法<br />
化学成分<br />
検討候補材料の選択(優先順位を付けて)<br />
対象材料の抽出<br />
疲労強度データ収集/採取項目<br />
B<br />
A<br />
N<br />
E<br />
S a<br />
+<br />
−<br />
=<br />
100<br />
100<br />
ln<br />
4<br />
点<br />
点<br />
曲線<br />
B<br />
E<br />
N<br />
A<br />
E<br />
N<br />
N<br />
B<br />
e<br />
f<br />
e<br />
e<br />
σ<br />
ε<br />
σ<br />
ε<br />
ε<br />
9<br />
.<br />
0<br />
10<br />
5<br />
.<br />
2<br />
4<br />
1<br />
5<br />
=<br />
Δ<br />
=<br />
=<br />
Δ<br />
=<br />
−<br />
Δ<br />
点<br />
点<br />
曲線<br />
D<br />
N<br />
C<br />
N<br />
N<br />
e<br />
P<br />
f<br />
P<br />
P<br />
91<br />
.<br />
1<br />
)<br />
0132<br />
.<br />
0<br />
(<br />
10<br />
4<br />
1<br />
10<br />
*<br />
4<br />
4<br />
3<br />
ε<br />
ε<br />
ε<br />
ε<br />
ε<br />
Δ<br />
−<br />
=<br />
Δ<br />
=<br />
=<br />
Δ<br />
=<br />
−<br />
Δ<br />
)<br />
6<br />
.<br />
0<br />
(<br />
6<br />
.<br />
0<br />
)<br />
12<br />
.<br />
0<br />
(<br />
5<br />
.<br />
3<br />
−<br />
−<br />
+<br />
=<br />
Δ f<br />
f<br />
f<br />
B<br />
t<br />
N<br />
N<br />
E<br />
ε<br />
σ<br />
ε<br />
B<br />
E<br />
N<br />
A<br />
N<br />
N<br />
z<br />
t<br />
a<br />
a<br />
の点<br />
における<br />
の点<br />
における<br />
曲線<br />
ω<br />
ω<br />
σ<br />
ε<br />
ε<br />
ε<br />
ε<br />
=<br />
=<br />
=<br />
Δ<br />
=<br />
=<br />
−<br />
6<br />
3<br />
10<br />
%<br />
1<br />
2<br />
1<br />
10<br />
曲線のひずみ範囲<br />
における<br />
:<br />
:真破断延性(=<br />
:塑性ひずみ<br />
:引張強さ<br />
:真破断応力<br />
:弾性ひずみ<br />
N<br />
N<br />
e<br />
e<br />
f<br />
P<br />
B<br />
f<br />
e<br />
−<br />
Δ<br />
=<br />
Δ<br />
−<br />
ε<br />
ε<br />
ϕ<br />
ε<br />
ε<br />
σ<br />
σ<br />
ε<br />
4<br />
*<br />
10<br />
)<br />
100<br />
100<br />
ln<br />
:破断寿命<br />
:縦弾性係数<br />
:全ひずみ(<br />
f<br />
e<br />
t<br />
N<br />
E<br />
)<br />
P<br />
ε<br />
ε<br />
ε +<br />
度<br />
:両振引張圧縮疲労限<br />
:ひずみ振幅<br />
z<br />
a<br />
ω<br />
σ<br />
ε<br />
- 54 -
表Ⅱ.1.1.2-3 疲労強度/物性値 まとめ表(1)<br />
-55-<br />
- 55 -
表Ⅱ.1.1.2-3 疲労強度/物性値 まとめ表(2)<br />
-56-<br />
- 56 -
表Ⅱ.1.1.2-3 疲労強度/物性値 まとめ表(3)<br />
-57-<br />
- 57 -
表Ⅱ.1.1.2-4 疲労設計に関する規定 まとめ表<br />
EN13445-3<br />
Unfired pressure vessels<br />
EN12952-3 Water Tube Boiler<br />
項 目 ASME Sec.Ⅷ Div.2 2007<br />
ASME Sec.Ⅷ Div.2 2004 ASME Sec.Ⅲ NB ASME Sec.Ⅲ NH<br />
18疲労寿命の詳細評価<br />
13疲労<br />
T-1400 Creep-Fatigue Evaluation<br />
NB-3222.4 Analysis for Cyclic<br />
Operation<br />
規定項目 5. 解析による設計 3. 材料要求 5. 疲労解析の設計基盤<br />
5.5繰り返し荷重に対する防護 Annex 3.F 設計疲労線図 5-100繰返し運転に対する解析<br />
5.7.3ボルトの疲労評価 3.F.1 平滑丸棒設計疲労線図 5-110繰返し応力に対する設計(設<br />
計疲労線図)<br />
13.1一般(手順、疲労荷重、変動 18.1目的<br />
応力の計算、疲労評価) 18.2仕様・定義<br />
13.2記号及び略語 18.3記号及び略号<br />
13.3疲労解析の除外規定 18.4制約<br />
13.4疲労計算のための応力解析 18.5一般<br />
13.5計算例 18.6溶接材料<br />
5.5繰り返し荷重に対する防護 3.F.2 溶接継手設計疲労線図 5-120ボルトの疲労解析 (a)繰返し条件の適合 T-1410一般要求事項<br />
5.5.1概要 5-130シェルの熱応力ラチェット (b)ピーク応力強さ T-1411損傷式<br />
5.5.2疲労解析のためのスクリーニング・クライテリア 5-140不完全接続部の進行的変形 (c)条件と手順 T-1412疲労解析の免除<br />
5.5.3疲労評価-弾性応力解析と相当応力 (d)繰返し解析を必要としない機器 T-1413等価ひずみ範囲<br />
5.5.4疲労評価-弾塑性応力解析と相当応力 (e)繰返し荷重に対する解析手順 T-1414代替計算法<br />
5.5.5溶接部の疲労評価-弾性解析と構造応力 (1)応力差 T-1420塑性解析を用いた限界(設計疲<br />
労線図)<br />
AnnexB疲労割れ-変動応力に許容 18.7非溶接部及びボルト<br />
される設計(設計疲労線図) 18.8弾塑性条件<br />
5.5.6ラチェッティング評価-弾性解析 (2)局部構造不連続 T-1430弾性解析を用いた限界<br />
5.5.7ラチェッティング評価-弾塑性解析 (3)設計疲労線図(Div.1 App.I) T-1431一般要求事項<br />
5.7.3ボルトの疲労評価 (4)縦弾性係数の補正 T-1432ひずみ範囲の決定<br />
(5)累積被害の評価 T-1433クリープ-損傷評価<br />
AnnexC疲労効果の計算例 18.9疲労作用<br />
18.10溶接構造の疲労強度(設計疲<br />
労線図)<br />
18.11非溶接構造の疲労強度(設計<br />
疲労線図)<br />
18.12鋼ボルトの疲労強度(設計疲労<br />
線図)<br />
T-1434配管に対するひずみ範囲の計算<br />
T-1435クリープ-疲労評価の代替案<br />
溶接・非溶接用両方ある。溶接構造<br />
物用は溶接継手毎に試験グループ<br />
により設計疲労線図を選択。<br />
・クリープ疲れのようなクリープに起因す ・非溶接構造物用設計疲労線図に<br />
る破壊に関しては少数の応力サイクルで 溶接部の補正係数を考慮。<br />
あっても無視できないと判断し、緊急状<br />
態も疲れ解析の対象とすることを要求し<br />
ている。<br />
・低サイクル疲労破壊を破壊様式と<br />
してとらえている。<br />
・設計疲労線図に温度依存性は考<br />
慮していない。<br />
・通常の繰り返し弾塑性解析に加え、Kalninsにより提 ・平滑丸棒の設計疲労曲線、溶接継 ・平滑丸棒の設計疲労曲線を規定。<br />
案されたTwice Yield Method(2倍降伏応力法)を採 手の設計疲労曲線を規定。<br />
用。<br />
・ひずみ範囲の評価式に従来の最大主ひずみではな ・平滑丸棒に対しては各種材料の設<br />
く、有効ひずみ範囲を採用。<br />
計疲労曲線の多項式を示している。<br />
・溶接継手の疲労評価における構造応力に基づく弾 ・溶接継手では、グラインダー、TIG、<br />
性解析評価法を採用。<br />
ハンマーピーニングに対して疲労改<br />
善係数を規定。<br />
規定の特徴<br />
-58-<br />
- 58 -<br />
・非溶接構造物用設計疲労線図 ・溶接継手の疲労試験データに基づ<br />
く設計疲労線図<br />
・溶接細部及びボルトに関する繰返<br />
し回数については-3σを取ってい<br />
る。(破壊確率0.14%)<br />
・温度依存性を考慮し、温度をパラメータ<br />
とした設計疲労線図<br />
・平滑丸棒の疲労試験データに基づく設計疲労線図<br />
・繰返し回数について20、応力について2の係数をデータに乗じている。<br />
(ボルトでは繰返し回数について5.7、応力について1.5)<br />
・溶接継手の疲労試験データに基づく設計疲労線図(WRC BULLETIN 474)<br />
・繰返し回数について破壊確率1%としている。<br />
設計疲労線図<br />
線図: 図4参照 線図: 図5参照<br />
溶接部の補正係数を考慮。 溶接継手毎に試験グループにより設<br />
計疲労線図を選択。<br />
・ホットスポット応力推定法を採用 ・ホットスポット応力推定法を採用<br />
(EN12952はEN13445を引用)<br />
線図: 図1参照 線図: 図2参照<br />
線図:図3参照<br />
・有限要素法による構造応力算出を採用。<br />
- ・疲労強度低減係数を考慮。 同左<br />
・有限要素法により繰返しピーク応 同左<br />
力を算定。<br />
溶接継手に対す<br />
る考慮<br />
応力算定法<br />
設計マージン 2.4<br />
3 3 3<br />
2.4 2.4<br />
溶接部は母材よりも、きず及び切欠きを持つ傾向が 応力(又はひずみ)-平滑丸棒試 Sec.III及びSec.VIII Div.2-2004では、応力(又はひずみ)-平滑丸棒試験片から得られS-N曲線に基づいている。そ 未加工材のS-N曲線に係数を掛けることで溶接部を賄うことが溶接部細<br />
強いという想定に基づき、溶接継手の分類、表面状 験片から得られS-N曲線に基づいて れから得られるベストフィットカーブから、繰返し数について「20」、応力について「2」の係数を乗じて得られる。 部には適用できないと認識されたため、溶接詳細及び未加工材の評価が<br />
態(形状)及び品質に基づいた疲労強度減少係数 いる。それから得られるベストフィット 繰返し数に対する「20」の係数はエンジニアリングジャッジに基づくものであり、データのばらつき(係数2)、寸法効 されている。すなわち、実際に溶接された供試体から得られた疲労試験結<br />
(FSRF)を設定している(WRC 432)。<br />
カーブから、繰返し数について「20」、 果(係数2.5)、表面仕上げや環境など(係数4)を考慮したものである。<br />
果に基づいている。<br />
また、NDEに基づくFSRFを定義しており、切欠きに 応力について「2」の係数を乗じて得 NB規定における溶接継手に対する疲労低減係数(FSRF)は、応力集中係数、溶接継手の疲労強さ低下における クリープ温度域よりも低い温度で補正係数を与える。<br />
相当する表面きずに重点を置いている。<br />
られる。<br />
その他溶接関連に有害な影響を実験的パラメータとして決めた係数である。経験に基づいたFSRFは疲労寿命に対 特に、溶接細部の場合、疲労強さが断面の厚さの増大と共に低下する傾<br />
実施するNDEのことを考慮し、完全溶込み、部分溶<br />
し過度に保守的な評価を与える傾向にある。<br />
向にあることを認識していることから断面厚さによる補正係数を与えてい<br />
備 考 込み、すみ肉及び表面形状(機械仕上げ、As-weld)<br />
る。<br />
に分類されている。<br />
未加工材のS-N曲線は、ひずみ制御下における、小縮尺研磨鋼供試体の<br />
疲労試験に従って取得されたデータである。設計曲線は、応力に「1.5」、平<br />
均曲線から得られた寿命に対し「10」の係数を設けている。
材料<br />
炭素鋼<br />
低合金鋼<br />
その他低合金鋼<br />
表Ⅱ.1.1.2-5 ASME 物性値データ 材料分類と温度範囲<br />
Sec.Ⅱ PartD B31.1<br />
-325~1100°F (C;0.3%以下)<br />
(-200~550℃)<br />
-325~1200°F(C;0.3%超)<br />
(-200~600℃)<br />
-100~1100°F (C;0.3%以下)<br />
(-75~650℃)<br />
-100~1200°F(C;0.3%超)<br />
(-75~650℃)<br />
C-Mo鋼、Mn鋼<br />
-325~1200°F(-200~600℃)<br />
C-Mo鋼 -100~1200°F(-75~650℃)<br />
Ni鋼<br />
5Ni-1/4Mo<br />
9Ni<br />
-325~1400°F(-200~700℃) -100~1400°F(-75~650℃)<br />
1/2~2Cr鋼<br />
-325~1400°F(-200~700℃) -100~1400°F(-75~600℃)<br />
2 1/4~3Cr鋼<br />
-325~1400°F(-200~700℃) -100~1400°F(-75~600℃)<br />
5~9Cr鋼<br />
5Cr-1Mo,29Cr-7Ni-2Mo-N<br />
9Cr-1Mo<br />
-325~1400°F(-200~700℃) -100~1400°F(-75~750℃)<br />
12Cr-1Al,13Cr,15Cr,17Cr<br />
12Cr,12Cr-1Al,13Cr,13Cr-4Ni<br />
15Cr,17Cr<br />
27Cr<br />
-325~1200°F(-200~600℃)<br />
オーステナイト系ステンレス鋼<br />
項 目<br />
縦弾性係数がある温度範囲<br />
-325~1400°F(-200~700℃) -100~1500°F(-75~800℃)<br />
他のオーステナイト系ステンレス鋼<br />
ねずみ鋳鉄<br />
延性鋳鉄<br />
13Cr-8Ni-2Mo、XM-13、PH13-8Mo合金<br />
-325~900°F(-200~450℃)<br />
15Cr-5Ni-3Mo、XM-12、15-5PH<br />
-325~900°F(-200~450℃)<br />
15Cr-6Ni-Cu-Mo、Custom450、XM-25<br />
-325~900°F(-200~450℃)<br />
17Cr-4Ni-Cu、Grade630、17-4PH<br />
-325~900°F(-200~450℃)<br />
17Cr-7Ni-1Al、Grade631、17-7PH<br />
-325~900°F(-200~450℃)<br />
25Ni-15Cr-2Ti、Grade660、A-286ステンレス鋼<br />
析出硬化型17Cr-4Ni-4Cuステンレス鋼<br />
Condition1075<br />
析出硬化型17Cr-4Ni-4Cuステンレス鋼<br />
Condition1150<br />
-325~900°F(-200~450℃)<br />
N02200<br />
N02201<br />
-325~1500°F(-200~750℃) -100~1200°F (-75~800℃)<br />
N04400<br />
N04405<br />
-325~1500°F(-200~750℃)<br />
-100~1200°F(-75~800℃)<br />
N06002 -325~1500°F(-200~750℃) -100~1200°F (-75~800℃)<br />
N06007 -325~1500°F(-200~750℃) -100~1200°F (-75~800℃)<br />
N06022 -325~1500°F(-200~850℃)<br />
N06030 -325~1500°F(-200~850℃)<br />
N06045 -325~1500°F(-200~850℃)<br />
N06059 -325~1500°F(-200~850℃)<br />
N06230 -325~1500°F(-200~850℃)<br />
N06455 -325~1500°F(-200~750℃) -100~1200°F (-75~800℃)<br />
N06600 -325~1500°F(-200~750℃) -100~1200°F (-75~800℃)<br />
N06617 70~1500°F(25~850℃) 70~1200°F (-20~800℃)<br />
N06625 -325~1500°F(-200~750℃) -100~1200°F (-75~800℃)<br />
N06690 -325~1500°F(-200~750℃)<br />
N07718 -325~1100°F(-200~550℃)<br />
Ni基合金<br />
N07750<br />
N08020<br />
-325~1200°F(-200~600℃)<br />
-325~1500°F(-200~750℃)<br />
N08031 -325~1500°F(-200~850℃)<br />
N08320 -100~1200°F(-75~800℃)<br />
N08330 -325~1500°F(-200~750℃)<br />
N08800<br />
N08810<br />
-325~1500°F(-200~750℃) -100~1200°F(-75~800℃)<br />
N08811 -<br />
N08825 -325~1500°F(-200~750℃)<br />
N10001 -325~1500°F(-200~750℃) -100~1200°F(-75~800℃)<br />
N10003 -325~1500°F(-200~750℃)<br />
N10242 -325~1500°F(-200~850℃)<br />
N10276 -325~1500°F(-200~750℃) -100~1200°F(-75~800℃)<br />
N10629 -325~1500°F(-200~750℃)<br />
N10665 -325~1500°F(-200~750℃) -100~1200°F(-75~800℃)<br />
N10675 -325~1500°F(-200~750℃)<br />
N12160 -325~1500°F(-200~850℃)<br />
R20033 -325~1500°F( 25~400℃)<br />
- 59 -<br />
- 59 -<br />
瞬時熱膨張係数<br />
平均熱膨張係数<br />
単位長さ当たりの線熱膨張量<br />
温度範囲<br />
平均熱膨張係数<br />
単位長さ当たりの線熱膨張量<br />
温度範囲<br />
Sec.Ⅱ PartD B31.1<br />
70~1300°F -325~1400°F<br />
(-200~750℃)<br />
70~1300°F -325~1400°F<br />
(-200~700℃)<br />
70~1500°F<br />
70~1200°F<br />
70~1000°F<br />
70~1400°F -325~1400°F (-200~700℃)<br />
-325~1400°F (-200~700℃)<br />
70~1500°F -325~1400°F (-200~700℃)<br />
70~1500°F -325~1400°F (-200~700℃)<br />
-325~1400°F (-200~700℃)<br />
70~1500°F -325~1400°F (-200~700℃)<br />
70~1500°F -325~1400°F (-200~700℃)<br />
200~1000°F (20~550℃)<br />
70~1000°F -150~1000°F (-100~550℃)<br />
70~800°F<br />
70~950°F(20℃~475℃)<br />
70~1400°F(20℃~700℃) -325~1400°F (-200~800℃)<br />
70~1500°F(20℃~750℃)<br />
-325~1400°F (-200~550℃)<br />
70~1500°F(20℃~750℃)<br />
70~1500°F(20℃~750℃)<br />
70~1500°F(20℃~750℃)<br />
70~1400°F(20℃~700℃)<br />
70~1500°F(20℃~750℃)<br />
70~1100°F(20℃~550℃)<br />
70~1500°F(20℃~750℃)<br />
70~1500°F(20℃~750℃)<br />
70~1500°F(20℃~750℃) -325~1400°F (-200~800℃)<br />
-<br />
70~1500°F(20℃~750℃)<br />
70~800°F(20℃~400℃)<br />
70~1100°F(20℃~550℃)<br />
70~800°F(20℃~400℃)<br />
-<br />
70~1100°F(20℃~550℃)<br />
70~800°F(20℃~400℃)<br />
70~1650°F(20℃~825℃) -325~1400°F (-200~800℃)<br />
70~1650°F(20℃~825℃)<br />
70~800°F(20℃~400℃) -50~1000°F (-50~550℃)<br />
70~1500°F(20℃~750℃)<br />
70~800°F(20℃~400℃)<br />
70~1500°F(20℃~750℃)<br />
70~1500°F(20℃~750℃)<br />
70~1150°F(20℃~575℃)<br />
70~1500°F(20℃~750℃)<br />
70~1500°F(20℃~750℃)<br />
70~1500°F(20℃~750℃)<br />
70~900°F(20℃~450℃)
表Ⅱ.1.1.2-6 選定材料の物性値収集結果(1)<br />
UNS N06617(52Ni-22Cr-13Co-9Mo)<br />
Thermal Conductivity<br />
SPECIAL METALS カタログデータ<br />
°F 78 200 400 600 800 1000 1200 1400 1600 1800 2000<br />
Btu・in./ft 2 ・h・°F 93 101 113 125 137 149 161 173 185 197 209<br />
℃ 20 100 200 300 400 500 600 700 800 900 1000<br />
W/m・℃ 13.4 14.7 16.3 17.7 19.3 20.9 22.5 23.9 25.5 27.1 28.7<br />
HAYNES カタログデータ<br />
°F 400 800 1000 1200 1400 1600<br />
Btu・in./ft 2 ・h・°F 113 137 149 161 173 185<br />
℃ 200 430 540 650 760 870<br />
W/m・K 16.1 19.5 21.2 23.0 24.7 26.4<br />
Spcific Heat<br />
SPECIAL METALS カタログデータ<br />
°F 78 200 400 600 800 1000 1200 1400 1600 1800 2000<br />
Btu/lb・°F 0.100 0.104 0.111 0.117 0.124 0.131 0.137 0.144 0.150 0.157 0.163<br />
℃ 20 100 200 300 400 500 600 700 800 900 1000<br />
J/kg・℃ 419 440 465 490 515 536 561 586 611 636 662<br />
Density<br />
SPECIAL METALS カタログデータ HAYNES カタログデータ<br />
lb/in 3 0.302 0.302<br />
g/cm 3 8.36 8.36<br />
Poisson's Ratio<br />
SPECIAL METALS カタログデータ<br />
℉ 74 200 400 600 800 1000 1200 1400 1600 1800 2000<br />
0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.31 0.32<br />
℃ 25 100 200 300 400 500 600 700 800 900 1000 1100<br />
0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.30 0.31 0.32<br />
b:Calculated from moduli of elasticity.<br />
UNS N06625(60Ni-22Cr-9Mo-3.5Cb)<br />
Thermal Conductivity<br />
SPECIAL METALS カタログデータ<br />
°F -250 -200 -100 0 70 100 200 400 600 800 1000 1200 1400 1600 1800<br />
Btu・in./ft 2 ・h・°F 50 52 58 64 68 70 75 87 98 109 121 32.0 144.0 158.0 175.0<br />
℃ -157 -129 -73 -18 21 38 93 204 316 427 538 649 760 871 982<br />
W/m・℃ 7.2 7.5 8.4 9.2 9.8 10.1 10.8 12.5 14.1 15.7 17.5 19.0 20.8 22.8 25.2<br />
Part D Table TCD page769<br />
°F 70 100 150 200 250 300 350 400 450 500 550 600 650 700 750 800 850 900<br />
Btu/ft・h・°F 5.7 5.8 10.6 6.3 6.5 6.7 7.0 7.2 7.5 7.7 7.9 8.2 8.4 8.7 8.9 9.1 9.4 9.6<br />
°F 950 1000 1050 1100 1150 1200 1250 1300 1350 1400 1450 1500 1550<br />
Btu/ft・h・°F 9.8 10.1 10.3 10.5 10.8 11.0 11.3 11.5 11.8 12.0 12.3 12.6 ・・・<br />
℃ 20 50 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450<br />
W/m・K 9.8 10.2 10.6 10.9 11.3 11.7 12.0 12.4 12.8 13.2 13.5 13.9 14.3 14.7 15.0 15.4 15.8 16.1<br />
℃ 475 500 525 550 575 600 625 650 675 700 725 750 775 800 825 850 875 900<br />
W/m・K 16.5 16.9 17.2 17.6 18.0 18.4 18.7 19.1 19.5 19.9 20.3 20.7 ・・・ ・・・ ・・・ ・・・ ・・・ ・・・<br />
Thermal Diffusivity<br />
Part D Table TCD page769<br />
°F 70 100 150 200 250 300 350 400 450 500 550 600 650 700 750 800 850 900<br />
ft 2 /h 0.110 0.113 0.116 0.119 0.121 0.124 0.126 0.128 0.130 0.132 0.134 0.136 0.138 0.140 0.142 0.144 0.146 0.148<br />
°F 950 1000 1050 1100 1150 1200 1250 1300 1350 1400 1450 1500 1550<br />
ft 2 /h 0.150 0.152 0.154 0.156 0.158 0.159 0.161 0.163 0.165 0.167 0.169 0.172 0.175<br />
℃ 20 50 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450<br />
m 2 /s 2.85 2.95 3.02 3.08 3.14 3.19 3.24 3.29 3.33 3.38 3.43 3.47 3.52 3.57 3.62 3.66 3.71 3.76<br />
℃ 475 500 525 550 575 600 625 650 675 700 725 750 775 800 825 850 875 900<br />
m 2 /s 3.81 3.86 3.91 3.95 3.99 4.04 4.08 4.12 4.15 4.19 4.23 4.28 ・・・ ・・・ ・・・ ・・・ ・・・ ・・・<br />
Spcific Heat<br />
SPECIAL METALS カタログデータ Part D Table NF-2(2007) page784<br />
°F 0 70 200 400 600 800 1000 1200 1400 1600 1800 2000 212<br />
Btu/lb・°F 0.096 0.098 0.102 0.109 0.115 0.122 0.128 0.135 0.141 0.148 0.154 0.2 0.100<br />
℃ -18 21 93 204 316 427 538 649 760 871 982 1093 100<br />
J/kg・℃ 402 410 427 456 481 511 536 565 590 620 645 670 419<br />
Density<br />
SPECIAL METALS カタログデータ Part D Table PRD page784<br />
lb/in 3 0.305 0.305<br />
g/cm 3 8.44 8.44<br />
Poisson's Ratio<br />
SPECIAL METALS カタログデータ Part D Table PRD page784<br />
°F 70 200 400 600 800 1000 1200 1400 1600<br />
℃ 21 93 204 316 427 538 649 760 871<br />
Annealed 0.278 0.280 0.286 0.290 0.295 0.305 0.321 0.340 0.336 0.31<br />
Solution-Treated 0.312 0.311 0.303 0.300 0.302 0.312 0.314 0.305 0.289<br />
- 60 -<br />
- 60 -
表Ⅱ.1.1.2-6 選定材料の物性値収集結果(2)<br />
UNS N06230(Ni-22Cr-14W-2Mo-La)<br />
Thermal Conductivity<br />
HAYNES カタログデータ<br />
°F RT 200 400 600 800 1000 1200 1400 1600 1800<br />
Btu・in./ft 2 ・h・°F 62 71 87 102 118 133 148 164 179 195<br />
℃ RT 100 200 300 400 500 600 700 800 900 1000<br />
W/m・K 8.9 10.4 12.4 14.4 16.4 18.4 20.4 22.4 24.4 26.4 28.4<br />
Part D Table TCD page768<br />
°F 70 100 150 200 250 300 350 400 450 500 550 600 650 700 750 800 850 900<br />
Btu/ft・h・°F 5.2 5.4 5.6 5.9 6.2 6.6 6.9 7.2 7.5 7.9 8.2 8.5 8.9 9.2 9.5 9.8 10.2 10.5<br />
°F 950 1000 1050 1100 1150 1200 1250 1300 1350 1400 1450 1500 1550<br />
Btu/ft・h・°F 10.8 11.1 11.4 11.7 12.0 12.3 12.7 13.0 13.3 13.6 13.9 14.2 ・・・<br />
℃ 20 50 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450<br />
W/m・K 9.0 9.5 9.9 10.4 10.9 11.4 11.9 12.4 12.9 13.4 13.9 14.5 15.0 15.5 16.0 16.5 17.0 17.5<br />
℃ 475 500 525 550 575 600 625 650 675 700 725 750 775 800 825 850 875 900<br />
W/m・K 18.0 18.5 19.0 19.4 19.9 20.4 20.9 21.4 21.9 22.4 22.9 23.3 23.8 24.3 24.8 25.2 25.6 25.9<br />
Thermal Diffusivity<br />
HAYNES カタログデータ<br />
°F RT 200 400 600 800 1000 1200 1400 1600 1800<br />
x10 -3 in. 2 /s 3.8 4.1 4.7 5.2 5.6 6.1 6.5 6.7 6.7 7.3<br />
℃ RT 100 200 300 400 500 600 700 800 900 1000<br />
x10 -3 cm 2 /s 24.2 26.8 29.9 32.9 35.7 38.5 41.9 43.0 43.2 44.4 48.2<br />
Part D Table TCD page768<br />
°F 70 100 150 200 250 300 350 400 450 500 550 600 650 700 750 800 850 900<br />
ft 2 /h 0.095 0.097 0.100 0.104 0.107 0.111 0.114 0.117 0.121 0.124 0.127 0.130 0.133 0.136 0.139 0.141 0.144 0.147<br />
°F 950 1000 1050 1100 1150 1200 1250 1300 1350 1400 1450 1500 1550<br />
ft 2 /h 0.150 0.152 0.155 0.158 0.160 0.163 0.165 0.166 0.168 0.168 0.168 0.167 ・・・<br />
℃ 20 50 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450<br />
m 2 /s 2.44 2.54 2.62 2.70 2.78 2.86 2.94 3.02 3.09 3.16 3.24 3.31 3.38 3.44 3.51 3.58 3.64 3.71<br />
℃ 475 500 525 550 575 600 625 650 675 700 725 750 775 800 825 850 875 900<br />
m 2 /s 3.77 3.84 3.90 3.97 4.03 4.09 4.14 4.20 4.25 4.29 4.32 4.34 4.35 4.34 4.30 0.25 4.17 4.06<br />
Spcific Heat<br />
HAYNES カタログデータ Part D Table NF-2(2007) page784<br />
°F RT 200 400 600 800 1000 1200 1400 1600 1800 212<br />
Btu/lb・°F 0.095 0.099 0.104 0.108 0.112 0.112 0.134 0.140 0.145 0.147 0.100<br />
℃ RT 100 200 300 400 500 600 700 800 900 1000 100<br />
J/kg・℃ 379 419 435 448 465 473 486 574 595 609 617 419<br />
Density Poisson's Ratio<br />
HAYNES カタログデータ Part D Table PRD page784 Part D Table PRD page784<br />
lb/in 3 0.324 0.324 0.31<br />
g/cm 3 8.97 8.97<br />
Poisson's Ratio<br />
SPECIAL METALS カタログデータ<br />
°F 72 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600<br />
0.34 0.33 0.33 0.34 0.34 0.35 0.34 0.34 0.32 0.32 0.33 0.34 0.33 0.31 0.31 0.33 0.33<br />
- 61 -<br />
- 61 -
表Ⅱ.1.1.2-6 選定材料の物性値収集結果(3)<br />
UNS N08810, N08811(33Ni-21Cr-42Fe)<br />
Thermal Conductivity<br />
SPECIAL METALS カタログデータ<br />
°F 70 100 200 400 600 800 1000 1200 1400 1600 1800<br />
Btu・in./ft 2 ・h・°F 80 83 89 103 115 127 139 152 166 181 214.0<br />
℃ 20 100 200 300 400 500 600 700 800 900 1000<br />
W/m・K 11.5 13.0 14.7 16.3 17.9 19.5 21.1 22.8 24.7 27.1 31.9<br />
Part D Table TCD page770<br />
°F 70 100 150 200 250 300 350 400 450 500 550 600 650 700 750 800 850 900<br />
Btu/ft・h・°F 6.7 6.8 7.1 7.4 7.7 8.0 8.3 8.5 8.8 9.1 9.3 9.6 9.8 10.1 10.3 10.6 10.8 11.1<br />
°F 950 1000 1050 1100 1150 1200 1250 1300 1350 1400 1450 1500 1550<br />
Btu/ft・h・°F 11.3 11.6 11.8 12.1 12.4 12.7 13.0 13.3 13.6 13.9 14.2 14.5 ・・・<br />
Thermal Diffusivity<br />
Part D Table TCD page770<br />
℃ 20 50 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450<br />
W/m・K 11.5 12.1 12.5 13.0 13..4 13.9 14.3 14.7 15.1 15.5 16.0 16.4 16.7 17.1 17.5 17.9 18.3 18.7<br />
℃ 475 500 525 550 575 600 625 650 675 700 725 750 775 800 825 850 875 900<br />
W/m・K 19.1 19.4 19.8 20.3 20.7 21.1 21.5 22.0 22.4 22.9 23.3 23.8 ・・・ ・・・ ・・・ ・・・ ・・・ ・・・<br />
°F 70 100 150 200 250 300 350 400 450 500 550 600 650 700 750 800 850 900<br />
ft 2 /h 0.122 0.125 0.129 0.133 0.137 0.140 0.144 0.147 0.150 0.153 0.156 0.159 0.161 0.164 0.167 0.169 0.171 0.174<br />
°F 950 1000 1050 1100 1150 1200 1250 1300 1350 1400 1450 1500 1550<br />
ft 2 /h 0.176 0.178 0.181 0.183 0.185 0.187 0.189 0.191 0.193 0.194 0.196 0.198 0.200<br />
℃ 20 50 75 100 125 150 175 200 225 250 275 300 325 350 375 400 425 450<br />
m 2 /s 3.14 3.27 3.37 3.46 3.54 3.63 3.71 3.78 3.85 3.92 3.99 4.05 4.12 4.18 4.24 4.30 4.36 4.42<br />
℃ 475 500 525 550 575 600 625 650 675 700 725 750 775 800 825 850 875 900<br />
m 2 /s 4.47 4.53 4.58 4.63 4.68 4.73 4.78 4.82 4.87 4.91 4.96 5.00 ・・・ ・・・ ・・・ ・・・ ・・・ ・・・<br />
Spcific Heat<br />
SPECIAL METALS カタログデータ Part D Table NF-2(2007) page784<br />
°F 32-212 212<br />
Btu/lb・°F 0.110 0.120<br />
℃ 0-100 100<br />
J/kg・℃ 460 502<br />
Density<br />
SPECIAL METALS カタログデータ Part D Table PRD page784<br />
lb/in 3 0.287 0.290<br />
g/cm 3 7.94 8.03<br />
Poisson's Ratio<br />
SPECIAL METALS カタログデータ Part D Table PRD page784<br />
°F -310 75 200 400 600 800 1000 1200 1400 1600<br />
0.334 0.339 0.341 0.353 0.357 0.363 0.367 0.377 0.389 0.408 0.31<br />
℃ -190 20 100 200 300 400 500 600 700 800<br />
0.334 0.339 0.343 0.349 0.357 0.362 0.367 0.373 0.381 0.394<br />
Calculated from moduli of elasticity<br />
NF 709R/NF 709 (22Cr-25Ni-1.5Mo)<br />
Thermal Conductivity 熱伝導率<br />
新日本製鐵 自社データ<br />
℃ 27 102 201 301 402 500 600 700 802<br />
W/m・K 13.2 14.3 16.0 18.2 19.6 21.1 22.5 24.8 25.8<br />
Spcific Heat 比熱<br />
新日本製鐵 自社データ<br />
℃ 27 102 201 301 402 500 600 700 802<br />
kJ/kgK 0.488 0.494 0.514 0.540 0.552 0.565 0.574 0.603 0.611<br />
Density 密度<br />
新日本製鐵 自社データ<br />
g/cm 3 7.96<br />
Poisson's Ratio ポアソン比<br />
新日本製鐵 自社データ<br />
℃ 25 100 200 300 400 500 600 700 800<br />
0.292 0.288 0.284 0.299 0.304 0.303 0.300 0.312 0.314<br />
火SUS310J1TB (HR3C) (25Cr-20Ni-Nb-V)<br />
Thermal Conductivity 熱伝導率<br />
住友金属クリープデータシート<br />
℃ RT 200 400 500 600 700 800<br />
J/s・m・K 12.0 15.1 18.2 19.8 21.2 24.0 24.4<br />
Spcific heat 比熱<br />
住友金属クリープデータシート<br />
℃ RT 200 400 500 600 700 800<br />
J/gK 0.452 0.51 0.536 0.552 0.565 0.598 0.607<br />
- 62 -<br />
- 62 -
XA704 (18Cr-9Ni-2W-Nb-V-N)<br />
表Ⅱ.1.1.2-6 選定材料の物性値収集結果(4)<br />
Thermal Conductivity 熱伝導率<br />
新日本製鐵 自社データ<br />
℃ 27 69 115 162 211 261 310 359 410 460 509 559 611 665<br />
W/m・K 14.5 14.2 15.9 16.9 17.8 18.8 18.8 25.0 26.8 21.2 22.9 22.8 22.6 25.8<br />
Spcific Heat 比熱<br />
新日本製鐵 自社データ<br />
℃ 27 69 115 162 211 261 310 359 410 460 509 559 611 665<br />
kJ/kgK 0.473 0.476 0.492 0.503 0.513 0.524 0.531 0.535 0.543 0.552 0.551 0.559 0.568 0.594<br />
Density 密度<br />
新日本製鐵 自社データ<br />
g/cm 3 7.92<br />
Poisson's Ratio ポアソン比<br />
新日本製鐵 自社データ<br />
℃ 25 100 200 300 400 500 550 600 650 700 750 800<br />
0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3 0.3<br />
TP347HFG (18Cr-10Ni-Cb)<br />
Thermal Conductivity 熱伝導率<br />
住友金属クリープデータシート<br />
℃ RT 200 300 400 500 600 700 800<br />
J/s・m・K 15.1 18.4 20.0 21.7 23.3 24.9 26.3 27.8<br />
火SUS304J1HTB (SUPER304H) (0.08C-18Cr-9Ni-3Cu-0.5Nb-0.1N)<br />
Thermal Conductivity 熱伝導率<br />
住友金属クリープデータシート<br />
℃ RT 200 300 400 500 600 700 800 900 1000<br />
J/s・m・K 14.5 19.4 21.5 23.0 25.2 28.6 31.0 31.0 31.8 32.2<br />
Spcific heat 比熱<br />
住友金属クリープデータシート<br />
℃ RT 200 300 400 500 600 700 800 900 1000<br />
J/gK 0.454 0.588 0.618 0.629 0.658 0.716 0.733 0.707 0.703 0.690<br />
Density 密度<br />
住友金属クリープデータシート<br />
g/cm 3 7.94<br />
Poisson's Ratio ポアソン比<br />
住友金属クリープデータシート<br />
℃ RT<br />
0.25<br />
TEMPALOY AA-1 (18Cr-10Ni-3Cu-Ti-Nb)<br />
Thermal Conductivity 熱伝導率<br />
NKK Tubes 自社データ<br />
℃ 20 100 200 300 400 500 600 700 800<br />
W/m/K 14.0 15.5 16.6 17.9 19.3 20.7 22.1 23.9 24.5<br />
Spcific heat 比熱<br />
NKK Tubes 自社データ<br />
℃ 20 100 200 300 400 500 600 700 800<br />
J/gK 0.455 0.470 0.490 0.510 0.530 0.550 0.570 0.590 0.610<br />
- 63 -<br />
- 63 -
Grade 122<br />
表Ⅱ.1.1.2-6 選定材料の物性値収集結果(5)<br />
Thermal Conductivity 熱伝導率<br />
住友金属クリープデータシート 12Cr-1Mo-1W-VNb<br />
℃ RT 200 300 400 500 600 700<br />
J/s・m・K 23.8 25.5 ・・・ 16.1 26.7 27.6 26.3<br />
住友金属クリープデータシート 12Cr-0.4Mo-2W-Cu<br />
℃ RT 200 300 400 500 600 700<br />
J/s・m・K 22.7 28.6 30.5 31.2 32.7 34.6 33.9<br />
Spcific heat 比熱<br />
住友金属クリープデータシート 12Cr-1Mo-1W-VNb<br />
℃ RT 200 300 400 500 600 700<br />
J/gK 0.448 0.515 ・・・ 0.607 0.682 0.766 0.945<br />
住友金属クリープデータシート 12Cr-0.4Mo-2W-Cu<br />
℃ RT 200 300 400 500 600 700<br />
J/gK 0.444 0.621 0.7 0.731 0.837 0.983 1.272<br />
Density 密度<br />
住友金属クリープデータシート 12Cr-0.4Mo-2W-Cu<br />
g/cm 3 7.86<br />
ポアソン比<br />
住友金属クリープデータシート 12Cr-0.4Mo-2W-Cu<br />
℃ RT<br />
0.32<br />
Grade 91<br />
Thermal Conductivity 熱伝導率<br />
住友金属クリープデータシート<br />
℃ RT 200 300 400 500 600 700<br />
J/s・m・K 26.3 28.5 29.4 29.9 30.1 29.9 29.1<br />
Spcific heat 比熱<br />
住友金属クリープデータシート<br />
℃ RT 200 300 400 500 600 700 800<br />
J/gK 0.446 0.531 0.6 0.625 0.702 0.811 0.949 0.838<br />
Density 密度<br />
住友金属クリープデータシート<br />
g/cm 3 7.76<br />
Poisson's Ratio ポアソン比<br />
住友金属クリープデータシート<br />
℃ RT<br />
0.25<br />
- 64 -<br />
- 64 -
1.1.3 新規材料の適用における考慮すべき項目の調査<br />
この項では、本調査に対して A-USC ボイラーの材料の適用に向けて、調査の<br />
対象となる材料の明確化及びその材料の性質等の評価すべき項目を抽出し、<br />
A-USC ボイラーに適用可能な材料の選定(新火技解釈への反映(案)へ向けた材<br />
料)のための評価内容をまとめたものである。<br />
本調査において、新火技解釈への反映(案)へ向けた材料との評価に至るまで<br />
のフローチャートを図Ⅱ.1.1.3-1 に示す。<br />
また、図Ⅱ.1.1.3-1 に記載されている「A-USC の適用に考慮すべき項目による<br />
評価」とは、表Ⅱ.1.1.3-1 に示す A-USC 材料の適用に考慮すべき項目の項目及び<br />
その内容を示すものをいう。<br />
図Ⅱ.1.1.3-1 では、「評価材料」に対し、「現行の火技解釈に規定されているか」、<br />
「現行の火技解釈に規定されていても、規定の温度範囲を超える温度での適用を<br />
目指すのか」、「現行の規定には規定されていない材料で A-USC への適用を目指<br />
す材料であるのか」等を本図により選別し、図中「斜線部」で記した箇所におい<br />
て、A-USC の材料として適用可能と評価したものは、新火技解釈反映案として材<br />
料をピックアップし、新たな火技解釈への反映・提案を目的とする。<br />
また、評価エリアに記載されている「A-USC の適用を考慮すべき項目による評<br />
価」においては、表Ⅱ.1.1.3-1 に示す項目・内容により評価を行う。<br />
本表は、RSA 新規材料の適用に考慮すべき項目の抽出を示す。この項目は、平<br />
成 9 年度電気施設技術基準機能性化適合調査(発電設備材料・構造)における未<br />
規定材料の使用に係わる検討依頼標準要領項目(平成 9 年度~平成 17 年度)を<br />
ベースに A-USC ボイラーの材料としての適用に際し考慮すべき項目を追記・修<br />
正をした表である。<br />
未規定材料の仕様に係わる検討依頼標準要領項目から追記・修正した事項は主<br />
に次のとおり。<br />
(1) 追記項目<br />
① 変態点(融点)<br />
新材料に対して、曲げ等の加工後の熱処理の設定に対して Ac1 変態点等を把握<br />
する必要がある。なお、変態点の求め方は、ASTM A 1033-04 に従い、変態による<br />
熱膨張による方法で求める。融点は、溶接によって粒界に偏析した低融点化合物<br />
の液化による液化割れ等の懸念から、考慮すべき項目に取り込んだものである。<br />
② 疲労特性<br />
A-USC の適用に際し、発生する熱応力及び内圧により負荷される応力と回数の<br />
影響を考慮する必要があるのではないかという懸念から、考慮すべき項目として<br />
取り込んだものである。<br />
③ 設計に必要なデータ項目<br />
物理的特性(密度、熱拡散率、比熱、熱伝導率、熱膨張率、縦弾性係数、ポア<br />
- 65 -<br />
- 65 -
ソン比):これらの係数を項目として挙げたのは、A-USC の設計として、起動・<br />
停止及び定常運転の一連の過程において伴う疲労・クリープを引き起こす応力源<br />
となる熱応力σの算出、管の肉厚に対する内外面の温度差ΔT 等の算出に必要な<br />
係数として挙げたものである。<br />
(2) 修正項目<br />
① クリープ及びクリープ破断特性<br />
修正点は、クリープ試験において、温度依存性が著しいと判断される場合は、<br />
25℃間隔のクリープ及びクリープ破断試験結果を求めるものである。また、クリ<br />
ープ試験破断時間のデータ採取時間を最長 6,000 時間を超えるデータを採取する<br />
ことから 10,000 時間を超えるものとしている。<br />
② 耐食性<br />
この項目は、特殊環境下であるゴミ焼却発電プラントにおける耐食性試験が含<br />
まれているため、「特異な環境の試験」に関する記載事項を削除した。<br />
③ 加工性<br />
加工性においては、Ni 基合金は比較的硬い材料であること。また、フェライト<br />
系鋼に対しては、配管等の偏平による応力集中からクリープ破断応力が低下する<br />
懸念もあることから、チューブの偏平性、押し広げ性及び冷間曲げ加工性の評価<br />
項目に加え、更に容器の胴及び管の偏平率、製作上の公差に関する加工性を評価<br />
項目として反映した。<br />
表Ⅱ.1.1.3-1 による考慮すべき項目は、今後、材料特性検討分科会において逐次<br />
検討を行い、A-USC の材料適用に向け、材料の特性として考慮すべき必要な調査<br />
項目をより明確にするため検討を行う予定である。<br />
- 66 -<br />
- 66 -
評価材料<br />
No 現行の火技解釈に規<br />
Yes<br />
定されている<br />
No No A-USCに使用する<br />
現行の解釈の適用温度外で<br />
No<br />
使用する<br />
Yes<br />
No<br />
Yes<br />
USCに使用する<br />
No<br />
規格化している<br />
Yes<br />
No<br />
A-USCに使用する<br />
Yes<br />
Yes<br />
クロスチェック評価(引張強さ、クリープ、降伏点etc.)<br />
No<br />
クロスチェックの結果、規<br />
定の通りで運用が妥当<br />
- 67 -<br />
- 67 -<br />
現行の火技解釈で運用する<br />
Yes<br />
A-USC材料の適用に考慮すべき項目による評価 (表Ⅱ.1.1.3-1)<br />
※:下記の評価において、環境による<br />
項目のみを評価する<br />
新火技解釈への反映に<br />
妥当な材料である<br />
No USCに使用可能で<br />
No<br />
ある<br />
Yes Yes<br />
検討不要<br />
火技解釈、JIS B<br />
対象外 新火技解釈反映案に採入れる<br />
対象外<br />
8265、(HPIS C104)<br />
図Ⅱ.1.1.3-1 A-USC新規材料検討フロー(案)<br />
は、本調査における評価エリアを示す。
(1/7)<br />
表Ⅱ.1.1.3-1 A-USC材料の適用に考慮すべき項目の抽出<br />
(この表は、現行の超々臨界圧汽力発電システムに用いられる蒸気温度よりも更に高い温度での使用を目的とする材料において用いられ<br />
る。材料の適用に対して考慮すべき項目を最新の規格基準の知見等を基に項目を抽出したものである。)<br />
材料に関する基本要求事項<br />
材料に関する詳細な確認項目及び材料特性評価<br />
製造評価に関する項目<br />
最終的な材料スペック<br />
参考<br />
考慮項目の内容 理由<br />
RSA材料としての材料適<br />
用性の評価<br />
必須;○<br />
希望;△<br />
参考;×<br />
未規定材料の使用<br />
に係わる検討依頼<br />
標準要領項目<br />
(H9電気施設技術<br />
基準機能性化適合<br />
調査(発電設備材<br />
料・構造)) ベース<br />
フェライ<br />
ト系鋼<br />
オーステ<br />
ナイト系<br />
鋼<br />
Ni基合<br />
金<br />
- 68 -<br />
材料区分(例えばP-No.の区分・分類)の評価のため<br />
基本成分、鋼種及び用途を確認<br />
例:<br />
基本成分:18Cr, 8Ni オーステナイトステンレス鋼<br />
用途: 火力発電所ボイラ設備等の伝熱管材<br />
1<br />
材料の基本成分<br />
○ ○ ○<br />
及び用途<br />
最低設計温度から最大設計温度までの温度範囲及び最大設<br />
計圧力の確認のため<br />
最低設計温度から最大設計温度までの温度範囲<br />
最大設計圧力(ex. 許容応力**MPa以上を要求する)<br />
使用環境<br />
2 使用条件<br />
○ ○ ○<br />
化学成分の規格範囲の確認のため<br />
化学成分の規格範囲<br />
テスト用供試材のヒート毎のチェック分析値の確認。ヒート数は最小3とす<br />
る。できれば商業用ヒートとする。<br />
3 化学成分<br />
○ ○ ○<br />
- 68 -
(2/7)<br />
表Ⅱ.1.1.3-1 A-USC材料の適用に考慮すべき項目の抽出<br />
考慮項目の内容 理由<br />
RSA材料としての材料適<br />
用性の評価<br />
必須;○<br />
希望;△<br />
参考;×<br />
未規定材料の使用<br />
に係わる検討依頼<br />
標準要領項目<br />
(H9電気施設技術<br />
基準機能性化適合<br />
調査(発電設備材<br />
料・構造)) ベース<br />
フェライ<br />
ト系鋼<br />
オーステ<br />
ナイト系<br />
鋼<br />
Ni基合<br />
金<br />
溶解から熱処理過程を含む出荷前の試験検査までの製造工<br />
程の確認のため<br />
製造方法としての熱処理温度<br />
熱処理:熱間仕上げか冷間仕上げか<br />
4 ○ ○ ○ 溶解から熱処理過程(熱処理温度・条件)を含む出荷前の試験・検査までの<br />
製造工程及び製<br />
造条件<br />
(素材に関する確<br />
製造工程<br />
認)<br />
材料組織の健全性を確認するため<br />
材料の断面形状、介在物の確認ができるマクロ試験(マクロ<br />
試験により欠陥の有無を確認)<br />
粒度、析出物等の組織健全性が確認できるミクロ試験(ミクロ<br />
試験により結晶粒度を確認)<br />
押出し、引抜き加工等による製造過程に対する結晶粒度の<br />
確認<br />
Ni基合金の結晶粒度は一例として、疲労強度に影響がある<br />
とされる。<br />
- 69 -<br />
断面形状、介在物等(マクロ試験)<br />
析出物等の組織健全性(ミクロ試験)<br />
結晶粒度の組織健全性(ミクロ試験)<br />
5 マクロ及びミクロ組織 ○ ○ ○<br />
変態点等を確認し、加工後の熱処理温度の設定<br />
新規材料の熱処理に関する影響について確認項目を追加<br />
例えば、冷間加工されたフェライト系材料では、クリープ強度<br />
の著しい低下が確認されており、ひずみ量に対応した熱処<br />
理条件の設定が必要<br />
(溶接により粒界に偏析した低融点化合物の液化による割<br />
れへの懸念によるもの)<br />
PWHTの条件設定<br />
加工後の熱処理に対する注意<br />
加熱冷却速度<br />
保持温度<br />
変態点の求め方:(変態による熱膨張により求める方法(ASTM A 1033-04)<br />
(液化割れに対する注意)<br />
6 変態点、(融点) - - ○<br />
室温から少なくとも最高使用温度+50℃の温度域に対する高温引張試験結<br />
果(0.2%耐力、引張強さ、伸び、絞り)<br />
高温引張特性(0.2%耐力、引張強さ、伸び、絞り)の評価・確<br />
認のため<br />
試験温度は共に50℃毎とする。供試材は熱処理を含めた加熱温度、化学<br />
組成のばらつき、板厚を考慮した3ヒート以上(最大板厚を含めること)とす<br />
る。試験方法は材料仕様書によるもの、適当なJIS試験方法又は試験される<br />
性質に対して推奨される方法とする。<br />
試験結果には、特性と温度の相関を示すトレンドカーブを示す。<br />
高温及び<br />
7<br />
低温引張特性<br />
○ ○ ○<br />
- 69 -
(3/7)<br />
表Ⅱ.1.1.3-1 A-USC材料の適用に考慮すべき項目の抽出<br />
考慮項目の内容 理由<br />
RSA材料としての材料適<br />
用性の評価<br />
必須;○<br />
希望;△<br />
参考;×<br />
未規定材料の使用<br />
に係わる検討依頼<br />
標準要領項目<br />
(H9電気施設技術<br />
基準機能性化適合<br />
調査(発電設備材<br />
料・構造)) ベース<br />
フェライ<br />
ト系鋼<br />
オーステ<br />
ナイト系<br />
鋼<br />
Ni基合<br />
金<br />
室温における引張試験値(0.2%耐力、引張強さ、伸び、絞り)及びシャルピー<br />
衝撃試験値データ<br />
必要に応じて硬さのデータ<br />
引張強さの確認のため<br />
0.2%耐力、引張強さ、伸び、絞り、シャルピー衝撃試験値、硬<br />
さ、寸法の制限<br />
8 機械的性質 ○ ○ ○<br />
供試材ヒート数:3ヒート以上(適用製品形状を少なくとも1ヒート以上含む)<br />
試験片は、板状試験供試材に対しては圧延方向及び圧延方向と直角方向に<br />
採取する。<br />
- 70 -<br />
10万時間クリープ破断特性の評価のため<br />
※1:25℃間隔クリープ破断試験は、ASME Sec.II PartD<br />
Appendix 5を参照した。(「未規定材料の使用に係わる検討依<br />
頼標準要領項目」では、50℃間隔である。)<br />
クリープ及びクリープ破断試験の実施<br />
JIS Z 2271(1999)の試験方法に基づいて行った最高使用温度+50℃の温度<br />
域における50℃間隔毎の母材に対するクリープ及びクリープ破断試験結<br />
果。但し、温度上昇による応力低下量が著しい場合には25℃間隔のクリー<br />
プ及びクリープ破断試験を実施する。<br />
必要に応じて、溶接金属あるいは溶接継手部に対する代表的な試験結果<br />
クリープ破断試験は10万時間破断強度が予測可能な応カ-温度-時間条<br />
件で行う。その試験結果が各温度での最長破断時間が(10,000 ※2 )時間より<br />
長く、最短破断時間は約100時間。通常、各温度 100,300,800,2200及び<br />
(10,000 ※2 )時間が望ましい。<br />
また、クリープ試験は、1,000時間で0.01%の最小クリープ速度が求められるよ<br />
うな条件で実施する。<br />
なお、検討温度範囲がクリープ域温度以下であることが明らかである場合は<br />
当該温度域での試験は省略できるものとする。<br />
9 クリープ及び ○ ○ ○<br />
クリープ破断特性<br />
※2:10,000時間は現在、ASMEで検討中の時間数値である<br />
(10,000時間は、高クロムフェライト鋼に限定している)。(既存<br />
の規定では、6,000時間)<br />
(10万時間クリープ破断強度の確認:クリープ破断試験方法<br />
は、ASME Sec.II(2007 Ed.) Appendix 5を参考とした)<br />
疲労強度に関する情報を確認するため<br />
高温になると熱応力による疲労を考慮する必要がある。<br />
10 ○ ○ ○ 疲労試験の実施(疲労試験結果のデータ整理の仕方等は材料特性検討分<br />
疲労特性<br />
科会の検討結果を反映する)<br />
- 70 -
(4/7)<br />
表Ⅱ.1.1.3-1 A-USC材料の適用に考慮すべき項目の抽出<br />
考慮項目の内容 理由<br />
RSA材料としての材料適<br />
用性の評価<br />
必須;○<br />
希望;△<br />
参考;×<br />
未規定材料の使用<br />
に係わる検討依頼<br />
標準要領項目<br />
(H9電気施設技術<br />
基準機能性化適合<br />
調査(発電設備材<br />
料・構造)) ベース<br />
フェライ<br />
ト系鋼<br />
オーステ<br />
ナイト系<br />
鋼<br />
Ni基合<br />
金<br />
長時間使用に対する靭性の低下を評価するため<br />
Ni基合金の場合、1100℉(593℃)を超える長時間の供用に対<br />
して脆化を生じる報告がなされている。<br />
高温脆化が顕著かどうかを確認<br />
使用温度・時間を考慮して時効した母材のシャルピー衝撃試験結果<br />
試験は、JIS Z 2242(2005)に準拠して行う。<br />
なお、材料が時効脆化する場合、母材に加え溶接継手についても衝撃試験<br />
11 時効後靭性 ○ ○ ○<br />
使用環境における腐食形態の確認のため特定環境下で機械<br />
的性質、組織脆性破壊等に対する抵抗性、材質的影響の評<br />
価・判断)<br />
高温気体による酸化腐食、燃焼灰による高温腐食及び水蒸<br />
気酸化による腐食も確認<br />
灰組成やガス組成等について標準化した試験方法があれば、これに準拠し<br />
て実験室的に腐食試験を行い、腐食損傷量及び腐食形態を評価<br />
溶接構造材の場合は、溶接継手部についても試験<br />
いずれの場合も、当該環境条件の変動を考慮.し、灰及びガス雰囲気条件等<br />
について複数の環境条件を設定<br />
実証試験装置等での曝露試験後のデータがあれば、これと実験室的腐食<br />
試験のデータとの突き合せ<br />
試験において、粒界腐食等の局部腐食又は著しい内部腐食が認められた<br />
場合は、曝露試験後の組織又は機械的性質に及ぼす影響について適切な試<br />
験をする。<br />
- 71 -<br />
12 耐食性<br />
○ ○ ○<br />
チューブの偏平率、押し広げ、加工性の確認のため<br />
容器の胴の偏平率及び製作上の許容値の評価のため<br />
容器の胴の最大・最小内径差の制限<br />
変形許容範囲の制限<br />
13 ○ ○ ○ チューブの偏平性、押し広げ性及び冷間曲げ加工性<br />
加工性<br />
容器の胴及び管の偏平率、製作上の公差<br />
- 71 -
(5/7)<br />
表Ⅱ.1.1.3-1 A-USC材料の適用に考慮すべき項目の抽出<br />
考慮項目の内容 理由<br />
RSA材料としての材料適<br />
用性の評価<br />
必須;○<br />
希望;△<br />
参考;×<br />
未規定材料の使用<br />
に係わる検討依頼<br />
標準要領項目<br />
(H9電気施設技術<br />
基準機能性化適合<br />
調査(発電設備材<br />
料・構造)) ベース<br />
フェライ<br />
ト系鋼<br />
オーステ<br />
ナイト系<br />
鋼<br />
Ni基合<br />
金<br />
溶接部の健全性評価(継手部の強度試験(引張、曲げ試験<br />
等)適用予定の板厚も考慮)<br />
溶接材料の整理<br />
母材の.区分(P-番号)の検討<br />
使用予定の全板厚を考慮した溶接試験<br />
溶接部の強度試験(引張試験、曲げ試験、衝撃試験等)<br />
溶接部のマクロ及びミクロ組織観察と溶接割れ試験<br />
14 溶接性<br />
○ ○ ○<br />
- 72 -<br />
RSAとしての許容引張応力値を評価するため<br />
設計マージンの設定<br />
鉄鋼材料及び非鉄材料の各温度における許容引張応力<br />
RSAにおける設計マージンの設定による。(現在の許容引張応力の値は「<br />
発電用火力設備の技術基準の解釈の第2章ボイラー及びその附属設備の第<br />
4条(材料の許容応力)」の規定による。)<br />
15 許容引張応力 ○ ○ ○<br />
- 72 -
(6/7)<br />
表Ⅱ.1.1.3-1 A-USC材料の適用に考慮すべき項目の抽出<br />
考慮項目の内容 理由<br />
未規定材料の使用<br />
に係わる検討依頼 RSA材料としての材料適<br />
標準要領項目 用性の評価<br />
(H9電気施設技術 必須;○<br />
基準機能性化適合 希望;△<br />
調査(発電設備材 参考;×<br />
料・構造)) ベース<br />
フェライ<br />
ト系鋼<br />
オーステ<br />
ナイト系<br />
鋼<br />
Ni基合<br />
金<br />
設計に必要なデー<br />
タ項目<br />
熱応力によって生じる疲労を評価するため設計に必要なデータ項目<br />
物理的特性<br />
- 73 -<br />
温度差の算出・評価<br />
・密度<br />
疲労・クリープを引き起こす応力源として熱応力の算出が必<br />
要<br />
管の肉厚に対する温度差ΔTの起因による熱応力σの算出<br />
のため<br />
σ=EαΔT ΔT=Qd/λ λ=ρC/a<br />
A-USCボイラーの設計計算に必要な係数<br />
σ:熱応力 ΔT:温度差 λ:熱伝導率<br />
a:熱拡散率 E:縦弾性係数 Q:単位断面積を通<br />
過する熱量 ρ:密度 α:熱膨張率<br />
d:肉厚 C:比熱<br />
熱応力の算出・評価<br />
・熱拡散率<br />
16<br />
・比熱<br />
○<br />
○ ○<br />
・熱伝導率<br />
既存の材料との相違点の確認<br />
厚肉大径管を主に対象としているフェライト耐熱鋼とNi<br />
基合金との比較<br />
・熱膨張率<br />
・縦弾性係数<br />
○ ○ ○ 応力による変形量の評価 応力による変形の評価<br />
・ポアソン比<br />
- 73 -
(7/7)<br />
表Ⅱ.1.1.3-1 A-USC材料の適用に考慮すべき項目の抽出<br />
考慮項目の内容 理由<br />
RSA材料としての材料適<br />
用性の評価<br />
必須;○<br />
希望;△<br />
参考;×<br />
未規定材料の使用<br />
に係わる検討依頼<br />
標準要領項目<br />
(H9電気施設技術<br />
基準機能性化適合<br />
調査(発電設備材<br />
料・構造)) ベース<br />
フェライ<br />
ト系鋼<br />
オーステ<br />
ナイト系<br />
鋼<br />
Ni基合<br />
金<br />
実運転を模擬した状態で、抜管した試験片に対し、硬さ測定<br />
や腐食特性(減肉量や腐食形態等)を評価するため<br />
実運転あるいは実運転を摸擬した状態で行った実機曝露試験実施<br />
例えば、肉厚・外径測定結果、硬さ測定結果、減肉量や腐食形態等の腐食特<br />
性、必要に応じて引張特性及びシャルピー衝撃特性<br />
17 実機暴露試験 × × ×<br />
- 74 -<br />
18 特徴<br />
△ △ △ 材料の開発経緯、特徴及びメリット等 材料開発の経緯、特徴及びメリット等の確認するため<br />
- 74 -
1.2 溶接に関する技術及び検査・補修に関する調査<br />
1.2.1 火力関係設備に関する調査<br />
(1) 世界の地球温暖化対策とエネルギー利用計画の動向<br />
① 世界の地球温暖化対策に係る 2009 年の動向<br />
2008 年には京都議定書の第一約束期間に入り、2008 年 7 月の北海道洞爺湖サ<br />
ミットにおいて気候変動問題が主要議題として取り上げられ、2008 年 12 月の第<br />
14 回気候変動枠組条約締約国会議(COP14)では 2013 年以降の次期枠組につい<br />
ての議論が開始されるなど、地球温暖化対策の分野において、節目の年となった。<br />
2009 年 12 月には、第 15 回気候変動枠組条約締約国会議(COP15)がデンマーク・<br />
コペンハーゲンで開催され、COP14 で採択できなかった次期枠組の決定の最後の<br />
チャンスとして、各国は危機感をもって合意形成の努力を行った。地球温暖化対<br />
策に関連した様々な動きの概要を示す。<br />
a. 京都議定書第一約束期間の開始<br />
京都議定書は、1997 年 12 月、京都市で第 3 回気候変動枠組条約締約国会議<br />
(COP3)が開催された際に議決された議定書であり、気候変動枠組条約締約国の<br />
うち、先進国(東欧を含む 38 ケ国及び欧州委員会)にそれぞれの目標値を定め<br />
て、6 種の温室効果ガス(二酸化炭素、メタン、亜酸化窒素、HFC、PFC、SF6)<br />
の削減または抑制を義務付け、その達成時期を定めているものである。同議定書<br />
では、温室効果ガス排出量の削減目標を、1990 年を基準年として国別に削減目標<br />
を定め、世界が協力して第一約束期間(2008 年~2012 年の 5 年間)内に目標を<br />
達成することが定められた。京都議定書で定められた主要各国の削減率は、日本<br />
-6%、米国-7%、EU-8%、ロシア 0%などとなっている(ただし、米国は同議定書<br />
の批准を拒否している。)。我国では、2008 年 4 月から、第一約束期間に入り、そ<br />
の目標の達成が求められている。<br />
b. 北海道洞爺湖サミット<br />
北海道洞爺湖サミット(主要国首脳会議)は、2008 年 7 月、北海道洞爺湖にお<br />
いて、福田総理の議長のもと開催され、環境・気候変動問題が主要議題のひとつ<br />
として取り上げられた。<br />
気候変動問題に関しては、冒頭、福田総理から、化石燃料への依存を断ち切り、<br />
温暖化、資源枯渇等の課題に対処すべく、低炭素社会へ舵をきれるかどうかがか<br />
かった、重要なサミットである旨の発言があった。会議の結果は以下のとおり<br />
[381][382][383]。<br />
a) 長期目標<br />
G8(先進 8 ヶ国)は、2050 年までに世界全体の排出量の少なくとも 50%削減<br />
を達成する目標を、国際気候変動枠組条約(UNFCC)の全ての締約国と共有し、<br />
採択することを求めることで合意した。この長期目標の達成は、革新技術、イン<br />
フラ、生活慣行にもかかっている。<br />
b) 中期目標<br />
- 75 -<br />
- 75 -
G8 は、全ての先進国間で排出量の絶対的削減を達成するため、野心的な中期の<br />
国別総量目標を実施することで合意した。<br />
c) 技術<br />
技術の極めて重要な役割、技術の飛躍的進歩の必要性が確認された。特に、省<br />
エネ、エネルギー効率、災害抑制、水・天然資源管理に関する技術は重要とされ<br />
た。再生可能エネルギー、よりクリーンで低炭素の技術及び原子力を含む技術の<br />
利用を促進することとなった。より長期的には、革新的技術の研究、開発、実証、<br />
展開、移転が決定的に重要とされた。特に、炭素回収・貯留(CCS)に関する研<br />
究・開発及び大規模実証や協力等の必要性が認識された。またクリーンエネルギ<br />
ーの研究開発等の継続的投資及び協力促進の手段としての技術ロードマップの<br />
価値に留意することとなった。<br />
d) セクター別アプローチ<br />
日本が提案していたセクター別アプローチ(鉄鋼、電力などの産業・部門別に<br />
温室効果ガス削減に取り組む手法であり、日本政府が次期枠組みで導入するよう<br />
提案しているもの)については、現在から 2012 年までの間、条約の実施のため、<br />
セクター別の緩和関連技術協力の戦略につき協力することとなった。<br />
c. 気候変動枠組条約第 14 回締約国会議(COP14)<br />
2008 年 12 月、ポーランドのポズナンにおいて、気候変動枠組条約第 14 回締約<br />
国会議(COP14)が開催された[384]。<br />
前年のCOP13(バリ)での決定に基づき、2009 年末の COP15 において 2013<br />
年以降の次期枠組につき合意を得ること(バリ行動計画)とされており、今回の<br />
会議は、2009 年の交渉本格化に向けた論点整理の場となった。主な論点と会議の<br />
結果は次のとおり。<br />
a) 次期枠組みに関する論点整理<br />
次期枠組みに関する各国の提案を整理した文書が作成された。日本からは、G8<br />
の合意事項として、2050 年までに世界全体の排出量を少なくとも 50%削減すると<br />
いう長期目標の共有、革新的技術開発の国際連携の必要性等を主張した。<br />
b) 先進国全体での温室効果ガス削減幅<br />
先進国全体の削減幅について、これまでに気象変動に関する政府間パネル<br />
(IPCC)が評価した温室効果ガスの濃度のうち最も低い水準を達成するためには、<br />
先進国(京都議定書の下での附属書 I 国)全体で 2020 年までに 1990 年比 25~40%<br />
削減する必要があるとの IPCC の指摘を認識する、という表現が決定文書に記載<br />
された。先進国の削減目標設定のための分析手法として、日本が主張するセクタ<br />
ー別アプローチの考え方が反映された。<br />
d. 気候変動枠組条約第 15 回締約国会議(COP15)<br />
2009 年 12 月、デンマークのコペンハーゲンにおいて、気候変動枠組条約第 15<br />
回締約国会議(COP15)が開催された[494]。<br />
京都議定書以降(2013 年以降)の次期枠組の合意を得るため、30 近くの国・<br />
- 76 -<br />
- 76 -
機関の首脳レベルによる協議・交渉の結果、コペンハーゲン合意が作成されたも<br />
のの、合意の作成過程が不透明であることを理由に合意の採択は行われなかった。<br />
この合意については、COP15 最終日に、条約締約国会議として「条約第 15 回締<br />
約国会議合意に留意する。」との決定がなされた。次期枠組の合意が得られなか<br />
ったことから、枠組条約の下の長期的協力について話し合う特別作業部会<br />
(AWG-LCA)及び京都議定書附属書 B の改正について話し合う特別作業部会<br />
(AWG-KP)の作業は継続することになった。コペンハーゲン合意の主たる内容<br />
及び会議の結果は次のとおり。<br />
a) コペンハーゲン合意の主たる内容<br />
事務レベルの特別作業部会における議論、閣僚レベルでの協議等を経て、更に<br />
は首脳による協議・交渉も行われた。その後、30 近くの国・機関の首脳レベルの<br />
協議・交渉の結果、「コペンハーゲン合意」が作成された。この合意を COP15 全<br />
体会合にかけたものの、数か国(ベネズエラ、キューバ、ボリビア、スーダン等)<br />
が、作成過程が不透明であったことを理由に採択に反対したため、条約締約国会<br />
議として「同合意に留意する。」と決定された。<br />
「コペンハーゲン合意」の主な内容は次のとおりである。<br />
・ 世界全体としての長期目標として産業化以前からの気温上昇を 2℃以内に抑<br />
える。<br />
・ 附属書Ⅰ国(先進国)は 2020 年までの温室化ガス排出削減目標、非附属書<br />
Ⅰ国(途上国)は削減行動計画を、2010 年 1 月 31 日までに自主的に報告す<br />
る。<br />
・ 締約国の行動は、MRV(測定・報告・検証)が可能なものとされなければな<br />
らない。非附属書 I 国(途上国)が自発的に行う削減行動計画も国内検証を<br />
経た上で、国際的な協議の対象となる。支援を受けて行う削減行動は国際的<br />
な MRV の対象となる。<br />
・ 先進国は、2010~2012 年の間に 300 億ドルの新規かつ追加的な資金による<br />
支援を共同で行い、また 2020 年までには共同して年間 1,000 億ドルの資金<br />
動員目標を約束する。<br />
・ 2015 年までに合意の実施状況を評価する。<br />
b) 我が国の対応<br />
我が国の対応方針として、COP15 において、全ての主要排出国が参加する公平<br />
で実効性のある枠組みの構築と野心的な目標の合意を前提に、2020 年までに 90<br />
年比 25%の削減を目指すことを改めて表明した。更に、鳩山イニシアティブの具<br />
体化として、COP15 における政治合意の成立の際には、温室効果ガスの排出削減<br />
など気候変動対策に積極的に取り組む途上国や、気候変動の悪影響に脆弱な状況<br />
にある途上国を広く対象として、2012 年末までの約 3 年間で 1 兆 7,500 億円(概<br />
ね 150 億ドル)、そのうち公的資金は 1 兆 3,000 億円(概ね 110 億ドル)の支援を<br />
実施していくことを決定した旨発表した。<br />
平成22 年度予算案では、京都議定書の 6%削減約束を確実に達成すると共に、<br />
2013 年以降の公平で実効性のある枠組に向けた取組みを進めることとしている。<br />
- 77 -<br />
- 77 -
具体的には次の計画がされている。<br />
・ 低炭素社会の実現に向けた新エネ・省エネの推進とエネルギーの高度利用<br />
・ 安全で平和的な原子力利用の拡大と電力政策の着実な推進<br />
・ 日本の環境・エネルギー技術の海外展開支援<br />
・ 地球温暖化対策の推進<br />
そして、長期的には革新技術開発等(二酸化炭素回収・貯留(CCS)の実用化<br />
推進、環境調和型製鉄プロセスの技術開発、他)を通じて地球全体での温室効果<br />
ガスの半減を実現することとしている。<br />
② 世界のエネルギー利用計画の動向<br />
2008 年 6 月、国際エネルギー機関(IEA)の「エネルギー技術展望」第二版が<br />
発表された[385]。これは、G8 からの要請に応え、クリーンで、賢明で、かつ競<br />
争力のあるエネルギー未来を築き上げるために必要なことと、現在現実に行われ<br />
ていることとのギャップをどのように埋めていけば良いかについて、ガイダンス<br />
を政策決定者に提供するものである。この展望によれば、持続可能なエネルギー<br />
未来は人類の手の届く範囲にあり、技術がその鍵を握る、としている。また、エ<br />
ネルギー効率の向上、二酸化炭素の回収・隔離、再生可能エネルギー、原子力が<br />
重要であるとし、本展望の中で、発電、建築、産業、輸送という全ての主要部門<br />
における技術ロードマップが示された。<br />
本展望の概要は、以下のとおり。<br />
a. エネルギー起源の排出量の見通しと二つのシナリオ<br />
国際経済は、現在から 2050 年までに 4 倍の規模に成長し、特に中国やインド<br />
といった発展途上国の成長率は 10 倍程度に達しうると考えられている。一方で<br />
現在よりはるかに多くのエネルギー利用を伴うことになる。2006 年版の「エネル<br />
ギー技術展望」の出版以来、世界の二酸化炭素排出量と石油需要は堅調に増加し<br />
続けており、現状維持ベースライン・シナリオによれば、2050 年までに石油需要<br />
は 70%、二酸化炭素排出量は 130%増えると見込まれ、これは前回の推測を 7%上<br />
回っており、状況は悪化している。気候変動に関する政府間パネル(IPCC)によれ<br />
ば、このような二酸化炭素の大幅な排出増は、世界の平均温度を 6 度以上上昇さ<br />
せうる。その影響は、人類の生活に著しい影響を与え、自然環境に不可逆的な変<br />
動をもたらしうる。<br />
このため、エネルギーの供給と利用の方法に関し、全世界的な大変革が必要で<br />
あり、エネルギー効率の向上はその中核をなす。さらに、再生可能エネルギー、<br />
原子力、二酸化炭素回収隔離(CCS)の大規模な普及、そして輸送手段の脱炭素化<br />
も必要である。<br />
本展望では、2050 年に世界の二酸化炭素排出量を現在のレベルに戻す「ACT<br />
シナリオ」及び、2050 年に世界の二酸化炭素排出量を半減する「BLUE シナリオ」<br />
を作成して、シナリオ分析を行っている。ACT シナリオについては、現に存在す<br />
るか、相当程度開発が進んでいる技術によって実現可能であるものの、大きなコ<br />
- 78 -<br />
- 78 -
ストがかかり、実現には困難が伴う。BLUE シナリオについては、たいへんな困<br />
難が伴い、まだ開発中の技術の普及も当てにせざるを得ず、実現には、エネルギ<br />
ー部門において、先例の無いような広範囲に及ぶ新たな政策を直ちに実行するこ<br />
とが必要であると結論付けている。2050 年までに 45 兆米ドルに及ぶ追加投資が<br />
必要で、これには研究開発、技術普及、低炭素オプションへの商業投資を含んで<br />
いる。<br />
b. 技術革命<br />
ACT、BLUE 両シナリオにおいて、建築物、電気機器、運輸、産業及び発電部<br />
門におけるエネルギー効率の改善は、最小費用で最大規模の二酸化炭素排出量の<br />
削減を可能とする。次に重要な手段は、発電の脱炭素化であり、再生可能エネル<br />
ギー、原子力発電、そして化石燃料発電所の二酸化炭素回収隔離(CCS)による。<br />
c. 研究開発・実証<br />
新技術の促進と既存技術のコスト低減が必要であり、太陽光発電、先進石炭火<br />
力発電設備、先進バイオ燃料、二酸化炭素回収、電気バッテリー、燃料電池、水<br />
素製造が重要技術である。<br />
d. 重要技術ロードマップ<br />
エネルギー効率、発電、輸送部門において、エネルギー技術革命の核心となる、<br />
以下の 17 の重要技術を特定し、その世界的なロードマップが示された。<br />
a) 供給サイド<br />
・CCS 一体型化石燃料発電<br />
・原子力発電<br />
・洋上及び地上風力発電<br />
・バイオマスガス化複合発電(BIGCC)及び混合燃焼<br />
・太陽光発電システム<br />
・集光型太陽熱発電<br />
・石炭ガス化複合発電システム(IGCC)<br />
・石炭超々臨界圧発電(USCSC)<br />
・第二世代バイオ燃料<br />
b) 需要サイド<br />
・建築物及び電気機器のエネルギー効率改善<br />
・ヒートポンプ<br />
・太陽熱暖房給湯<br />
・輸送部門のエネルギー効率改善<br />
・電気自動車及びプラグイン・ハイブリッド自動車<br />
・燃料電池自動車<br />
・産業部門における CCS、水素及び燃料転換<br />
・産業部門モーターシステム<br />
- 79 -<br />
- 79 -
2009 年 10 月、国際エネルギー機関(IEA)閣僚理事会(IEA 加盟国に加え、中<br />
国、インド、ロシアの代表が招待)が開催され、新興国との連携強化、エネルギ<br />
ー安全保障、機構変動問題への対応(省エネ、再生可能エネルギー等)等を主要<br />
議題として議論が行なわれた。その結果、「確実で持続可能なエネルギーの将来<br />
に向けた気候変動交渉の支援及び省エネ・低炭素エネルギー技術の促進」を踏ま<br />
えて、緊急の行動目標として次を合意した[495]。<br />
a. 気候変動枠組条約(UNFCCC)の目標を支援すべく、IEA 事務局に対し、次<br />
の事項を要請する。<br />
・ エネルギーセクターからの温室効果ガス排出量削減による地球の温度上<br />
昇抑制施策の評価(CO2 価格の設定、排出量取引制度、セクター別アプ<br />
ローチ、低 CO2 排出技術の開発加速及び世界的な普及、エネルギー効率<br />
向上に関する施策を含む)<br />
・ コストが低く効果的な気候変動配慮型エネルギー政策パッケージ策定の<br />
ための最良事例の普及支援<br />
・ UNFCCC 及びその他国際的な気候変動政策の議論での利用に寄与する、<br />
世界のエネルギー専門家としての正確なデータ、客観的分析、健全な助<br />
言の提供の継続<br />
・ 開発途上国と民間部門とともに、省エネで低炭素なエネルギーシステム、<br />
技術研究開発・普及を含む、気候変動に関連するエネルギー政策に関し<br />
て国際協力・協調できる分野の探求<br />
・ RD&D(研究開発・実証)に関する協力及び調整を促進すべく、各国及び<br />
国際的なクリーンエネルギーRD&D プログラムの基本データの編纂。こ<br />
れら技術の普及加速のための国際的な努力における格差の特定<br />
b. 省エネ促進のために、我々は、以下の事項を行う。<br />
・ 関係国間の政府当局の全てのレベルと協力して、省エネを促進する調整<br />
された、効率的な取り組みを確保<br />
・ IEA の 25 の省エネ勧告の最大限の実施、または各国の事情に適する、同様<br />
に有効な代替措置の実施による、政策格差の縮小<br />
・ IEA が国際的な専門家と策定したテンプレートに基づき、エネルギー効<br />
率指標の開発に必要とされる最終エネルギー使用データと統計を、年次<br />
提出<br />
・ IEA を通じて、IEA に事務局が設置される IPEC(国際省エネ協力パート<br />
ナーシップ)との密接な協力<br />
c. 我々は、最近発足した、2050 年に世界全体で 2005 年比 50%の燃費改善を<br />
目指すグローバル燃費イニシアティブ(Global Fuel Economy Initiative)及び<br />
世界全体の省エネを最大限に実施させるべく、ラクイラで開催された G8 首<br />
脳会議で勧告された、グローバル省エネ行動イニシアティブ(Global Energy<br />
Efficiency Action Initiative)への IEA の関与を歓迎する。更なる省エネ促進<br />
に向け、IEA に以下の事項を悠達する。<br />
- 80 -<br />
- 80 -
・ 要請に従った最近のエネルギー効率に関する国別進捗報告を考慮して、<br />
優先的省エネ政策の策定と実施について、必要に応じて、IEA 加盟国・非<br />
加盟国を支援<br />
・ 加盟国内及び国際的に費用対効果の高い省エネ技術導入を奨励と促<br />
進<br />
・ 全ての経済セクターにおける政策実施及び省エネ施策への障害の除去に<br />
関する加盟国の取り組みの監視と報告<br />
・ エネルギー集約セクターにおける測定方法論について、国際標準化機構<br />
(ISO)などの国際標準の適用による、継続的なデータ収集の強化<br />
・ 加盟国・非加盟国、国際機関、産業固体との協力による、省エネの進捗を<br />
監視するためのエネルギー効率指標の開発<br />
d. 各国がそれぞれの国内事情に最適な技術ミックスを選択することを認識し<br />
つつ、我々は、低炭素エネルギー技術への世界的な移行の加速を決意し、こ<br />
の目標を達成すべく更なる国際協力が不可欠であることを認識する。この<br />
点について、低炭素エネルギー技術の開発加速及び世界的普及に向け、必<br />
要に応じて(例、セクター・地域別の)官民アドバイザリーグループを組<br />
み入れて国際技術開発プラットフォームを設立することを含む提案を歓迎<br />
する。我々は、このプロセスにおいて十分で積極的な役割を果たすと約束<br />
し、IEA、関心のある広範な IEA 非加盟国、その他 UNFCCC、主要な経済フ<br />
ォーラムなどの国際機関及びイニシアティブと緊密に連携することを期待<br />
する。<br />
e. また、我々は、以下の事項に決意する。<br />
・ 最も重要な革新的エネルギー技術の IEA のロードマップの支援<br />
・ 2015 年までに低炭素エネルギー技術への研究開発と実証(RD&D)への<br />
投資をコスト効率よく倍増させることを目的とする、RD&D への公的な<br />
投資の加速に向けた取り組み<br />
・ COP15 の開催中に技術の問題について有効な結果が導き出されるように<br />
十分で積極的な役割を果たすこと<br />
f. 現在の電力系統は、エネルギー効率と再生可能エネルギー、プラグイン自<br />
動車などの主要な低炭素エネルギー技術との統合能力について大幅な向上<br />
を必要とすることを認識しつつ、我々は、よりアクセスしやすく、信描で<br />
き、柔軟で、経済的な電力系統を実現させるスマートグリッドへの移行を<br />
決意する。我々は、パートナーシップにより、スマートグリッドの普及加<br />
速への障害を取り除くための協力分野の明確化に取り組む。IEA に、主要な<br />
低炭素エネルギー技術インフラとしてのスマートグリッドの可能性につい<br />
ても認識することを依頼し、スマートグリッド普及ロードマップ策定を支<br />
援し、計画を進める努力を監視し、指針を提供する。<br />
g. 低炭素エネルギー技術の開発及び普及を加速させるために、我々は、IEA に<br />
以下の事項を要請する。<br />
・ 技術ロードマップ策定作業の継続、世界におけるロードマップ使用の進<br />
- 81 -<br />
- 81 -
捗状況の評価・報告、最大限に実施すべく加盟国・非加盟国、国際機関、<br />
産業界との協業<br />
・ エネルギー技術の問題について、国際プラットフォーム構想の取り組み<br />
や IEA 実施協定を含む、開発途上国との取り組みを強化<br />
・ 官民による低炭素・省エネ技術 RD&D 投資の開発状況の調査を継続し、<br />
これらの技術の気候変動・エネルギー安全保障の目標への貢献の可能性<br />
を評価<br />
・ 低炭素エネルギー技術の開発、実証、普及に関する主な障害を克服する<br />
最良の方法について、出版物「エネルギー技術展望 2010」を含め、助言<br />
を提供<br />
・ 特に、省エネルギーや低炭素技術におけるエネルギー投資について、加<br />
盟国の進捗を次回 2011 年の閣僚理事会に報告<br />
h. 再生可能エネルギーが、気候変動緩和及びエネルギー安全保障強化におい<br />
て主導的な役割を果たすように飛躍的に増加しなければならず、また増加<br />
していくことを認識しつつ、我々は、再生可能技術普及の促進に向け、地<br />
方の状況に応じて、国内的・国際的に最大限の努力を行う。このために、必<br />
要に応じて IRENA と協力の上、IEA に以下の事項を実施するよう要請する。<br />
・ 開発途上国と継続的に関与して、その領域内において適切な再生可能エ<br />
ネルギー技術の普及を促進する政策の策定のための開発途上国の取り組<br />
みの支援と能力開発の実施<br />
・ 全てのタイプの再生可能エネルギー源について、国別ロードマップなど<br />
のロードマップ策定作業を継続<br />
・ これら極めて重要な再生可能エネルギーの大規模な普及を成功裏にかつ<br />
高い費用対効果で実現するために求められる重要な要素についての共通<br />
の理解の構築を特に重視し、全ての経済セクターにおいて促進する政策<br />
実施及びその障害を取り除く努力の監視<br />
i. 我々は、CCS に関する IEA の取り組みの拡大を支持し、GCCSI(国際 CCS<br />
インステイチュート)の設立を歓迎する。以下の事項を行う。<br />
・ 2010 年のカナダにおける G8 首脳会言射こ先立ち、2010 年までに世界的<br />
に 20 の大規模実証プロジェクトを開始するという G8 の合意達成に資す<br />
るプロジェクトを、新規の資金調達源を特定しつつ、支援を継続<br />
・ 2020 年までに世界的な規模で CCS を実証するための多大な努力が必要<br />
と提案する IEA の CCS ロードマップの実施を支援<br />
・ 実施可能であれば、CCS 規制の政策の策定と調和に向けた作業<br />
・ CSLF、GCCSI、IEA の作業の支援、それらの間の協力と調和の促進<br />
・ 上記取り組みの達成状況の進捗追跡・報告を行う IEA の計画を支援<br />
j. 新規及び既存の化石燃料火力発電所のエネルギー効率向上措置も二酸化炭<br />
素排出量削減にとって重要であることを認識する。これら措置の導入を促<br />
進するため、IEA が化石燃料火力発電所の運転効率や信植性を監視し、他<br />
の機関が持つ技術及び運用の最良事例を促進すべく、他の機関と協力継続<br />
- 82 -<br />
- 82 -
するよう要請する。<br />
k. 受入可能な国々では、二酸化炭素を排出しない電力源として、原子力が温<br />
室効果ガス排出量の削減に大きく貢献し、エネルギー安全保障に利益を与<br />
えることを認識する。我々は、第 3 世代原子炉、第 4 世代原子炉に関する<br />
技術ロードマップ作成に向け、核不拡散や廃棄物の課題に特に留意しつつ、<br />
IEA が NEA(経済協力開発機構原子力機関)と協力していることに言及す<br />
る。IEA は、国際的枠組みにおける原子力の役割を調査を含む、貢献可能な<br />
他の分野を明らかにすべく、IAEA(国際原子力機関)や NEA など他の国際<br />
機関と協業する。<br />
l. 安定した政策、十分に機能する市場(多様で競争的な供給を含む。)、適<br />
切な投資や技術革新が全ての形態のエネルギーの供給保障において必要と<br />
されている。2007 年の閣僚理事会での決定に基づき、IEA は石油向けのモ<br />
ニタリングや緊急時対応能力を拡大し、特に天然ガスなど他のエネルギー<br />
形態にも広げるべきである。またこの努力を促進するために、国際エネル<br />
ギーデータの透明性をさらに向上させる措置を取るべきである。<br />
m. 天然ガスにおける緊急時対応能力に関し、我々は、以下の事項に合意した。<br />
・ 十分に機能する柔軟な市場について、緊急対応措置を明確に規定された<br />
最後の手段として、供給保障を確保する最良の方法としての重要性を強<br />
調。こうした緊急対応措置は、石油とガスの市場やインフラの相違を認<br />
識しつつ、石油市場向けのものを利用することも考えられる。<br />
・ IEA 加盟国各国は、ガス市場やガス安全保障政策をレビューし、個々の<br />
国の事情を考慮しつつ、考えられる措置のリストから選択した行動を取<br />
ることで、個別の緊急時対応を改善<br />
・ IEA がガス市場や加盟国のガス安全保障政策における進捗を監視するこ<br />
とを支持し、緊急時対応訓練やレビューの一環として、天然ガス途絶の<br />
シナリオを盛り込み、また欧州においてはEUとの密接な協力により、<br />
市場の事情の必要に応じて、集団的アプローチを促進<br />
n. この点について、我々は、IEA に以下の事項を要請する。<br />
・ ガス政策に関する政府への助言、専門性の提供、訓練やレビューの実施<br />
を通じた長期的供給安全保障及び緊急時対応強化のためのガス戦略計<br />
画の起草及び実施支援<br />
・ 最後の手段として、石油市場に対するガス供給破綻の深刻な悪影響緩和<br />
に貢献するために、国毎に緊急時石油備蓄義務を一時的に引き下げる規<br />
則及び手続を策定し、理事会の承認を確保<br />
・ EU 加盟国と同様に欧州委員会を含む関連機関とのガス市場開発や緊急<br />
時政策についての探求及び議論を継続<br />
・ 天然ガス供給破綻時における地域的な協調行動促進に関する加盟国グ<br />
ループからの要請への対応<br />
・ ガス市場や供給保障の分析の拡大、天然ガス供給途絶に対応するための<br />
更なる構想の開発<br />
- 83 -<br />
- 83 -
・ 市場ベースの長期投資に関する透明性及びグローバル市場開発の強化<br />
について主要産ガス国との協力<br />
・ 2011 年に開催される次回閣僚理事会で進展を報告<br />
o. 価格変動抑制、効率的市場の促進、市場破綻への対処に関する戦略の策<br />
定・実施に関する透明性強化の重要性を認識しつつ、我々は、各国政府が<br />
IEA、そこからさらに JODI(石油データ共同イニシアティブ)やその他の<br />
機関へ提出されるデータの質及び適時性の改善に合意する。IEA は、世界を<br />
対象とするという点でデータの完全性にまずは重点を置き、次に JODI の現<br />
在の提出時期を考慮しつつ、全ての国の天然ガスデータの収集を確保すべ<br />
く、JODI 参加国と協業する。我々は、収集するデータの定義や収集方法論<br />
の調和及び新たな政策課題に対処するためのより詳細かつ良質な統計の開<br />
発努力の支援にも取り組む。<br />
p. 我々は、IEA に対し、エネルギーに関する統計、政策、市場分析について世<br />
界で最も権威のある出典源として以下の事項を実施するよう要請する。<br />
・ G8 サンクトペテルブルク・サミットで合意された世界エネルギー安全保<br />
障原則に基づき、エネルギー安全保障を評価する定量的指標の特定など、<br />
エネルギー安全保障の構想を深めるための作業を継続<br />
・ OPEC や IEF(国際エネルギーフォーラム)と協調しつつ、価格変動要因<br />
の理解促進のためにエネルギー価格形成メカニズムに関する既存作業を<br />
強化。また、金融市場要因に関し、IMF(国際通貨基金)や市場監督機<br />
関への関与を強化<br />
・ 現在のエネルギー供給投資の停滞が継続し、生産能力の不足に陥った場<br />
合に生じる課題について認識を高めつつ、世界の中長期的な需給バラン<br />
スの監視の継続<br />
・ 他の関連国際機関とともに、加盟国間で長期的な発電計画や政策を議論。<br />
各国の政策やあらゆる種類の発電供給破綻への対応能力強化に向けた<br />
施策を特定しつつ、風力や海洋発電など多様なエネルギー源から相当な<br />
量の発電が短中期的に送配電網に流れ込むことによる影響などを対象に、<br />
発電安全保障調査を開始<br />
・ 透明性強化に向け、他の機関や主要な非加盟のエネルギー生産国及び<br />
消費国とのエネルギー統計に関する更なる協力の推進と拡大<br />
・ エネルギー補助金の規模と効果に関するこれまでの調査の推進及び拡大<br />
q. 我々は、以下の事項を目的に、国際的パートナーとの協力強化及び対話拡<br />
大に合意する。<br />
・ 緊急時対応策等、IEA の活動への参加拡大<br />
・ 国際的エネルギーデータの範囲、信頼性及び適時性の改善<br />
・ 低炭素技術や省エネルギーの開発・普及の加速<br />
・ エネルギー安全保障及び気候変動などに関し、政策立案に関する最良事<br />
例、国際的政策の協調及び共通課題に対する見解の共有<br />
r. これら目標を考慮して、非加盟国を巻き込むために上記に加え、我々は、IEA<br />
- 84 -<br />
- 84 -
に以下の事項を要請する。<br />
・ 正式な委員会や広範な IEA エネルギー技術協力ネットワークだけでなく<br />
非正式なワークショップ、セミナー、その他の催し等、IEA の活動への<br />
対話国の参加数拡大及び定期的参加の促進<br />
・ 主要対話国かつエネルギー輸入国に対しては、5 月にタイで行われた初<br />
の対話国向け ERE(緊急時対応訓練)を手本とした ERE や、石油市場破<br />
綻時に、戦略備蓄を有し関心のある対話国が IEA 加盟国との協調備蓄放<br />
出を可能とするメカニズムの探求などを通じ、緊急時対応活動を拡大<br />
・ 他の国、地域及び国際機関との、データの質及び対象範囲の世界的な調<br />
整と改善に向けた協業の強化<br />
・ 関心ある対話国で、理事会等の作業部会の臨時開催を検討<br />
・ IEA 加盟国、中国、インド、ロシアを含む特定の非加盟国、国際機関か<br />
らの高官で構成されるエネルギー及び持続可能性に関するパートナーシ<br />
ップ会合を 2010 年下半期に開催。そこで、将来の石油市場破綻に対する<br />
IEA 及び非加盟国の対応調整等、国際的エネルギーパートナーシップの<br />
改善方法を議論。また変革するエネルギーセクターに関する投資及び技<br />
術的課題への取り組みを目的とした戦略を策定。<br />
・ 途上国における貧困層を対象とした安価で持続可能なエネルギーへのア<br />
クセス提供に向け、まずはアフリカ諸国における持続可能な低コストの<br />
再生可能エネルギー及び省エネルギー技術の特定と普及のための能力構<br />
築を重視しつつ、分析、助言及び最良事例の共有を通じ、エネルギー政<br />
策に関する IEA の専門性による貢献拡大<br />
・ 専門の訓練開発プログラムの策定を通じ、必要に応じ、これに限られな<br />
いものの、APEC(アジア太平洋経済協力会議)、アフリカ連合、ASEAN、<br />
エネルギーのコミュニティなど地域組織と協力しつつ、IEA が非加盟国<br />
からの職員に長年にわたり提供する研修の強化及び組織化<br />
③ 主要国の地球温暖化対策とエネルギー利用計画に係る 2009 年の動向<br />
我国を始め、欧米各国では温暖化対策の一環として、再生可能エネルギーの導<br />
入目標の設定、原子力発電所プラントの建設、高効率火力発電プラントの建設、<br />
火力発電設備から発生する CO2 の回収・輸送・貯留他を提案している。<br />
2008 年 10 月、EU 議会環境委員会は次の 3 件の提案を採択した。<br />
a. EU 域内排出量取引制度の範囲拡大<br />
b. CO2 削減目標の設定<br />
c. CCS についての法的規制の導入<br />
EU 域内排出量取引に関して、EU-ETS 指令(Emission Trading System Directive)<br />
が 2008 年 12 月に採択された。2005 年からの第一期間(試行期間)、2008 年から<br />
の第二期間(本格運用期間)の結果・経過を踏まえて、2013 年から始まる第 3 期<br />
間では、排出枠の取引にオークション(有償割当)方式が導入されることになる。<br />
オークション収入の一部は CCS の開発資金(最大 12 の CCS 実証プロジェクトの<br />
- 85 -<br />
- 85 -
建設・運営費用)に充当される。<br />
CO2 の削減目標については、COP15 で気候変動枠組が合意された場合には、EU<br />
の 2020 年における削減目標を 20%から 30%に引き上げ、2035 年には 35%、2050<br />
年には 60~80%とし、削減目標を達成できない加盟国には罰則規定を設ける提案<br />
であった。2015 年以降に新設される 300MW 以上の新設火力発電所の CO2 排出量<br />
は 500g/kWh 以下に制限することが含まれていて、これは実質的に CCS 設備を火<br />
力発電所に設置する必要があるものと見做されている。<br />
CCS についての法的規制に関しては、2008 年 12 月に CCS 指令(Directive)が<br />
採択され、CO2 貯留の許可制度、運用条件、閉鎖後の責任移管、財務保証等が規<br />
定された。そして、300MWh 以上の新設火力発電所では、適当は貯留サイトが確<br />
保可能で、かつ CO2 の輸送が技術的、経済的に可能で、CO2 回収への改造が技術<br />
的、経済的に可能とされる場合においては CO2 回収装置設置スペースの確保が要<br />
求された(Capture Ready)。この CCS 指令は、今後の CCS 技術の開発・実証を踏<br />
まえて 2015 年に見直しを行うこととされている。<br />
2009 年 2 月 17 日、米国は米国再生・再投資法(The American Recovery and<br />
Reinvestment Act of 2009)を可決・承認し、総額 7,872 億ドル(72.8 兆円)の景気<br />
対策のうち、約 580 億ドル(歳出 380 億ドル、減税措置 200 億ドル)を環境・エ<br />
ネルギー分野に割り振った。この環境・エネルギー分野への集中的な投資を行っ<br />
て、経済再生と環境・エネルギー分野の新規需要・雇用の創出を同時に達成する<br />
政策は「グリーン・ニューディール」と名付けられている。このグリーン・ニュ<br />
ーディール政策で実施される環境・エネルギー分野の主な対策は次のとおりであ<br />
る。<br />
a. 送電網の近代化、スマートグリッドの整備<br />
b. 州政府等のエネルギー効率化・省エネプログラムへの補助<br />
c. 再生可能エネルギー事業(風力、太陽光など)への融資保証<br />
d. 中低所得者向け住宅の断熱化等への補助<br />
e. 連邦政府の建物におけるエネルギー効率化のための改修<br />
f. 化石燃料の利用技術(クリーン石炭技術、CCS 技術など)の研究開発<br />
g. 米国内で生産される次世代型電池の製造への助成<br />
h. 再生可能エネルギー事業への生産税控除の延長<br />
i. 家庭の省エネ投資に対する減税額の拡大<br />
j. プラグイン・ハイブリッド自動車等への購入者向け減税<br />
これらのプロジェクトの中で、一次エネルギー輸入量と CO2 排出量が最も削減<br />
されるのは「再生可能エネルギー事業への生産税控除の延長」と分析されている。<br />
この対策により、現時点から 2014 年までの間に特に追加対策を打たない場合に<br />
対して、風力発電の設備容量がほぼ倍増することによって、一次エネルギー輸入<br />
量は年間約 900 万バレル、CO2 排出量は年間約 800 万トン削減されると見込まれ<br />
ている。次に CO2 排出量の削減効果が大きいものは、生産者が「生産税控除」の<br />
代わりに受けることが可能な「再生可能エネルギー向け投資減税の拡大」で、こ<br />
の対策により、一次エネルギー輸入量は年間約 450 万バレル、CO2 排出量は年間<br />
- 86 -<br />
- 86 -
約 650 万トン削減されると見込まれている。続いて、一次エネルギー輸入量と CO2<br />
排出量の削減が大きい対策は、「連邦政府の建物におけるエネルギー効率化の向<br />
上」と「住宅の断熱性能の向上」であり、建物の省エネ対策が地球環境温暖化防<br />
止に有望であることが分かる。その他の対策の評価を含め、グリーン・ニューデ<br />
ィール政策の評価は次のとおりである[496]。<br />
a. 建物のエネルギー効率向上策が経済効果、環境効果において確実性が高い。<br />
b. 再生可能エネルギー促進のための減税措置も高い経済効果、環境効果が期<br />
待できるものの、現状の経済環境下において効果が上がるか不確実性が高<br />
い。<br />
c. 将来にわたって必要となる温暖化規制を念頭に、今回の景気刺激策を捉え<br />
る必要がある。<br />
上述の第 3 番目の指摘は、上述の対策によって、2012 年~2020 年に年間平均<br />
320 万トンの CO2 排出量削減に繋がるが、これは米国全体の排出量の僅か 0.5%の<br />
削減に過ぎず、中長期に必要な温暖化対策の効果にはほど遠いものであるためで<br />
ある。他方、米国エネルギー情報局(EIA)の試算によると、全米レベルのキャ<br />
ップ&トレード型の排出量取引制度が導入された場合、同じ時期に 4 億 8,400 万<br />
トンの排出削減につながる。したがって、今回の景気刺激パッケージの環境関連<br />
の政策は、あくまでも排出量取引制度や環境税といった本格的な温暖化対策に至<br />
る一部であり、これを代替するものではない。なお、CCS 実証プロジェクトの実<br />
施や自動車用電池の開発といって対策は、短期的には大きな効果は見込めないが、<br />
技術が広範に普及すれば爆発的な CO2 排出量削減につながる対策であり、温暖化<br />
防止の目標を達成するために必要不可欠であり、技術が開発された後も長期にわ<br />
たってそれらの普及策を打ち出す必要があるとされている。<br />
a. 日本の地球温暖化対策とエネルギー利用計画に係る 2008 から 2009 年の動向<br />
a) 京都議定書目標達成計画の改訂<br />
2008 年 3 月 28 日、日本政府の京都議定書目標達成計画が改訂された[386]。同<br />
達成計画は、「地球温暖化対策の推進に関する法律」に基づいて定められたもの<br />
で、京都議定書の 6%削減約束を確実に達成するために必要な措置を定めたもの<br />
である。<br />
改訂された同達成計画において、我が国の目指す方向として、6%削減約束を確<br />
実に達成する、更なる長期的・継続的かつ大幅な排出削減を目指す、環境先進国<br />
家として地球温暖化問題において世界をリードする役割を果たしていく、として<br />
いる。更なる長期的・継続的かつ大幅な排出削減に関しては、2007 年に日本が「美<br />
しい星 50」中で提案した「2050 年までに世界全体の排出量を半減」という目標<br />
達成のため、革新的な技術開発と併せて温室効果ガスの排出削減が組み込まれた<br />
低炭素社会の構築を目指す、としている。<br />
同達成計画に示された対策と施策のうち、電力関係の主なものは次のとおり。<br />
イ 電力分野の二酸化炭素排出原単位の低減(産業界の自主行動計画)<br />
ロ 原子力発電の着実な推進<br />
- 87 -<br />
- 87 -
ハ 新エネルギー等の導入促進(風力・バイオマス・太陽光発電、コージェネレー<br />
ション、燃料電池、廃棄物発電等)<br />
b) 京都議定書目標達成計画の改定と進捗状況<br />
2009 年 7 月 17 日、政府の地球温暖化対策推進本部は、「京都議定書目標達成計<br />
画の進捗状況」を発表した[497]。2007 年の温室効果ガスの総排出量は 12.61 億<br />
t-CO2 であり、基準年度比で 9.0%増加している。2007 年度から 2010 年度にかけ<br />
て、目標達成計画の部門別の目安の達成のためには、2007 年度比で、エネルギー<br />
起源 CO2 については、産業部門で-9.2~-10.0%、業務その他部門で-11.1~-<br />
12.0%、家庭部門で-21.5~-23.1%、運輸部門で-2.4~-3.8%、エネルギー転<br />
換部門で-20.1%の削減が必要となっている。非エネルギー起源 CO2、メタン及<br />
び NO2 については、2010 年度の目標を達成しているが、今後も増加させないよう<br />
な対策が必要である。代替フロンガスについては、オゾン層破壊物質からの代替<br />
が進む HFC の排出量が増加することが予想されるが、増加量を+28.7%に抑制す<br />
ることが必要である。森林吸収源対策については、2007 年度から 2012 年度の 6<br />
年間で、毎年 20 万 ha の追加的な森林整備が必要であり、2008 年度以降は毎年 78<br />
万 ha の森林整備を行うとしている。今後、引き続き森林整備を行い、基準年比で<br />
3.8%の森林吸収量を確保することが必要である。<br />
京都メカニズムの活用については、2009 年 4 月 1 日までに 9,510t-CO2 分のクレ<br />
ジットを取得する契約を結んだところであり、目標の約 1 億トンのうち大部分に<br />
ついて目途がたった。<br />
2007 年度の温室効果ガスの総排出量は基準年度比で 9.0%上回っているが、こ<br />
れは原子力発電所の設備利用率の低下等の影響による電力分野の CO2排出原単位<br />
の悪化が大きく影響を与えている。電気事業連合会は、電力分野の CO2 排出原単<br />
位について次の対策をとって、目標を達成する計画である。<br />
a. 安全確保と信頼回復を前提とした原子力発電の推進<br />
b. 火力発電熱効率の更なる向上と火力電源運用方法の検討<br />
c. 京都メカニズム等の活用<br />
c) 低炭素社会づくり行動計画<br />
2008 年 7 月 29 日、日本政府は、「低炭素社会づくり行動計画」を閣議決定した<br />
[388]。低炭素社会を目指し、2050 年までに世界全体で温室効果ガス排出量の半減<br />
を実現するため、世界の全ての国がこの問題に取り組む必要があり、日本として<br />
も 2050 年までの長期目標として、現状から 60~80%の削減を行う、としている。<br />
また、次期枠組みについて公平かつ公正なルールに関する国際社会の合意形成<br />
を目指すとともに、翌年のしかるべき時期に我が国の国別総量目標を発表する、<br />
としている。<br />
d) 技術戦略マップ 2009<br />
2004 年の<strong>経済産業省</strong>の「新産業創造戦略」によれば、我が国産業が世界に先駆<br />
- 88 -<br />
- 88 -
けてイノベーションを創出しそれが持続的・自律的に達成されるようにするため<br />
には、事業化を見据えた研究開発・導入シナリオに基づき、戦略分野への重点化<br />
を図ることが必要とされた。このため、<strong>経済産業省</strong>は、政府、産業界、学会等の<br />
研究者が政府研究開発投資の判断の基盤となる戦略やシナリオを共有し、関係機<br />
関が連携をしながら、研究開発を効果的に展開することが必要であるとの観点か<br />
ら、NEDO 等と協力して産学官の専門家による技術ロードマップを研究開発マネ<br />
ジメント・ツールの方法論として取り入れた。技術戦略マップは、導入シナリオ、<br />
技術マップ、技術ロードマップの 3 部構成となっており、対象となった技術分野<br />
は 29 分野に及んでいる。<br />
「技術戦略マップ 2009」は、それ以前のものをローリング(見直し)して改訂し<br />
たものであり、2009 年 4 月 30 日に公開された[498]。<br />
「技術戦略マップ2009」のうち、エネルギー分野では、「総合エネルギー効率の<br />
向上(図Ⅱ.1.2.1-1)」、「運輸部門の燃料多様化」、「新エネルギーの開発・導<br />
入促進」、「原子力の利用」、そして、「化石燃料の安定供給確保と有効かつク<br />
リーン利用(図Ⅱ.1.2.1-2)」、の5つの政策目標を設定した上で、これらに寄与<br />
する主なエネルギー分野の技術が抽出された。<br />
この中で、石炭火力発電関係では、次の6つの技術が重要技術としてとり上げら<br />
れ、その中でも政策目標への寄与が大きいと思われる技術として、A-USC、IGCC<br />
及びIGFCの技術ロードマップが示されている(図Ⅱ.1.2.1-3)。<br />
イ 石炭ガス化高湿分空気燃焼ガスタービン発電(IGHAT)<br />
ロ アドバンスド加圧流動床発電(A-PFBC)<br />
ハ 先進超々臨界圧火力発電技術(A-USC)<br />
ニ 石炭ガス化複合発電技術(IGCC)<br />
ホ 石炭ガス化燃料電池複合発電技術(IGFC)<br />
ヘ 次世代高効率石炭ガス化発電技術(A-IGCC/A-IGFC)<br />
- 89 -<br />
- 89 -
図Ⅱ.1.2.1-1 総合エネルギー効率の向上に向けた導入シナリオ[498]<br />
- 90 -<br />
- 90 -
図Ⅱ.1.2.1-2 化石燃料の安定供給確保とクリーン・有効利用の促進<br />
に向けた導入シナリオ[498]<br />
- 91 -<br />
- 91 -
図Ⅱ.1.2.1-3 石炭火力発電関係の技術ロードマップ[498]<br />
- 92 -<br />
- 92 -
(2) 高効率発電の最近の動向<br />
化石燃料の中で環境負荷の小さい天然ガスの利用は、ガスタービンと蒸気ター<br />
ビンの双方を利用する複合発電技術や高湿分空気利用ガスタービン技術で計画・<br />
実施され、送電端効率は既に 52%HHV(1,500℃級 GT 利用)に達している。ガス<br />
タービンの性能向上(1,700℃級 GT)により送電端効率は 56%HHV にまで向上し、<br />
更には、燃料電池、ガスタービン及び蒸気タービンの組合せで送電端効率は 60%<br />
HHV までに向上する予測である。一方、化石燃料の中で可採埋蔵量が多く、石油<br />
や天然ガスに比して経済性に優れている石炭は、エネルギー安定供給上、重要な<br />
資源であり、これを利用して発電効率を向上させ、同時に CO2 排出を抑制するこ<br />
とが計画されている。このエネルギー利用の高効率発電技術として、石炭ガス化<br />
発電、燃料電池発電及び超々臨界圧石炭火力発電がある。これらの技術は、図<br />
Ⅱ.1.2.1-3 に示すとおり、我が国における総合エネルギー効率の向上に寄与する技<br />
術の技術ロードマップに記載のものであり、その開発は猶予の無いものといえる。<br />
ここでは、石炭ガス化複合発電及び先進超々臨界圧石炭火力発電に関する最近の<br />
動向を示すこととする。<br />
① 石炭ガス化複合発電<br />
世界の石炭確認埋蔵量は、BP 統計 2009 によれば、2008 年末現在で 8,260 億ト<br />
ンで、可採年数は 122 年とされている[3]。この可採年数は、石油の 42.0 年、天然<br />
ガスの 60.4 年に比して大きく、この石炭エネルギーの利用が化石燃料の確保の観<br />
点で重要である。しかしながら、近年の石炭消費の急速な増加(2007 年の増加量<br />
は 4.5%、2008 年の増加量 3.1%)の結果、可採年数は急激な減少を示していて、<br />
石炭の有効利用が急務である(2007 年の石油消費の増加:1.1%、2008 年の石油<br />
消費の減少:0.3%、2007 年の天然ガス消費の増加:3.1%、2008 年の天然ガス消<br />
費の増加:2.5%)。石炭の可採埋蔵量のうち、瀝青炭が約 49.8%、亜瀝青炭に褐<br />
炭を加えたものが約 50.2%であり、水分や灰分含有量が多い低品位炭が約半分を<br />
占めている。一方、我が国が火力発電で使用している石炭は瀝青炭であり、将来<br />
的な石炭の需給動向を考慮すれば、これまで使用してこなかった低品位炭を利用<br />
することが重要である。灰分が多い石炭を我が国で有効利用していくためには、<br />
脱灰技術が重要であり、水分含有量の多い炭種の利用拡大には、脱水技術の確立<br />
が必要である。石炭ガス化プロセスでは、灰をスラグとして排出するため、一般<br />
に低灰融点炭がシステムに適していて、超々臨界圧石炭火力システムでは、灰は<br />
フライアッシュとなるため、高灰融点炭がシステムに適している。幅広い石炭性<br />
状に対応するためにも、石炭ガス化複合発電及び超々臨界圧石炭火力発電の両者<br />
が必要とされている。<br />
海外では、石炭ガス化複合(IGCC)発電設備は、既に 4 基(米国 Wabash River、<br />
米国 Tampa、オランダ Buggenum 及びスペイン Puertollano)が運転中である。最<br />
も早く実証試験を開始した設備はオランダ Buggenum であり、1994 年に試験を開<br />
始し、1998 年には商用運転に入った。この設備の送電端効率は 43.1%LHV であ<br />
- 93 -<br />
- 93 -
る。また、2001 年以降、バイオマス混焼を開始していて、現時点では、約 30wt%<br />
の混焼を実施している。これらの IGCC システムは、酸素吹きガス化炉であり、<br />
ガス化は容易ではあるが、酸素製造に大きな動力が必要なため、送電端効率が低<br />
くなる傾向にある(米国 Tampa の送電端効率:41.2%LHV/36.5%HHV)。米国で<br />
は、国内に豊富な石炭エネルギー資源があり、天然ガス価格の高騰もあって、石<br />
炭火力発電の計画が進められているが、環境性能の改善の観点から IGCC が注目<br />
されている。2005 年 8 月に施行されたエネルギー政策[396]による優遇税制<br />
(Incentive Tax Credit)を前提とした IGCC プロジェクトが既に開始されていて、<br />
2006 年 12 月には、一部の IGCC プロジェクト(例えば、米国 Tampa:789MW)<br />
に対して優遇税制が採用された。これらのプロジェクトによる IGCC は、2010 年<br />
には運転を開始する予定である。<br />
欧州でも IGCC プロジェクトの開始が公表され、オランダ Magnum の 1,200MW<br />
級プロジェクト、ドイツ Saxony の 1,000MW 級プロジェクトが開始され、2011 年<br />
頃の運転開始を予定している。<br />
IGCC 発電の高効率化にはガスタービンの高温化が必要であり、これには高温<br />
耐熱・耐食材料の開発と冷却技術・セラミック遮熱コーティング等の開発を組み<br />
合わせると共に、圧縮機・燃焼器・タービンの要素技術の高度化が必要である。<br />
1,700℃級のガスタービンの採用により送電端効率は 50%HHV まで向上する。ま<br />
た、ガスタービンの排熱をガス化炉に回収し、水蒸気改質を行うことでガス化効<br />
率をさらに向上させ、送電端効率を 57%HHV にまで向上させる次世代 IGCC も<br />
期待できる。<br />
IGCC 設備のゼロエミッション化の検討も開始され始め、IGCC に CO2 回収を組<br />
合せる方向の検討が行われている。石炭火力の CO2 回収方式としては、次の方法<br />
がある。<br />
(a) 石炭燃焼排ガスから CO2 を回収する方式<br />
(b) 燃焼前の燃料ガスから CO2 を回収する方式<br />
上記の(a)の方式を従来型の石炭火力に適用すると、送電端効率は約 30%低下し、<br />
発電原価は約 80%上昇する傾向にある。一方、IGCC は、加圧状態で CO2 を排ガ<br />
スから除去できることから、排ガス処理量が小さく、プラント効率の低下に及ぼ<br />
す影響が、従来火力設備に比して小さい傾向にある。そして、今後は排ガス中の<br />
CO2 濃度を更に高め、CO2 分離回収の効率を向上させることが必要である。<br />
② 先進超々臨界圧石炭火力発電<br />
我が国の火力発電において、蒸気温度が 600℃に到達したのは 1998 年であり、<br />
現在建設中の電源開発(株)磯子火力発電所新 2 号機の蒸気条件は、25MPa/600℃<br />
/620℃である。これらの 600℃級火力発電用の材料開発は、1980 年から 2001 年の<br />
間に行われたものであり、プラント経済性を考慮して、フェライト系材料を適用<br />
する観点で、主蒸気圧力 30MPa、蒸気温度 630℃の達成できる見通しを得たもの<br />
である。<br />
日本機械学会では、1998 年から 3 年間に亘り、動力エネルギーシステム部門「21<br />
- 94 -<br />
- 94 -
世紀の発電事業に対応した蒸気タービン技術に関する調査研究分科会」を立上げ、<br />
エネルギーの安定供給、地球環境保全及び経済合理性の確保が主要課題であると<br />
指摘し、引き続き次の分科会を組織した。<br />
(a) P-SCD338 石炭利用発電の高効率化技術に関する調査研究分科会<br />
(b) P-SCD353 700℃級超々臨界圧(A-USC)発電技術に関する調査研究分科会<br />
また、これらの分科会と並行して、分科会メンバーが中心となって、A-USC 技<br />
術開発推進に必要な取組みの準備のための「A-USC 技術の実用化を考える会」が<br />
発足した。そして、これらの活動を基盤として、A-USC の国プロ化を実現するた<br />
めの準備委員会として「A-USC 技術開発に関する評価委員会(委員長:吉識帝京<br />
平成大学教授)」が組織され、2007 年 4 月に、A-USC は我が国のエネルギーセキ<br />
ュリティ及び温暖化ガス削減策として欠くことのできない技術であり、その技術<br />
開発を国家プロジェクトとして早急に推進すべきであるとの提言がなされた。<br />
A-USC 技術戦略マップの実現への一連のステップを踏まえて、2008 年に「火力高<br />
効率発電技術検討委員会」が組織され、先進超々臨界圧火力発電実用化要素技術<br />
開発費補助金事業(8 社共同事業)が推進されつつある。700℃以上の蒸気温度を<br />
実現するためには、蒸気タービン及びボイラの材料・構造について開発課題があ<br />
るとして、高温に耐えるニッケル基合金の開発、ニッケル基合金の溶接技術に関<br />
する検討が行われている。<br />
上記の P-SCD353 分科会で検討・報告された 700℃級 A-USC は、二段再熱<br />
35MPa/700℃/720℃/720℃及び一段再熱 25MPa/700℃/720℃であり、送電端効率は<br />
前者で 46.0%HHV、後者で 44.32%HHV である[397],[398]。この技術は新規の電<br />
源開発に加えて、既設の石炭火力発電設備(効率の低い亜臨界圧設備)のリプレ<br />
ース需要に対しても有効な技術と位置付けられている。<br />
米国では、エネルギー省(DOE)及びオハイオ州石炭開発局(OCDO)が中心<br />
となり、Vision21 プロジェクトが 2001 年 6 月から進められていて、38.5MPa、760℃<br />
の上記条件で USC ボイラに適用可能な材料の開発を目標に検討が進められてい<br />
る。このプロジェクトの成果の概要を、次に示す[399],[400]。<br />
(a) 蒸気条件・・・主蒸気条件を 38.5MPa、760℃として検討されたが、繰返し応力に<br />
よる疲労損傷の防止の観点で、主蒸気条件は 38.5MPa/732℃に変更され、高温<br />
再熱蒸気条件が 7.8MPa/760℃に修正された。<br />
(b) プラント効率・・・一段再熱で 46%(HHV)、二段再熱で 48%(HHV)<br />
(c) 燃料コスト削減・・・亜臨界プラント(37%HHV)との比較(設備容量 750MW、<br />
設備利用率 60%、石炭コスト$1.5/Mbtu)で、年間 1,200 万ドル<br />
(d) CO2 他の排出物削減・・・0.85t/MWh から 0.67 t/MWh に削減(CO2 排出量削減換<br />
算:約 70 万トン/年)<br />
(e) ボイラ・ユニット構造材料の重量比較・・・同出力の亜臨界プラントより約 7%<br />
増加(吊り上げ重量)<br />
(f) ヘッダー及び管の重量比較・・・同出力の亜臨界プラントより約 13%増加<br />
(g) 設計・建設コスト増加・・・同出力の亜臨界プラントより約 28%増加<br />
- 95 -<br />
- 95 -
設計・建設コストの増加については、ボイラ及びタービンで、同出力の亜臨界<br />
プラントに比して 40~50%増加まで許容できるとし、ボイラだけでは、40%増加<br />
まで許容できる評価となっている。また、ニッケル基合金の適用による高コスト<br />
化に関する再評価の選択肢として、主蒸気圧力の上昇無しに温度だけを上昇させ<br />
る設計の評価も行われていて、ニッケル基合金に比して安価なオーステナイト系<br />
ステンレス鋼によるプラントの検討も必要としている。<br />
上述の検討の他、材料面の検討(高温強度、蒸気側の耐高温酸化性、火炎側の<br />
耐腐食性)、溶接性、製造・加工性、表面被覆方法の検討が行なわれているが、当<br />
初の予定であった 2007 年までに全ての検討を終了することはできなかった。しか<br />
しながら、760 ℃の A-USC の設計及び材料開発に関しては、2008 EPRI<br />
Portfolio[401]に採択されていて、2009 年 3 月を目標に蒸気タービン材及びボイラ<br />
材の試験が行われ、2010 年 3 月までには、成果報告書が取り纏められる予定であ<br />
る。<br />
この760℃の A-USC プラントに対する CO2 分離・回収・貯留の技術の開発は、<br />
米国 EPRI の主導で UltraGen プログラムとして実施されている[402]。このプログ<br />
ラムでは、次のステップでの技術開発を目標としている。<br />
(a) UltraGen I:主蒸気温度 650℃までのプラントで CO2 分離・回収を実証し、2012<br />
年までに商用化する。<br />
(b) UltraGen II:主蒸気温度 700℃までのプラントで SO2、NO2、水銀等の排出量<br />
をほぼゼロとし、CO2 分離・回収(第 1 オプション:50%捕獲、第 2 オプショ<br />
ン:90%捕獲)を取り纏め、2015 年までに商用化する。<br />
(c) UltraGen III:主蒸気温度 760℃までのプラントで SO2、NO2、水銀等の排出量<br />
をほぼゼロとし、CO2 分離・回収を取り纏め、2021 年までに商用化する。<br />
また、CO2 分離・回収を進めるための酸素燃焼(Oxy-Combustion)の検討も行<br />
われていて、火炉への酸素供給、燃焼ガス循環、燃焼・火炉条件等が検討されて<br />
いる[403]。<br />
欧州における A-USC 関連のプロジェクトは、1981 年に開始された COST 501<br />
(650℃級 USC 材料の基礎研究)を基点としており、その後、高温材料の開発・<br />
評価については、COST 522、COST 536、COST 538 へと引き継がれ、COST 536<br />
は 2009 年 3 月までの予定で、欧州 AD700 プロジェクトを支援し、AD700 の経済<br />
性を高める(高強度のフェライト系材料を開発し、高コストなニッケル基合金の<br />
適用範囲の抑制他)ための方策を担っている[404]。COST 538 は 2008 年 3 月まで<br />
の予定で、評価対象を USC 発電以外のバイオマス、ゴミ発電まで拡大し、適用可<br />
能な材料の評価(発電プラント機器の状態モニタリングツール及び高精度寿命評<br />
価法の開発)を行っている[404]。<br />
700℃級の USC プラント開発プロジェクトとしては、AD700 があり、目標とし<br />
て次が掲げられている[405]。<br />
(a) 熱効率 50~55%(LHV)のプラントを 2015 年までに開発・実証すること。<br />
(b) 蒸気条件を 350~375 bar、700~720℃とすること。<br />
- 96 -<br />
- 96 -
(c) 先進的高温材料を開発・実証し、規格化すること。<br />
このAD700 に関連した実証プロジェクトとして、COMTES700 があり、ボイラ<br />
材料(Alloy617、Alloy740 等)及び弁(タービン止弁は Alloy625)の 705℃条件<br />
での実証試験(温度≧680℃)が進行している。この実証試験は、2010 年まで行<br />
われ(ドイツ E.on 社 Scholven 発電所 F 号機に附設された実証試験設備で、2005<br />
年 7 月から 2009 年 12 月まで試験を実施予定)、この成果及び AD700 の成果を反<br />
映した 500MW 級の実証機は 2014 年頃までに建設される計画である。<br />
欧州では、AD700/COMTES700 プロジェクトと並行して、CO2 分離・回収・貯<br />
留プロジェクト(CODECOO)が開始され、商用機への運用開始を 2020 年と予定<br />
している。このプロジェクトでは、電力エネルギー確保の観点で、石炭火力を推<br />
進することが重要であるとの視点で、ゼロエミッションを目標に掲げている。<br />
(3) A-USC 設計に関する最新の検討<br />
700℃級 A-USC プラント耐圧部の設計に対応した新しい設計方法に関する直接<br />
的な提案は、米国 Vision21 プロジェクトで提案された[409],[406]厚さ計算式の採<br />
用以降、設備重量に大きく関連するものは特にされていない。ここでは、提案さ<br />
れた厚さ計算式並びに米国及び欧州のボイラ・圧力容器関係の規格における最近<br />
の動向の中、高温設計に関連したものについて示す。<br />
ボイラー及び圧力容器の国際性能規定 ISO-16528[500]が発行されたのは 2007 年<br />
であるが、規格開発の経緯、性能規定の内容、考慮すべき損傷モード、技術的要<br />
求事項及び ISO16528 適合の方法についての解説が発表された[501]。これによれ<br />
ば、考慮すべき損傷モードによる損傷を防止するためには、材料選定、設計方法、<br />
製造法方法、試験検査レベル及び運転方法の組合せを考えるべきとしていて、こ<br />
の国際性能規定規格が A-USC の規格開発に適用できることが示唆されている。<br />
Vision21 プロジェクトで提案された厚さ計算式の提案は ASME Sec. I,<br />
2006Addeanda で採用され、A-317 に PG-27.1 で規定の厚さ計算式である修正 Lame<br />
の式(PG-27.2.2 の式)の代替公式(外径基準式及び内径基準式)として適用が許<br />
容された[407]。<br />
A-317 で規定された代替公式<br />
( −P<br />
S )<br />
D(<br />
1−<br />
e ) t =<br />
+ C<br />
2<br />
( P S )<br />
Di<br />
( e −1)<br />
t =<br />
+ C<br />
2<br />
PG-27.2.2 に規定の公式<br />
t = + 0.<br />
005D<br />
2(<br />
S + Py)<br />
(3)<br />
ただし、t:管の厚さ P:最高使用圧力 S:許容引張応力<br />
D:管の外径 Di:管の内径<br />
y:係数(PG-27.4 で規定の係数) C:付け代<br />
高クロム鋼の高温長時間強度の低下による Type IV 損傷を踏まえた対策として、<br />
- 97 -<br />
- 97 -<br />
PD<br />
(1)<br />
(2)
高クロム鋼の許容引張応力の低減が行なわれたが、高クロム鋼以外の材料を含め<br />
て溶接部強度低減係数の導入がされた。ASME Sec. I, PG-26 が 2008Addenda で新<br />
設され、通常の熱処理の高強度 Cr 鋼では 900 deg-F(482℃)を超える温度で、溶<br />
接部強度低減係数(E)を A-317 及び PG-27.2.2 に規定の式に考慮することとなっ<br />
た[407]。<br />
( −P<br />
SE )<br />
D(<br />
1−<br />
e ) t =<br />
+ C<br />
2<br />
PD<br />
t = + 0.<br />
005D<br />
(5)<br />
2(<br />
SE + Py)<br />
このE 値は Table PG-26 に与えられ、高 Cr 鋼では、1,200 deg-F(649℃)で 0.5<br />
となり、この温度を超える温度域での高 Cr 鋼の使用は許容されない。<br />
また、修正 Lame の式の中の y 係数については、2007Edition までに、A-USC で<br />
適用予定のニッケル基合金(Alloy 617、Alloy 230 他)が規定されており、現行の<br />
Sec. I でボイラ本体にニッケル基合金を適用して設計することが可能となった。<br />
ただし、A-USC で適用予定のニッケル基合金(Alloy 617、Alloy 230 他)につい<br />
ては、溶接部のクリープ試験データが不足していることから、E 値が PG-26 に規<br />
定されていない。ボイラ外部配管の規格である ASME B31.1[408]は、Sec. I,<br />
2008Addenda で 2006Revision が引用され、厚さ計算式は次のとおりである。<br />
104.1.2 に規定の式<br />
( ) A<br />
t = +<br />
(6)<br />
2 SE + Py<br />
ただし、E:継手効率 A:付け代<br />
Sec. I, 2008Addenda で導入された溶接部強度低減係数(E)は、B31.1,<br />
2006Revision では反映されておらず、B31.1, 2008Revision で反映されている。<br />
2008Revision で溶接部強度低減係数は W と表記されていて、具体的な規定内容は<br />
Sec. I, 2008Addenda とほぼ同等である。<br />
上式の中の y 係数ついては、ニッケル基合金について、N06617、N08800、N08810<br />
及び N08825 に適用可能である。A-USC で適用予定のニッケル基合金については、<br />
N06617 しか規定されておらず、この合金以外の材料の規定化が待たれる。<br />
圧力容器に関しては、ASME Sec. VIII Div. 2 が Rewrite 規格として 2007 年に発<br />
行され[409]、前述の(2)式(内径基準式のみが規定された。)が Part 4, Design by Rule<br />
Requirements, 4.3.3.1 に規定された。(1)及び(2)式には、(3)及び(4)式にある y 係数<br />
(クリープ温度域における補正係数)が含まれないことから、A-USC プラントに<br />
おける圧力容器関係機器の設計に関して、材料の制限を受けない。<br />
蒸気管の厚さを A-317 に規定の式又は PG-27.2.2 に規定の式(火技解釈で規定<br />
の式と同じ式)で設計するケースを、表Ⅱ.1.2.1-1 に示した(厚さの計算は、Alloy617<br />
で外径 400A 管の厚さを求め、この場合の内径を基準として、他の材料の厚さを<br />
求めた。)。表Ⅱ.1.2.1-2 の検討の条件は、最高使用温度 700℃、最高使用圧力 35MPa<br />
及び最高使用温度 600℃、最高使用圧力 26MPa を仮定した。許容引張応力は火技<br />
解釈別表第 1 に規定の値とした、700℃の場合、Alloy617 の厚さは、A-317 の式で<br />
- 98 -<br />
- 98 -<br />
PD<br />
(4)
計算した場合の方が厚くなり、PG-27.2.2 で計算した管の重量より約 11%増加す<br />
ることが分かる。一方、火 SUS310J3 材で管が製造できるとして、管の厚さを<br />
PG-27.2.2 の計算式で求め、Alloy617 の PG-27.2.2 の計算式で求めた管の重量と比<br />
較すると、約 62%の重量増となることが分かった。<br />
同様な計算を 600℃について行った例によれば、Alloy617 の厚さは、A-317 の<br />
式で計算した場合の方が薄くなり、PG-27.2.2 で計算した管の重量より約 4%減少<br />
することが分かる。また、火 SUS310J3 材で管が製造できるとして、管の厚さを<br />
PG-27.2.2 及び A-317 の計算式で求め、Alloy617 の PG-27.2.2 の計算式で求めた管<br />
の重量と比較すると、両者共に約 10%の重量減となることが分かった。火 STPA29<br />
の場合には、前者では約 23%の重量増で、後者では約 32%の重量増となることが<br />
分かった。A-317 に規定の式の厚さと PG-27.2.2 に規定の式の厚さがほぼ同等にな<br />
るのは、y=0.52 であり、y 値が 0.52 よりも小さくなる温度域では、A-317 の式で<br />
計算される厚さの方が薄くなる。因みに、600℃で PG-27.2.2 に規定の式で Alloy617<br />
の厚さを計算する場合には、y=0.4 であり、管の重量が減少する結果となってい<br />
る。<br />
ASME Sec. I, PG-19 の規定は火技解釈には規定のない内容である。すなわち、<br />
オーステナイト系ステンレス鋼の高温強度に及ぼす冷間加工の影響を踏まえて、<br />
特定の加工度を超えて冷間加工した材料には冷間加工後熱処理を施工し、強度低<br />
下を防止するものである。Sec. I, 2008Addenda では新たに Hastelloy C-22(N06022)<br />
が追加され、規定化されたニッケル基合金は 6 種類になった。この高温強度に及<br />
ぼす冷間加工の影響については、高強度低合金鋼にも影響を及ぼすことが指摘さ<br />
れていて、PG-19 の規定に加えて、PG-20 として低合金鋼についての規定を ASME<br />
Sec. I 委員会で検討しているとのこと。<br />
欧州圧力容器規格である EN13445 の 2007 年版[410]では、5 件の Amendment が<br />
発行された[410], [411]。従来は考慮できなかったクリープの影響を考慮する公式<br />
による設計規定が追加された。単軸のクリープ荷重が付与される場合の設計許容<br />
応力は、次の式に従って修正される。<br />
寿命モニタリングをしていない場合<br />
⎧ Rm<br />
T t ⎫<br />
= min ⎨ f nc ; ; R p1.<br />
T t ⎬<br />
c = 1.<br />
5<br />
⎩ SFc<br />
⎭<br />
f 0<br />
寿命モニタリングをしていない場合<br />
⎧ Rm<br />
T t ⎫<br />
f = min ⎨ f nc ; ⎬<br />
c = 1.<br />
25<br />
⎩ SFc<br />
⎭<br />
ただし、fnc:非時間依存の公称設計応力<br />
SF (7)<br />
SF (8)<br />
Rm/T/t:温度 T(℃)、寿命 t(h)の時の平均クリープ破断強さ<br />
Rp1.0/T/t:温度 T(℃)、寿命 t(h)の時に平均 1%クリープひずみ<br />
を生じる応力<br />
SFc:平均クリープ破断強さに対する安全係数(Safety Factor)<br />
この場合に考慮する溶接継手係数(Z)は、溶接部の試験グループに応じて、1<br />
- 99 -<br />
- 99 -
又は 0.85 であり、この数値に溶接部クリープ強度減少係数(Zc)を乗じたものと<br />
なる。この Zc は、溶接部のクリープ破断試験(方法:EN13445-2, Annex C)に従<br />
って、次のとおり決定される。<br />
(a) 溶接継手のクリープ破断強度が、母材のクリープ破断強度のバラツキの平均<br />
値からの-20%の範囲の値(m-0.5244S, m:平均値、S:標準偏差)以上の場合<br />
には、Zc =1 とする。<br />
(b) 上記の(a)が満足されない場合は、Zc
(b) クリープ延性に関する材料規格への追加要求<br />
(c) 溶接部の設計を完全溶け込みに制限する他の製作の要求<br />
(d) 非破壊試験グループのレベルアップ要求<br />
(e) 水圧試験圧力に対する運転温度補正<br />
(f) 供用期間中検査のためのベースライン試験(金属組織、硬さ、外径精密測定)<br />
上述のEN13445 へのクリープの影響法の追加は、フランスの高速炉設計規格で<br />
ある RCC-MR の規定[412]を参照して行なわれたものである。RCC-MR はナトリ<br />
ウム高速炉の設計のために開発されたものであり、この RCC-MR をより高温の<br />
GEN-IV に適用するために、次の観点での改訂案が作成され、評価が行われつつ<br />
ある[413]。<br />
(a) 運転サイクル中における温度低下(停止)時間の影響の適正化<br />
(b) 安定な運転サイクルの対称化効果(Symmetrisation Effect)の最適化<br />
(c) 運低サイクル中に一次荷重が変化する場合に取扱い<br />
(d) 応力緩和の評価のための温度低下(停止)時間中の一次+二次応力の取扱い<br />
米国のボイラ外部配管の設計・建設規格は、ASME B31.1 規格であるが、同様<br />
な配管設計・建設規格である ASME B31.3 において、交番モーメントに関する配<br />
管解析の例題が Appendix S に追加される改訂[414]がされた。例題 S3 として追加<br />
の配管モデルは図Ⅱ.1.2.1-4 に示されるものであり、解析上の運転サイクルの例と<br />
して図Ⅱ.1.2.1-5 に示すものが与えられた。例題の設定理由は、規格利用者が配管<br />
解析を行う場合に、次の技術支援を与えるためとされている。<br />
(a) 全ての予期される運転条件に対する配管変位による応力範囲の決定<br />
(b) モーメントの繰返しがある場合に全変位ひずみにより生じる応力範囲の決定<br />
(c) 変位ひずみによる平均軸方向応力(para. 319.2.3(c))を含む変位応力範囲に関<br />
する計算式の開発<br />
(d) para. 319.2.3(b)に基づく解析と Appendix P の作用応力範囲評価の簡易的比較<br />
例題の配管系は、A106 Gr.B 炭素鋼管製であって、据付時の温度は 4.5℃(40<br />
deg-F)である。配管系は、1 週間に 1 回、運転条件が変更され(一方から、他方<br />
に)、20 年間の運転期間が想定されている(繰返し回数=1040 回)。流体は炭化水<br />
素ガスであり、比重は 0.00 で、腐食しろは 0.00 である。変位によって生じる応力<br />
範囲は、para. 139.2.3(b)に従って求めることができ、その解析のステップが例題に<br />
与えられている。この例題 S3 が追加されたことから、2004Editon で追加された<br />
Appendix P(応力範囲評価の代替方法)は削除された。この削除は、Appendix P<br />
で求められる応力範囲が保守的過ぎ、例題 S3 と両立しないためである。ただし、<br />
最終的には、Appendix P の考え方は Appendix S に追加されて、2006 Edition が発<br />
行された[415]。<br />
水管ボイラ規格 EN12952 では、疲労設計は 500 回を超える冷缶起動(Cold Start)<br />
が設計的に想定される場合に行われるとされている。疲労設計の対象は穴<br />
- 101 -<br />
- 101 -
(Opening)を有する円筒殻又は球殻に対して行われ、当該部の温度の変化速度<br />
(νt)は次のとおり与えられる[416]。<br />
⎛<br />
⎛ α d<br />
⎞⎞<br />
Z<br />
2<br />
m m<br />
ν t = ⎜550N<br />
/ mm − p ⎜ 0 0.<br />
5⎟⎟<br />
⎜<br />
⎜<br />
−<br />
2<br />
ns<br />
e ⎟<br />
(10)<br />
⎟<br />
⎝ ms ⎠ ems<br />
⎝<br />
⎠<br />
ただし、p0:最大運転圧力 dm:円筒殻又は球殻の平均半径<br />
ems:最小厚さ<br />
ns=2(円筒殻の場合) 4(球殻の場合)<br />
αm=4(この数値に疑義がある場合は、Fig. 13.4-5 又は 13.4-7 から設<br />
定する。)<br />
Z=2(フェライト系鋼の場合) 1(オーステナイト系鋼の場合)<br />
0.<br />
5Dth<br />
又は Z = −<br />
γ α β E ( 1−ν<br />
)<br />
cyl<br />
t<br />
t<br />
Dth:熱拡散率 γcyl:円筒殻の形状係数<br />
αt:熱応力による応力集中係数 βt:温度依存係数<br />
E:縦弾性係数 ν:ポアソン比<br />
この式で計算される温度の変化速度が起動時の想定速度以下の場合に、13.4 項<br />
に従って疲労設計を行なう。温度の変化速度が想定速度を超える場合には熱過渡<br />
応力が大きく、13.4 項の疲労設計で考慮していない応力を算定する必要がある。<br />
この方法については EN12952 では規定していない。<br />
13 節の疲労設計では、冷缶起動回数は機器設計仕様書によるものとされている<br />
が、指定がない場合には 2,000 回として疲労設計を行なう。疲労設計に考慮すべ<br />
き変動荷重は設計寿命中に予測されるもので、次が変動荷重の例である。<br />
(a) 圧力の変動(試験状態を含む)<br />
(b) 温度過渡<br />
(c) 定常運転温度での反力<br />
(d) 振動<br />
(e) 外圧変動<br />
疲労設計の簡略化のため、疲労設計免除が 13.3 項に規定されていて、同材の溶<br />
接部の場合、繰返し回数の少ない外部荷重、温度差の小さな熱過渡の場合には疲<br />
労設計が免除される。<br />
疲労解析のための設計疲労線図は、図Ⅱ.1.2.1-6 に示すとおりであり、この曲線<br />
は試験データから得られた平均破断曲線であり、EN12952-B.7 に示されるとおり<br />
設計マージンは含まれていない。したがって、疲労解析に際に、繰返し応力範囲<br />
に対して 1.5 の安全係数を考慮し、繰返し回数に関して 10 の安全係数を考慮する<br />
こととしている。設計疲労線図の数式は次のとおりである。<br />
−0.<br />
547<br />
f a = 0.<br />
8Rm<br />
+ ( 173,<br />
150 − 0.<br />
8Rm<br />
) N A<br />
(11)<br />
ただし、fa:繰返し応力 Rm:引張強さ<br />
- 102 -<br />
- 102 -
NA:繰返し回数<br />
設計疲労線図は、疲労参照温度(t*)が常温から 100℃未満の場合に適用可能<br />
であって、100℃以上の場合には、図Ⅱ.1.2.1-7 に示す温度修正係数を考慮して疲<br />
労解析を行う。具体的には、次式に示すとおり解析して得た繰返し応力範囲を温<br />
度修正係数で除して、仮想繰返し応力範囲を求める。<br />
*<br />
* 2 f a<br />
2 f at*<br />
= (12)<br />
Ct*<br />
*<br />
f :仮想繰返し応力範囲 f :繰返し応力範囲<br />
ただし、 *<br />
2 at*<br />
C t*<br />
:温度修正係数<br />
−4<br />
*<br />
−6<br />
* 2<br />
Ct* 1. 03 −1.<br />
5×<br />
10 t −1.<br />
5×<br />
10 t<br />
−4<br />
*<br />
Ct* 1. 043 − 4.<br />
3×<br />
10 t<br />
= (フェライト系鋼の場合) (13)<br />
= (オーステナイト系鋼の場合) (14)<br />
図Ⅱ.1.2.1-7 に示すとおり温度修正係数の最高温度は 600℃までしか規定されて<br />
おらず、(13)式及び(14)式も適用温度範囲は 600℃までである。高温部材の候補材<br />
であるニッケル基合金に対する温度修正係数の規定化及び疲労参照温度の<br />
A-USC 温度域までの拡大が待たれる。<br />
圧力容器規格で規定の疲労設計法については、設計規格間で評価結果に相違が<br />
でることが数年間、議論されてきた。共通例題である炭素鋼製の圧力容器と平鏡<br />
板の溶接部(図Ⅱ.1.2.1-8 参照)についての実験(疲労試験)及び解析評価で、検<br />
討対象の規格(ASME Sec. VIII-2、PD 5500、EN 13445、API 579、Master S-N 法)<br />
に関して、次の結論が得られている[417]。<br />
(a) 規格で評価される破壊繰返し数は、Master S-N 法で予測される繰返し数を除き、<br />
いずれの繰返し数も試験体の最初の破断繰り返し数より少ない繰返し数の推<br />
定をした(図Ⅱ.1.2.1-9 及び図Ⅱ.1.2.1-10 参照)。<br />
(b) 各試験体に生じた多数の疲労割れ(最初の疲労割れが発生後、当該部を補修<br />
の後、引き続き疲労試験を行って割れたものを全て含む)の破断繰り返し数<br />
の平均値は、いずれの規格で評価される破壊繰返し数より大きい繰返し数で<br />
あった(図Ⅱ.1.2.1-9 及び図Ⅱ.1.2.1-10 参照)。<br />
(c) 試験体に生じた 43 個の疲労割れの平均破断曲線は、EN13445 の FAT 71 曲線<br />
と最も良い一致を示した。<br />
(d) 試験体に生じた 43 個の疲労割れの平均破断曲線に比して、Master C-N 法の平<br />
均破断曲線は約 180%の寿命を示した。この破断寿命は、概ね m+S(平均値+<br />
標準偏差)であった。<br />
(e) 試験体に生じた 43 個の疲労割れの平均破断曲線は、ASME Sec. VIII-2 の設計<br />
疲労線図に FSRF(疲労強度低減係数)1.8 を考慮したものと同等であった。<br />
ASME は API と共同で非原子力設備機器に対する供用期間中適用規格の開発を<br />
行って来た。その成果として、2007 年に FFS-1(Fitness for Service)規格[502]が<br />
- 103 -<br />
- 103 -<br />
2 a
発行された。この規格の適用範囲は、ASME Sec. I, Sec. VIII Div. 1, Sec. VIII Div. 2,<br />
B31.1, B31.3, API 620 及び API 650 で設計製作された機器である。この FFS-1 規格<br />
の内容は、原子力設備機器用の供用期間中規格である ASME Sec. XI[503]とほぼ同<br />
様で、供用中の検査、余寿命評価及び補修を規定している。高温の繰返しサイク<br />
ル(図Ⅱ.1.2.1-11 参照)が付与される 1.25Cr-0.5Mo 鋼製の Coke Drum(コークス<br />
製造容器)に対するクリープ疲労の評価に、この FFS-1 が適用された例[504]によ<br />
ると、この場合には 1 サイクル中の 23 時間がクリープ温度域にさらされ、円筒殻<br />
と円錐殻に取り付く容器のスカート溶接部にはクリープと疲労の両者が作用する。<br />
この解析では、機器の温度が ASME Sec. VIII Div. 2(2006Addenda), Appendix 5,<br />
Par.5-110.3 に規定の設計疲労線図の温度範囲を超えるので、ひずみに基づいて疲<br />
労解析を行う必要があり、図Ⅱ.1.2.1-12 に示す有限要素解析モデルで解析を行っ<br />
た。クリープ解析は FFS-1 の Par. 10.5.2 に従って MPC が開発した Omega 法で行<br />
われた。疲労解析は FFS-1 の Par. B1.5.4 に従って行われ、解析で得た有効ひずみ<br />
範囲を FFS-1 の Par. F.6.2.2 に適用して許容繰返しサイクルを計算した。クリープ<br />
と疲労の相互作用は、FFS-1 の Par. 10.5.3 に従って行うが、先ず、クリープ解析<br />
から得られた Dc を FFS-1 の図 10.28 に適用して、許容される疲労損傷係数 Df を<br />
求め、疲労による累積損傷と比較することで相互作用の評価がされた。この評価<br />
のステップは次に示すとおりであり、各箇所の有効ひずみ範囲及び許容繰返し回<br />
数は図Ⅱ.1.2.1-13 に示すとおり計算される。この方法によれば、上述のとおり、<br />
ASME Sec. VIII Div. 2(2006Addenda), Appendix 5, Par.5-110.3 に規定の設計疲労線<br />
図の温度範囲を超える場合でも疲労の評価が可能である。<br />
クリープ疲労寿命の推定の方法として、擬弾性ひずみ範囲を次のとおり疲労(塑<br />
性)ひずみ範囲( Δ ε pl )とクリープひずみ範囲( Δ ε c )に分離する方法の提案があ<br />
る[505]。<br />
Δ ε = Δε<br />
+ Δε<br />
(15)<br />
in<br />
pl<br />
c<br />
このひずみ範囲分離法は、擬弾性ひずみ範囲を 4 種類の因子に分解することに<br />
根付いたものである。破断繰返し数(N)は次の関係で決定される。<br />
( ) ( ) β<br />
α<br />
Δ + B ⋅ ε<br />
1 N = 1 A⋅<br />
ε pl 1 Δ c<br />
(16)<br />
式(16)は、様々な試験条件の改良 9Cr 鋼のクリープ疲労データの整理に適用さ<br />
れた。破断繰返し数( N meas )は次のとおり整理された。<br />
β<br />
( )<br />
α<br />
( 1 N ) = log10<br />
1 A⋅<br />
( Δ ) + 1 B ⋅(<br />
Δε<br />
)<br />
log 10 meas<br />
ε pl<br />
c<br />
(17)<br />
線図の塑性部分は、純粋な疲労試験から得られる。このため、NIMS の純粋な<br />
疲労試験データを用いて評価された。<br />
( ) α<br />
N p = A⋅<br />
Δε<br />
pl<br />
(18)<br />
クリープに関しては次の方法を採用した。異なった応力レベルで、サイクル毎<br />
- 104 -<br />
- 104 -
のクリープ寿命消費が、Tiara and Spera の関係に従って、破断曲線から計算され<br />
た。<br />
N<br />
1<br />
⎡<br />
1<br />
⎤<br />
−1<br />
c = ⎢ dt⎥<br />
(19)<br />
D ( τ ) 0 t ( σ , T )<br />
= ∫ τ<br />
c<br />
⎢⎣<br />
f<br />
⎥⎦<br />
加えて、サイクルあたりのクリープひずみ(ε)は、実際の外部応力に一致し<br />
て Monkman Grant の関係の 2 次クリープ速度から決定された。<br />
ε<br />
dε<br />
dt<br />
( ) = ( T )dt<br />
τ<br />
τ σ<br />
∫<br />
0<br />
, (20)<br />
SRP(ひずみ範囲分割)は、応力又はひずみ制御を識別しないので、純粋なク<br />
リープ破断曲線の決定のために、2 種類の関係を数値的に積分した。積分は、引<br />
張時又は圧縮時の保持時間にいて、応力制御及びひずみ制御の両者で計算された。<br />
これらの結果を図Ⅱ.1.2.1-14 に示すが、SRP(ひずみ範囲分割)から決定された<br />
直線と計算された直線の間には相違が認められた。両者の直線の傾きはほぼ同等<br />
であるが、2 オーダーのシフトが認められた。<br />
550℃で、クリープ破断応力が静的及び繰返しひずみ曲線の間の降伏強さの相違<br />
によって減じられる場合に、2 種類の直線は良い相関を示す。換言すれば、繰返<br />
し軟化材料の予測される応力破断時間は、静的応力破断データを下回ることにな<br />
る。この繰返し修正方法は全ての温度(500℃、550℃及び 600℃)に適用され、<br />
Coffin-Manson クリープ線図がクリープ疲労試験無しに設定できる。<br />
次に、クリープ疲労ループが設定であるが、基本的な考え方は、全ひずみ範囲<br />
のみを用いてループを得るものである。NIMS データから得られた T91 の繰返し<br />
応力ひずみ曲線が、図Ⅱ.1.2.1-15 に示されるように、塑性ひずみ範囲の決定の基<br />
本である。応力緩和条件でのクリープひずみ範囲の決定の方法は図Ⅱ.1.2.1-16 に<br />
示される。最大応力は繰返し応力-ひずみ曲線から導かれる。繰返し応力-ひず<br />
み曲線及び Monkman-Grant の関係を用い、応力緩和及びクリープひずみの蓄積を<br />
推定できる。図Ⅱ.1.2.1-17 は保持時間の間のクリープひずみの蓄積の例を示す。<br />
上の線(青色の線)は繰返し軟化に対して修正した結果であり、下の線(赤色の<br />
線)は静的データに基づいた結果である。この方法によれば、引張による緩和に<br />
圧縮の緩和を適用できるし、逆も可能である。応力制御下の保持の場合にもクリ<br />
ープひずみ範囲の決定の同様な方法が適用可能としている。クリープ疲労荷重下<br />
での破壊予測は、FFS-1 だけでなく、ASME Sec. III, Subsec. NH[506], RCC-MR[507],<br />
R5[508]があり、前 2 者がクリープデータに基づく破断時間(寿命)規準を用いて<br />
いるのに反し、R5 では延性消耗(Ductility Exhaustion)規準に基づいている。こ<br />
れらの規格間のクリープ疲労推定精度については、多々議論[509], [510], [511]され<br />
ていて、Subsec. NH の過度な保守性の修正に関する議論が始まっている。<br />
クリープの設計規準及びクリープ疲労の設計規準において、クリープを無視で<br />
きる範囲を設定することは重要であり、無視できるクリープ(Negligible Creep)<br />
に関する規格間の比較・検討を行った例がある[512]。ASME Sec. III, Subsec. NB で<br />
は、炭素鋼に関しては 700 deg-F(371℃)、ステンレス鋼に関しては 800 deg-F<br />
- 105 -<br />
- 105 -
(427℃)に上限温度を制限している。Sec. I 及び Sec. VIII, Div. 1 には、公式によ<br />
る設計に基づいた異なった方法が規定されている。許容応力は、非時間依存の強<br />
度と時間依存の強度の、何れか小さい方の値となっている。クリープ強度は 10 万<br />
時間データに基づいていて、これらがクリープの影響を無視できる条件としてい<br />
る。ASME Sec. III Subsec. NH には様々な方法が規定されている。一次応力限界に<br />
関して、NH は非時間依存の強度と時間依存の強度の両者に基づいた規準を持って<br />
いる。非時間依存の強度と時間依存の強度への遷移温度は、Sec. II, Part D の値と<br />
は異なっている。NH の許容応力は 10 万時間データに基づいたものではなく、実<br />
運転時間に基づくものである。NH の一次膜荷重に対する許容応力は Smt として与<br />
えられる。時間と温度の関数である非時間依存の Smt 及び時間依存の St の小さい<br />
方は Sm の下限として考えることができる。SA533 Gr. B Cl. 1 及び SA387 Gr. 91 の<br />
Smt を図Ⅱ.1.2.1-18 及び図Ⅱ.1.2.1-19 に各々示した。非時間依存から時間依存への<br />
遷移から、クリープが無視できる温度は、一次膜応力に関して、SA533 では 720<br />
deg-F(382℃)、Gr.91 では 920 deg-F(493℃)である。Sec. II, Part D のクリープが<br />
無視できる温度は、SA533 では 800 deg-F(427℃)、Gr.91 では 1000 deg-F(538℃)<br />
である。RCC-MR にも同様に無視できるクリープ(Negligible Creep)がある。<br />
FFS-1(Fitness for Service)規格[502]は、き裂が認められた場合の破壊評価を規<br />
定しており、古典的な破壊評価[513], [514]とは異なる評価方法による脆性破壊評<br />
価の方法を規定している。FFS-1 の特長は、圧力容器、貯槽、ノズル及び他の機<br />
器の溶接部(長手及び周溶接部)の残留応力分布を Annex E で計算する方法を与<br />
えていて、PWHT の有無を考慮して破壊評価が可能である。この方法によれば、<br />
材料、PWHT の有無に応じて、最小設計金属温度の減少を推定可能である[515]。<br />
流体加速腐食(FAC, Flow-Accelerated Corrosion)によって生じる減肉は、1986<br />
年 12 月の Surry-2 の 18in.給水系配管の破断及び 2004 年 8 月の美浜 3 の 22in.凝縮<br />
系配管の破断によって、原子力産業において大きな話題となった。ASME Sec. VIII<br />
Div. 1 では、この FAC による減肉ではなく、鏡板他の成形加工時の局所的な薄肉<br />
域を許容する規定が Appendix 32[516]にされている。この規定によれば、次の条<br />
件の場合で局所的な薄肉域が許容される。<br />
t L t ≥ 0.<br />
9<br />
(21)<br />
L ≤ Rt<br />
(22)<br />
C ≤ 2L<br />
(23)<br />
t t L ≤ 4.<br />
8mm<br />
1 16 in .<br />
(24)<br />
− ( )<br />
ただし、tL:局所的薄肉域の厚さ<br />
t:計算上必要な厚さ<br />
L:局所的薄肉域の軸方向の長さ<br />
C:局所的薄肉域の周方向の長さ<br />
この規定は、薄肉域を含む円筒殻の崩壊圧力の解析結果[517]に基づいて設定さ<br />
れたものであるが、許容する局所的は範囲については、その範囲をパラメトリッ<br />
- 106 -<br />
- 106 -
クに解析した結果[518]に従って設定したものである。この規定は、元々、ASME<br />
Sec. VIII Div. 2, AD-200 に規定されたものであった。<br />
ASME, Code Case N-597-2[519]にも同様の規定があり、この規定を Surry-2 及び<br />
美浜 3 号機の FAC 事例に対して適用した結果が報告されている[520]。また、こ<br />
の報告の中で、減肉した炭素鋼配管で日本と韓国で行われた実寸法試験(直管及<br />
びエルボに対する準定常 4 点曲げ及び繰返し荷重試験)の結果が Code Case の方<br />
法で評価され、Code Case の設計裕度が図Ⅱ.1.2.1-20 に示すとおり検証された。検<br />
証の結果によれば、厚さの裕度は 2.5 倍以上であり、Code Case は局所的な減肉域<br />
の評価を安全側に行うことが示された。<br />
この局所的薄肉域を許容する規格にも様々な規定があり、基本的な考え方は同<br />
様であっても、許容される局所的薄肉域の範囲は異なる。規格規定の調査を踏ま<br />
えた仕様規定又は推奨規定の案を作成するには、図Ⅱ.1.2.1-21 や図Ⅱ.1.2.1-22 に<br />
示すとおり各国の規格を比較[521]を行う必要がある。<br />
Section 1.2.1 の参考文献<br />
[381] 北海道洞爺湖サミットの概要、外務省、平成 20 年 7 月 9 日<br />
[382] 北海道洞爺湖サミット議長総括、外務省、平成 20 年 7 月 9 日<br />
[383] 北海道洞爺湖サミット・エネルギー安全保障と気候変動に関する主要経済国首<br />
脳会合宣言、外務省、平成 20 年 7 月 9 日<br />
[384] 気候変動枠組条約第 14 回締約国会議(COP14),京都議定書第 4 回締約国会合<br />
(COP/MOP4)等概要と評価、日本政府代表団、平成 20 年 12 月 13 日<br />
[385] Energy Technology Perspectives, IEA, June 2008<br />
[386] 京都議定書目標達成計画、日本政府閣議決定、平成 20 年 3 月 28 日<br />
[387] 京都議定書目標達成計画の進捗状況、日本政府・地球温暖化対策推進本部、平<br />
成 20 年 7 月 29 日<br />
[388] 低炭素社会づくり行動計画、日本政府閣議決定、平成 20 年 7 月 29 日<br />
[389] 技術戦略マップ 2008、<strong>経済産業省</strong>、平成 20 年 4 月 18 日<br />
[390] Annual Energy Outlook 2008, Energy Information Administration, DOE, US, June 2008<br />
[391] Strategies for the Commercialization and Deployment of Greenhouse Gas<br />
Intensity-Reducing Technologies and Practices, the Committee on Climate Change<br />
Science and Technology Integration, US, January 2009<br />
[392] 2007 Environment Policy Review, EU, July 2008<br />
[393] EU climate and energy package, EU, December 2008<br />
[394] Proposal for how to achieve a comprehensive climate change agreement, EU, January<br />
2009<br />
[395] BP Statistical Review of World Energy, June 2008.<br />
[396] US Energy Policy Act, August 2005.<br />
[397] エネルギー総合工学研究所、次世代超々臨界圧プラント(A-USC)技術開発 軽<br />
- 107 -<br />
- 107 -
年石炭火力発電所の効率化とそれに伴う CO2 排出削減報告書」、IAE-052010, April,<br />
2006.<br />
[398] M. Fukuda et. al., Refurbishment of Aged PC Power Plants with Advanced USC<br />
Technology, 5 th International Conference on Advances in Materials Technology for Fossil<br />
Power Plants, Marco Island, USA, October 2007.<br />
[399] R. Viswanathan, et al., US. Program on Materials Technology for USC Power Plants, 4 th<br />
International Conference on Advances in Materials Technology for Fossil Power Plants,<br />
2004.<br />
[400] R. Viswanathan, et. al., US. Program on Materials Technology for Ultrasupercritical<br />
Coal-Fired Boilers, 5 th International Conference on Advances in Materials Technology for<br />
Fossil Power Plants, 2007.<br />
[401] 2008 EPRI Portfolio 66 Coal Fleet for Tomorrow – Future Coal Generation Option.<br />
[402] J. Weeldon, J. Parkers and D. Dillon, UltraGen: a Proposal Initiative by EPRI to<br />
Advanced Development of Ultra-Supercritical Pulverized Coal Power Plant Technology<br />
with Near-Zero Emission and CO2 Capture and Storage, 5 th International Conference on<br />
Advances in Materials Technology for Fossil Power Plants, Marco Island, USA, October<br />
2007.<br />
[403] B. Vitalis, Overview of Oxy-Combustion Technology for Utility Coal-Fired Boilers, 5 th<br />
International Conference on Advances in Materia1s Technology for Fossil Power Plants,<br />
Marco Island, USA, October 2007.<br />
[404] J.E. Okakey, D.H. Allen and M. Staubli, Power Generation in the 21th Century – The<br />
New European COST Action, Parsons 2000, Cambridge, UK, July 2000.<br />
[405] S. Kjaer, et. al., The Advanced Supercritical 700℃ Pulverised Coal-Fired Power Plant,<br />
Power-Gen Europe 2001, Brussels, Belgium, May 2001.<br />
[406] I.J. Perrin and J.D. Fishburn, A Perspective on the Design of High Temperature Boiler<br />
Components, proceedings of ECCC Creep Conference, London, UK, September 2005.<br />
[407] ASME Boiler and Pressure Vessels Code, Section I, Rule for Construction of Power<br />
Boilers.<br />
[408] ASME Piping Code, B31.1, Power Piping.<br />
[409] ASME Boiler and Pressure Vessels Code, Section VIII, Division 2, Alternative Rule for<br />
Construction of Pressure Vessels, 2007.<br />
[410] EN 13445, Pressure Vessels, 2007.<br />
[411] G. Baylac, et. al., Creep Amendment in European EN 13445, PVP2007-26421,<br />
proceeding of PVP2007, San Antonio, TX, USA, July 2007.<br />
[412] RCC-MR Code – Design and Construction Rules for Mechanical Components of FBR<br />
Nuclear Islands – AFCEN, 2002 Edition.<br />
[413] M-N. Berton, O. Ancelet, M.T. Cabrillat and S. Chapuliot, Proposal of Improvements of<br />
RCC-MR Creep Fatigue Rules, PVP2007-26564, proceeding of PVP2007, San Antonio,<br />
TX, USA, July 2007.<br />
[414] ASME Piping Code, B31.3, Process Piping, 2006.<br />
- 108 -<br />
- 108 -
[415] Don R. Edwards, Computer Piping Analysis; ASME B31.3 Appendix S: Example S3 –<br />
Moment Reversal, PVP2007-26756, proceeding of PVP2007, San Antonio, TX, USA,<br />
July 2007.<br />
[416] EN 12952, Watertube Boilers, 2001.<br />
[417] C. Hinnant, Fatigue Testing of Welded Flat Head Pressure Vessel Joints,<br />
PVP2007-26622, proceeding of PVP2007, San Antonio, TX, USA, July 2007.<br />
[481] M. Tamura, W. Kouno, K. Matsunaga, Y. Makino, S. Kawano and B. Newton, Program<br />
used by the Nuclear Industry in the United States to protect against Damage Caused by<br />
Flow-Accelerated Corrosion, Welding and Repair Technology for Power Plants, 4A01, 8 th<br />
International Conf., June 2008, Fort Myers, FL., USA.<br />
[482] H.M. Crockett and J.S. Horowitz, Bringing Underwater Laser Beam Welding to Nuclear<br />
Plant Application, Welding and Repair Technology for Power Plants, 2B01, 8 th<br />
International Conf., June 2008, Fort Myers, FL., USA.<br />
[483] S. Hamada, T. Uchimura and K. Morihisa, An Evaluation System of Tube Wall<br />
Thickness of Feed Water Heater based on the Advanced NDE Technique,<br />
PVP2008-61094, Proceedings of 2008 ASME Pressure Vessels and Piping Division<br />
Conference, July 27-31, 2008, Chicago, IL, USA.<br />
[484] Hubert Lejeune, Development of A New Method for “Full Face” Gasketed Bolted<br />
Flange Connections based on European Standard EN1591, PVP2008-61184, Proceedings<br />
of 2008 ASME Pressure Vessels and Piping Division Conference, July 27-31, 2008,<br />
Chicago, IL, USA.<br />
[485] Y. Takagi, H. Torii, T. Sawa and N. Kawasaki, Stress Analysis and Sealing Performance<br />
Evaluation of Pipe Flange Connection at Elevated Temperature, PVP2008-61189,<br />
Proceedings of 2008 ASME Pressure Vessels and Piping Division Conference, July 27-31,<br />
2008, Chicago, IL, USA.<br />
[486] M.J. Cohn and J.W. Norton, Case Study of Pulsed Eddy Current to Measure Wall Loss<br />
in Feedwater Piping and Heater Shells, PVP2008-61239, Proceedings of 2008 ASME<br />
Pressure Vessels and Piping Division Conference, July 27-31, 2008, Chicago, IL, USA.<br />
[487] M.J. Cohn, P.M. Besuner and J.T. Fong, A Quantitative Approach to a Risk-based<br />
Inspection Methodology of Main Steam and Hot Reheat Piping Systems,<br />
PVP2008-61308, Proceedings of 2008 ASME Pressure Vessels and Piping Division<br />
Conference, July 27-31, 2008, Chicago, IL, USA.<br />
[488] M.J. Cohn and S.R. Paterson, Evaluation of Historical Longitudinal Seam Weld Failures<br />
in Grades 11, 12 and 22 Materials, PVP2008-61245, Proceedings of 2008 ASME<br />
Pressure Vessels and Piping Division Conference, July 27-31, 2008, Chicago, IL, USA.<br />
[489] Y. Ogawa, Acceptance Criteria for Repair Method using Fillet Welded Patches,<br />
PVP2008-61308, Proceedings of 2008 ASME Pressure Vessels and Piping Division<br />
Conference, July 27-31, 2008, Chicago, IL, USA.<br />
[490] I. Hadley and L. Wei, Validation of European FITNET Fitness-for-Service Fracture<br />
Assessment Procedure, PVP2008-61350, Proceedings of 2008 ASME Pressure Vessels<br />
- 109 -<br />
- 109 -
and Piping Division Conference, July 27-31, 2008, Chicago, IL, USA.<br />
[491] Yingzhi Li and Roman Sturm, Determination of Creep Properties from Small Punch Test,<br />
PVP2008-61437, Proceedings of 2008 ASME Pressure Vessels and Piping Division<br />
Conference, July 27-31, 2008, Chicago, IL, USA.<br />
[492] G.H. Jung, P. Prashant, J. Penso and D.S. Kim, Creep Damage Analysis of High<br />
Pressurized Steam Pipelines using OMEGA Method, PVP2008-61662, Proceedings of<br />
2008 ASME Pressure Vessels and Piping Division Conference, July 27-31, 2008, Chicago,<br />
IL, USA.<br />
[493] E. Yamamoto, Eishintechno, Y. Hara, T. Okazaki, T. Tahara and F. Minami,<br />
Development of Repair Welding Guidelines on Pressure Equipment, PVP2008-61891,<br />
Proceedings of 2008 ASME Pressure Vessels and Piping Division Conference, July 27-31,<br />
2008, Chicago, IL, USA.<br />
[494] 気候変動枠組条約第 15 回締約国会議(COP15)、京都議定書第 5 回締約国会合<br />
(CMP5)等の概要、日本政府代表団、平成 21 年 12 月 20 日<br />
[495] 2009 年 IEA 閣僚理事会 行動計画、2009 年 10 月 15 日<br />
[496] T. Houser, Peterson Institute for International Economic, Structuring a Green Recovery:<br />
Evaluation Policy Options for an Economic Stimulus Package, Jan. 15, 2009.<br />
[497] 地球温暖化対策本部、京都議定書目標達成計画の進捗状況、平成 21 年 7 月 17<br />
日<br />
[498] 技術戦略マップ 2009、<strong>経済産業省</strong>、平成 21 年 4 月 30 日<br />
[499] BP Statistical Review of World Energy, June 2009.<br />
[500] ISO 16528, International Standards for Boilers and Pressure Vessels, Aug. 15, 2007.<br />
[501] S. Cameron and R. Feigel, International Standards for Boilers and Pressure Vessels,<br />
PVP2009-77144, proceedings of the ASME 2009 Pressure Vessels and Piping Division<br />
Conference, July 26-30, 2009, Prague, Czech Republic.<br />
[502] API 579-1/ASME FFS-1, Fitness-For-Service, June 5, 2007.<br />
[503] ASME Boiler and Pressure Vessel Code, Sec. XI, Rules for Inservice Inspection of<br />
Nuclear Power Plant Components, 2007.<br />
[504] M. Sohel, M. Panwala, K.N. Srinivasan and S.L. Mehta, Creep-Fatigue Interaction in<br />
Coke Drums: An Approach based on API 579-1/ASME FFS-1 2007, PVP2009-77483,<br />
proceedings of the ASME 2009 Pressure Vessels and Piping Division Conference, July<br />
26-30, 2009, Prague, Czech Republic.<br />
[505] W. Hoffelner, Creep-Fatigue Life Determination of Grade 91 Steel Using a Strain-Range<br />
Separation Method, PVP2009-77705, proceedings of the ASME 2009 Pressure Vessels<br />
and Piping Division Conference, July 26-30, 2009, Prague, Czech Republic.<br />
[506] ASME Boiler and Pressure Vessel Code, Sec. III, Rules for Construction of Nuclear<br />
Facility Components, Class 1 Components in Elevated Temperature Service, 2007.<br />
[507] RCC-MR, Design and Construction Rules for Mechanical Components of FBR Nuclear<br />
Islands and High Temperature Application.<br />
[508] British Energy, R5 – Assessment Procedure for the High Temperature Response of<br />
- 110 -<br />
- 110 -
Structures.<br />
[509] B. Dogan and R.A. Ainsworth, Recent Developments in High Temperature Code,<br />
PVP2009-78130, proceedings of the ASME 2009 Pressure Vessels and Piping Division<br />
Conference, July 26-30, 2009, Prague, Czech Republic.<br />
[510] G.A. Webster, D.W. Dean, M.W. Spindler and N.G. Smith, Methods for Determining<br />
Creep Damage and Creep-Fatigue Crack Growth Incubation in Austenitic Stainless Steel,<br />
PVP2009-77949, proceedings of the ASME 2009 Pressure Vessels and Piping Division<br />
Conference, July 26-30, 2009, Prague, Czech Republic.<br />
[511] M-N. Berton, O. Gellneau, O. Ancelet and M. Sperandio, Presentation of RCC-M Code<br />
2007 for High Temperature Reactor and ITER Project: Improvement of the Creep Fatigue<br />
Rules, PVP2009-77120, proceedings of the ASME 2009 Pressure Vessels and Piping<br />
Division Conference, July 26-30, 2009, Prague, Czech Republic.<br />
[512] R.I. Jetter, T.L. Sham and R.W. Swindeman, The Impact of Material and Design Criteria<br />
on the Assessment of Negligible Creep, PVP2009-77953, proceedings of the ASME 2009<br />
Pressure Vessels and Piping Division Conference, July 26-30, 2009, Prague, Czech<br />
Republic.<br />
[513] T.S. Robertson, Propagation of Brittle Fracture in Steel, Journal of the Iron and Steel<br />
Institute, London, pp. 175-361, 1953.<br />
[514] S.W. Pellini, Principles of Fracture-Safe Design – Part 1, ASME PVP, Design and<br />
Analysis – A Decade of Progress, pp. 275-293, PVP-Vol.1, 1972.<br />
[515] J.C. Staats and D.A. Osage, Determination of Fracture Arrest Stress, PVP2009-77998,<br />
proceedings of the ASME 2009 Pressure Vessels and Piping Division Conference, July<br />
26-30, 2009, Prague, Czech Republic.<br />
[516] ASME Boiler and Pressure Vessel Code, Sec. VIII Div. 1, Rules for Construction of<br />
Pressure Vessels, Mandatory Appendix 32, Local Thin Areas in Cylindrical Shells and in<br />
Spherical Segments of Shells, 2007.<br />
[517] A. Kalnins and D.P. Updike, Strength of Pressure Vessels and Piping with Sections of<br />
Reduced Thickness, pp. 33-40, PVP-Vol.194, 1990.<br />
[518] J.R. Sims, B.F. Hants and K.E. Kuehn, A Basis for Fitness for Service Evaluation on the<br />
Thin Areas in Pressure Vessels and Storage Tanks, pp. 51-58, PVP-Vol.323, 1992.<br />
[519] ASME, Code Case N-597-2, Requirements for Analytical Evaluation of Pipe Wall<br />
Thinning.<br />
[520] K. Hasegawa, T. Meshii and D.A. Scarth, Assessment of Piping Field Failures and Bust<br />
Tests on Carbon Steel Pipes with Local Wall Thinning using ASME Section XI Code<br />
Case N-597-2, PVP2009-77132, proceedings of the ASME 2009 Pressure Vessels and<br />
Piping Division Conference, July 26-30, 2009, Prague, Czech Republic.<br />
[521] F. Lidonnici, Cross Comparison of European and American Pressure Vessel and<br />
Apparatus Design of the Main Pressure Vessel Components, PVP2009-77273,<br />
proceedings of the ASME 2009 Pressure Vessels and Piping Division Conference, July<br />
26-30, 2009, Prague, Czech Republic.<br />
- 111 -<br />
- 111 -
温度<br />
(℃)<br />
700<br />
600<br />
表Ⅱ.1.2.1-1 ASME Sec. I, PG-27.2.2 に規定の式で計算した管の厚さ<br />
材料<br />
許容引張応力<br />
(MPa)<br />
内圧<br />
- 112 -<br />
管の寸法(mm)<br />
(MPa) 外径 内径 厚さ<br />
重量比<br />
SUS304TP 27 35 847.64 288.03 7.389<br />
NCF800HTP 34 35 676.06 202.24 4.393<br />
271.58<br />
火 SUS310J3 60 35 463.60 96.01 1.618<br />
N06617 81 35 406.40<br />
67.41 1.000<br />
火 STPA28 66 26 456.62 70.50 1.740<br />
火 STPA29 86 26 433.28 58.83 1.408<br />
315.62<br />
火 SUS310J3 116 26 394.50 39.44 0.895<br />
N06617 106 26 406.40<br />
45.39 1.000<br />
表Ⅱ.1.2.1-2 ASME Sec. I, A-317 に規定の式で計算した管の厚さ<br />
温度<br />
(℃)<br />
材料<br />
許容引張応力<br />
(MPa)<br />
内圧<br />
(MPa)<br />
管の寸法(mm)<br />
外径 内径 厚さ<br />
重量比<br />
700 N06617 81 35 418.36 271.58 73.39 1.108<br />
火 STPA28 66 26 468.00 76.19 1.909<br />
600<br />
火 STPA29<br />
火 SUS310J3<br />
86<br />
116<br />
26<br />
26<br />
427.04<br />
394.92<br />
315.62<br />
55.71<br />
39.65<br />
1.323<br />
0.901<br />
N06617 106 26 406.36<br />
43.87 0.962<br />
- 112 -
図Ⅱ.1.2.1-4 ASME B31.3, Appendix S, Example 3 の配管解析モデル[414]<br />
図Ⅱ.1.2.1-5 ASME B31.3, Appendix S, Example 3 の配管解析モデル<br />
に対する運転条件[414]<br />
- 113 -<br />
- 113 -
図Ⅱ.1.2.1-6 EN12952-3, Annex B に規定の設計疲労線図<br />
(鋼の室温における平均疲労破断曲線)<br />
- 114 -<br />
- 114 -
図Ⅱ.1.2.1-7 EN12952-3, Annex B に疲労設計用の温度修正係数<br />
1:オーステナイト系鋼 2:フェライト系鋼<br />
図Ⅱ.1.2.1-8 炭素鋼製の圧力容器と平鏡板の溶接部の寸法・形状[417]<br />
- 115 -<br />
- 115 -
図Ⅱ.1.2.1-9 圧力容器と平鏡板の溶接部における<br />
疲労割れ発生までの繰返し回数[417]<br />
図Ⅱ.1.2.1-10 繰返し応力強さの解析結果及び破断繰返し回数の評価結果[417]<br />
- 116 -<br />
- 116 -
図Ⅱ.1.2.1-11 コークス製造容器の温度サイクル及び圧力サイクル[504]<br />
- 117 -<br />
- 117 -
図Ⅱ.1.2.1-12 コークス製造容器の解析対象部の有限要素解析モデル[504]<br />
図Ⅱ.1.2.1-13 コークス製造容器各箇所の有効ひずみ範囲及び許容繰返し回数[504]<br />
- 118 -<br />
- 118 -
図Ⅱ.1.2.1-14 550℃の純粋なクリープひずみから推定した Coffin-Manson 関係[505]<br />
■:(3)式の結果 ◆:(5)式及び(6)式の結果<br />
図Ⅱ.1.2.1-15 繰返し応力ひずみ線図を用いた全ひずみ範囲から<br />
塑性ひずみ範囲の決定方法[505]<br />
- 119 -<br />
- 119 -
図Ⅱ.1.2.1-16 応力緩和条件下での塑性ひずみ範囲及び<br />
クリープひずみ範囲の決定方法[505]<br />
図Ⅱ.1.2.1-17 クリープ疲労ループの応力緩和の間のクリープひずみ[505]<br />
・上の線(青色の線):繰返し破断データに一致する線<br />
・下の線(赤色の線):静的応力破断データに一致する線<br />
- 120 -<br />
- 120 -
図Ⅱ.1.2.1-18 SA533 の許容一次応力による Negligible Creep 規準の説明図[512]<br />
図Ⅱ.1.2.1-19 Grade 91 の許容一次応力による Negligible Creep 規準の説明図[512]<br />
- 121 -<br />
- 121 -
図Ⅱ.1.2.1-20 破壊試験結果に基づいて Code Case N-597-2 で許容厚さを評価した結果<br />
と試験体の減肉域の厚さから設計裕度を評価した結果[511]<br />
図Ⅱ.1.2.1-21 炭素鋼製皿形鏡板の必要厚さの比較[521]<br />
(内径 2000mm、R=1600mm、r=308mm、内圧 50 bar、)<br />
- 122 -<br />
- 122 -
図Ⅱ.1.2.1-22 外圧付与時の 304 ステンレス鋼製円筒殻の必要厚さに及ぼす<br />
支持無し長さの比較[521]<br />
(内径 2000mm、温度 150℃°、外圧 1 bar)<br />
- 123 -<br />
- 123 -
1.2.2 溶接及び検査・補修等に関する調査<br />
平成20 年度までの報告に述べてきたように USC 発電プラントの発電効率の向<br />
上を目的に従来の USC よりもさらに高温・高圧力で操業が可能な材料とその建設<br />
に必要な技術の開発が米国、欧州、日本で行なわれている。その中において、既<br />
存材料の特性限界の評価と共に、さらに、優れた高温特性を有する新成分系の材<br />
料の開発や想定される実機運転条件を付与した評価が精力的に進められている<br />
[531-542]。また、その中では高温で使用する Ni 基合金のみでなく、高価な Ni 基<br />
合金を極力少なくし、経済的にも合理的な A-USC の建造を行なうために部位毎に<br />
適正材料を活用しようとしており、日本のメーカが開発したあるいは開発中の材<br />
料も多く含まれている[537-541]。使用材料の区分は、650℃までは 9~12%Cr 系の<br />
フェライトまたはマルテンサイト系鋼、650~700℃ではオーステナイト系ステン<br />
レス鋼、700℃以上の高温域では Fe-Ni 基合金または Ni 基合金等、プラントにお<br />
ける部位毎の上昇温度に合わせてそれぞれの目標特性が設定されている[531,537]。<br />
国内でも、平成 19 年度から 5 年計画で実施されている NEDO のプロジェクト<br />
「鉄鋼材料の革新的高強度・高機能化基盤研究開発」の成果報告が行なわれた<br />
[543,544,546-549]。この開発は基盤研究的なものが多く、クリープ特性のシミュレ<br />
ーション技術、劣化度の予測・測定技術、溶接技術に関する分野等に新たな進展<br />
が見られ、クリープ強度低下機構等に新知見が得られつつある。<br />
基本的な長時間のクリープデータの蓄積やクリープ強度に影響する要因に関す<br />
る検討も多く行なわれている。<br />
また、一方で、<strong>経済産業省</strong>補助事業として「A-USC 技術開発」が平成 20 年度<br />
よりスタートし、材料の評価・技術開発が開始した。このプロジェクトは実際に<br />
候補材となる材料の製造性を含めて、その実現性を評価しようというものである。<br />
ロータ等の製造時に課題となる製造性に関しては昨年度から一部報告されていた<br />
が、追加の報告が出始めている[551-554]。<br />
本項においては、以上に述べた A-USC 材料の開発・評価に合わせて検討が行なわ<br />
れた溶接技術を中心として、新開発素材に適合する溶接材料の開発、溶接施工方<br />
法、溶接後あるいは使用中の検査・補修技術など に関して文献を調査した結果を<br />
述べる。<br />
(1) 溶接技術<br />
① Ni 基合金<br />
Ni 基合金に関し、平成 18 年度及び平成 19 年度本技術調査において、欧州プロ<br />
ジェクト(AD700)および米国 DOE/OCOD で検討中あるいは検討結果が報告さ<br />
れた。その評価用試験部材は、既存の溶接方法・材料で作成され評価に供された。<br />
これらの溶接に供された施工条件を部位毎に表Ⅱ.1.2.2-1 に示した(再掲)。また、<br />
欧州で USC プラントの製造に際し必要な項目として挙げられている事項が表<br />
Ⅱ.1.2.2-2 に示すように纏められた。<br />
このプロジェクトでの検討結果を主体に、これまでの溶接技術に関する調査結<br />
果を本調査の対象材料に整理して表Ⅱ.1.2.2-3(a)~(f)に再掲する。平成 20 年度に<br />
- 124 -<br />
- 124 -
は上記のプロジェクトも含めて新たな追加知見はほとんど認められなかったが、<br />
平成 21 度はこれらのプロジェクト実施時のように広範な検討は行われていない<br />
もののいくつかの報告例[555-558]があった。<br />
Ni 基材料の溶接における課題を整理すると以下の通りである[例えば 300]。<br />
a) 最大の課題となるのは溶接金属の高温割れと再熱部のミクロ割れである。<br />
b) Alloy617, CCA617 について、共金系の溶接材料が使用した結果、<br />
・ティグ溶接(Tungsten Inert Gas Welding : TIG 又は Gas Metal Arc<br />
Welding : GMAW)では概ね溶接が可能。<br />
・被覆アーク溶接(Shielded Metal Arc Welding : SMAW)は溶接が可能な<br />
場合がある。<br />
c) その他の合金の溶接においては<br />
・TIG 溶接では可能な場合が多い。<br />
・SMAW では割れや溶接性に課題がある。<br />
・溶接能率の良いミグ溶接(Metal Inert Gas Welding : MIG 又は Gas Metal<br />
Arc Welding : GMAW)においても、溶接入熱が大きい場合には溶接金<br />
属割れが発生しており入熱制限が必要との評価。<br />
・さらに入熱を高くできるサブマージドアーク溶接(Submerged Arc<br />
Welding : SAW)では Ni 基合金の溶接は、途中で中断するなど難しいと<br />
の結論。<br />
・この SMAW, MIG, SAW における溶接が低入熱化で可能になったとして<br />
も溶接金属の酸素量が高い溶接方法であることから Al, Ti 等の析出を<br />
利用して高強度化している合金はそれらの元素の歩留まりが低下して、<br />
強度低下、靭性低下等が懸念される結果。<br />
・これらの防止には溶接法毎の詳細な溶接材料設計と溶接施工条件検討が<br />
必要とされるが、そこまでの検討はどの合金系においても不十分なよう<br />
である。<br />
d) 異材溶接については、TIG 及び SMAW 法で一部検討されており、溶接材<br />
料、条件を選ぶことにより溶接施工は可能であることが報告されている。<br />
e) レーザ溶接(LBW)は溶接入熱を高くすることなく能率よく溶接できる<br />
方法として、薄肉ボイラーチューブ等に採用されている。<br />
HAYNESALLOY を主体にその高温割れ性が評価された(表Ⅱ.1.2.2-4)。<br />
・その結果、HR-224, HAYNES25, HAYNES230, HAYNES188 は高温割れや<br />
溶接に伴う欠陥が発生し易いと報告された(図Ⅱ.1.2.2-1)。<br />
・欠陥を避けるためには被溶接体は十分に溶体化したものを使用し、表面<br />
のスケールを除去することが望ましいことが示された[433]。<br />
平成21 年度は、高能率化のために Alloy617 に共金溶接材料を使って、狭開先<br />
で HST 溶接(Hot wire Switching TIG 溶接)を適用し、健全な溶接金属と母材と同<br />
等の継手クリープ破断強度を得たとの報告がある(図Ⅱ.1.2.2-2)。また、Fe-Ni<br />
系合金 HR6W の小径管の HST 適用材についても母材と同等のクリープ破断強度<br />
を得ている(図Ⅱ.1.2.2-3)[555]。<br />
- 125 -<br />
- 125 -
高温割れに関しては、Inconel FM-52M 系の溶接材料や 690 系の材料についてそ<br />
の割れ感受性に及ぼす成分や不純物元素の影響が検討された[556, 557]。<br />
また、これまで Al に多く使用されている摩擦攪拌接合技術を Ni 基合金に適用す<br />
ることが試みられるようになった[558]。さらに、タングステン含有 TIG 溶接金属<br />
のクリープ強度と溶接性に及ぼす C, Nb, Ni 量の影響が検討され、適正成分の溶接<br />
金属成分の検討等が行なわれる等、今年度は溶接金属に関する検討が活発になっ<br />
てきている[559]。<br />
② オーステナイト系ステンレス鋼<br />
一般に、オーステナイト系ステンレス鋼は Ni 基溶接時と同様に高温割れが問題<br />
とされる。この割れを防止するために共金系溶接材料を使用する場合には溶接金<br />
属中に数%~10%程度のデルタ(δ)フェライトを生成させるよう成分設計が行<br />
なわれる。しかし、耐熱用途に使用する場合には、このδフェライト中は Cr 濃度<br />
が高く、使用中に硬化相であるシグマ(σ)相に変態して、溶接金属は著しい靭<br />
性低下を起こす場合があり、使用条件と成分設計が重要とされている。特性につ<br />
いては後述するが、このため、溶接後の組織を完全オーステナイト組織とするこ<br />
とが品質の安定上重要である。これまで、鋼材成分、溶接材料成分に十分な配慮<br />
をして、かつ溶接入熱を小さく制御することにより欠陥のない健全な TIG 溶接ワ<br />
イヤ、SMAW 棒が開発された[431, 453, 454]。また、欧州では、16Cr-8Ni-2Mo 系<br />
溶接ワイヤが高温割れが発生しにくく特性も優れているとして広く用いられてい<br />
るようである。さらに、高価にはなるものの Ni 基溶接材料は上述のように、TIG<br />
溶接ならば溶接条件に配慮すれば欠陥のない施工ができるため、このオーステナ<br />
イト系ステンレス鋼にも適用が可能である。<br />
平成21 年度については、高能率溶接を目標として、狭開先レーザ溶接法を板厚<br />
30 mm と 50 mm の SUS316L に適用して、レーザ溶接条件(シールドガス、レー<br />
ザパワー密度、溶着速度等)を制御することにより、欠陥のない健全な溶接が可<br />
能であることが報告された(図Ⅱ.1.2.2-4)[560]。また、オーステナイト系ステン<br />
レス鋼のクリープ強度を高めるために P を添加する検討がなされているが、P 等<br />
の不純物添加は溶接割れ性を高める欠点がある。P 量を変化させた SUS310 を用<br />
いて、その HAZ 割れ感受性が検討された[561]。その結果、HAZ 割れは粒界の液<br />
化によるものであり、粒界への P の偏析を考慮することにより予測可能であるこ<br />
とが示された。<br />
③ フェライト系 Cr 鋼<br />
Ni 基合金やオーステナイト系ステンレス鋼に比べてフェライト(マルテンサイ<br />
ト)系鋼材は廉価であるため、経済性の面から、A-USC において、適用可能部位<br />
を多くすることを目標に適用限界の高温化の開発・検討が行なわれている[例えば<br />
562]。この成分系の鋼は、これまでの USC において実績があり、クリープ強度、<br />
特に HAZ 軟化領域に生じる TypeⅣ破断が課題となっており、その解析や程度の<br />
予測に関する検討が多く行なわれている(後述)。また、溶接施工の面からは低<br />
- 126 -<br />
- 126 -
温割れ、溶接後の PWHT 温度の問題があり検討がなされている。<br />
まず、Type 破断に関しては、次の 3 つの視点から改善が検討されている。<br />
ァ)電子ビーム溶接、レーザービーム溶接等による狭開先溶接方法<br />
イ)溶接後母材製造時と同様の熱処理を加える方法<br />
ウ)材料から TypeⅣ破断を防止する方法[474]<br />
平成21 年度も長時間側における HAZ 強度低下機構に関する報告はあったが、<br />
昨年度までに対策として報告されている内容からこの 1 年間に大きく進歩したと<br />
いう技術報告は見当たらなかったが、上記ァ)と同じ理由によるものと考えられ<br />
るが、低入熱溶接が高強度化に有効であることが示された[587]。低温割れ対策に<br />
関しても、昨年報告の通りである。<br />
溶接後熱処理(PWHT)に関しては、状況は平成 20 年度と大きくは変わってお<br />
らず、溶接金属では靱性を確保するために Ni、Mn 等を母材よりも多く添加する<br />
のが通常であるが、そのために PWHT 温度の制約が厳しくなることが課題であり<br />
検討が続けられている[562,586]。また、9Cr 系鋼の中でも鋼種によってその適正<br />
条件が異なることが想定されるため注意が必要である。これについては、熱処理<br />
温度に対する規定の変更の動きがあるが、実際に火力発電プラントにおいて溶接<br />
部への靭性要求がどのようになされるのか明確にして決定すべき事項と思われる。<br />
単純に、母材と同じ靱性要求値とすべきと言う考え方[299]に従うと、P23、P24<br />
≧27J、P92≧41J、VM12≧27J となり、溶接金属部に限らず、PWHT 温度が低く<br />
なると高 Cr 鋼では HAZ、母材靭性も含めかなり低くなるため課題となる。供用<br />
中の補修後の靭性低下も含めて議論が必要な課題であると思われるがこれらに関<br />
する報告事例は検索できなかった。<br />
さらに、このフェライト系 Cr 鋼は、オーステナイト系ステンレス鋼や Ni 基合<br />
金と溶接される場合には、使用温度での特性の点からはグレードの低いフェライ<br />
ト系 Cr 鋼の溶接金属の成分でよいが、溶接部の健全性および溶接性の点からそれ<br />
ぞれグレードの高いオーステナイト系、Ni 系合金を使用すべきであると考えられ<br />
る[563]。<br />
(2) 検査技術<br />
供用中のボイラーの損傷検査技術に関しては、昨年度の「鉄鋼材料の革新的高<br />
強度・高機能化基盤研究開発プロジェクト」の成果として次の報告があった。<br />
① 陽電子消滅寿命を測定する方法[436, 564]<br />
陽電子ビームを被測定部に照射し、クリープ変形による材料中の組織変化を陽<br />
電子消滅寿命と関連付けるもので、クリープ損傷を高温でその場測定できる。そ<br />
の場評価装置を開発中との報告(図Ⅱ.1.2.2-5)。<br />
② 電磁超音波共鳴(EMAR)を利用する方法[434]<br />
マルテンサイト系ステンレス鋼のクリープ試験片から採取した微小な試料にこ<br />
れを適用し、その超音波の減衰特性の変化とクリープ寿命の変化に対応させると<br />
いうもの(図Ⅱ.1.2.2-6)である。これにより実際の火力発電プラント機器を非破<br />
壊的にクリープ損傷を評価できる。<br />
- 127 -<br />
- 127 -
③ 微小領域を評価する試験方法[565]<br />
超小型試験片を用いたスモールパンチクリープ試験により、溶接部細粒域等の<br />
極微小領域の劣化を評価する方法。この方法により、溶融域、粗粒域、母材、焼<br />
き戻し域、細粒域とこの順にクリープ破断時間が短くなり、実際の結果とよく一<br />
致していることが示された。<br />
④ その他<br />
組織自由エネルギーに基づく予測方法[566]や局所方位解析によるフェライト<br />
系耐熱鋼の組織劣化診断技術[567]、損傷データベースに基づく強度予測プラット<br />
フォームの構築[568]による予測方法。<br />
検査、損傷予測に関するこれらのプロジェクトの成果は、主として、フェライ<br />
ト系耐熱鋼を対象としたものでありオーステナイト系ステンレス鋼および Ni 系<br />
合金は殆ど対象とされていない。唯一オーステナイト系耐熱鋼の析出状態を計算<br />
状態図で予測して、成分設計を行なう取り組みが行なわれ、B を添加した<br />
Fe-20Cr-30Ni-2Nb 鋼が析出物により大きく破断強度が伸びたことが示された<br />
[569]。<br />
上記プロジェクト以外では、長時間使用後のボイラー配管溶接部損傷評価に非<br />
線形超音波を適用することにより、タイプⅣ損傷部のボイド検出が可能であるこ<br />
とが示された[570]。また、高 Cr の溶接継手の損傷をフェーズドアレイ超音波試<br />
験で寿命の 50~70%で検出できることが示された[571]。<br />
この他にも、直接検査することなく、クリープの損傷機構等を考慮、それをモ<br />
デル化して予測する技術が検討されている[572, 573 等]<br />
また、析出物の生成を電気化学的に捕らえて経年劣化を評価しようとする取り<br />
組みも行なわれている。クリープ処理後の火 SUS419J3TP の表面を研磨して1<br />
M-KOH 水溶液中でアノード分極曲線を測定し、その電流密度の変化を調べるこ<br />
とにより、生成した析出物を識別できる可能性があることが示された[574]。<br />
(3) 補修技術<br />
平成19 年度に行った既存発電プラントの補修溶接技術の調査を表Ⅱ.1.2.2-5 に<br />
示すが、発電所サイトでの補修では、溶接後熱処理無しの施工方法の検討が主体<br />
に行われている。原子力発電用の低合金鋼製機器に適用するために開発されたテ<br />
ンパービード溶接方法を、火力発電用の Cr-Mo 鋼に適用する検討が行われている。<br />
Cr-Mo 鋼へのテンパービード溶接の適用性については、1998 年に米国 EPRI<br />
(Electric Power Research Institute)が研究成果のまとめを発表[575]していて、<br />
9 %Cr 鋼を含めた範囲の高 Cr 鋼に溶接後熱処理が不要なテンパービード溶接が可<br />
能であることを示している。また、グレードの低い T24 溶加材でアンダーマッチ<br />
ングの溶接補修を実施する場合には予熱無しの溶接可能であることが示された<br />
[576]。<br />
テンパービード工法を流れ加速型腐食(FAC:Flow Accelerated Corrosion)が生<br />
成した箇所に適用する検討がなされている。FAC は大面積で生じるケースもある<br />
が、溶接部では、図Ⅱ.1.2.2-7[577]に示すとおり比較的狭い領域に生成することが<br />
- 128 -<br />
- 128 -
多い。FAC を生成した炭素鋼の補修に Cr を含有する溶接材料で溶接後熱処理無<br />
しで補修することを提案し、具体的には、0.6%Cr-0.6%Ni ワイヤ又は 1.25%Cr<br />
ワイヤを用いたティグ溶接により補修する方法を開発した。溶接部の硬さは<br />
HV380 以下で、溶接部に割れも生成しないことを確認した。<br />
クリープ損傷を受けた箇所を除去してテンパービード溶接で補修肉盛りする考<br />
え方は、先の米国 EPRI の報告[575]に与えられているが、クリープ損傷を受けた<br />
箇所を火力発電所サイトで再生処理する方法も開発されている。図Ⅱ.1.2.2-8[438]<br />
に示すように損傷が検出されたら加熱コイルを損傷部に配置・過熱し、温度を上<br />
昇させ、その熱膨張を利用することにより圧縮力を同時に付与してミクロクラッ<br />
クやボイドを圧着する技術である。この熱処理により 2・1/4Cr-1Mo 鋼溶接部は材<br />
料の再結晶挙動により母材と同等の寿命に回復させることができる。ただし、こ<br />
の方法では、母材に A3 変態温度を超える熱を加えるため、この操作が材料を規格<br />
外のものにしている懸念があり、実際の適用に当っては、技術基準への適合性に<br />
関する検討が必要と思われる。<br />
水壁管は伝熱管への溶接は、母材の厚さの関係から溶接後熱処理の対象とはな<br />
らないため、当該部に生じる不具合に対して多々の補修溶接技術が開発されてい<br />
る。石炭火力発電設備の火炉の水壁管は硫化と酸化の相互作用によって 80 mpy<br />
(2 mm/y)を超えるアタックを受けることがある。このアッタクは高 S の石炭を<br />
低 NOx バーナーで燃焼した場合に最大となる。発生した H2S ガスによる腐食で伝<br />
熱管に Fe2S が堆積し、伝熱管に割れが生成すること(特に、高 S 石炭燃焼、伝熱<br />
管の高伝熱 Flux の場合)もある。この対策として、ウェルドオーバーレイ工法が<br />
検討され、既に実プラントに適用されている。このウェルドオーバーレイの耐食<br />
性の向上のための検討(ウェルドオーバーレイ溶接層中の Cr 含有量の増量:図<br />
Ⅱ.1.2.2-9[578])が行われ、より経済性の高い材料でのウェルドオーバーレイの実<br />
現が期待されている。従来は、22%以上の Cr を含む Alloy622 によるウェルドオ<br />
ーバーレイ[441]が多用されたが、より耐食性の良好な 45%Cr の FM-72 の熱対流<br />
Pass に適用することが検討されたが、高価で溶接性に問題があることから代替材<br />
の必要性が検討された。82.88%N2+10%CO+5%CO2+2%H2O+0.12%H2S(932<br />
deg-F/500℃)での実験室腐食試験で、代替材である 33%Cr の Nicrofer 3033 が<br />
Alloy50 や Alloy622 に比して良好な耐食性を示した[579]。また、5 年間の実機暴<br />
露試験においても、試験サンプルには割れは認められなかった[579]。<br />
耐食性の向上だけでなく、耐熱性の向上の観点でも同様な水壁管又は伝熱管へ<br />
の溶接補修は検討されていて、SUS312 によって Cr の高い酸化被膜を生成して耐<br />
熱性を増して、局部酸化が起こらずに長期間使用が可能とする方法もある[439]。<br />
それと同時に二相ステンレスなので高温割れなどの心配もなく図Ⅱ.1.2.2-6 に示<br />
すような健全なオーバーレイが可能となるとの報告がなされた[439]。<br />
ウェルドオーバーレイ溶接工法やクラッディング溶接工法に比して、母材への<br />
影響を少なく表面改質する技術としてレーザー溶接によるクラッディング技術の<br />
開発が行われつつある。高速の溶着効率を示す Diode Laser Cladding は、施工前表<br />
面加工及び施工後表面加工を必要としないと同時に、施工前熱処理及び施工後熱<br />
- 129 -<br />
- 129 -
処理も必要としないため、その技術の適用によって大幅なコスト削減が可能と見<br />
られている。Diode Laser Cladding の特徴は次のとおりである。<br />
・ 母材希釈の少ない薄いクラッド層を作成でき、クラッド後の変形が小さく、<br />
経年割れの心配が少なく、クラッド材の使用量を大幅に削減可能である。<br />
・ Diode Laser Cladding は素早く冷却するため、微細組織を形成することから、<br />
高温クリープ性能、耐エロージョン性能、耐食性に優れる。<br />
・ Diode Laser の溶着速度は、GMAW 及び SMAW 並みであって、かつ、薄い<br />
クラッド層を得ることができる。<br />
・ Diode Laser Cladding は施工場所を問はない。<br />
これらの利点を活かすため、FAC 対象箇所や火炎側の伝熱管に対して Diode<br />
Laser Cladding を適用する計画がされている[580]。<br />
(4) 溶接材料の整備<br />
平成20 年度までの調査結果では、A-USC の高温部使用される素材の検討が多<br />
く実施されているが、その溶接材料や継手の作成評価はこれから実施すべき点が<br />
多かった。実際に供用中に損傷するのは溶接部であることが多く、開発中の新材<br />
料に見合った溶接材料や溶接施工技術開発が重要となるが、今年度も、現時点で<br />
は既存の素材や新開発材の一部を除き、溶接施工・溶接材料特性、溶接補修性ま<br />
で考慮されている報告例まだは少ないようである。<br />
グレードの高い材料で溶接すれば問題ないとの見方や開発時に供用時の補修の<br />
ことまで配慮することは時間的、コスト的に難しいという事情もあるが、熱膨張<br />
率の差によるラチェッチングや疲労、耐酸化性等の必要なすべての特性を満たす<br />
ためには素材と共金系の溶接材料が整備されていることが望ましく、実際に採用<br />
を判断する際には考慮すべき課題と考えられる。<br />
1.1.1 及び 1.1.2 項に示したように、オーステナイト系ステンレス鋼、フェライ<br />
ト系耐熱鋼に関しては従来から採用されている材料であり、その共金系溶接材料<br />
の開発も同時に行われてきたため比較的整備されているようであるが、最も高温<br />
で必要とされる Ni 基、Fe-Ni 合金は一部の材料を除き、十分に溶接材料が検討さ<br />
れていると言い難い状況である。今年度は、Ni 基合金、Fe-Ni 基合金ついてメー<br />
カーにおける検討結果の報告を調査した。<br />
熱処理により母材中に析出相(γ’)を出してクリープ強度を出す合金<br />
(HAYNES282, 263, 230 等)は溶接材料に 282Alloy を使用することができること<br />
が報告された[581]。<br />
Inconelalloy 617 の溶接材料は TIG 溶接及び MIG 溶接用に INCONEL Filler Metal<br />
617、被覆アーク溶接(INCONEL Welding Electrode 117)があるが、耐熱用として<br />
データが示されているのはあるのは Filler 617 のみである。650~980℃の温度のク<br />
リープ破断強度は、1000 時間程度のデータしかないが、母材と同等の値であるこ<br />
とが示された。また溶接性も良好で種々の形状の素材を溶接することが可能であ<br />
るとしている[582]。<br />
Inconel 625 は TIG 溶接(Filler 625)、被覆アーク溶接(Electrode 112)とも Hastelloy<br />
- 130 -<br />
- 130 -
Alooy X、Inconel Alloy718, SUS304 に欠陥なく溶接でき、148℃での継手強度は母<br />
材よりも高いことが示された。また被覆アーク溶接法における全溶着金属のクリ<br />
ープ強度は母材のそれよりも少し低くなる程度であることが示されている[583]。<br />
上述の補修の項でも示されたが、ボイラー水壁の長寿命化用の材料には Cr を<br />
33%と多く含有する Alloy 33 が耐酸化性、耐熱性の点からオーバーレイ用の材料<br />
として適していることが NACE の国際会議でも示された[584]。<br />
フェライト系とオーステナイト系材料との異材溶接用材料として、EER I87 ソ<br />
リッドワイヤ(Fe-Ni 系合金)が提案された[585]。これは TIG 溶接及び MIG 溶接<br />
が可能であり、熱膨張率が低 Cr 鋼とほぼ同等で溶接金属の特性及び溶接性に優れ<br />
たガスシールド溶接用ワイヤであることが報告された。<br />
9%Cr 鋼の靱性、クリープ特性等と化学成分の関係を詳細に検討し、PWHT 温<br />
度は 780℃以下の場合の、Ni+Mn もしくは Ni+Mn+Co は 1.5%とすべきあること<br />
が報告された[586]。<br />
表Ⅱ.1.2.2-6(a)(b)はこれまでの報告例をもとに、対象材料毎に溶接材料の整備状<br />
況を示したものであるが、いずれにしても溶接技術の項でも述べたように、母材<br />
と同等の特性を持ちかつ溶接性が良好な共金系溶接材料が準備できている状態で<br />
はない[428]。現在、実溶接施工を想定した材料にマッチングする溶接材料の開発、<br />
既存材料による評価・代替、施工条件等の検討が行なわれている状況にある。<br />
- 131 -<br />
- 131 -
Section 1.2.2 の参考文献<br />
[299] W.Bendick, Bernd Hahn, Herbert Heuser, Russel Fuchs, :Behavior of new pipe steels<br />
and their welds in modern high efficiency power stations with high steam parameter,5th<br />
International Conf. On Advances in Materials Technology for Fossil Power Plants,<br />
Oct.3-5,2007, Florida<br />
[300] Quirong Chen, George Nikolaus, Josef Heinemann, K.Maile, A.Klenk,: Behavior of<br />
new pipe steels and their welds in modern high efficiency power stations with high steam<br />
parameter:5th International Conf. on Advances in Materials Technology for Fossil<br />
Power Plants, Oct.3-5,2007, Florida<br />
[428] 小川和博;最近の特殊材料溶接-材料別溶接プロセスの選択と施工のポイント-<br />
ニッケル合金等高合金の溶接、溶接技術、Vol.54 No.2 Page.80-86(2006)<br />
[431] 新日本製鐵;ボイラ用高強度オーステナイト系ステンレス耐熱鋼用溶接材料、<br />
No.385 Page.95-96(2006)<br />
[433] K. Newton, G. Cirieleison, H. White, D. Metzler, C. Bridge;Laser Weldability of<br />
Nickel and Cobalt Based Alloys、Welding and Repair Technology for Power Plants, 8th<br />
International Conf., June 2008, Fort Myers, FL., USA.<br />
[434] 大谷俊博、YIN Fuxing、鎌田康寛;マルテンサイト系ステンレス鋼のクリープ<br />
損傷のミクロ損傷解析と非破壊評価、高温強度シンポジウム前刷集 Vol.45<br />
[436] 鉄鋼材料の革新的高強度・高機能化基盤研究開発研究体(JRCM)、白井泰治、<br />
伊藤和博;クリープ損傷高温その場測定陽電子寿命スペクトロメータ、CAMP-ISIJ、<br />
Vol.21(2008),1073<br />
[438] F. Sakata, A. Shiibashi, M. Ozaki, N. Nishimura, M. Kobayashi, K. Takeuchi and H.<br />
Tezuka, A New Heat Treatment Technology for On-Site Life Extension of High Energy<br />
Pipe Weldments Degraded by Creep Damage, Welding and Repair Technology for Power<br />
Plants, 8th International Conf., June 2008, Fort Myers, FL., USA<br />
[439] B. Li, G. Lai and L. Yepes, Long-term Performance of 312SS Weld Overlay for<br />
Waterwall Corrosion Protection in Supercritical Coal-Fired Boilers, Welding and Repair<br />
Technology for Power Plants, 8th International Conf., June 2008, Fort Myers, FL., USA.<br />
[441] M. Matsui, N. Komai, T. Miyazawa and Y. Kaji, Mechanical Properties and Corrosion<br />
Characteristics of Inconel 622 Weld Overlay of Waterwall Tubes in Coal Fired Boilers,<br />
Welding and Repair Technology for Power Plants, 8th International Conf., June 2008,<br />
Fort Myers, FL., USA.<br />
[453] 森本裕、水本学;高合金耐熱鋼管の溶接技術、材料とプロセス、Vol.20 No.2<br />
Page.312-315(2007)<br />
[454] 仙波潤之、岡田浩一、小川和博、伊勢田敦朗、山寺芳美;高効率火力発電伝熱<br />
管用高強度ステンレス鋼管 SUPER304H(火 SUS304J1HTB)の開発、マテリアル、<br />
Vol.46 No.2 Page.99-101(2007)<br />
[531] VIS VISWANATHAN、ROBERT PURGERT、PATRICIA RAWLS;COAL-FIRED<br />
POWER MATERIALS 、Adv Mater Process、vol.166.No.8.<br />
[532] RUDOLPH BLUM 、JOERGEN BUGGE 、SVEN KJAER ;AD700 innovations pave<br />
- 132 -<br />
- 132 -
the way for 53 per cent efficiency Mod Power Syst、vol.28, No.11<br />
[533] R. Krishna, S.V. Hainsworth, S.P.A. Gill, A. Strang and H. V. Atkinson ; Micro-<br />
structural Evolution in Creep Exposed IN617、ECCC Creep Conference, 21–23 April<br />
2009, Zurich、1223-1235<br />
[534] J.P. Shingledecker, N.D. Evans; Creep-rupture performance of 0.07C-23Cr-45Ni<br />
-6W-Ti,Nb austenitic alloy (HR6W) tubes、ECCC Creep Conference, 21-23 April 2009,<br />
Zurich<br />
[535] L. Cipolla, M. Calderini, A. Di Gianfrancesco, L. Foroni, R. Montani, O.Tassa,<br />
D.Venditti:Mechanical and microstructural qualification of a prototype IN718 forged<br />
disk、ECCC Creep Conference, 21-23 April 2009, Zurich.<br />
[536] J. Tsang , R.M. Kearsey , P. Au , D. Seo , S. Oppenheimer , and W. Cao:The Effect of<br />
Composition and Microstructure on the Fatigue and Creep-Fatigue Behaviour of Allvac®<br />
718Plus alloy、ECCC Creep Conference, 21-23 April 2009, Zurich<br />
[537] 五十嵐正晃、仙波潤之、岡田浩一; 先進超々臨界圧(A-USC)石炭火力発電ボイ<br />
ラ用耐熱材料の開発動向、日本ガスタービン学会誌、vol.37, No.2(2009)<br />
[538] T.Vlasák, J.Hakl, P.Novák and P.Clarke;Creep Properties of Wrought Austenitic BGA4<br />
Steel、ECCC Creep Conference, 21-23 April 2009, Zurich<br />
[539] Hirokazu Okada, Masaaki Igarashi, Masato Hamanaka, Kazuhiro Ogawa and Takahiro<br />
Osuki ;Improvement of Creep Strength in Austenitic Steel with a Large Amount of<br />
Phosphorus、ECCC Creep Conference, 21-23 April 2009, Zurich<br />
[540] S. Muneki, H. Okubo and F. Abe;Creep Property of Carbon and Nitrogen Free High<br />
Strength New Alloys、ECCC Creep Conference, 21-23 April 2009, Zurich、985-994<br />
[541] Kazuhiro Kimura, Kota Sawada, Hideaki Kushima:Long-term Creep Strength and<br />
Rupture Ductility of Creep Strength Enhanced Ferritic Steels、Welding & Fabrication<br />
Technology for New Power Plants、First International Conference Sanibel Harbour<br />
Resort & Spa、June 22-24, 2009<br />
[542] R. Voicu, J. Lacaze, E. Andrieu, D. Poquillon, J. Furtado; Creep behaviour of HP-40<br />
alloys modified with Nb addition、 ECCC Creep Conference, 21-23 April 2009, Zurich、<br />
[543] JRCM、浜口友彰、米村光治、仙波潤之、五十嵐正晃:Ni 基モデル耐熱合金に<br />
おけるクリープ変形過程のミクロ組織変化、CAMP-ISIJ Vol.22(2009)-1341<br />
[544] JRCM、仙波潤之、 米村光治、 浜口友彰、 岡田浩一、 五十嵐正晃:既存 Ni 基<br />
耐熱合金の 700~800℃における析出挙動とクリープ破断特性、CAMP-ISIJ<br />
Vol.22(2009)-1343<br />
[545] 物質・材料研究機構;発電ボイラー用ステンレス鋼管 火 SUS 304J1<br />
HTB(18Cr-9Ni-3Cu-Nb-N)のクリープデータシート、NIMS CREEP DATA SHEET<br />
No.56(2009)<br />
[546] 澤田浩太、田淵正明、藤塚正和、木村一弘:ASME Gr.23 鋼の長時間クリープ強<br />
度に及ぼす組織・酸化の影響、CAMP-ISIJ Vol.22(2009)-566<br />
[547] 阿部冨士雄、田中秀雄、村田正治:SUS321HTB 鋼および SUS347HTB 鋼のク<br />
リープ寿命のヒート間差および粒界析出強化、CAMP-ISIJ Vol.22(2009)-565<br />
- 133 -<br />
- 133 -
[548] 有川秀一、宗木政一、大久保弘、阿部冨士雄、八高隆雄:炭素窒素無添加<br />
Fe-12Ni-9Co-10W 系合金のクリープ強度に及ぼすアルミナイズ処理の影響、<br />
CAMP-ISIJ Vol.22(2009)-1333<br />
[549] 岡田浩一、五十嵐正晃、浜中真人:P添加によるオーステナイト系耐熱鋼の高<br />
強度化、CAMP-ISIJ Vol.22(2009)-1334<br />
[550] 小山田哲哉、島田雅之、ジン偉忠、粉川博之、佐藤裕、王占、森本裕:304 オ<br />
ーステナイト系ステンレス鋼のクリープ特性に及ぼす粒界工学の効果、溶接学会<br />
全国大会講演概要 第 85 集(2009-9)p310<br />
[551] 佐藤順、鴨志田宏紀、今野晋也、大森俊洋、石田清仁:<br />
USC800(Ni-23Co-18Cr-4Al-8W-0.1C)の高温特性に及ぼすMo 添加の影響、<br />
CAMP-ISIJ,Vol.22(2009)-1346<br />
[552] 大崎智、高橋達也、今野晋也、佐藤順、土井裕之:A-USC タービンロータ用<br />
Ni-Fe 基超合金の機械的特性に及ぼす結晶粒度の影響、CAMP-ISIJ<br />
Vol.22(2009)-1345<br />
[553] 鴨志田宏紀、佐藤順、今野晋也:低熱膨張Ni 基合金(Ni-20Cr-10Mo-1.2Al-1.6Ti)<br />
のクリープ特性に及ぼす結晶粒度の影響、CAMP-ISIJ、Vol.22(2009)-1347<br />
[554] 宮下重和、今井潔、根本邦義、吉岡洋明:Ni-23Cr-13Co-9Mo-1.6Al-0.1Ta-0.3Nb<br />
合金の機械的性質に及ぼす熱処理条件の影響、CAMP-ISIJ Vol.22(2009)-1348<br />
[555] 佐藤恭:A-USC ボイラの実現を支える材料と加工技術、NEDO 鉄<br />
鋼材料の革新的高強度・高機能化基盤研究開発プロジェクト、第 1 回シンポジュ<br />
ーム講演予稿集、2009.4.14、p65.<br />
[556] Boian T. Alexandrov, Adam T. Hope, Jeffrey W. Sowards, and John C. Lippold:High<br />
Chromiu Nickel-Base Weld Filler Metal Susceptibility to Solidification Cracking、<br />
Welding & Fabrication Technology for New Power Plants、First International<br />
Conference Sanibel Harbour Resort & Spa、June 22-24, 2009<br />
[557] 才田一幸、谷口彰、野本裕己、西本和俊:690合金多層溶接金属のミクロ割れ感<br />
受性に及ぼす不純物元素の影響、溶接学会全国大会講演概要 第85集(2009-9)<br />
p188.<br />
[558] 宋國鉉、津村卓也、中田一博、:インコネル 600 合金のハイブリッド式摩擦攪<br />
拌接合、溶接学会全国大会講演概要 第 84 集(2009-4)p150<br />
[559] 平田弘征、小川和博、岡田浩一、宮原整、伊藤正、斉藤貞一郎、三五哲也、小<br />
川典仁;高強度 W 含有オーステナイト系耐熱鋼溶接金属性能、溶接学会全国大会<br />
講演概要 第 84 集(2009-4)p146<br />
[560] 張、旭東、芦田栄次、多羅沢湘、安間勇介、岡田昌哉:狭開先レーザ溶接部に<br />
生ずる溶接欠陥とその防止に関する検討-狭開先レーザ溶接技術の開発(第2報)<br />
、溶接学会全国大会講演概要、第 85 集(2009-9)p180<br />
[561] 浄佳奈、小薄孝裕、小川和博:P 量を変化させた完全オーステナイト系ステ<br />
ンレス鋼の HAZ 割れ感受性に及ぼす P 量の影響-完全オーステナイト系高合鋼<br />
HAZ 割れ感受性予測モデルの確立(第1報)、溶接学会全国大会講演概要、第<br />
85 集(2009-9)p314<br />
- 134 -<br />
- 134 -
[562] 陳亮、山下賢:高 Cr 系フェライト耐熱鋼溶着金属の PWHT 温度について、<br />
溶接学会全国大会講演概要、第 85 集(2009-9)p322<br />
[563] 今野晋也、佐藤順、佐藤恭:高強度 Ni 基合金とフェライト鋼を溶接する高強<br />
度 Ni 基溶接材料の合金設計、CAMP-ISIJ Vol.22(2009)-1340<br />
[564] 白井泰治:陽電子消滅寿命測定法の高精度化・高度化と測定スペクトル解析ソ<br />
フトの開発、鉄鋼材料の革新的高強度・高機能化基盤研究開発プロジェクト、第<br />
1 回シンポジューム講演予稿集、2009.4.14、p67<br />
[565] JRCM、駒崎慎一:超微小試験片による高クロム耐熱鋼溶接継手局所領域のクリ<br />
ープ強度特性評価、鉄鋼材料の革新的高強度・高機能化基盤研究開発プロジェク<br />
ト、第 1 回シンポジューム講演予稿集、2009.4.14、p61<br />
[566] 村田純教:組織自由エネルギーに基づく局所的な劣化評価と損傷評価指標、鉄<br />
鋼材料の革新的高強度・高機能化基盤研究開発プロジェクト、第 1 回シンポジュ<br />
ーム講演予稿集、2009.4.14、p63<br />
[567] 中島英治、光原昌寿、車在珉、池田賢一、波多聰:局所方位解析によるフェラ<br />
イト系耐熱鋼の組織劣化診断技術の構築、鉄鋼材料の革新的高強度・高機能化基<br />
盤研究開発プロジェクト、第 1 回シンポジューム講演予稿集、2009.4.14、p69<br />
[568] 増山不二光:各種構造材料の損傷データベースとクリープ強度予測プラットフ<br />
ォームの構築、鉄鋼材料の革新的高強度・高機能化基盤研究開発プロジェクト、<br />
第 1 回シンポジューム講演予稿集、2009.4.14、p85<br />
[569] 竹山雅夫、松尾孝、高田尚記:金属間化合物を強化相とするオーステナイト系<br />
耐熱鋼の析出制御機構と設計指針、鉄鋼材料の革新的高強度・高機能化基盤研究<br />
開発プロジェクト、第 1 回シンポジューム講演予稿集、2009.4.14、p57<br />
[570] 大谷敏博、川嶋紘一郎、Michael Drew:非線形超音波によるボイラ管溶接部のタ<br />
イプⅣ損傷の検出、湘南工科大学紀要、第 43 巻、第 1 号<br />
[571] 高橋由紀夫、三浦直樹、福富広幸:高クロム鋼溶接継手のクリープ強度と超音<br />
波試験による損傷検出性の検討、日本機械学会 M&M 材料力学カンファレンス<br />
(CD-ROM)、2008 年 9 月 16 日~18 日<br />
[572] 丸山公一:クリープ損傷機構変化の考慮による長時間寿命推定精度の向上、鉄<br />
鋼材料の革新的高強度・高機能化基盤研究開発プロジェクト、第 1 回シンポジュ<br />
ーム講演予稿集、2009.4.14、p71<br />
[573] 仙波潤之、米村光治、五十嵐正晃:CDM(Continuum Damage Mechanics;連続<br />
体損傷力学)法による組織劣化モデリング法の開発、鉄鋼材料の革新的高強度・<br />
高機能化基盤研究開発プロジェクト、第 1 回シンポジューム講演予稿集、2009.4.14、<br />
p83<br />
[574] 駒崎真一、幸野豊、三枝利紀:火 SUS410J3TP のクリープに伴う析出物<br />
および電気化学的特性の変化、CAMP-ISIJ Vol.22(2009)-1368<br />
[575] R. Viswanathan, D.W. Gandy and S.J. Findlan: Temperbead Welding of P-Nos. 4 and<br />
5 Materials, EPRI TR-111757, December 1998.<br />
[576] M. Carnus, P. Thibaut and C. Bonan: Development by EDF of Filler Metal and<br />
Welding Procedures for Repairing Piping Systems Damaged by Flow Accelerated<br />
- 135 -<br />
- 135 -
Corrosion in French Nuclear Power Plants, Paper No. 26, Welding and Fabrication<br />
Technology for New Power Plants: First International Conference, June 22-24, 2009, Fort<br />
Myers, FL, USA.<br />
[577] J.L. Blough and W.W. Seitz:Fireside Corrosion Testing of Candidate Super-Heater<br />
Tube Alloys, Coatings, and Cladding Phase II, Foster Wheeler Review and Heat<br />
Engineering, Foster Wheeler Development Corporation, 1999<br />
[578] L. Paul and G. Clark, A Higher Chromium Weld Overlay Alloy for Water Walls and<br />
Superheaters, Paper No. 16, Welding and Fabrication Technology for New Power Plants:<br />
First International Conference, June 22-24, 2009, Fort Myers, FL, USA.<br />
[579] J. Haake, Diode Laser Cladding High Performance Materials for Fossil and Nuclear<br />
Energy Power Generation System, Paper No. 9, Welding and Fabrication Technology for<br />
New Power Plants: First International Conference, June 22-24, 2009, Fort Myers, FL,<br />
USA.<br />
[580] J. Vekeman, S. Huysmans:Cold weld repair of T91、ECCC Creep Conference, 21-23<br />
April 2009, Zurich<br />
[581] H. J. White:THE EFFECT OF AGING HEAT TREATMENTS ON THE<br />
MECHANICAL PROPERTIES OFNICKEL BASED SUPERALLOYWELD METAL、<br />
Welding & Fabrication Technology for New Power Plants、First International Conference<br />
Sanibel Harbour Resort & Spa、June 22-24, 2009<br />
[582] Special Metal:INCONEL®alloy617、www.specialmetals.com ,Publication Number<br />
SMC-029 ,2005(Mar05) (カタログ,数値データ提供)<br />
[583] Special Metal:INCONEL®alloy625、www.specialmetals.com ,Publication Number<br />
SMC-063 ,2006(Jan06) (カタログ,数値データ提供)<br />
[584] PAUL LARRY;Weld Overlay Materials for Extending the Life of Boiler Tubes in Coal<br />
Fired Power Plants , NACE Int Corros 2008 Conf Expo、Paper08442.<br />
[585] J. A. Siefert, J. M. Sanders, J. M. Tanzosh, W. F. Newell, Jr. and J. P. Shingledecker:<br />
DEVELOPMENT OF EPRI P87 SOLID WIRE、Welding & Fabrication Technology for<br />
New Power Plants、First International Conference Sanibel Harbour Resort & Spa、June<br />
22-24, 2009<br />
[586] Zhuyao Zhang, Graham Holloway, Adam Marshall:Properties of T/P92 Steel<br />
Weld Metals for Ultra Super Crtitical (Usc) Power Plant、ECCC Creep<br />
Conference, 21-23 April 2009, Zurich.<br />
[587] 森本裕、長谷川泰司:高強度継手の試作とクリープ強度評価結果について、鉄<br />
鋼材料の革新的高強度・高機能化基盤研究開発プロジェクト、第 1 回シンポジュ<br />
ーム講演予稿集、2009.4.14、p79<br />
- 136 -<br />
- 136 -
表Ⅱ.1.2.2-1 AD700 プロジェクトにおける WPS 詳細(再掲) [300]<br />
表Ⅱ.1.2.2-2 欧州/USC プラント製造に必要な部材毎の溶接技術 (再掲)[300]<br />
部 材 必要項目<br />
SH/RH チューブ 突合せ溶接、GTAW、冷間曲げ<br />
ヘッダ、piping 突合せ溶接、ルートパス GTAW 溶接+残り SMAW,SAW<br />
ノズルの溶接<br />
完全溶込み溶接、ルートパス GTAW(no-filler 自動内面溶接)+残り SAW、溶態化熱処理兼<br />
誘導加熱曲げ加工<br />
Membrane walls チューブ-フィン,SAW 完全溶け込みおよび部分溶け込み<br />
[300] Quirong Chen, George Nikolaus, Josef Heinemann, K.Maile, A.Klenk,: Behavior of new pipe steels and<br />
their welds in modern high efficiency power stations with high steam parameter:5th International Conf. on<br />
Advances in Materials Technology for Fossil Power Plants, Oct.3-5,2007, Florida<br />
- 137 -<br />
- 137 -
表Ⅱ.1.2.2-3(a) 溶接施工・溶接材料検討状況(その1)<br />
No 母材 成分系 溶接材料・溶接施工検討結果の概要<br />
1 UNS 55Ni-22Cr- 106)共金ワイヤを用いた狭開先 TIG(10゜,RG=5,25.4t)で無欠陥側。曲げ試験も良好。Al、Ti は0.95%、<br />
N06617 13Co-9Mo-Al 0.88%の高歩留まりであった。 引張強度はほぼ母材と同程度であるが、RT 及び 700℃では WM 破<br />
(Alloy617)<br />
断した。いずれも ASME 要求値より十分高い。<br />
300) Butt 溶接:Alloy617mod. PWHT 無しに、pipe、tube の突合せ溶接(GTAW,SMAW,SAW)は可能。<br />
Alloy740 pipe は GTAW のみ可能(+析出硬化処理) 、<br />
ヘッダ、ノズル溶接部:Alloy617mod のヘッダ/ノズルのフルペネ溶接は確性済み(Marko700)<br />
Membrane walls :Alloy617 を確性済み(Thermie、Marko700)、PT を実施。 WPS 作成<br />
555) 共金系ワイヤの HST(Hot wire switching TIG)法で1層 1 パスの健全な溶接が可能。<br />
2 CCA617 Ni-22Cr-11.5Co 1) orbitalTIG OK SMAW 困難,INCO52,INCO72,INCO622 の肉盛溶接 OK、ヘッダ、シ-ム、ガ-ス<br />
-9Mo-1Al 溶接のモデル作製、304H、T91 との異材継手も可能<br />
4) ヘッダの DEMO モデルを作成した。板材(50 ㎜ t)の周、長手溶接による胴の作成、チュ-ブの差込み<br />
継手、T91,Super304H,SUS304H 各チュ-ブ異材継手 全て問題なし。各材料共、溶接性、スエ-ジ加工、曲<br />
げ加工性に問題無し。<br />
7) tube の GTAW も良好、SAW も評価用継手作成、試験中。SMAW はスラグの問題で失<br />
敗。従来 617 系 SMAW は溶接可能。<br />
9) tube の orbital TIG OK。 厚手材の SAW OK SMAW は困難。<br />
87) Inconel177 ワイヤを用いた場合、割れ発生<br />
88) 共金溶材は未だ実用的で無い。冷間加工後、高温雰囲気に保持した場合、Super304H<br />
は比較的安定した硬さを示すのに対し、CCA617 は 760℃保持で著しい硬さの増加を生<br />
じた。前後の温度では硬化は起こらない。CCA617 は析出強化型では無いと考えられて<br />
いるが、析出物の調査が必要。<br />
88) (2”,50mmt)を SAW、SMAW で継手作製。 マッチング溶材は未だ実用段階で無い。 冷<br />
間加工後、760℃保持で著しい硬さの増加を生じた。前後の温度では硬化は起こらない。<br />
析出強化型では無いと考えられているが、析出物の調査が必要。<br />
89) 50mmt/突合継手を SAW、SMAW で実施中。チュ-ブを R=3,5,7”の冷間曲げ、R=3”の冷間曲げ+2”<br />
の熱間曲げ試験を実施、いずれも問題無し。冷間引き抜き加工 外径で 1/8”(3.1 ㎜)の減少(Type347<br />
チュ-ブの最大減少量相当)し、通常の溶体化熱処理をしたもの、歪み誘起脆化感受性を評価するためゆ<br />
っくり加熱した物の 2 種類を作製したが、割れ等なんら異常は発生無し。<br />
92) 720℃、300bar を目標とする GTAW、SAW、SMAW を検討 WM も高クリ-プ強度、良好な耐酸化<br />
特性を必要とする。Al に関係する析出物(γ')により、良好な特性が維持されているので、Al 量の下<br />
限値が重要。溶材は共金系だが、AWS,EN 規格では Ti、Al 下限値を規定していない。これらが少量<br />
過ぎると特性が完全に異なってくる。C,Al 量の異なる 3 種の 617 用被覆ア-ク溶接金属の引張り,衝<br />
撃,高温引張特性を見ると、高 C(0.12)低 Al(0.19)WM が最も高強度、低じん性であり、C,Al の影<br />
響が出ている。 高温引張り特性及び衝撃特性に、標準 Ni617(0.04C-0.69Al) 及び<br />
Mod.Ni617(0.05C-1.41Al)の差はない。合金 617mod.溶接材料を用いた GTAW、SMAW、SAW 水平<br />
配管周継手(GTAW 裏波+SMAW)、tube 水平,垂直,固定 Welding Procedure Qualification test として、継<br />
手引張り試験(室温及び高温)、表、裏曲げ、衝撃試験(WM 及び HAZ)、ミクロ、マクロ組織を実施.。<br />
層間温度≦150℃、1 層当たり厚さ≦3 ㎜に管理、外観形状に問題無し。<br />
96) 622 合金、52 合金で肉盛、230 合金は肉盛なし 現地半自動溶接 625 で可能<br />
112) UTP 社の情報を基に与えられた共金系被覆ア-ク溶接を検討したが、溶接士がスラグの流れを制<br />
御する作業性の問題で適用困難と判断。<br />
250) SMAW に若干問題あり。 [Inconel617 では高温割れ、CCA617 共金 SMAW では スラグ<br />
流れ制御必要]<br />
- 138 -<br />
- 138 -
表Ⅱ.1.2.2-3(b) 溶接施工・溶接材料検討状況(その2)<br />
No 母材 成分系 溶接材料・溶接施工検討結果の概要<br />
3 Alloy263/ Ni-20Cr-19.5Co<br />
-6Mo-2Ti<br />
4 Alloy740 Ni-24.5Cr-19..5<br />
5 UNS N06625<br />
(Alloy625)<br />
6 UNS N06230<br />
(Haynes230)<br />
Co-2Nb-1.5Ti<br />
Ni-22Cr-9Mo-3.<br />
5Nb<br />
Ni-22Cr-14W-2<br />
Mo-La<br />
7) SAW は失敗、一時的に SAW は中断。<br />
9) SAW でAl,Ti 量を半分に減少し、割れは無く無欠陥。但し SAW の実用化には特殊ワイヤが必要。<br />
この種の合金に SAW の適用は放棄。SMAW は困難。<br />
34) GTAW INC Filler Metal 740,NIMONIC Filler Metal 263 で溶接可能。高強度が必要なら、溶接<br />
金属も析出強化が必要。補修溶接が必須であり、脆化時効材の補修溶接試験を実施中。<br />
87) Nimonic263 用ワイヤを用いた TIG 溶接で、HAZ 割れ発生、Inconel740 用ワイヤでは mockup 試験も<br />
含め、HAZ,WM 共に割れ無し。但し、素材チャ-ジ異なリ、N 数を増し調査が必要。又、Ar+25%He<br />
で作製した継手は 2T 曲げ合格に対し、Ar100%で作成した場合、HAZ に割れ発生し不合格。<br />
88) 内圧クリ-プ試験体作製で、Haynes230 製キャップの取付け溶接(異材継手)にNimonic263 を用いてい<br />
る。ホットワイヤ TIG 法で 1.75”の施工法確立。溶接後時候処理した材料の ASME Sec.Ⅸよる曲げ試験<br />
合格。3”まで拡大中。ミクロ割れ感受性が、ロットにより異なる。成分規制が必要。<br />
89) ホットワイヤ TIG 法で 1.75”の施工法確立。溶接後時候処理した材料の ASME Sec.Ⅸよる曲げ試験<br />
合格。3”まで拡大中、断面の板厚中心より上半分側に微細割れが認められたが、この部分に拘束<br />
が強くなるためである。溶接金属の時効材は延性が低く、割れが無くても曲げは不合格となる。<br />
延性対策として、Nimonic263 ワイヤを用いた試験を確認中。<br />
91) 6.4㎜t の突合せ溶接を2.4㎜Φの共金ワイヤを用い手動GTAWで実施、 185A、14V、2~4ipm(50<br />
~100 ㎜pm),100%Ar<br />
112) Lincolun がパルスミグ溶接法検討。ミクロ割れ発生し低入熱下しても、パス数が増え、却ってミ<br />
クロ割れ増加。開先形状を変更、速度低減、積層厚さを高くすると割れは減るが皆無でない。15.8t<br />
に Hot-wierGTAW を適用、ミクロ割れは大幅に減少。 Special Metal 社 ミクロ割れ防止に成分の<br />
見直しを検討 C、Nb、Ti,Al 量 見直しでは割れ防止できていない。 Ti/Al 比、B 量を検討す<br />
る。<br />
250) IN740 の厚肉溶接は、チャレンジが必要。現在も続行中。<br />
市販共金系溶接材料有り(TIG、SMAW)。<br />
1)SAW は失敗。適用を放棄 パルスミグ OK、薄手材の手動 TIG、チュ-ブの SMAW 問題なし。INCO52,<br />
INCO72,INCO622 の肉盛溶接<br />
7) SAW は失敗、一時的に SAW は中断。 75 ㎜t をパルス MIG 溶接可能。U-bends もproduction equip.<br />
で実施、ひずみ量 15,20,35% 再結晶、析出硬化、転位挙動等を明らかにする必要がある。<br />
9) WM に再熱高温割れが発生し SAW は失敗。この種の合金に SAW の適用は放棄。Pulse GMAW<br />
OK。薄手材の手動 TIG も OK。tube の SMAW も○<br />
88) 溶接割れの点で SAW は難しく、開発をギブアップ。冷間曲げ加工量の大きいとクリ-プ変形が大<br />
きく、加工量でクリ-プ損傷に相違が認められた。<br />
89) U-曲げ試験 外表面歪み(OFS)33%,20%の 2 条件、775℃,5600psi で実施(ASME code の上<br />
限値以上の加工歪み量)。33%材ではキャビテ-ションが激しく再結晶も生じている。しかし、キャビテ-ション<br />
は再結晶が進んでいる所から発生するとは限らない。一方、20%材では試験片端部の歪み量の多<br />
い箇所でのみわずかな再結晶が進み、キャビテ-ションは殆どない。冷間曲げに関する現行 code は<br />
Haynes230 に対し conservative、上限 20%が妥当<br />
250) PulseMIG 溶接法を確証。<br />
- 139 -<br />
- 139 -
表Ⅱ.1.2.2-3(c) 溶接施工・溶接材料検討状況(その3)<br />
No 母材 成分系 溶接材料・溶接施工検討結果の概要<br />
7 HR6W Ni-23.5Cr-24Fe-6W 1) INCONEL82、617 用溶材を用いた TIG、SMAW はOK、共金系溶接材料困難,INCO52,<br />
8 TEMPALOY<br />
CR30A<br />
9 UNS N08120<br />
(Alloy HR-120A)<br />
Ni-30Cr-2Mo-Ti,<br />
Zr,B<br />
Ni-26Cr-35Fe-0.5<br />
Nb<br />
INCO72,INCO622 の肉盛溶接 OK<br />
7) U-bends もproduction equip.で実施、ひずみ量 15,20,35% 再結晶、析出硬化、転位挙動等<br />
を明らかにする必要がある。<br />
9) INC82,INC617 用溶接材料を用いた tube 材の TIG、SMAW ○<br />
共金系溶接材料は困難<br />
68) WM、HAZ の凝固割れ性 617 より遥かに良好、316H よりやや劣化。高温加工は 1200℃<br />
以下で可<br />
87) SMAW は溶接作業性不良。TIG ワイヤは強度不足<br />
96) 622 合金、52 合金で肉盛、230 合金は肉盛なし 現地半自動溶接 625 で可能<br />
112) matching 溶接材料は難しい。<br />
250) In82/GTAW, In182/SMAW、In617/GTAW,SMAW OK<br />
402) エディストン No.1 ボイラにおいて実地試験された結果が報告され、問題なし。溶<br />
接部も評価されたが詳細不明。<br />
文献調査では該当なし<br />
10 NCF 800HT<br />
(Alloy800H)<br />
33Ni42Fe-21Cr 文献調査では該当なし。市販溶接材料有り(TIG、SMAW)。<br />
11 UNS N08811<br />
(Alloy800HT)<br />
33Ni42Fe-21Cr 文献調査では該当なし。市販溶接材料有り(TIG, SMAW)。<br />
12 Alloy C276 Ni-16Mo-15Cr 文献調査では該当なし<br />
- 140 -<br />
- 140 -
表Ⅱ.1.22-3(d) 溶接施工・溶接材料検討状況(その4)<br />
13 火 SUS310J3TB<br />
Fe-22Cr-19Ni-1<br />
対象から除外<br />
(SAVE25)<br />
.5W-4Cu<br />
14/1 Alloy174/<br />
25Ni-22Cr-W-C 34) 41.4Φ、8t、50m の実規模大チュ-ブを製作、溶接性良好。異種材料との接合性、機械特性を<br />
5 Sanicro25<br />
o-CuNb 考慮し、溶接材料として INCONEL alloy 617 を選択。<br />
16 火 SUS310J2TB 22Cr-25NI-1.5 TIG、SMAW 溶接材料有り<br />
(NF709/NF709R) Mo-Nb-B-N<br />
17 火 SUS310J1TB 25Cr-20Ni-Nb- 既存溶接技術対応可、高入熱は高温割れが課題<br />
( HR3C)<br />
V<br />
18 UNS S31060 低Si-23Cr-11Ni<br />
(NAR-AH-4) -0.2N-B<br />
19 火 SUS347J1TB 18Cr-9Ni-2W- 411)共金系 TIG、SMAW 溶接材料を開発。完全γ系でも高温割れ発生せず。原因不明。高温引張<br />
( XA704)<br />
Nb-V-N 耐力強度はいずれも母材と同等以上、クリープ強度も母材と同等の破断時間を示した。<br />
20 TP347HFG 18Cr-10Ni-Nb 429,433)SUS347HTB の TIG 溶接部を評価、溶接材料に共金系を使用して良好な溶接部を得た。<br />
特性も良好であった。母材と同等以上の強度を持つ Ni 基溶接材料と組み合わせて良好な特性<br />
を得ることが出来る。高温割れはγとδ安定化元素のバランスに配慮し、不純物の低減、低入<br />
熱溶接の採用、層間温度の制御により防止。<br />
21 火 SUS304J1HTB 18Cr-9Ni-3Cu- 1) ObitalTIG OK、INCO52,INCO72,INCO622 の肉盛溶接 OK<br />
(Super304H) Nb-N<br />
7) GTAW は良好、自動 GMAW による tube の溶接は失敗。<br />
9) tube のorbital TIG OK<br />
89) チュ-ブを R=3,5,7”の冷間曲げ、R=3”の冷間曲げ+2”の熱間曲げ試験を実施、いずれも問<br />
題無し。<br />
434) SUPER304H 鋼管の特性、利用状況、規格化等について解説、Cu、Nb,N の最適化によりクリ<br />
ープ特性、耐食性、組織安定性が向上。溶接材料は共金系材料を開発、Mn と N 量を適正化し<br />
て耐高温割れ性、高能率溶接性、母材並みのクリープ強度を実現。<br />
22 火 SUS309J14HTB<br />
(TEMPALOY A-3)<br />
22Cr-15Ni-Nb 既存溶接技術対応可<br />
23 火 SUS321JJ2HTB 18Cr-10Ni-3Cu 既存溶接技術対応可<br />
(TEMPALOY AA-1) -Ti-Nb<br />
24 火 SUS321J1HTB 18Cr-10Ni-Ti 307) 16-8-2 溶接金属の特長:E308H と E316H の中間成分を持ち、どのオーステナイト系 SUS 鋼に<br />
(TEMPALOY A-1) -Nb<br />
も適合可能。16-8-2 は 800℃まで良好な特性を持つ。石油会社では、高温高圧下の<br />
304H,316H,321H,347H 合金 pipe の溶接に実用。従来オーステナイト系 SUS の弱点を①Mo を約<br />
1.8%に制限し、破断延性が向上、熱疲労問題が軽減する。②B,Nb,P,Ti,V 量の正確な制御で、高温<br />
延性の確保、高温クリープ特性の向上、高温高圧下での問題を防止している。高温までは他の材<br />
料と変わらないが、高温では他のオーステナイト系を凌駕する(YP,EL、RA)。特にクリープ強度。<br />
TP316Cb(新SUS)に 316 系溶材を適用し割れの問題が発生したが、16-8-2 に替え溶接ができた。<br />
公称成分 15.5Cr、8.5Ni、1.5Mo、フェライト No. 2~5FN、他のオーステナイト系溶接材料では FN<br />
を管理するのに溶接施工法の管理が必要だが、16-8-2 の FN 許容範囲が広く施工管理も容易。経<br />
験的には、1~2FN でも良い。(ミクロ割れ抵抗、E16-8-2 では 0.7~1.2FN で良好。ソリッドワイヤで<br />
も、0.5~-1.5FN で良好)。16-8-2 の Mod.、制御成分(CRE) 継手クリープ強度 (Fig.5、Fig. 6)<br />
CRE 材は著しくクリープ特性が向上する。<br />
25 X3CrNiMoN17-13 (16Cr-12Ni-2<br />
Mo-N)<br />
既存溶接技術対応可<br />
- 141 -<br />
- 141 -
表Ⅱ.1.2.2-3(e) 溶接施工・溶接材料検討状況(その5)<br />
26 VM12 Fe-11.5Cr-1.5W-1.5Co 299)12%Cr 鋼/VM12-SHC 用溶接材料:GTAW、SMAW 有り。溶接材料の強度は十分<br />
27 AbeAlloy/<br />
9Cr-3W-3Co<br />
高いが、じん性は 40J 程度であり、9-10%Cr 鋼用に比べて低い。しかし、最小要求値<br />
は 27J なので十分である。Ac1 は 800℃なので、PWHT は 770℃が良い。<br />
9Cr-3W-3Co 320) B 含有量の異なる 9Cr-3W-3Co-VNb 鋼(25 ㎜ t)を試作、Inconel 82(クリープ強<br />
度が母材より高い為。)による TIG 溶接継手を作成、機械試験結果 良好。高 B 含有<br />
28 低<br />
C-9Cr-2.4W-1.<br />
8Co<br />
低 C-9Cr-2.4W-1.8Co<br />
鋼であるにもかかわらず、Ni 基溶接材料を用いた溶接が可能である。<br />
既存溶接技術可、ただし、typeⅣクラックが課題<br />
29 X20CrMoVNi1<br />
1-1<br />
12Cr-Mo-V 既存溶接技術可、ただし、typeⅣクラックが課題<br />
30 Grade122 12Cr-2W 既存溶接技術可、ただし、typeⅣクラックが課題<br />
31/32 Grade911 9Cr-1Mo-1W-Nb 既存溶接技術可、ただし、typeⅣクラックが課題<br />
33 Grade91 9Cr-1Mo-1W-Co 既存溶接技術可、ただし、typeⅣクラックが課題<br />
34 Grade92 9Cr-1.8W 299) P92:760℃、2h の PWHT 後、硬さは HV250.(AW では 400HV)。溶接<br />
後の残留応力が少なく、低温割れの危険性も減少。マルテンサイト系では、<br />
SMAW、SAW で41J 以上の衝撃特性を得る範囲は広くない。Mf 点(約 150℃)<br />
以下(少なくとも 100℃)に下がってから PWHT を始めること。水素割れ<br />
防止には 250-300℃、2-3h の後熱が必要。<br />
35 T24 2.4Cr-1Mo 既存溶接技術可<br />
36 T23 2.25Ct- 既存溶接技術可<br />
37 13CrMo4-5 1Cr-0.5Mo-Co- 不明<br />
38 USC141 Ni-20Cr-10Mo-1.6Ti-1.1 410)USC141 の TIG 溶接性評価、溶接材料は NIMONIC263. 溶接部は健全であり、側曲げ<br />
Al<br />
で割れ無し。750℃で高温引張およびクリープ試験を実施、 破断は溶接金属で生じた<br />
が、Alloy617 より高強度、1000 時間クリープ破断強度も Alloy617 を上回った。さら<br />
にクリープ継続中<br />
39 SAVE12 改良 12Cr-W-Co-V-Nb-N 1) Gr12 を用いた TIG OK 共金系溶接材料困難<br />
(SAVE12 の<br />
9) Grade92 用溶接材料を用いた TIG ○ 共金系溶接材料は困難<br />
報告)<br />
87) TIG 用共金ワイヤを開発、2”ODx0.4”t チュ-ブの突合せ溶接で確認した。高温の PWHT<br />
が必要<br />
88) SAW 用 flux 開発中,2”ODx0.4”t のチュ-ブに共金ワイヤを用い、手動 TIG 裏並み溶接<br />
を実施。HR6W(2”ODx0.4”t のチュ-ブ)の異材継手を Inc82 による手動 TIG 溶接で実施。<br />
13.78”ODx2.3”t SAW 用 flux 開発中 2”ODx0.4”t のチュ-ブに SAVE12 用ワイヤを用い、<br />
手動 TIG 裏並み溶接を実施。HR6W(2”ODx0.4”t のチュ-ブ)の異材継手を Inc82 による<br />
手動 TIG 溶接で実施<br />
89) 13.78”ODx2.3”t SAW 用 flux 開発中。 2”ODx0.4”t のチュ-ブに SAVE12 用ワイヤ<br />
を用い、手動 TIG 裏並み溶接を実施。歪み加工した Tapered チュウブ 1400F の暴露試験を<br />
実施、76hrs では再結晶観察されず。190hrs 歪み量 35%OFS で再結晶が顕著、再結晶<br />
に伴い軟化する。(歪み加工まま:30HRC(286HB)⇒再結晶部 83HRB(159HB))。500hrs:<br />
17.5%OFS でもマクロ組織観察で再結晶が分かる。硬さは 94HRB(205HB)<br />
112) SAW におけるア-クの不安定性問題を調査中。2.3"t 共金系 FCAW を2 度試験。<br />
1 回目はビ-ド表面を清掃したにも拘らず RT で不合格。FL のスラグ巻き込みあり。2<br />
回目は RT 合格、側曲げ試験不合格。 明瞭な欠陥無く、延性不足。溶接金属の特性<br />
評価必要<br />
250) Save12:Gr92/SMAW,GTAW OK<br />
- 142 -<br />
- 142 -
表Ⅱ.1.2.2-3(f) 溶接施工・溶接材料検討状況(その6)<br />
No 母材 成分系 溶接材料施工技術に関する概要<br />
新規材料 9Cr-B 系<br />
共通 USC 合金<br />
共通 USC 合金<br />
共通<br />
共通<br />
オーステナイト系ス<br />
テンレス鋼<br />
高Cr系フェライト<br />
マルテンサイト系<br />
303) 含B9Cr-3W-3Co-VNb 鋼(25 ㎜ t)-Inconel 82 による TIG 溶接継手。 側曲げ試験:FL、HAZ<br />
に欠陥は検出されず。<br />
引張試験 :RT、923K(650℃)共に母材破断、0.2%耐力 270-290MPa、、衝撃試験 :母材、FL、<br />
HAZ いずれも 20~40J/cm2(25~50J)<br />
4) SAW は高能率施工なので好まれるが、Ni 基合金には適用不可。<br />
7) USC 合金(Haynes230, Inc740,HR6W,CCA617,Super304H)に Inc52, Inc72, Inc622 で tube 断面に肉盛溶<br />
接は可能。<br />
88) 時効硬化した母材の溶接時の割れ発生調査が必要 。SAW は全ての Ni 基合金に適用できそうに無<br />
い。特に Haynes230、Inc740 は割れの点で難しく、2 合金には開発を断念。<br />
300)溶接材料の認可と監視は第三者機関でなされる。溶接材料の試験範囲は EN<br />
規格に定義されており、少なく共、3 バッチの試験が必要。<br />
第一ステップ:長時間特性、室温での短時間特性(化学成分、機械的性質)<br />
第二ステップ:異なる姿勢(1G~4G)での同材、異材継手<br />
短時間、長時間の完全なデータが揃えば、<br />
第三者機関は、材料特性データの入った製品スペックを用意する。<br />
同等の試験をプラント製造者が実施、テスト結果が必要な結果を含んでいれば、プ<br />
ラント製造者は製造認可を取得する。<br />
溶接材料及びプラント製造者の qualification 資料はブラント所有者に認可の為提出<br />
される。<br />
溶接金属の高温割れ、<br />
HAZ 細粒域の typeⅣクラック<br />
- 143 -<br />
- 143 -
表Ⅱ.1.2.2-4 ニッケル合金のレーザー溶接性評価材料[433]<br />
- 144 -<br />
- 144 -
図Ⅱ.1.2.2-1 ニッケル合金のレーザー溶接性評価結果[433]<br />
[433] K. Newton, G. Cirieleison, H. White, D. Metzler, C. Bridge;Laser Weldability of Nickel and Cobalt Based<br />
Alloys、Welding and Repair Technology for Power Plants, 8th International Conf., June 2008, Fort Myers, FL.,<br />
USA.<br />
- 145 -<br />
- 145 -
図Ⅱ.1.2.2-2 HST (Hot wire Switching TIG)溶接法による Alloy617 の高能率溶接部断面と溶接部のク<br />
リープ破断強度<br />
図Ⅱ.1.2.2-3 HR6W の HST 法による溶接部のクリープ破断強度<br />
[555] 佐藤恭:A-USC ボイラの実現を支える材料と加工技術、NEDO 鉄鋼材料の革新的高<br />
強度・高機能化基盤研究開発プロジェクト、第 1 回シンポジューム講演予稿集、2009.4.14、p65.<br />
- 146 -<br />
- 146 -
図Ⅱ.1.2.2-4 レーザ溶接継ぎ手のマクロ形状<br />
[560] 張 旭東、芦田栄次、多羅沢湘、安間勇介、岡田昌<br />
哉:狭開先レーザ溶接部に生ずる溶接欠陥とその防止に関<br />
する検討-狭開先レーザ溶接技術の開発(第2報)-、溶接<br />
学会全国大会講演概要 第 85 集(2009-9)p180.<br />
図Ⅱ.1.2.2-5 クリープ時の in-situ 陽電子消滅測定装置[436]<br />
[436] 鉄鋼材料の革新的高強度・高機能化基盤研究開発研究体(JRCM)、白井泰治、伊藤和博;クリー<br />
プ損傷高温その場測定陽電子寿命スペクトロメータ、CAMP-ISIJ、Vol.21(2008),1073<br />
[564] 白井泰治:陽電子消滅寿命測定法の高精度化・高度化と測定スペクトル解析ソフトの開発、鉄鋼<br />
材料の革新的高強度・高機能化基盤研究開発プロジェクト、第 1 回シンポジューム講演予稿集、<br />
2009.4.14、p67.<br />
- 147 -<br />
- 147 -
図Ⅱ.1.2.2-6 マルテサイト系ステンレス鋼の電磁気共鳴法によるクリープ損傷の予測手法<br />
[434] 大谷俊博、YIN Fuxing、鎌田康寛;マルテンサイト系ステンレス鋼のクリープ損傷のミクロ損傷<br />
解析と非破壊評価、高温強度シンポジウム前刷集 Vol.45<br />
図Ⅱ.2.2.1-7 仏国Fessenheim 原子力発電所の溶接部 FAC の状況[575]<br />
[575] R. Viswanathan, D.W. Gandy and S.J. Findlan: Temperbead Welding of P-Nos. 4 and 5 Materials, EPRI<br />
TR-111757, December 1998.<br />
- 148 -<br />
- 148 -
図Ⅱ.1.2.2-8 HAZ のクリープ損傷の修復の原理[438]<br />
[438] F. Sakata, A. Shiibashi, M. Ozaki, N. Nishimura, M. Kobayashi, K. Takeuchi and H. Tezuka, A New Heat<br />
Treatment Technology for On-Site Life Extension of High Energy Pipe Weldments Degraded by Creep<br />
Damage, Welding and Repair Technology for Power Plants, 8th International Conf., June 2008, Fort Myers, FL.,<br />
USA<br />
- 149 -<br />
- 149 -
図Ⅱ.1.2.2.1-9 炭素鋼の石炭灰腐食に及ぼす Cr 量の影響[579]<br />
[579] J. Haake, Diode Laser Cladding High Performance Materials for Fossil and Nuclear Energy Power Generation<br />
System, Paper No. 9, Welding and Fabrication Technology for New Power Plants: First International<br />
Conference, June 22-24, 2009, Fort Myers, FL, USA.<br />
表Ⅱ.1.2.2-5 補修溶接施工方法(再掲)<br />
296<br />
補修溶接施工法<br />
補修溶接は新規プラント用に開発された施工要領を用いて既稼動プラントにも用いられる。<br />
取締機関や検査手法に目的に適合している事を満足させられる限り、補修溶接に多くのオプションが適用できる融通性がある。<br />
275 補修溶接法には通常補修溶接法とPWHT省略補修溶接法 or 完全補修溶接と部分補修溶接 に分けられる。<br />
296 米国規則は数多くの異なるPWHT省略方法の有用性と共に、cold weld repair法について特に焦点を当てている。<br />
255<br />
英国電力産業では、PWHT適用が困難な箇所にコールド補修溶接法("Cold Weld" Repair)を用いPWHT省略施工を実施( 540~560℃で稼動する<br />
255<br />
275<br />
275<br />
CrMoV鋳鋼部材に適用)<br />
CrMoV共金系溶接材料使用コールド補修溶接法<br />
利点 : UTによる溶接部の検査が容易。稼動中の残留応力低減速度が速い。<br />
欠点 : 低温割れ対策(水素量
表Ⅱ.1.2.2-6(a) 溶接材料整備状況(その1)<br />
No 母材 成分系<br />
1 UNS N06617 55Ni-22Cr-13Co-<br />
(Alloy617) 9Mo-Al<br />
2 CCA617 Ni-22Cr-11.5Co-<br />
9Mo-1Al<br />
3 Alloy263/ Ni-20Cr-19.5Co-<br />
6Mo-2Ti<br />
4 Alloy740 Ni-24.5Cr-19..5C<br />
o-2Nb-1.5Ti<br />
5 UNS N06625 Ni-22Cr-9Mo-3.5<br />
(Alloy625) Nb<br />
6 UNS N06230 Ni-22Cr-14W-2<br />
(Haynes230) Mo-La<br />
7 HR6W Ni-23.5Cr-24Fe-6<br />
W<br />
8 TEMPALOY<br />
CR30A<br />
9 UNS N08120<br />
(Alloy HR-120A)<br />
10 NCF 800HT<br />
(Alloy800H)<br />
11 UNS N08811<br />
(Alloy800HT)<br />
Ni-30Cr-2Mo- ○<br />
Ti,Zr,B<br />
Ni-26Cr-35Fe-<br />
0.5Nb<br />
33Ni42Fe-21Cr ○<br />
33Ni42Fe-21Cr ○<br />
12 Alloy C276 Ni-16Mo-15Cr<br />
13 火 SUS310J3TB<br />
(SAVE25)<br />
14/ Alloy174/<br />
15 Sanicro25<br />
16 火 SUS310J2TB<br />
(NF709/NF709R)<br />
Fe-22Cr-19Ni-1.5<br />
W-4Cu<br />
25Ni-22Cr-W-Co<br />
-CuNb<br />
22Cr-25NI-1.5M<br />
o-Nb-B-N<br />
- 151 -<br />
溶接方法<br />
GTAW SMAW SAW GMAW FCAW LBW<br />
CCA617<br />
○ 250,297,300<br />
In740○ 250,30<br />
0,304<br />
CCA617△要スラグ<br />
流れ制御 250 、<br />
○ 300 ,<br />
In117×(割れ) 250<br />
In740 ×<br />
(HAZ 割れ) 303<br />
CCA617○<br />
250, 300<br />
In740×<br />
HAZ,WM<br />
割れ) 250,303<br />
○ ○ △ △<br />
In740×<br />
(ミクロ割れ)<br />
H230○ 250 H230○ 250 H230× 250 H230○ 250<br />
In82○ 250 ,<br />
In617○ 250 ,<br />
HR6W× 250<br />
○ ○<br />
17 火 SUS310J1TB 25Cr-20Ni-Nb- ○<br />
( HR3C) V<br />
18 UNS S31060 低 Si-23Cr-<br />
NAR-AH-4) 11Ni-0.2N-B<br />
19 火 SUS347J1TB 18Cr-9Ni-2W- ○ ○<br />
XA704) Nb-V-N<br />
20 TP347HFG 18Cr-10Ni-Nb ○ ○<br />
In82○ 250 ,<br />
In617○ 250 ,<br />
HR6W× 250<br />
- 151 -<br />
250<br />
○:溶材有り<br />
EBW<br />
液相拡<br />
散接合
表Ⅱ.1.2.2-6(b) 溶接材料整備状況(その2)<br />
No 母材 成分系<br />
21 火 SUS304J1HTB<br />
(Super304H)<br />
22 火 SUS309J14HTB<br />
TEMPALOY A-3<br />
23 火 SUS321JJ2HTB<br />
TEMPALOY AA-1<br />
24 火 SUS321J1HTB<br />
(TEMPALOY A-1)<br />
18Cr-9Ni-3Cu-<br />
Nb-N<br />
22Cr-15Ni-<br />
Nb<br />
18Cr-10Ni-3<br />
Cu-Ti-Nb<br />
18Cr-10Ni-Ti<br />
-Nb<br />
25 X3CrNiMoN17-13 16Cr-12Ni-2M<br />
o-N<br />
26 VM12 Fe-11.5Cr-1.5<br />
W-1.5Co<br />
27 AbeAlloy 9Cr-3W-3Co ○<br />
28 低C-9Cr-2.4W-1.8Co 低<br />
C-9Cr-2.4W-<br />
1.8Co<br />
29 X20CrMoVNi11-1 12Cr-Mo-V<br />
30 Grade122 12Cr-2W ○<br />
31/<br />
32<br />
Grade911 9Cr-1Mo-1W<br />
-Nb<br />
- 152 -<br />
溶接方法<br />
○:溶材有り<br />
GTAW SMAW SAW GMAW FCAW LBW<br />
EBW<br />
S304H<br />
S304H SAVE12<br />
○ 250,297<br />
○<br />
○<br />
○<br />
○ ,<br />
770℃2h 299,<br />
300<br />
○<br />
○ ○<br />
○ ,<br />
770℃2h 299,30<br />
0<br />
○ ,<br />
770℃2h 299,3<br />
00<br />
○ 250<br />
33 Grade91 9Cr-1Mo-1W<br />
-Co<br />
○ ○ △ ○NT 処理<br />
34 Grade92 9Cr-1.8W ○ ○ , △ ,<br />
760℃2h 299<br />
35 T24 2.4Cr-1Mo ○ ○ ○<br />
36 T23 2.25Ct- ○ ○ ○<br />
37 13CrMo4-5 1Cr-0.5Mo-<br />
Co-<br />
38 USC141 Ni-20Cr-10Mo<br />
-1.6Ti-1.1Al<br />
39 SAVE12 改良 12Cr-W-Co-V-<br />
Nb-N<br />
Gr92○ 250<br />
、<br />
SAVE12○<br />
250<br />
Gr92○ 250 、<br />
SAVE12○ 25<br />
0<br />
- 152 -<br />
760℃2h 299<br />
○ 250<br />
液相拡<br />
散接合
1.2.3 溶接部、配管等の強度低下に関する調査<br />
対象とする損傷モードは、脆性破壊、延性破壊、クリープ、疲労、(高温)腐<br />
食である。A-USC を対象としたこれらの諸特性について、1.2.2 項と同じく文献検<br />
索を行なうとともに、EPRI、NEDO プロジェクトの報告会、ECCC、鉄鋼協会等<br />
における報告内容を調査した。<br />
米国、欧州におけるプロジェクトの結果については、昨年度までにおおよその<br />
成果は報告されており、材料の種類、特性調査結果ともに短期間に評価できるも<br />
のについては殆ど報告されてきている。<br />
また、平成19 年度から 5 年計画で実施されている NEDO のプロジェクト「鉄<br />
鋼材料の革新的高強度・高機能化基盤研究開発」の中での成果が報告された。<br />
この開発は基盤研究的なものが多く、クリープ特性のシミュレーション技術、劣<br />
化度の予測・測定技術、溶接技術に関する分野等に新たな進展が見られた[555,<br />
564-569, 572, 573, 587]。クリープ支配要因の検討、タイプⅣ損傷防止等に新知見<br />
が得られつつあるようである。<br />
一方で、<strong>経済産業省</strong>補助事業として「A-USC 技術開発」が平成 20 年度よりス<br />
タートし、材料の評価・技術開発が開始した。このプロジェクトは実際に候補材<br />
となる材料の製造性を含めて、その実現性を評価しようというものである。その<br />
対象となっている材料について、昨年度から一部報告が行われている[444-447,<br />
479]。<br />
以下に、本項においては、A-USC 候補材料について想定する損傷モードに関連<br />
する特性について、調査した結果について述べる。<br />
(1) 靭性<br />
常温での水圧検査、補修溶接後の検査時に脆性破壊の恐れがあるために靱性値<br />
が必要とされる。破壊靱性に関する知見は、ボイラー溶接部に関しては発表文献<br />
は見当たらずシャルピー試験による靭性について調査した。これまでの調査結果<br />
では、靭性低下が懸念されるのは、高 Cr 鋼の PWHT 温度に関係して焼き戻し温<br />
度が不適切な場合や、供用中の時効析出により脆化する場合である。<br />
Ni 基合金では、これまでの調査で Inconel 617, 230, 740 などの合金の母材で、時<br />
効脆化が顕著であることが分かってきた。溶接部についての情報はあまりないが、<br />
平成 20 年度に、エディストンボイラー中で 35 MPa、650℃、75,000 時間操業後の<br />
サンプル(Super304H, TP347HFG, NF709, Tempaloy A-3, HR3C, Tempaloy CR30A,<br />
17-14CuMo)が評価され報告された。Tempaloy CR30A は母材、HAZ、ボンド部<br />
で析出硬化が起こり、靭性が他のオーステナイト系ステンレス鋼に比べて低値と<br />
なることが報告された[422]。また、同じ暴露を受けた各種オーステナイト系ステ<br />
ンレス鋼は脆化はするものの概ね良好な靭性を維持していたのに対し、高 Cr の<br />
HR3C は硬化が生じて靭性が低下した(図Ⅱ.1.2.3-1(a)(b))。<br />
平成21 年度は、Alloy617 のノンフィラーのプラズマ溶接金属について 700℃<br />
1000 時間までの時効脆化試験を行い、そのハーフサイズのシャルピー衝撃衝撃結<br />
果が報告された。溶接ままでは 55 J あるのに対し 1000 時間保持では 20 J 以下に<br />
- 153 -<br />
- 153 -
なった。この原因は、時効により M23C6の生成に起因するものと報告された[588]。<br />
施工の影響として挙げられたのが、高温使用中の再結晶化、と歪時効による硬<br />
化である。これらは一部のオーステナイト系材料の延性と靭性を低下させること<br />
が述べられた[589]。<br />
また、高Cr 系鋼溶着金属の PWHT 温度が不適切な場合には靭性が低下するこ<br />
とが報告された。Mn+Ni 量を変えて Ac3 点を変化させて、強度および靱性に及ぼ<br />
す PWHT 温度の影響が検討され、Mn+Ni 量が 2.5%程度と高い場合には PWHT 温<br />
度が 760℃を超えると靱性が低下するが、Mn+Ni 量が 1.4%程度では FRESH マル<br />
テンサイトの他にフェライト相が生成するため靱性低下は起こらないとしている<br />
[562]。<br />
得られた知見をこれまでの調査結果と合わせて材料毎に表Ⅱ.1.2.3-1(a)(b)(c)に<br />
示す。<br />
(2) 強度・延性<br />
継手の強度・延性に関する報告は非常に少ない。図Ⅱ.1.2.3-2(a)(b)(c)は USC141<br />
の円周溶接継ぎ手(30φ×8 mmt)を TIG 溶接により作成し、曲げ試験と引張試<br />
験を行なった結果である。溶接のままで良好な曲げ延性を示し、750℃での引張り<br />
試験でも高い強度を有していることが示された。溶接材料は市販の NIMONIC 263<br />
用のものを使用したためか破断位置は溶接金属となったが Alloy617 よりも高い<br />
引張強さを示した[430]。Alloy617、625 系の Ni 基溶接金属は 750℃を超えると引<br />
張り強さが急激に低下し始めるので注意が必要である(図Ⅱ.1.2.3-3)[582, 583]。<br />
また、オーステナイト系ステンレス鋼については共金系溶接金属の開発により<br />
母材と同等の溶接継ぎ手強度を達成したことが報告された(図Ⅱ.1.2.3-4)[431 ,453,<br />
454]。この溶接金属の成分は母材よりも少し Ni を多くし、δフェライトが生成し<br />
ないように調整しており、TIG, SMAW 溶接金属の靭性も良好である。このよう<br />
に、素材にあった溶接材料を開発し、それに適合する溶接条件で溶接すれば、オ<br />
ーステナイト系ステンレス鋼の溶接継ぎ手は母材相当の良好な特性を付与できる<br />
ことが示された。<br />
(3) クリープ<br />
ECCC 会議に A-USC に関する DOE-OCOD のプロジェクトのこれまでのデータ<br />
が報告された。<br />
候補材料(ベースメタル)の各温度での 10 万時間の破断応力が整理され、高い<br />
順に Incone l740、CCA617、(Haynes230・617)、HR6W、オーステナイト系材料、<br />
9-12Cr との結果が示された(前出図Ⅱ.1.1.1-2)。特に Inconel 740 は回帰分析の結<br />
果 760℃10 万時間で破断応力が 111.5 MPa と A-USC の目標に会う唯一の材料との<br />
評価が示された[589]。<br />
また、施工の影響として、加工の影響があり、高温での動的再結晶と歪み時効<br />
による硬化が懸念される。これらは、延性と靭性を顕著に低下させる。許容でき<br />
る歪量は 700~730℃において、Alloy 230 で 20%、HR6W で 10%程度である[589]。<br />
- 154 -<br />
- 154 -
クリープのみを課題とした場合、Alloy 617 で 30%までの加工は許容できるとの報<br />
告もある[590]<br />
溶接強度低減係数については、Haynes 230 について示されており、適合する成<br />
分系の溶接材料を使用した TIG 溶接で、時間に殆ど関係なく 0.8 であることが示<br />
されている(図Ⅱ.1.2.3-5)[589]。<br />
オーステナイト系ステンレス鋼については TEMPALOY AA-1 及び TEMPALOY<br />
A-3 の報告があった。共金系溶接材料による TIG 及び被覆アーク溶接継手のクリ<br />
ープ試験結果では、母材の値と同等の値を示した[591]。<br />
フェライト系(マルテンサイト系)材料の溶接部についてはタイプⅣ損傷の機<br />
構解明と特性改善についていくつかの検討がなされ、溶接継手の特性も評価され<br />
た[592-596]。<br />
まず、P91 の TIG と被覆アーク溶接による共金系溶接継手のクリープ強度は<br />
600℃までは母材と同等の値を示すが、625℃以上(3000 時間保持)では、母材よ<br />
りも短時間で破断するようになる。破断位置は HAZ 細粒部と溶接金属である。<br />
溶接金属での破断は Laves 相の析出―粗大化によるものである。また、HAZ 細粒<br />
域での破断時間の低下の主原因も析出強化効果の低減によるものである[592]。<br />
この細粒部のタイプⅣ破断を防止するために B を添加する効果は、加熱時にせ<br />
ん断型の逆変態が生じ、粒界析出が残り強化機能が維持されクリープが抑制され<br />
るとしている[593]。この B を有効に活用するためには低窒素化材でも 100 ppm 程<br />
度の B 添加が必要であり溶接性が低下するが、Ni 基溶接材料等を使用することに<br />
より溶接性および溶接継手の特性は問題ないことが示された[594]。<br />
クリープ特性に関しこれまでに得られた知見をまとめて表Ⅱ.1.2.3-2(a)(b)(c)に<br />
示す。<br />
(4) 疲労・クリープ疲労<br />
これまでの知見では溶接継手の疲労寿命は母材に比べて短く、疲労サイクル時<br />
に最大引張応力時に保持をするクリープ疲労サイクルでは単純疲労よりも寿命が<br />
短いことが分かっている。<br />
また、P91, Alloy617, Super304H の母材での比較においては、P91 が耐熱ショッ<br />
ク性に最も強く、Alloy 617, Super 304H の順に続くと報告されている[250]。一方、<br />
溶接継手においては、P91 は TypeⅣ感受性が高く、選択的に、疲労亀裂が細粒域<br />
にずれて進展するとされる[314]。<br />
図Ⅱ.1.2.3-6(a)(b)(c)(d)は Mar-M247 と IN 718 の圧接部の疲労とクリープ疲労時<br />
の破壊の形態を検討した結果である(再掲)。単純疲労では軟質で疲労強度の小<br />
さい Mar-M247 で破断し、高応力のクリープ疲労の場合は接合界面、低歪応力の<br />
場合硬くて相対的にクリープ強度の低い IN 718 側で疲労が発生するとしている<br />
[429]。この例に見られるように、損傷や破壊は、異材溶接の場合や溶接材料がミ<br />
スマッチングの場合には使用する材料の最も弱い部分の特性に支配されるという<br />
ことと、マッチングしていない弱い部分に過剰の負担がかかる可能性も示してお<br />
り、実際に使用される条件下での十分な検討が必要と思われる。<br />
- 155 -<br />
- 155 -
図Ⅱ.1.2.3-7(a)(b)(c)は 700℃級 A-USC ボイラー候補材である Alloy263, Alloy617,<br />
Alloy230 及び HR6W のクリープ疲労特性を調査した結果で、全歪量が 0.7%, 1.0%<br />
の場合の破断に至る繰り返し数は Alloy 263 が最も大きいことが示された。また、<br />
歪保持時の影響は、HR6W, Allo 230 の寿命低下率が小さく Mod.9Cr-1Mo の程度で<br />
あるのに対し、Alloy263, Alloy617 合金の場合 SUS316 に近い低下率であり、わず<br />
かな歪で破断回数は 1/10 にまで低下するとの結果である[465]。<br />
平成21 年度には溶接継手に関する報告は多くはなかったが、Alloy 263 につい<br />
て疲労、クリープ疲労について詳細な検討が行われた[597, 598]。Alloy263 の 700℃、<br />
750℃での単純な疲労破損寿命は全ひずみ範囲 0.7%で 2×10 3 、0.5%で 1×10 4 程度<br />
と、550~600℃で使用される鉄基のそれと同等であることが示された。しかし、<br />
クリープ疲労条件(6 分間の保持)では保持のない場合の 20~30%まで下がるこ<br />
とが示された[597]。また、単純疲労条件での破損の場合は表面から亀裂が発生し<br />
粒内破断であるのに対し、クリープ疲労条件下では亀裂の発生起点が不明で殆ど<br />
が粒界破壊に転じていることが報告された。<br />
9%Cr マルテンサイト鋼とオーステナイト鋼の異材管継手について加熱、繰り<br />
返し内圧、軸加重を付与してクリープ試験を行った結果、界面の熱ひずみにより<br />
酸化物が形成され、界面近傍のマルテンサイト CGHAZ の酸化物により高温特性<br />
は損なわれて、軸荷重を負荷した焼戻した試験体のき裂はマルテンサイト側の溶<br />
融境界に沿って発生、進展した。繰返し内圧及び軸荷重を負荷した焼戻し試験体<br />
のみ HAZ で破断したが、一定荷重条件下での1年間のテスト期間まででは損傷<br />
の程度は低く、溶接部のどの領域においても損傷の集中は見られなかった[599]。<br />
以下、母材の評価試験の結果を参考のために記載する。<br />
9-12%Cr 鋼は高温における低サイクル疲労、クリープ疲労試験において軟化し<br />
やすいとされており単軸引張時の P92 鋼の軟化挙動に及ぼす機械的不安定性(ネ<br />
ッキング)、損傷の進展、微視組織の進展の影響を検討するために 823K で引張<br />
試験が行なわれた。ひずみ速度を変化(2.5×10 -3 、2.5×10 -4 、2.5×10 -5 、2.5×10 -6 s -1 )<br />
させて引張試験を行った結果、公称および真応力-ひずみ線図は最大均質伸びの<br />
後に最初の軟化を示し、ネッキングの発生に対応する公称応力-ひずみ線図の勾<br />
配の大きな低下ともない第 2 段階の軟化を引き起こした[599]。<br />
粘塑性現象と同様に等方硬化及び移動硬化を考慮した改良 model により等温疲<br />
労試験及び非等温疲労試験(熱疲労試験)における応力-ひずみヒステリスルー<br />
プの予測が 316 について行われた[600]。<br />
2009 年度の ECCC 国際会議で、母材に関しては、この他に疲労、クリープ疲労<br />
強度に関する報告が行なわれた[601-604]。<br />
なお、クリープ疲労損傷の試験方法・評価・予測方法についても種々検討が行<br />
なわれており、提案が行なわれた[605, 606]。<br />
疲労・クリープ疲労等に関するこれまでの情報をまとめて表Ⅱ.1.2.3-3(a)(b)(c)<br />
に示す。<br />
- 156 -<br />
- 156 -
(5) 腐食・エロージョン<br />
これまでの調査結果では、実際に A-USC でどのような損傷が課題となるのかは<br />
不明であるが、溶接補修の実績からみると、対象部位の多くが高温酸化あるいは<br />
エロージョンによる減肉した部分のオーバーレイ補修や損傷部の交換であるとい<br />
う報告がある[296]。<br />
この損傷がA-USC で何が主因となるかは不明であるが、形状的に不連続が生じ<br />
易くかつ溶接熱で軟質化あるいは組織変化が起こり易い HAZ や強度マッチング<br />
の問題のある溶接金属では懸念される。実機試験での確認が今後重要となると思<br />
われる<br />
今年度は、TEMPALOYAA-1、A-3、AA-1 溶接継手の報告例があった。600~800℃<br />
の 34%Na2SO4+41%K2SO4+5%Fe2O3 の合成灰中、1%SO2+5%O2+15%CO2+N2 の雰<br />
囲気中で 100 時間の試験の結果、いずれも比較材の TP321H と同等の腐食減量を<br />
示した。また、水蒸気酸化特性を 600~750℃の温度で 1000 時間の暴露試験を行<br />
なった結果、内面スケール厚さは、TEMPALOYAA-1 は TP321H と同等、<br />
TEMPALOYA-3 は大きく減少していた。TEMPALOYAA-1 もショットブラストを<br />
すると殆ど酸化しなくなることが示された(図Ⅱ.1.2.3-8(a)(b))[591]。<br />
内面の石炭灰腐食については A-USC では溶融アルカリサルフェイトの環境が<br />
厳しくなるため、In 72 等の Cr を 22%以上含有する高 Cr 合金のクラッド材、も<br />
しくはオーバーレイ溶接が必要であることがレビューされた[607]。<br />
- 157 -<br />
- 157 -
Section 1.2.3 の参考文献<br />
[250] R.Viswanathan, K.Coleman, J.Shingledecher, J.Sarver, G.Stanko, M.Borden, W.Mohn,<br />
S.Goodstine, I.Perrin:Boiler Materials for Ultrasuperclitical Coal Power Plant, Phase 1<br />
Final Summary Report, http://www.netl.doe.gov/technologies/coalpower/advresearch/ pubs/Q123106.pdf<br />
[296] S.Issler, A.Klenk, A.A.Shiibli, J.A.Williams: Weld Repair of ferritic welded materials<br />
for high temperature application, International Materials Reviews 2004, Vol.49, No.5<br />
[314] Bilal Dogan: CREEP DEFFORMATION AND FAILURE ASSESSMENT OF STEEL<br />
WELDMENTS, 8th International conference on Creep and Fatigue at elevated<br />
temperature, July 22-26, 2007, San Antonio<br />
[422] KOMAI Nobuyoshi, IGARASHI Masaaki, MINAMI Yusuke, MIMURA Hiroyuki,<br />
MASUYAMA Fujimitsu, PRAGER Martin, BOYLES Peter R.: FIELD TEST RESULTS<br />
OF NEWLY DEVELOPED AUTENITIC STEELS IN THE EDDYSTONE UNIT NO.1<br />
BOILER, Weld Res Counc Bull、No.517、Page.1.1-1.18(2006)<br />
[429] 佐野篤史, 坂口基己, TRA Tran Hung, 岡崎正和, 関原傑: 超合金摩擦圧接材のク<br />
リープ疲労き裂進展挙動、日本機械学会年次大会講演論文集、Vol.2006、No.1<br />
Page.943-944(2006)<br />
[430] BAO Gang、佐藤恭、今野晋也、佐藤順、上原利弘、都地昭宏;高強度 Ni 基合金<br />
USC141(Ni-20Cr-10Mo-1Al-2Ti)の溶接性に関する基礎検討、材料とプロセス、<br />
Vol.20、No.3、Page.447(2007)<br />
[431] 新日本製鐵;ボイラ用高強度オーステナイト系ステンレス耐熱鋼用溶接材料、<br />
No.385、Page.95-96(2006)<br />
[453] 森本裕、水本学;高合金耐熱鋼管の溶接技術、材料とプロセス、Vol.20、No.2<br />
Page.312-315(2007)<br />
[454] 仙波潤之、岡田浩一、小川和博、伊勢田敦朗、山寺芳美;高効率火力発電伝熱<br />
管用高強度ステンレス鋼管 SUPER304H(火 SUS304J1HTB)の開発、マテリアル、<br />
Vol.46、No.2、Page.99-101(2007)<br />
[438] Fumitoshi Sakata, Akira Shiibashi, Masashi Ozaki, Nobuhiro Nishimura, Masahiro<br />
Kobayashi, Ko Takeuchi, Hideshi Tezuka: A new Heat Treatment Technology for<br />
On-Site Life Extension of High Energy Pipe Weldments Degraded by Creep Damage、<br />
Welding and Repair Technology for Power Plants, 8th International Conf., June 2008,<br />
Fort Myers, FL., USA<br />
[441] M. Matsui, N. Komai, T. Miyazawa and Y. Kaji: Mechanical Properties and Corrosion<br />
Characteristics of Inconel 622 Weld Overlay of Waterwall Tubes in Coal Fired Boilers,<br />
Welding and Repair Technology for Power Plants, 8th International Conf., June 2008,<br />
Fort Myers, FL., USA.<br />
[444] 大野丈博、上原利弘、都地昭宏、桂木進、今野晋也、土井裕之;蒸気タービン<br />
用低熱膨張超耐熱合金の開発、CAMP-ISIJ、Vol.21(2008)1026<br />
[445] 倉田征児、植田茂紀、野田俊治、山本隆一、角屋好邦、中野隆、田中良典、馬<br />
越龍太郎;700℃級 A-USC 蒸気タービン用低熱膨張 Ni 基超合金 LTES700R、Vol.79<br />
- 158 -<br />
- 158 -
No.3 Page.239-244(2008)<br />
[446] 大野丈博、上原利弘、都地昭宏、桂木進、今野晋也、土井裕之;蒸気タービン<br />
用低熱膨張超耐熱合金、日立金属技報、Vol.24、Page.8-13(2008)<br />
[447] 野口泰隆、宮原光雄、岡田浩一、五十嵐正晃、小川和博; 700℃級 USC 発電プ<br />
ラント用 Fe-Ni 基合金 HR6W のクリープ疲労特性、材料、Vol.57、No.6、Page.569-575<br />
(J-STAGE)(2008)<br />
[465] 久布白圭司、吉澤廣喜、伊藤拓哉、中川博勝:700℃級 USC ボイラ候補材料の<br />
クリープ疲労特性、材料とプロセス、Vol.20、No.1、Page.260(2007)<br />
[479] 佐藤順、鴨志田宏紀、今野晋也: 750℃超級 USC 蒸気タービン用 Ni 基合金の合<br />
金設計、CAMP-ISIJ、Vol.21(2008)1040<br />
[555] 佐藤恭:A-USC ボイラの実現を支える材料と加工技術、NEDO 鉄<br />
鋼材料の革新的高強度・高機能化基盤研究開発プロジェクト、第 1 回シンポジュ<br />
ーム講演予稿集、2009.4.14、p65<br />
[564] 白井泰治:陽電子消滅寿命測定法の高精度化・高度化と測定スペクトル解析ソ<br />
フトの開発、鉄鋼材料の革新的高強度・高機能化基盤研究開発プロジェクト、第<br />
1 回シンポジューム講演予稿集、2009.4.14、p67<br />
[565] JRCM、駒崎慎一:超微小試験片による高クロム耐熱鋼溶接継手局所領域のクリ<br />
ープ強度特性評価、鉄鋼材料の革新的高強度・高機能化基盤研究開発プロジェク<br />
ト、第 1 回シンポジューム講演予稿集、2009.4.14、p61<br />
[566] 村田純教:組織自由エネルギーに基づく局所的な劣化評価と損傷評価指標、鉄<br />
鋼材料の革新的高強度・高機能化基盤研究開発プロジェクト、第 1 回シンポジュ<br />
ーム講演予稿集、2009.4.14、p63<br />
[567] 中島英治、光原昌寿、車在珉、池田賢一、波多聰:局所方位解析によるフェラ<br />
イト系耐熱鋼の組織劣化診断技術の構築、鉄鋼材料の革新的高強度・高機能化基<br />
盤研究開発プロジェクト、第 1 回シンポジューム講演予稿集、2009.4.14、p69<br />
[568] 増山不二光:各種構造材料の損傷データベースとクリープ強度予測プラットフ<br />
ォームの構築、鉄鋼材料の革新的高強度・高機能化基盤研究開発プロジェクト、<br />
第 1 回シンポジューム講演予稿集、2009.4.14、p85<br />
[569] 竹山雅夫、松尾孝、高田尚記:金属間化合物を強化相とするオーステナイト系<br />
耐熱鋼の析出制御機構と設計指針、鉄鋼材料の革新的高強度・高機能化基盤研究<br />
開発プロジェクト、第 1 回シンポジューム講演予稿集、2009.4.14、p57<br />
[572] 丸山公一:クリープ損傷機構変化の考慮による長時間寿命推定精度の向上、鉄<br />
鋼材料の革新的高強度・高機能化基盤研究開発プロジェクト、第 1 回シンポジュ<br />
ーム講演予稿集、2009.4.14、p71<br />
[573] 仙波潤之、米村光治、五十嵐正晃:CDM(Continuum Damage Mechanics;連続<br />
体損傷力学)法による組織劣化モデリング法の開発、鉄鋼材料の革新的高強度・<br />
高機能化基盤研究開発プロジェクト、第 1 回シンポジューム講演予稿集、2009.4.14、<br />
p83<br />
[582] Special Metal:INCONEL®alloy617、www.specialmetals.com ,Publication Number<br />
SMC-029 ,2005(Mar05) (カタログ,数値データ提供)<br />
- 159 -<br />
- 159 -
[583] Special Metal:INCONEL®alloy625、www.specialmetals.com ,Publication Number<br />
SMC-063 ,2006(Jan06) (カタログ,数値データ提供)<br />
[587] 森本裕、長谷川泰司:高強度継手の試作とクリープ強度評価結果について、鉄<br />
鋼材料の革新的高強度・高機能化基盤研究開発プロジェクト、第 1 回シンポジュ<br />
ーム講演予稿集、2009.4.14、p79<br />
[588] 萩原寛之、中西新史、水本隆哉、才田一幸、西本和俊、平田弘征、小川和博:<br />
Alloy617 溶接金属時効過程における組織と機械的特性変化、溶接学会全国大会講<br />
演概要、第 85 集(2009-9)p192<br />
[589] R. Viswanathan, J. Shingledecker; Effect of creep in advanced materials for<br />
use in ultra-supercritical coal power plants、ECCC Creep Conference, 21-23<br />
April 2009, Zurich<br />
[590] Falk Mueller, Alfred Scholz, Christina Berger, Ralf-Udo Husemann;Influence of cold<br />
working on creep and creep rupture behaviour of materials for superheater tubes of<br />
modern high-end boiler and for built in sheets in gas turbines、ECCC Creep Conference,<br />
21-23 April 2009, Zurich<br />
[591] S. Caminada, G. Cumino, L. Cipolla, D. Venditti A. Di Gianfrancesco, Y. Minami, T.<br />
Ono; Creep properties and microstructural evolution of austenitic TEMPALOY steels、<br />
ECCC Creep Conference, 21-23 April 2009, Zurich<br />
[592] Dagmar Jandová, Josef Kasl, Václav Kanta;Influence of substructure on creep failure of<br />
P91 steel welds joints、ECCC Creep Conference, 21-23 April 2009, Zurich、<br />
[593] 阿部富士雄、田淵正昭、塚本進:フェライト系耐熱鋼溶接継手の長時間クリー<br />
プ強度劣化機構および特性改善、鉄鋼材料の革新的高強度・高機能化基盤研究開<br />
発プロジェクト、第 1 回シンポジューム講演予稿集、2009.4.14、p55<br />
[594] Masaaki Tabuchi, Hiromichi Hongo, Kota Sawada and Yukio Takahashi:Effect of<br />
Boron on Creep Strength of High Cr Steel Welds、ECCC Creep Conference, 21-23 April<br />
2009, Zurich<br />
[595] JRCM, Y.Liu, S.Tsukamoto, T.Shirane(presentMHI), F.Abe:Effect of prior austenite<br />
grain size andprecipitates behaviour on the creep property of HAZ simulated Gr92 steel,<br />
CAMP-ISIJ Vol.22(2009)-572<br />
[596] JRCM, Y. Liu, S.Tsukamoto, F.Abe:Microstructure evolution in HAZ simulated high<br />
Cr heat resistant steels during creep test、CAMP-ISIJ Vol.22(2009)-1369<br />
[597] 山本真人、JOHN SHINGLEDECKER、緒方隆志、MICHAEL SANTELLA;次世<br />
代火力発電用候補材料 Alloy 263 の高温強度特性評価-第 1 報:次世代火力の想定条<br />
件下における強度データの整備およびクリープ疲労特性の把握-、電力中央研究所、<br />
材料科学研究所研究報告、No.Q08003(2009)<br />
[598] Masato Yamamoto, John Shingledecker, Carl Boehlert, Takashi Ogata, Michael<br />
Santella:Microscopic evaluation of creep-fatigue interaction in a nickel-based superalloy、<br />
ECCC Creep Conference, 21-23 April 2009, Zurich.<br />
[599] P. F. Giroux, F. Dalle, M. Sauzay, G. Perez, I. Tournié, V. Rabeau, J. Malaplate,<br />
T. Van Den Berghe, B. Fournier, A.F. Gourgues-Lorenzon :Mechanical and<br />
- 160 -<br />
- 160 -
Microstructural Stability of P92 Steel under Uniaxial Tension at High Temperature<br />
[600] C.J. Hyde, W. Sun, S.B. Leen :Cyclic thermo-mechanical material modeling and<br />
testing of 316 stainless steel、ECCC Creep Conference, 21-23 April 2009, Zurich<br />
[601] Valérie Friedmann, Dieter Siegele:Damage behaviour of nickel-based transition welds<br />
under cyclic thermomechanicalLoading、ECCC Creep Conference, 21-23 April 2009,<br />
Zurich<br />
[602] L. Binda, S. R. Holdsworth and E. Mazza:Influence of Prior Cyclic Deformation on<br />
Creep Properties of 1CrMoV、ECCC Creep Conference, 21-23 April 2009, Zurich<br />
[603] E. Poggio, S. Corcoruto:Microstructural Degradation of a Cast Ni-based Superalloy<br />
after Creep, LCF and TMF Tests、ECCC Creep Conference, 21-23 April 2009, Zurich<br />
[604] Jerzy OKRAJNI:Thermo-mechanical fatigue of power plant components、ECCC Creep<br />
Conference, 21-23 April 2009, Zurich<br />
[605] Yukio Takahashi,Bilal Dogan,David Gandy: SYSTEMATIC EVALUATION OF<br />
CREEP-FATIGUE LIFE PREDICTION METHODS FOR VARIOUS ALLOYS,<br />
Proceedings of the ASME 2009 Pressure Vessels and Piping Division Conference,<br />
PVP2009,July 26-30, 2009, Prague, Czech Republic,PaperNo.PVP2009-77990<br />
[606] Takashi Ogata:Creep-fatigue Damage and Life Prediction of Alloy Steels、ECCC Creep<br />
Conference, 21-23 April 2009, Zurich.<br />
[607] VIS VISWANATHAN、ROBERT PURGERT、PATRICIA RAWLS;COAL-FIRED<br />
POWER MATERIALS PART II、Adv Mater Process、vol.166.No.9<br />
- 161 -<br />
- 161 -
表Ⅱ.1.2.3-1(a) 溶接部の靭性・脆化に関する検討状況(その1)<br />
No 母材 成分系 靭性・脆性特性に関する調査結果の概要<br />
1 UNS N06617 55Ni-22Cr-13Co 68) 時効でじん性低下大<br />
(Alloy617) 9Mo-Al<br />
34)長時間時効で、衝撃値が 10J にまで低下。この材料の破壊じん性値は<br />
70MPam0.5 だったので、蒸気タ-ビンへの適用は可能。 脆化は 1000h で飽和。<br />
256)母材じん性は 700/750℃時効初期に、強度の上昇、衝撃値の低下を生じる<br />
が、100~3000h はほぼ安定していた。。<br />
261) 延性低下: 550~750℃の温度範囲での高 Ni 基合金で起こりやすい。他<br />
の鍛造材 Haynes230、IN617 の 2 種は延性低下にかなり鈍感であった。<br />
2 CCA617 Ni-22Cr-11.5Co-<br />
9Mo-1Al<br />
3 Alloy263/ Ni-20Cr-19.5Co-<br />
6Mo-2Ti<br />
4 Alloy740 Ni-24.5Cr-19..5Co-<br />
2Nb-1.5Ti<br />
5 UNS N06625<br />
(Alloy625)<br />
6 UNS N06230<br />
(Haynes230)<br />
Ni-22Cr-9Mo-<br />
3.5Nb<br />
Ni-22Cr-14W-2Mo<br />
-La<br />
7 HR6W 45Ni-23.5Cr-24Fe-<br />
7W<br />
8 TEMPALOY Ni-30Cr-2Mo-Ti,Zr<br />
CR30A ,B<br />
9 UNS N08120 Ni-26Cr-35Fe-<br />
AlloyHR-120A 0.5Nb<br />
10 NCF 800HT<br />
(Alloy800H)<br />
33Ni42Fe-21Cr<br />
11 UNS N08811<br />
(Alloy800HT)<br />
33Ni42Fe-21Cr<br />
12 Alloy C276 Ni-16Mo-15Cr<br />
13 火SUS310J3TB Fe-22Cr-19Ni-1.5<br />
(SAVE25) W-4Cu<br />
92) 750℃の時効で、析出物により脆化は 200hrs 位まで生じ、以後飽和する。<br />
母材もほぼ同様の挙動を示すが、溶接金属よりわずかに高じん性である。これ<br />
は、溶態化処理を受けるのと鋳造組織であるのとの相違である。<br />
34) 初期の強化熱処理 800℃,4h+700℃,1000h 時効で、衝撃値が初期材の 45%に<br />
低下、3000h で 27%、25J になる<br />
91) 時効母材(800℃,4h)+溶接 2T 表曲げ試験合格、時効母材+溶接+時効材<br />
(800℃,4h) 4T 曲げで無いと不合格<br />
261) 鍛造材候補 In625 は金属間化合物の析出により高温での延性低下が起こ<br />
り不採用となった。<br />
99) 溶接部の硬さ分布(図 9)を見ると、ル-ト側(280-300Hv)は溶接中の加工硬化<br />
で母材(240-280HV)より硬い。最終層は低い。(200-240HV)<br />
261)他の鍛造材 Haynes230、IN617 の 2 種は延性低下にかなり鈍感であった。<br />
103) 700℃,3000h までの時効で、316H と共に硬さの増加はあるが少ない。一<br />
方従来 617 合金及び(HR6W+Cr)材は硬化が顕著である。各々γ’相、α-Cr 相<br />
の析出による。Cr を増加してもクリ-プ強度の向上には寄与しない。<br />
時効後のじん性は低下するが、617 より高い。じん性変化は、Ni 中の Cr の拡<br />
散活性化エネルギを用いた Orr-Sherby-Dorn Parameter で整理できる。<br />
109) 600~800℃、10000h の時効で時効温度の上昇と共にじん性は低下するが、<br />
Alloy263 に比べて高じん性、<br />
537)~10000 時間の保持で 700℃では 100J 以上、800℃の時効で 50J 以上程度<br />
402)Eddystone ボイラでの実地試験(650℃x75075hrs)の結果、20℃の吸収エネルギ<br />
ーは、母材:≤20J、HAZ:20~40J、ボンド:60J 程度であった。<br />
対象材料から除外<br />
- 162 -<br />
- 162 -
表Ⅱ.1.2.3-1(b) 溶接部の靭性・脆化に関する検討状況(その2)<br />
No 母材 成分系 脆性破壊特性に関する検討結果概要<br />
14/15 Alloy174/Sanicro25 25Ni-22Cr-W<br />
オーステナイト系材料の溶接では靭性に関する記述はほとん<br />
-Co-CuNb<br />
どなく、大きな課題とはならないようである。<br />
16 火SUS310J2TB 22Cr-25NI-1. 402),431),437) Eddystone ボイラで 完全オーステナイトの場合の割れが課題となる。<br />
(NF709/NF709R) 5Mo-Nb-B-N の実地試験(650℃x75075hrs)結 一般的に、C が高い場合や析出元素が入っている場合<br />
果、vE20℃は、母材:42,46J、HAZ: は、時効後のじん性が低下することが知られている。<br />
50J、ボンド:40J 程度。<br />
また、高温割れを避けるためにδフェライトを導入する場合<br />
17 火SUS310J1TB 25Cr-20Ni- 402),Eddystone ボイラでの実地試験 には靭性がていかする。その場合には Mo などが入っ<br />
( HR3C) Nb-V (650℃x75075hrs)結果、 ている場合にはσ相が出るようになりじん性低下が起<br />
vE20℃は、母材:15-20J、HAZ:<br />
5J、ボンド:0J 程度に低下<br />
こるとされる。<br />
18 UNS S31060 低 Si-23Cr-<br />
307) 16-8-2 溶接金属の特長:E308H と E316H<br />
(NAR-AH-4) 11Ni-N-B<br />
の中間成分を持ち、どのオーステナイト系 SUS<br />
19 火SUS347J1TB 18Cr-9Ni-2 411)共金系 TIG,SMAW を開発。 鋼にも適合可能。16-8-2 は 800℃まで良好な特性<br />
( XA704) W-Nb-V-N vE20℃は、TIG:165J、SMAW: を持つ。石油会社では、高温高圧下の<br />
116J<br />
304H,316H,321H,347H 合金 pipe の溶接に実用。<br />
433)溶接金属にδフェライトを残すと 従来オーステナイト系 SUS の弱点を<br />
使用中の時効(600℃)により、脆 ①Mo を約 1.8%に制限し、破断延性が向上、熱<br />
化相に変わり吸収エネルギーが著しく 疲労問題が軽減する。②B,Nb,P,Ti,V 量の正確な<br />
低下。<br />
制御で、高温延性の確保、高温クリープ特性の<br />
20 TP347HFG 18Cr-10Ni- 402)Eddystone ボイラでの実地試験 向上、高温高圧下での問題を防止している。高<br />
Nb で vE20℃は、母材:85J、HAZ: 温までは他の材料と変わらないが、高温では他<br />
80J、ボンド:65J 程度。 のオーステナイト系を凌駕する(YP ,EL<br />
21 火SUS304J1HTB 18Cr-9Ni-3Cu 402)Eddystone ボイラでの実地試験 RA )。特にクリープ強度。<br />
(Super304H) -Nb-N で vE20℃は、母材:80J、HAZ: TP316Cb(新 SUS)に 316 系溶材を適用し割れ<br />
80J、ボンド:40J 程度。<br />
の問題が発生したが、16-8-2 に替え溶接ができ<br />
456)時効温度が 500~750 度と高 た。公称成分 15.5Cr、8.5Ni、1.5Mo、フェライ<br />
くなるにつれて脆化度が増す ト No. 2~5FN、他のオーステナイト系溶接材料<br />
22 火SUS309J14HTB 22Cr-15Ni- 402)436) Eddystone ボイラでの実地 では FN を管理するのに溶接施工法の管理が必<br />
TEMPALOY A-3 Nb 試験で vE20℃は、母材:50J、 要だが、16-8-2 の FN 許容範囲が広く施工管理<br />
HAZ:50J、ボンド:45J 程度。 も容易。<br />
23 火SUS321JJ2HTB 18Cr-10Ni-3<br />
経験的には、1~2FN でも良い。(ミクロ割れ抵<br />
TEMPALOY AA-1 Cu-Ti-Nb<br />
抗、E16-8-2 では 0.7~1.2FN で良好。ソリッド<br />
24 火SUS321J1HTB 18Cr-10Ni-<br />
ワイヤでも、0.5~-1.5FN で良好)。<br />
TEMPALOY A-1 Ti-Nb<br />
25 X3CrNiMoN17-13 (16Cr-12Ni-2<br />
Mo-N)<br />
26 VM12 Fe-11.5Cr-1.5 302) VM12 鋼管の強度特性は P91、P92 に似ているが衝撃値は P91 の 1/3 以下であり<br />
W-1.5Co 低い。VM12 製鋼管周継手 引張試験結果は全て母材の要求特性を満足。 衝撃特性は<br />
相対的に低く、必要要求値 27J を少し上回る程度。<br />
299) 12%Cr 鋼/VM12-SHC 用溶接材料:GTAW、SMAW 有り。溶接材料の強度は十分高<br />
いが、じん性は 40J 程度であり、9-10%Cr 鋼用に比べて低い。しかし、最小要求値は 27J<br />
なので十分である。Ac1 は 800℃なので、PWHT は 770℃が良い。<br />
27 AbeAlloy/ 9Cr-3W-3Co<br />
- 163 -<br />
- 163 -
表Ⅱ.1.2.3-1(c) 溶接部の靭性・脆化に関する検討状況(その3)<br />
No 母材 成分系 脆性破壊特性に関する検討結果概要<br />
28 低 C-9Cr-2.4W-<br />
1.8Co<br />
低 C-9Cr-2.4W-1.8Co<br />
29 X20CrMoVNi11-1 12Cr-Mo-V<br />
30 Grade122 12Cr-2W<br />
31/32 Grade911 9Cr-1Mo-1W-Nb<br />
33 Grade91 9Cr-1Mo-1W-Co<br />
34 Grade92 9Cr-1.8W 299) P92:溶接金属の最小要求値は母材の値と同じ室温で 41J である<br />
べき。じん性が低いのは、C,Nb,V,N,W の為だが、クリープ強度の点か<br />
ら必要。じん性低下を Ni で対応している。(母材 ≦0.4%、溶接金属 ≦<br />
1%) min.Nb は 0.04%に下げ、Mn 量を Mn+Ni≦1.5%で調整。 δフ<br />
ェライト量は 1%以下。 760℃、2h の PWHT 後、硬さは HV250.(AW<br />
では 400HV)。溶接後の残留応力が少なく、低温割れの危険性も減少。<br />
マルテンサイト系では、SMAW、SAW で 41J 以上の衝撃特性を得る範<br />
囲は広くない。Mf 点(約 150℃)以下(少なくとも 100℃)に下がって<br />
から PWHT を始めること。水素割れ防止には 250-300℃、2-3h の後熱が<br />
必要。<br />
35 T24 2.4Cr-1Mo 299) P24:ボイラチューブの溶接結果。 図 18 の様に薄肉溶接とし、<br />
下のパスをテンパーする事、特に最終層は薄肉溶接とする事をしない<br />
と、AW では GTAW でもじん性が低い。<br />
36 T23 2.25Ct- 284) Gr23(2.25CrMoWNbVB) 継手引張りは全て母材破断し、AW、SR<br />
問題なし。衝撃値 薄肉材(12.5 ㎜)では、AW でもぎりぎり要求値(27J)<br />
を満足する。しかし、厚肉材では、溶接金属のじん性が低く、PWHT<br />
が必須である。<br />
299) P23:TIG では PWHT 有無にかかわらず溶接金属じん性は非常に高<br />
い(200J 以上)、270HV(AW)、250HV(PWHT)である。しかし、SMAW、<br />
SAW では Fig.16 に示す 740℃の PWHT がじん性確保の点から必要。<br />
37 13CrMo4-5 1Cr-0.5Mo-Co-<br />
38 USC141 Ni-20Cr-10Mo-1.6Ti- 410)TIG 共金系材料(NIMONIC263)で良好な溶接性(8tx30φ)。曲げ試<br />
1.1Al<br />
験で割れなし。引張り試験では溶接金属破断<br />
39 SAVE12 改良 12Cr-W-Co-V-Nb-N<br />
- 164 -<br />
- 164 -
図Ⅱ.1.2.3-1(a) EDDYSTONE Boiler 中暴露前後の引張特性<br />
図Ⅱ.1.2.3-1(b) EDDYSTONE ボイラー1号機中での暴露後の<br />
衝撃試験結果<br />
[422] KOMAI Nobuyoshi, IGARASHI Masaaki, MINAMI Yusuke, MIMURA Hiroyuki, MASUYAMA Fujimitsu,<br />
PRAGER Martin, BOYLES Peter R.: FIELD TEST RESULTS OF NEWLY DEVELOPED AUTENITIC<br />
STEELS IN THE EDDYSTONE UNIT NO.1 BOILER, Weld Res Counc Bull 、No.517 Page.1.1-1.18 (2006)<br />
- 165 -<br />
- 165 -
図Ⅱ.1.2.3-2(a) 溶接されたチューブの外観<br />
図Ⅱ.1.2.3-2(b) 溶接部のマクロ形状と側曲げ試験結果<br />
図Ⅱ.1.2.3-2(c) 溶接継手の高温引張り試験結果<br />
[430] BAO Gang 、佐藤恭、今野晋也、佐藤順、上原利弘、都地昭宏;高強度 Ni 基合金<br />
USC141(Ni-20Cr-10Mo-1Al-2Ti) の溶接性に関する基礎検討、材料とプロセス、Vol.20 No.3<br />
Page.447(2007)<br />
- 166 -<br />
- 166 -
図Ⅱ.1.2.3-3 Alloy625 および 617 の高温引張り特性<br />
[582] Special Metal:INCONEL®alloy617、www.specialmetals.com ,Publication Number ,SMC-029 ,2005(Mar05)<br />
(カタログ,数値データ提供)<br />
[583] Special Metal:INCONEL®alloy625、www.specialmetals.com ,Publication Number ,SMC-063 ,2006(Jan06)<br />
(カタログ,数値データ提供)<br />
- 167 -<br />
- 167 -<br />
625<br />
617
図Ⅱ.1.2.3-4 溶接金属および溶接継手の引張り試験結果<br />
(XA704)<br />
[431] 新日本製鐵;ボイラ用高強度オーステナイト系ステンレス耐熱鋼用溶接材料、No.385 , Page.95-96<br />
(2006)<br />
図Ⅱ.1.2.3-5 Alloy230 の継ぎ手強度低減係数<br />
[589] R. Viswanathan, J. Shingledecker ; Effect of creep in advanced materials for use in<br />
ultra-supercritical coal power plants、ECCC Creep Conference, 21-23 April 2009, Zurich<br />
- 168 -<br />
- 168 -
表Ⅱ.1.2.3-2(a) 溶接部のクリープに関する検討状況(その 1)<br />
No 母材 成分系 溶接部クリープ特性に関する検討結果概要<br />
1 UNS N06617 55Ni-22Cr-13 (300)Alloy617mod.の長時間データでは、SMAW 及び TIG 継手 700/750℃のクリープデ<br />
(Alloy617) Co-9Mo-Al ータは母材のバラツキ範囲内。10,000h 以上の長時間データは母材の平均値の位置。<br />
555)共金系溶接ワイヤを使用したHST-TIG溶接継ぎ手で700-800℃,10000hrs保持で母<br />
材と同等の破断強度を示した。<br />
2 CCA617 Ni-22Cr-11.5 89) SMAW の結果は母材強度のバラツキ範囲内<br />
Co-9Mo-1Al 88) SAW、SMAW の場合、SMAW の方が強度が高い。溶接金属の Al 量が異なる為。<br />
92) GTAW、SMAW による鋼管周継手の単軸クリ-プ試験デ-タは、最新母材デ-タの±<br />
20%のバラツキ範囲。<br />
105) 共金系 TIG(HST)、SMAW 継手を作製、ボンド部が中央となる試験片を採用。TIG<br />
では Al,Ti 量が十分残っている。750、800℃では母材と同程度の強度。700℃の場合、短<br />
時間側では母材より低強度、10000h 以上の長時間側では母材と同等の強度。 SMAW<br />
では Al,Ti の酸化消耗が多く、母材より低強度。<br />
300) CCA617 用 TIG 溶接は母材に近いクリープ強度。SAW が最も低い。SAW の Al 含<br />
有量は 0.54%。0.7%以上あると優れたクリープ強度を達成しうる。<br />
3 Alloy263 Ni-20Cr-19.5 34) 775℃、母材並み強度、他の温度も継続中だが、母材以下のデ-タは出ていない。<br />
Co-6Mo-2Ti 目標タ-ゲットは満足する。<br />
4 Alloy740 Ni-24.5Cr-19..5 1,9,88) F-263、F-740 を用いると全て WM 破断。F-263 の方が少し高強度。<br />
Co-2Nb-1.5Ti 112) 鍛造材では、Inco740 の方が Inco263 より高強度。溶接ワイヤとして用いた場合は、<br />
F-263 の方が F-740 より高強度となる。全て破断は WM。。 F740 を用いた時効+クリ-プ<br />
材の組織 M23C6+MC,η相の析出。γ'η相は母材と異なる。 WM 破断の場合鋭い<br />
割れから発生。。<br />
F-263 を用いた時、デンドライト樹間に Nb が偏析、クリ-プ破断はキャビテ-ションからであ<br />
り、デンドライトや析出物とは関係が見られない。<br />
5 UNS N06625 Ni-22Cr-9Mo-3<br />
(Alloy625) .5Nb<br />
6 UNS N06230 Ni-22Cr-14W-2 1,89) WM の強度は母材の約 80%、WM 破断<br />
(Haynes230) Mo-La 99) クリ-プ強度は従来617とほぼ同等か700℃以上でやや高強度、破断は全て溶接金属<br />
破断、耐割れ性の点から B を下げているため。 配管周継手は 1/2 応力だから問題無<br />
し。 ヘッダ-等他の部材では問題。250)Haynes230 の継手係数は全ての条件で約 0.8。<br />
7 HR6W Ni-23.5Cr-24 88) Inco82、Inco317 より母材強度が低く、オ-バマッチング継手、低減係数不要。但し共金系<br />
Fe-6W では不足<br />
250)HR6W の non-matching 溶材継手のクリープ試験では全て母材破断継手係数は 1。<br />
8 TEMPALOY Ni-30Cr-2Mo-T<br />
CR30A i,Zr,B<br />
9 UNS N08120 Ni-26Cr-35<br />
AlloyHR-120<br />
A<br />
Fe-0.5Nb<br />
10 NCF 800HT<br />
(Alloy800H)<br />
33Ni42Fe-21Cr<br />
11 UNS N08811<br />
(Alloy800HT)<br />
33Ni42Fe-21Cr<br />
12 Alloy C276 Ni-16Mo-15Cr<br />
13 火 SUS310J3TB Fe-22Cr-19Ni-<br />
(SAVE25) 1.5W-4Cu<br />
- 169 -<br />
- 169 -
表Ⅱ.1.2.3-2(b) 溶接部のクリープに関する検討状況(その 2)<br />
No 母材 成分系 溶接部クリープ特性に関する検討結果概要<br />
14/ Alloy174<br />
25Ni-22Cr-W-Co-CuNb 34) 水蒸気温度 650℃までの稼動に対し、Alloy 174tube は全開発目標を満足する。<br />
15 Sanicro25<br />
41.4Φ、8t、50m の実規模大チュ-ブを製作、溶接性も良好。<br />
16 火SUS310J2TB 22Cr-25NI-1.5Mo-Nb-B-N 402)431)Eddystone ボイラ実地試験(650℃x75075hrs)の結果。母材データ。クリープ破断強<br />
(NF709/NF709R)<br />
度(650℃)はこう応力側では未使用材の方が使用材よりも高いが、低応力側では<br />
未使用ザと使用材で近づく傾向。<br />
17 火SUS310J1TB 25Cr-20Ni-Nb-V 438) Eddystone ボイラ実地試験材(650℃x75075hrs)の評価結果、クリープデータ不明、高<br />
( HR3C)<br />
強度、低延性。耐食性は最も良好。<br />
18 UNS S31060 低 Si-23Cr-11Ni-0.2N<br />
(NAR-AH-4) -B<br />
19 火SUS347J1TB 18Cr-9Ni-2W-Nb-V-N 101) GTAW,SMAW 継手と母材でほぼ同等の強度である。<br />
( XA704)<br />
411) TIG,SMAW 用共金系溶接材料を開発(full-γ)。溶接金属(700℃)、<br />
継ぎ手(650,700,750℃)とも母財と同等以上の特性<br />
20 TP347HFG 18Cr-10Ni-Nb<br />
21 火SUS304J1HTB 18Cr-9Ni-3Cu-Nb-N 250)Super304H/同種継手の non-matching 溶材継手のクリープ試験では全て SUS 母<br />
(Super304H)<br />
材破断、継手係数は 1。<br />
434) 溶接材料の Mn,N を高め、高能率な溶接を行っても母材と同等のク<br />
リープ破断強度が得られる<br />
22 火SUS309J14HTB 22Cr-15Ni-Nb 436) Eddystone ボイラ実地試験(615℃x35MPa、75075hrs)の結果。母材データ。13<br />
(TEMPALOY A-3)<br />
年間支障なく使われその有用性が明確になった。700℃の引張り強さは<br />
ASMESA-213 級TP347H よりも 50%以上高い。<br />
23 火SUS321JJ2HTB<br />
(TEMPALOY AA-1)<br />
18Cr-10Ni-3Cu-Ti-Nb<br />
24 火SUS321J1HTB<br />
(TEMPALOY A-1)<br />
18Cr-10Ni-Ti-Nb<br />
25 X3CrNiMoN17-13 (16Cr-12Ni-2Mo-N)<br />
26 VM12 Fe-11.5Cr-1.5W-1.5Co 302)VM12 の継手クリープ強度は母材のバラツキの-20%以下と低い。<br />
27 AbeAlloy/9Cr-3W-3Co 9Cr-3W-3Co<br />
- 170 -<br />
- 170 -
表Ⅱ.1.2.3-2(c) 溶接部のクリープに関する検討状況(その 3)<br />
No 母材 成分系 溶接部クリープ特性に関する検討結果概要<br />
28 低 C-9Cr-2.4W-<br />
1.8Co<br />
低 C-9Cr-2.4W-1.8Co<br />
29 X20CrMoVNi11-1 12Cr-Mo-V<br />
30 Grade122 12Cr-2W<br />
31/ Grade911 9Cr-1Mo-1W-Nb 98) 溶接継手の場合、通常母材と同等もしくはオ-バマッチングである。この場<br />
32<br />
合、短時間側では母材、長時間側では HAZ に破断位置が変わる。 Type<br />
Ⅳクラック<br />
33 Grade91 9Cr-1Mo-1W-Co 305,326)Mod.9Cr-1Mo 鋼/40-50 ㎜t の狭開先 MAG 溶接継手、溶接後 1050℃<br />
Norma.+780℃Temper(1-2.5h)、更に 745℃SR(2~5.5h)を加えた NT+SR<br />
材継手クリープはほぼ母材に匹敵するクリープ強度となった。<br />
クリープ試験片の破断位置は、母材、溶接金属等一定でなく、NT 処理材<br />
のクリープ強度は母材と良くバランスが取れている。<br />
303)600℃、10,000h で Gr91 継手の WPCSR は 0.63。 ( WPCSR=強度低減<br />
係数)。<br />
Mod.9Cr1Mo チューブ継手(538℃) 破断時間 10、103、105h に対し、<br />
WPCSR は 0.94、0.93、0.90 に変化(Blass 等)<br />
34 Grade92 9Cr-1.8W 299)P92 用溶接材料を用い、SMAW、SAW、600℃では母材のばらつき範囲<br />
内。より高温では、部分的にばらつき範囲外もある。破断位置は、HAZ、<br />
WM である。長時間側では HAZ。650℃では HAZ 破断のみ。<br />
303)短時間側からの直線から長時間側は低強度側にずれる。<br />
35 T24 2.4Cr-1Mo 299)T/P24:マッチング溶接材料では、SMAW がクリープ強度要求値を満<br />
足しない(周継手、1,000h で母材のばらつき下限未満) TIG は 10,000h<br />
を越えて未だ試験中。TIG、SMAW の相違は重要元素である Ti、B の歩留<br />
まりの相違。<br />
36 T23 2.25Ct- 284)Gr23: 継手クリープ強度は母材の 80%ばらつき範囲内、PWHT と AW<br />
でのクリープ強度に差なし。<br />
299)T/P23:SMAW、SAW 用マッチング溶接材料では、母材強度曲線の平<br />
均値のわずかに下。破断は主として HAZ、又は母材。<br />
37 13CrMo4-5 1Cr-0.5Mo-Co-<br />
38 USC141 Ni-20Cr-10Mo-1.6Ti- 410)TIG 共金系材料(NIMONIC263)で良好な溶接性(8tx30φ)。750℃引<br />
1.1Al<br />
張強さ、継ぎ手クリープ強度(1000hrs)も 617 を上回った。溶接金属破断<br />
39 SAVE12 改良 12Cr-W-Co-V-Nb-N<br />
- 171 -<br />
- 171 -
表Ⅱ.1.2.3-3(a) 溶接部の疲労に関する検討状況(その1)<br />
No 母材 成分系 疲労特性に関する検討結果概要<br />
1 UNS N06617 55Ni-22Cr-13Co-9Mo 250) シャットダウン、スタートアップ、日常の負荷変動等による繰返し疲労損傷が余寿命損傷を<br />
(Alloy617) -Al<br />
もたらす。ORNL は厚肉チューブにサーマルショックを模擬した評価法を開発。その結果、P91<br />
が最も強く、In617、Super304H の順に続く<br />
322) Alloy617 母材及び TIG 溶接継手のクリープ疲労特性<br />
クリープ疲労試験条件 完全両振り、軸ひずみ制御 800℃、1000℃、全ひずみ量 0.3-1.0%、試<br />
験波形 台形、回転速度 1x10-3s-1、クリープは最大引張り応力保持中に 0~9000s<br />
800℃では、加工硬化が母材、溶接継手共に認められた。1000℃では加工硬化はない。<br />
著しい応力緩和が引張り保持時間に起こった。<br />
800℃での応力緩和 保持 18s 後 約 140MPa、 600s 後 約 80MPa<br />
1000℃ 18s後 約 40MPa, 600,1800,9000s 後 約 10MPa<br />
クリープ疲労寿命 溶接継手の疲労寿命が母材の寿命よりわずかに短い。<br />
1%ひずみの場合、母材では引張り時の保持時間は寿命に対し影響少ない。<br />
しかし、継手では保持時間の増加と共に寿命が短くなる。<br />
0. 3%ひずみの場合、母材、継手共に保持時間の影響が大きく出る。<br />
2 CCA617 Ni-22Cr-11.5Co-9Mo- 87) クリ-プ疲労強度は従来 617 に近似している。、<br />
1Al<br />
111) クリ-プ疲労強度は従来 617 の 750 に近似している。最大ひずみ下で 360s 保持した場合、<br />
連続して試験をした場合に比べ低寿命となる。<br />
3 Alloy263/ Ni-20Cr-19.5Co-6Mo- 102,104) 700℃での破損繰り返し数は、歪み保持時間の長いほど低下する。低下率は低歪み<br />
2Ti<br />
範囲ほど大きい。 破損繰り返し数の低下率は Mod.9Cr-1Mo 鋼(600℃)より大きい。応力緩和量<br />
も保持時間の増加と共に増加するが、Mod.9Cr-1Mo に比べ小さい。クリ-プ損傷 Dc と疲労損傷<br />
DfはDf+Dc=1の付近にあり、±50%の精度で整理できる。破壊モードが歪み保持により粒内型か<br />
ら粒界型に変化する。<br />
4 Alloy740 Ni-24.5Cr-19..5Co- 112) F-263 の方が溶接性の方から好ましい。クリ-プ強度も F-740 より強い。しかし、いずれも WM<br />
2Nb-1.5Ti<br />
破断である。<br />
5 UNS N06625 Ni-22Cr-9Mo-3.5Nb 261) 共通:550~750℃の温度範囲で高 Ni 基合金では延性低下が生じやすい。鍛造材候補<br />
(Alloy625)<br />
In625 は金属間化合物の析出による高温での延性低下が起こり、不採用となった。<br />
他の鍛造材 Haynes230、IN617 の 2 種は延性低下にかなり鈍感であった。<br />
析出強化型 IN718 及び IN263 は HAZ に析出物が生じ、延性低下をもたらす。<br />
6 UNS N06230 Ni-22Cr-14W-2Mo- 428)クリープ疲労:破損繰り返し数は HR6W とほぼ同様で歪 10 分保持で 263 とほぼ同程度。10 保<br />
(Haynes230) La<br />
持で粒内型から粒界型に移行。<br />
7 HR6W Ni-23.5Cr-24Fe-6W 68) 617 合金と同等、316H より良好、109) 線膨張係数は 310SUS と Ni 基の中間。<br />
8 TEMPALOY<br />
CR30A<br />
Ni-30Cr-2Mo-Ti,Zr,B<br />
9 AlloyHR-120A Ni-26Cr-35Fe-0.5Nb<br />
10 NCF 800HT<br />
(Alloy800H)<br />
33Ni42Fe-21Cr<br />
11 UNS N08811<br />
(Alloy800HT)<br />
33Ni42Fe-21Cr<br />
12 Alloy C276 Ni-16Mo-15Cr<br />
13 火SUS310J3TB Fe-22Cr-19Ni-1.5W-4<br />
(SAVE25) Cu<br />
- 172 -<br />
- 172 -
表Ⅱ.1.2.3-3(b) 溶接部の疲労に関する検討状況(その2)<br />
No 母材 成分系 疲労特性に関する検討結果概要<br />
14/ Alloy174/<br />
25Ni-22Cr-W-Co-Cu-<br />
15 Sanicro25<br />
Nb<br />
16 火SUS310J2TB 22Cr-25NI-1.5Mo-Nb-<br />
(NF709/NF709R) B-N<br />
17 火SUS310J1TB 25Cr-20Ni-Nb-V 99) 共通:オ-ステナイト系 SUS は高線膨張係数、低熱伝導度の点から、熱<br />
( HR3C)<br />
疲労問題が大きく、適用できるのは再熱管、過熱器管である。<br />
18 UNS S31060 低 Si-23Cr-<br />
(NAR-AH-4) 11Ni-N-B<br />
19 火SUS347J1TB 18Cr-9Ni-2W-Nb-V<br />
( XA704)<br />
-N<br />
20 TP347HFG 18Cr-10Ni-Nb<br />
21 火SUS304J1HTB<br />
(Super304H)<br />
22 火SUS309J14HTB<br />
(TEMPALOY A-3)<br />
23 火SUS321JJ2HTB<br />
(TEMPALOY<br />
AA-1)<br />
24 火SUS321J1HTB<br />
(TEMPALOY A-1)<br />
18Cr-9Ni-3Cu-Nb-N 250) シャットダウン、スタートアップ、日常の負荷変動等による繰返し疲労損傷が余<br />
寿命損傷をもたらす。ORNL は厚肉チューブにサーマルショックを模擬した評価法を<br />
開発。その結果、P91 が最も強く、In617、Super304H の順に続く。(図.8-2)<br />
22Cr-15Ni-Nb<br />
18Cr-10Ni-3Cu-Ti-<br />
Nb<br />
18Cr-10Ni-Ti-Nb<br />
25 X3CrNiMoN17-13 (16Cr-12Ni-2Mo-N)<br />
26 VM12 Fe-11.5Cr-1.5W-1.5Co 302)VM12 鋼管の低サイクル疲労特性 疲労強度<br />
R.T.及び 600℃において P91,P92,X20CrMoV12-1 と同等 (Fig.9)<br />
27 AbeAlloy 9Cr-3W-3Co<br />
28 低C-9Cr-2.4W-1.8Co 低C-9Cr-2.4W-1.8Co<br />
29 X20CrMoVNi11-1 12Cr-Mo-V<br />
30 Grade122 12Cr-2W<br />
31/ Grade911 9Cr-1Mo-1W-Nb 261) Allen らの E911/Essette1250 継手を含む圧力チューブに関する研究か<br />
32<br />
ら、破壊は通常の TypeⅣである事が分かった。試験雰囲気加圧ガスを蒸気<br />
で無く窒素としており、Ni 基合金溶接金属とマルテンサイト鋼材との間に<br />
酸加皮膜の生成、皮膜が割れノッチを形成することは殆ど無い。加圧ガスと<br />
して空気、水蒸気とすれば、酸化物皮膜が生成され、温度変化による曲げ作<br />
用等により、酸化物が割れ、もっと酷い損傷が生じたはず。酸加速度は非常<br />
にばらつく。異材継手における繰り返し負荷時の割れに対する加速の可能性<br />
の検討が必要。<br />
- 173 -<br />
- 173 -
表Ⅱ.1.2.3-3(c) 溶接部の疲労に関する検討状況(その3)<br />
No 母材 成分系 疲労特性に関する検討結果概要<br />
33 Grade91 9Cr-1Mo-1W-Co 250) シャットダウン、スタートアップ、日常の負荷変動等による繰返し疲労損傷が余寿命損傷をもたら<br />
す。ORNL は厚肉チューブにサーマルショックを模擬した評価法を開発。P91 が最も強く、In617、<br />
Super304H の順。<br />
328) P91、P22 の継手の放電加工ノッチつき試験片を用いクリープ疲労特性を評価、P91 は低サイクル<br />
でも繰り返し荷重での亀裂進展速度が速い。<br />
母材と HAZ の公称ノッチ寸法は同じだが、母材からの亀裂進展は小さい。<br />
長手溶接:P22(図1(a)):静荷重の亀裂進展速度(図1 の黒記号)は繰り返し荷重(図1 の灰色記号)より速<br />
い。非常に低サイクルでの試験だが、低サイクル下ではクリープと疲労との相互作用は無い。<br />
P91(図 1(b)):繰り返し荷重の方が静荷重より亀裂進展速度が速い。非常に低サイクルであっても継手で<br />
は繰返し荷重は亀裂進展を大きくする。<br />
実プラントでの事象<br />
・P91 の使用歴は浅く、十分な経験は無いが、英国で、568℃、20000-30000h の間に TypeⅣで割れや破<br />
損した例が 4 件あり。(2001) 設計がまずい箇所もあるが、全ての破損、割れ発生は母材の熱処理が良<br />
くない事による冶金的原因と考えられる。(厚肉材で、長時間稼動したものが多い。)<br />
・米国の例:過熱器チューブの蒸気側で酸化物の堆積による破損。稼動 2 年後で起きた物もある。<br />
(ETD の解析では、酸化物 0.1 ㎜当たり 9℃の温度上昇となる。温度上昇が原因とするものが米国、日本<br />
で 1 例ずつ報告あり。)<br />
数年前から、米国/1 プラントでは T91 から再び T22 に戻している。<br />
・最近の事故例 P91-316 を Ni 基合金で溶接した蒸気管異材継手,1000h 稼動後、高サイクル<br />
・HIDA の調査結果:P91 の HAZ 中央に初期亀裂を入れても、全て TypeⅣの領域に近接して破損は起こ<br />
る。P91 は TypeⅣに弱い。<br />
EU: E911 強度減少係数 625℃、8000h 0.3、100000h 0.5<br />
9Cr鋳鋼のデータ充実必要<br />
欧州では、540~570℃の既稼動プラントに 9Cr 鋼の取替えを進めており、低温での安全性検討が重要<br />
P91、P22、AISI316 の亀裂進展速度の比較 (Fig.2)<br />
P22、316 に比べ P91 のクリープ-疲労の相互作用が最も大きい。<br />
HIDA の試験では、P91 のクリープ破断伸び 2.7%、P22 8%<br />
P91 のクリープ-疲労相互作用の高い理由はこの伸びが低い点にあり、割れ感受性を高めている。<br />
プラントの cyclic 操業も重要な要因<br />
補修溶接技術の検討が不足している。近い将来、間違いなく問題となると予想。Cold repaire 法の拡大を<br />
ベースに検討が必要。<br />
34 Grade92 9Cr-1.8W<br />
35 T24 2.4Cr-1Mo<br />
36 T23 2.25Cr- 275) 2.25Cr1Mo 鋼製ヘッダー(577℃、19500h 稼動済み)に SMAW で部分補修溶接を実施。<br />
評価対象が A(時効溶接金属と新溶接金属の界面)及び C(時効母材と新溶接金属の界面)がとなる試験片<br />
に、(550℃、0.7%及び 1%、10min 保持)で実施。<br />
0.7%ではAの寿命が短く、1%では、A,C共に短寿命。位置の影響は無くクリープ疲労は低寿命。 (表12)<br />
37 13CrMo4-5 1Cr-0.5Mo-Co-<br />
38 USC141 Ni-20Cr-10Mo-1.<br />
6Ti-1.1Al<br />
39 SAVE12 改 12Cr-W-Co-V-<br />
良 Nb-N<br />
- 174 -<br />
- 174 -
図Ⅱ.1.2.3-6(a)IN718 と Mar-M247 の摩擦溶接部 図Ⅱ.1.2.3-6 (b)摩擦圧接部の低サイクル疲労<br />
とクリープ疲労試験結果<br />
図Ⅱ.1.2.3-6(c) 破壊発生時の断面<br />
図Ⅱ.1.2.3-6(d) 熱・応力付与モードと破壊発生<br />
位置との関係[429]<br />
[429] 佐野篤史, 坂口基己, TRA Tran Hung, 岡崎正和, 関原傑: 超合金摩擦圧接材のクリープ疲労き裂進展<br />
挙動、日本機械学会年次大会講演論文集、Vol.2006 No.1, Page.943-944 (2006)<br />
- 175 -<br />
- 175 -
図Ⅱ.1.2.3-7(a) 973K におけるクリープ<br />
疲労寿命<br />
図Ⅱ.1.2.3-7(c) 図Ⅱ.1.2.3-5(d) 973K における候補材料の破壊に至る繰り<br />
における候補材料の破壊に至る<br />
繰り返し数[465]<br />
返し数<br />
[465] 久布白圭司, 吉澤廣喜, 伊藤拓哉, 中川博勝:700℃級 USC ボイラ候補材料のクリープ疲労特性、<br />
材料とプロセス、Vol.20 No.1 Page.260 (2007)<br />
- 176 -<br />
- 176 -<br />
図Ⅱ.1.2.3-(b) 破壊までの繰返し数に及ぼす保<br />
持時間の影響
図Ⅱ.1.2.3-8(a) 模擬石炭中での腐食試験結果<br />
図Ⅱ.1.2.3-8(b) 水蒸気酸化試験結果<br />
[591] S. Caminada, G. Cumino, L. Cipolla, D. Venditti A. Di Gianfrancesco, Y. Minami, T. Ono; Creep properties and<br />
microstructural evolution of austenitic TEMPALOY steels、 ECCC Creep Conference, 21-23 April 2009, Zurich<br />
- 177 -<br />
- 177 -
2. 規格基準に関する調査<br />
調査にあたって次の事項については、技術的な内容を検討し、課題等も合わせて<br />
まとめることとした。<br />
2.1 技術基準に関する調査<br />
2.1.1 損傷モードの調査<br />
(1) 基本的損傷モード<br />
高温・高圧条件の発電用火力設備に予測される運転状態(試験状態、定常状態<br />
等)、荷重条件及び環境条件において機器に予測される損傷モードを、次の文献及<br />
び火力発電所の事故原因について調査・比較し推定した。一般的な劣化の種類に<br />
ついて下記の①を、ASME の圧力機器の維持用の基準のダメージメカニズムにつ<br />
いて下記の②を、火力発電所の事故原因からの損傷モード(推定損傷モードも含<br />
む)について下記の③、④及び⑤を、ISO の損傷モードについて下記の⑥を調査<br />
した。なお、火力発電所の詳細な事故原因(事故詳報)は公開されていないため、<br />
平成 6 年度~平成 9 年度の火力発電所の事故原因としてまとめられている下記の<br />
③を、平成 11 年度の代表的事故原因が発表されている下記の④を、平成 16 年度<br />
~平成 18 年度のホームページで公開されている火力発電所の事故原因として下<br />
記の⑤を調査した。<br />
① 設備診断予知保全実用事典<br />
② ASME Post Construction Subcommittee on Inspection Planning Agenda, July 26,<br />
2006<br />
③ 発電用ボイラー等定期点検周期延長指針-解説と質疑応答集-、<br />
平成11 年 4 月<br />
④ 新田明人、火力発電プラントにおける教訓的な失敗事例、HPI セミナー<br />
失敗知識データベースの活用<br />
⑤ 平成16 年度~平成 18 年度の中部近畿産業保安監督部近畿支部管内の火力発<br />
電所の事故原因<br />
⑥ ISO 16528-2007 Part 1 Boilers and pressure vessels-Part 1 : Performance<br />
requirements<br />
損傷モードの用語の定義において、詳細な分類が明確になっておらず、重畳し<br />
て発生するため、上記の①~⑥で調査した損傷モード等について、スクリーニン<br />
グ及びまとめを行い、比較し推定した。一般的な劣化の種類とスクリーニング及<br />
びまとめ結果を表Ⅱ.2.1.1-1 に、ASME の圧力機器の維持用の基準のダメージメカ<br />
ニズムとスクリーニング及びまとめ結果を表Ⅱ.2.1.1-2 に、平成 6 年~平成 9 年の<br />
火力発電所の事故原因からの損傷モード(推定損傷モードも含む)とスクリーニ<br />
ング及びまとめ結果を表Ⅱ.2.1.1-3 に、平成 11 年度の火力発電所の代表的事故事<br />
例と原因からの損傷モード(推定損傷モードも含む)及び平成 16 年度~平成 18<br />
年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因からの損傷<br />
モード(推定損傷モードも含む)のスクリーニング結果及びまとめ結果を表<br />
Ⅱ.2.1.1-4 に、ISO の損傷モードのスクリーニング及びまとめ結果を表Ⅱ.2.1.1-9<br />
- 178 -<br />
- 178 -
に示す。<br />
なお、平成 11 年度の火力発電所の代表的事故事例と原因と損傷モードについて<br />
は表Ⅱ.2.1.1-5 に、平成 16 年度の中部近畿産業保安監督部近畿支部管内の火力発<br />
電所の事故原因と損傷モードについては表Ⅱ.2.1.1-6 に、平成 17 年度の中部近畿<br />
産業保安監督部近畿支部管内の火力発電所の事故原因と損傷モードについては表<br />
Ⅱ.2.1.1-7 に、平成 18 年度の中部近畿産業保安監督部近畿支部管内の火力発電所<br />
の事故原因と損傷モードについては表Ⅱ.2.1.1-8 に発生箇所、事故状況、原因及び<br />
損傷モード(推定損傷モードも含む)を合わせて示している。<br />
一般的な劣化の種類、ASME の圧力機器の維持用の基準のダメージメカニズム、<br />
火力発電所の事故原因からの損傷モード(推定損傷モードも含む)及び ISO の損<br />
傷モードのスクリーニング及びまとめ結果の比較を表Ⅱ.2.1.1-10 に示す。<br />
基本的な損傷モードは、次の 11 の損傷モードと推定できる。<br />
① コロージョン<br />
② エロージョン<br />
③ 脆性破壊<br />
④ 延性破壊<br />
⑤ フランジ継手部からの漏えい<br />
⑥ 座屈<br />
⑦ 環境助長割れ<br />
⑧ 疲労<br />
⑨ クリープ<br />
⑩ ラチェッティング<br />
⑪ シェークダウン<br />
環境助長割れの例としては、応力腐食割れがある。疲労の例としては、高サイ<br />
クル疲労、低サイクル疲労、腐食疲労及びクリープ疲労等がある。これらは疲労<br />
として扱う。クリープの例としては、クリープ破壊、過大変形又は想定外荷重に<br />
よるクリープ及びクリープ不安定破壊等があるが、これらはクリープとして扱う。<br />
これらの例は、基本的損傷モードの調査におけるスクリーニング及びまとめを行<br />
う前の損傷モードを参考として選定している。<br />
(2) 損傷モードと設計方針案の概念比較<br />
基本的損傷モードの内、設計基準及び維持において対応が重要と考えられるコ<br />
ロージョン、エロージョン、環境助長割れ、脆性破壊、延性破壊、クリープ破壊、<br />
フランジ継手部からの漏えい、座屈、疲労、ラチェッティング及びシェークダウ<br />
ンについて、表Ⅱ-1 の設計及び運用の方針案に対応するかたちで設計方針案の概<br />
念比較を検討した。検討結果を表Ⅱ.2.1.1-11 に示す。<br />
表Ⅱ.2.1.1-11 では、現行設計の基準・規格を高温まで延長し維持を現状同様の<br />
運用とする方針案 1(最も保守的な案)、新規設計の規格・基準を全温度範囲に適<br />
用し維持では維持規格を適用する方針案 6(最も先駆的な案)及び高温のみ新規<br />
- 179 -<br />
- 179 -
設計の規格・基準を適用し維持を現状同様の運用とする方針案 3(案 1 と案 6 の<br />
中間の案)について記載している。方針案の 2, 4, 5 については、方針案の 1, 3, 6<br />
の部分的な組み合わせのため、記載は省略している。<br />
方針案1 では、設計時に疲労、ラチェッティング及びシェークダウン等に対応<br />
できず、維持で補完的に対応するにとどまり、その適用に疑問がある。方針案 6<br />
では、設計時にほぼ全ての損傷モードに対応でき、維持でもほぼ全ての損傷モー<br />
ドに対応できるが、コスト、新規設計の規格・基準の開発時間及び維持規格の開<br />
発時間等を勘案すれば、現時点では非現実的と考えられる。両案の中間の方針案<br />
3 では、高温部に対しては設計時にほぼ全ての損傷モードに対応でき、維持で補<br />
完的に対応できるため、この案が現実的である。当面は、方針案 3 を基本方針と<br />
して検討していくのが妥当である。<br />
(3) 考慮する損傷モードの抽出<br />
A-USC ボイラーは、USC ボイラーと比較して高温となる。高温となることによ<br />
り、USC ボイラーの現状に追加して検討すべき課題等を抽出する目的で次の検討<br />
を行い、考慮する損傷モードを抽出した。<br />
① A-USC ボイラーのシステム構成及び適用材料の推定<br />
A-USC ボイラーのシステム構成及び適用材料について決定されていない。その<br />
ため、図Ⅱ.2.1.1-1 に示す 2 段再熱式を例としてこれらを推定した。火力原子力発<br />
電 Vol. 58, No. 8 に投稿された「A-USC タービンの開発」のケース A(2 段再熱)<br />
を基に推定しており、1 段再熱であるケース B 及びケース C を包含する代表的な<br />
モデルとしている。また、本ケースは、リプレースを想定している。<br />
② A-USC ボイラーの損傷モードの推定<br />
図Ⅱ.2.1.1-1 の各部位毎に、基本的損傷モードを基にして A-USC ボイラーの損<br />
傷モードを推定し検討が必要な損傷モードを選定した(表Ⅱ.2.1.1-12)。選定の基<br />
本的な考え方は次による。選定にあたっては、予測される材質、設計温度、設計<br />
圧力及び部位のロケーション等についても参考とした。<br />
a. コロージョン : Ni 基、Fe-Ni 基合金等のオーステナイト系で、火炉内にある<br />
ため、外面が腐食環境にあると予想される部位を選定した。フェライト系鋼の<br />
外面高温酸化と内面水蒸気酸化が予想される部位を選定した。フェライト系鋼<br />
については、停止後に露点温度以下となるため、内面に水滴の発生が予想され<br />
る部位を選定した。<br />
b. エロージョン : 火炉内にあるため、外面がエロージョン環境にあるもと予<br />
想される部位を選定した。<br />
c. 脆性破壊 : 大規模損傷を防止するため全部位を選定した。<br />
d. 延性破壊 : 構造成立性のため全部位を選定した。<br />
e. フランジ継手部からの漏えい : 全部位にフランジ継ぎ手部は有しないため<br />
選定しない。<br />
f. 座屈 : 主に吊り下げ構造であり、かつ、配管構造を主とした高い内圧設計に<br />
- 180 -<br />
- 180 -
よるため選定しない。<br />
g. 環境助長割れ : 火炉内にあるため、外面が腐食環境にあると予想される部<br />
位を選定した。<br />
h. 疲労 : 熱応力が大きいと推定されるため全部位を選定した。<br />
i. クリープ : 使用温度がクリープ域となるため全部位を選定した。<br />
j. ラチェッティング : 発生する熱応力値が未確認なため全部位を選定した。<br />
k. シェークダウン : 全部位でマクロな塑性変形を許容しないことが前提とな<br />
っているため選定しない。<br />
③ 代表的な部位の抽出<br />
表Ⅱ.2.1.1-12 の推定結果を基にした「保安上から見たランク付け」及び「電力<br />
の安定供給から見たランク付け(停止期間)」から各部位の重要度を考慮し代表的<br />
な部位を抽出し重要度に分類した(表Ⅱ.2.1.1-13)。下表の抽出の基本的考え方に<br />
より、「重要度大」と「重要度小」に分類した。<br />
保安上<br />
安定供給<br />
C D 備 考<br />
A 重要度大 重要度大<br />
B でパイプ(比較的大径)<br />
B でチューブ(比較的小径)<br />
重要度大<br />
重要度大<br />
重要度大<br />
重要度小<br />
管台は、管寄せに含める<br />
C<br />
保安上 :<br />
重要度大 重要度小<br />
A : 巡回中の運転員、保守点検員に直接影響を与える。(外に出ている部材)<br />
B : 直接的には影響ないが、二次被害により影響を受ける。(ペントハウス内の部材)<br />
C : 直接的にも影響なく、二次被害を殆ど引き起こさない場合。(炉壁内の部材)<br />
安定供給 :<br />
C : 緊急停止から運転再開まで一週間以上要する。<br />
D : 緊急停止から運転再開まで一週間以内で復旧可能な場合。<br />
「重要度大」に分類された次の各部位について、系統毎、材質毎に構造不連続<br />
を有し、厚肉となるため熱応力が最も過酷となる部位を抽出した。No.は、表<br />
Ⅱ.2.1.1-13 の No.に対応している。<br />
a. 過熱系(No. 1~14)<br />
新フェライト系鋼<br />
No. 部位名(仮称) 温度(℃) 圧力(MPag) 損傷モード 備 考<br />
4 3SH 出口管寄せ 640 39 コエ脆延 疲クラ<br />
- 181 -<br />
- 181 -
Ni 基、Fe-Ni 基合金<br />
No. 部位名(仮称) 温度(℃) 圧力(MPag) 損傷モード 備 考<br />
12 4SH 出口管寄せ 715 38 脆延 疲クラ<br />
b. 高圧再熱系(No. 15~27)<br />
Ni 基、Fe-Ni 基合金<br />
No. 部位名(仮称) 温度(℃) 圧力(MPag) 損傷モード 備 考<br />
25 H2RH 出口管寄せ 735 14.5 脆延 疲クラ<br />
c. 低圧再熱系(No. 28~39)<br />
新フェライト系鋼<br />
No. 部位名(仮称) 温度(℃) 圧力(MPag) 損傷モード 備 考<br />
29 L1RH 出口管寄せ 650 5 コエ脆延 疲クラ<br />
Ni 基、Fe-Ni 基合金<br />
No. 部位名(仮称) 温度(℃) 圧力(MPag) 損傷モード 備 考<br />
37 L2RH 出口管寄せ 735 5 脆延 疲クラ<br />
さらに、圧力の高い部位を優先的に抽出し、代表的な部位とした。新フェライ<br />
ト系鋼の代表的な部位として No. 4 の 3SH 出口管寄せを、Ni 基、Fe-Ni 基合金の<br />
代表的な部位として No. 12 の 4SH 出口管寄せとした。<br />
④ 考慮する損傷モード<br />
代表的な部位の損傷モードは、コロージョン、エロージョン、脆性破壊、延性<br />
破壊、クリープ、疲労及びラチェッティングについて考慮する必要がある。<br />
コロージョン及びエロージョンについては、主として外表面の目視検査等で対<br />
応することが可能なため、設計・建設で考える損傷防止の設計要求としては、脆<br />
性破壊、延性破壊、クリープ、疲労及びラチェッティングについて検討する。<br />
なお、環境助長割れについては、代表的な部位を抽出する際に除外されている。<br />
環境助長割れを予想した部位は、火炉内にあるため、外面が腐食環境にあると予<br />
想される部位のチューブである。環境助長割れについては、主に外面からの表面<br />
検査等で対応することが可能なため、設計・建設時で考える損傷防止の設計要求<br />
から除外することは妥当と判断している。<br />
ただし、コロージョン、エロージョン及び環境助長割れについては、設計・建<br />
設では定性的な要求については考慮していく。<br />
- 182 -<br />
- 182 -
表Ⅱ.2.1.1-1 一般的な劣化の種類とスクリーニング結果(1/2)<br />
No. 一般的な劣化の種類 ※<br />
スクリーニング及び<br />
まとめの結果<br />
備 考<br />
1 全面腐食<br />
2 電池作用腐食<br />
3 粒界腐食<br />
4 孔食<br />
5 隙間腐食<br />
6 選択腐食<br />
7 微生物腐食<br />
コロージョンに集約する。<br />
8 硫化腐食<br />
9 油灰腐食 バナジウムによる腐食<br />
10 溶融塩腐食<br />
11 酸化<br />
12 脱炭<br />
13 フレッティング<br />
14 エロージョン<br />
15 キャビテーション・エロージ<br />
ョン<br />
エロージョンに集約する。<br />
16 衝撃腐食<br />
高温の CO、CO2 又は炭化水素<br />
17 浸炭<br />
に曝された場合の劣化のため<br />
対象外とする。<br />
高温のアンモニア等に曝され<br />
18 窒化<br />
た場合の劣化のため対象外と<br />
する。<br />
Cl2やHClなどのハロゲンガス<br />
19 ハロゲン化<br />
に曝された場合の劣化のため<br />
対象外とする。<br />
20 溶融金属接触脆化<br />
21 水素脆化<br />
22 水素ガス脆化<br />
23 水素侵食<br />
24<br />
25<br />
低温脆化<br />
青熱脆化<br />
脆性破壊に集約<br />
26 475℃脆化<br />
27 σ相脆化<br />
28 焼き戻し脆化<br />
29 黒鉛化<br />
30 中性子照射脆化<br />
中性子は存在しないため対象<br />
外とする。<br />
31 応力腐食割れ 環境助長割れに集約する。<br />
- 183 -<br />
- 183 -
表Ⅱ.2.1.1-1 一般的な劣化の種類とスクリーニング結果(2/2)<br />
No. 一般的な劣化の種類 ※<br />
スクリーニング及び<br />
まとめの結果<br />
湿潤 H2S 環境において発生す<br />
備 考<br />
32 硫化物応力腐食割れ<br />
る割れであるが、環境助長割<br />
れに集約する<br />
33 水素誘起割れ 環境助長割れに集約する。<br />
34 疲労<br />
35 腐食疲労<br />
疲労に集約する。<br />
36 熱疲労・熱衝撃<br />
37 クリープ破壊 クリープに集約する。<br />
38 クリープ疲労 疲労に集約する。<br />
39 クリープ脆化<br />
40 クリープ変形<br />
クリープに集約する。<br />
41 リラクゼーション<br />
42 ラチェッティング ラチェッティング<br />
※ : 設備診断予知保全実用事典、株式会社フジ・テクノシステム<br />
- 184 -<br />
- 184 -
PCC の<br />
No.<br />
ダメージメカニズム ※<br />
885°F(475℃)脆化<br />
1<br />
(885°F Embrittlement)<br />
2 脆性破壊(Brittle Fracture)<br />
金属粉化(Metal Desting)<br />
3 (大規模な浸炭(Catastrophic<br />
Carburization))<br />
腐食性割れ(Caustic Cracking)<br />
4 (腐食性脆化(Caustic<br />
Embrittlement))<br />
5 水素劣化(Hydrogen Damage)<br />
6<br />
水素脆化<br />
(Hydrogen Embrittlement)<br />
7 黒鉛化(Graphitization)<br />
8<br />
溶融金属接触脆化<br />
(Liquid Metal Embrittlement)<br />
9<br />
シグマ相脆化<br />
(Sigma Phase Embrittlement)<br />
10 シグマ及びキー相<br />
(Sigma and Chi Phase)<br />
11 焼戻し脆化<br />
(Temper Embrittlement)<br />
12 ひずみ時効(Strain Aging)<br />
13 研磨性付着物(Abrasive Wear)<br />
14 粘着性付着物(Adhesive Wear)<br />
15 キャビテーション(Cavitation)<br />
16 エロージョン(Erosion)<br />
2 層流によるエロージョン<br />
17<br />
(Erosion-Droplets)<br />
18 固形物によるエロージョン<br />
(Erosion-Solids)<br />
19 エロージョン/コロージョン<br />
(Erosion/ Corrosion)<br />
20 流加速型腐食<br />
(Flaw Assisted Corrosion)<br />
21 アミン腐食(Amine Corrosion)<br />
22 アンモニア溝<br />
(Ammonia Grooving)<br />
23 孔食(Pitting Corrosion)<br />
24 酸化露点腐食<br />
(Acid Dew Point Corrosion)<br />
表Ⅱ.2.1.1-2 PCC のダメージメカニズム(1/4)<br />
スクリーニング及び<br />
まとめの結果<br />
脆性破壊に集約する。<br />
エロージョンに集約する。<br />
コロージョンに集約する。<br />
- 185 -<br />
- 185 -<br />
備 考
No.<br />
PCC の<br />
ダメージメカニズム ※<br />
25 腐食性溝(Caustic Gouging)<br />
26 チラント腐食<br />
(Chelant Corrosion)<br />
27 二酸化炭素腐食<br />
(CO2 Corrosion)<br />
28 隔離下の腐食<br />
(Corrosion Under Insulation)<br />
29 隙間腐食(Crevice Corrosion)<br />
溶解酸素アタック腐食<br />
30 (Dissolved O2 Attack<br />
Corrosion)<br />
31 糸状の腐食(Filifom Corrosion)<br />
32 電気作用腐食<br />
(Galvanic Corrosion)<br />
33 粒界腐食<br />
(Intergranular Corrosion)<br />
34 液体スラッジアタック腐食<br />
(Liquid Slag Attack Corrosion)<br />
微生物誘起腐食<br />
35 (Microbiological Induced<br />
Corrosion)<br />
36 酸化腐食(Oxidation Corrosion)<br />
37 りん酸塩アタック腐食<br />
(Phosphate Attack Corrosion)<br />
38 選択腐食<br />
(Selective Leaching Corrosion)<br />
39 堆積物下腐食<br />
(Under Deposit Corrosion)<br />
40 均一腐食(Uniform Corrosion)<br />
41 腐食疲労(Corrosion-Fatigue)<br />
42 脱炭(Decarburization)<br />
燃料ガス露点腐食<br />
43 (Flue Gas Dew Point<br />
Corrosion)<br />
44 フレッティング(Fretting)<br />
45 燃料アッシュ腐食<br />
(Fuel Ash Corrosion)<br />
46 電位差腐食<br />
(Electrical Discharge)<br />
47 高温 H2/H2S 腐食<br />
(High Temp H2/H2 S Corrosion)<br />
表Ⅱ.2.1.1-2 PCC のダメージメカニズム(2/4)<br />
スクリーニング及び<br />
まとめの結果<br />
コロージョンに集約する。<br />
- 186 -<br />
- 186 -<br />
備 考
No.<br />
PCC の<br />
ダメージメカニズム ※<br />
48 塩化水素腐食<br />
(Hydrochloric Acid Corrosion)<br />
フッ化水素腐食<br />
49 (Hydrofluoric(HF)Acid<br />
Corrosion)<br />
50 ナイフラインアタック<br />
(Knife-Line Attack)<br />
51 ナフタル酸腐食<br />
(Naphthenic Acid Corrosion)<br />
フェノール(石炭酸)腐食<br />
52 (Phenol(Carbolic Acid)<br />
Corrosion)<br />
53 リン酸腐食<br />
(Phosphoric Acid Corrosion)<br />
54 酸性水による腐食<br />
(Sour Water Corrosion)<br />
55 迷走電流腐食<br />
(Stray Current Corrosion)<br />
56 硫化(Sulfidation)<br />
57 溶接腐食(Weld Decay)<br />
アンモニア応力腐食割れ<br />
58 (Ammonia Stress Corrosion<br />
Cracking)<br />
59 アミン割れ(Amine Cracking)<br />
炭素鋼応力腐食割れ<br />
60 (Carbonate Stress Corrosion<br />
Cracking)<br />
塩化物応力腐食割れ<br />
61 (Chloride Stress Corrosion<br />
Cracking)<br />
62 応力腐食割れ<br />
(Stress Corrosion Cracking)<br />
63 水素誘起割れ<br />
(Hydrogen-Induced Crack)<br />
64 リン酸割れ<br />
(Phosphoric Acid Cracking)<br />
65 鋭敏化(Sensitization)<br />
66 硫化物応力割れ<br />
(Sulfide-Stress Corrosion)<br />
67 浸炭(Carburization)<br />
表Ⅱ.2.1.1-2 PCC のダメージメカニズム(3/4)<br />
スクリーニング及び<br />
まとめの結果<br />
コロージョンに集約する。<br />
環境助長割れに集約する。<br />
高温の CO、CO2 又は炭化水素<br />
に曝された場合の劣化のため<br />
対象外とする。<br />
- 187 -<br />
- 187 -<br />
備 考
No.<br />
PCC の<br />
ダメージメカニズム ※<br />
68 鋳物ポロシティ/ボイド<br />
(Casting Porosity/ Voids)<br />
69 低温割れ(Cold Cracking)<br />
70 高温割れ(Hot Cracking)<br />
71 融合不良(Lack-of- Fusion)<br />
72 溶込み不良<br />
(Lack-of- Penetration)<br />
73 ポロシティ(Porosity)<br />
74 溶接金属クレータ割れ<br />
(Weld Metal Crater Cracking)<br />
溶接金属融合部の割れ<br />
75 (Weld Metal Fusion Line<br />
Cracking)<br />
溶接金属縦割れ<br />
76 (Weld Metal Longitudinal<br />
Cracking)<br />
77 溶接金属ルート割れ<br />
(Weld Metal Root Cracking)<br />
78 溶接金属止端部割れ<br />
(Weld Metal Toe Cracking)<br />
溶接金属横割れ<br />
79 (Weld Metal Transverse<br />
Cracking)<br />
溶接金属下割れ<br />
80 (Weld Metal Underbead<br />
Cracking)<br />
81<br />
クリープ/ 応力破壊<br />
(Creep/ Stress Rupture)<br />
82 疲労(Fatigue, Contact)<br />
83 機械疲労(Fatigue, Mechanical)<br />
84 熱疲労(Fatigue, Thermal)<br />
85 振動疲労(Fatigue, Vibration)<br />
86 高温強度低下(Hot Tensile)<br />
87 軟化(Softening(Over Aging))<br />
88 炭化物の球状化<br />
(Speroidization)<br />
表Ⅱ.2.1.1-2 PCC のダメージメカニズム(4/4)<br />
スクリーニング及び<br />
まとめの結果<br />
製造時の品質管理等により発<br />
生を抑制することが可能な欠<br />
陥のため対象外とする。<br />
クリープに集約する。<br />
疲労に集約する。<br />
延性破壊に集約する。<br />
※ : ASME Post Construction Subcommittee on Inspection Planning Agenda, July 26, 2006<br />
- 188 -<br />
- 188 -<br />
備 考
表Ⅱ.2.1.1-3 平成6 年度~平成 9 年度の火力発電所の事故原因とスクリーニング結果<br />
No. 火力の事故原因 ※<br />
スクリーニング及び<br />
まとめの結果<br />
備 考<br />
1 クリープ クリープ<br />
2 低サイクル疲労(熱疲労) 疲労<br />
3<br />
4<br />
腐食減肉<br />
高温腐食<br />
コロージョンに集約する。<br />
5 アッシュカット<br />
6 スチームカット<br />
7 ドレンカット<br />
8 スケール堆積<br />
エロージョンに集約する。<br />
9 ドレンアタック<br />
10 その他のエロージョン<br />
11 磨耗<br />
運転時の品質管理等により発<br />
12 異物混入<br />
生を抑制することが可能なた<br />
め対象外とする。<br />
製造時の品質管理等により発<br />
13 建設時溶接不良<br />
生を抑制することが可能なた<br />
め対象外とする。<br />
運転時の品質管理等により発<br />
14 焼損<br />
生を抑制することが可能なた<br />
め対象外とする。<br />
15 その他 具体的な原因は不明<br />
※ : 発電用ボイラー等定期点検周期延長指針-解説と質疑応答集-、平成 11 年 4 月、社団法人火力<br />
原子力発電技術協会<br />
- 189 -<br />
- 189 -
表Ⅱ.2.1.1-4 平成11 年度の火力発電所の代表的事故事例と原因及び<br />
平成 16 年度から平成 18 年度の中部近畿産業保安監督部近畿支部管内の<br />
火力発電所の事故原因とスクリーニング結果<br />
No. 火力の事故原因 ※1, 2<br />
1 疲労破壊<br />
2 低サイクル疲労破壊<br />
3 高サイクル疲労破壊<br />
4 熱疲労<br />
5 粒界腐食<br />
6 アルカリ硫酸塩腐食<br />
7 高温酸化減肉<br />
8 腐食減肉<br />
9 孔食<br />
10 塩化物腐食<br />
11 フレッティング<br />
12 腐食疲労破壊<br />
13 腐食<br />
スクリーニング及び<br />
まとめの結果<br />
疲労に集約する。<br />
14 クリープ破壊 クリープ<br />
コロージョンに集約する。<br />
15 ボルト締付け部からの漏えい ボルト締付け部からの漏えい<br />
16 エロージョン<br />
17 スチームカット<br />
18 アッシュエロージョン<br />
エロージョンに集約する。<br />
- 190 -<br />
備 考<br />
19 焼損<br />
調速装置のギアの焼き付きの<br />
ため対象外とする。<br />
20 絶縁不良 絶縁不良は対象外とする。<br />
製造時の品質管理等により発<br />
21 溶接不良<br />
生を抑制することが可能なた<br />
め対象外とする。<br />
製造時の品質管理等により発<br />
22 施工不良<br />
生を抑制することが可能なた<br />
め対象外とする。<br />
23 管内爆発 管内爆発は対象外とする。<br />
運転時の品質管理等により発<br />
24 管理不良<br />
生を抑制することが可能なた<br />
め対象外とする。<br />
25 接触<br />
タービン起動時の接触のため<br />
対象外とする。<br />
製造時の品質管理等により発<br />
26 製造不良<br />
生を抑制することが可能なた<br />
め対象外とする。<br />
※1 : <strong>経済産業省</strong> 中部近畿産業保安監督部近畿支部 ホームページより推定<br />
※2 : 新田明人、火力発電プラントにおれる教訓的な失敗事例、HPI セミナー 失敗知識データベース<br />
の活用<br />
- 190 -
表Ⅱ.2.1.1-5 平成11 年度の火力発電所の代表的事故事例と原因(1/7)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
低サイクル疲労破壊<br />
腐食疲労破壊<br />
ユニット起動時における<br />
火炉側壁管と後部伝熱壁管<br />
の温度差により、両管を連<br />
絡するフィン端部に熱応力<br />
が発生し、管外面に低サイ<br />
クル疲労、管内面に腐食疲<br />
労を引き起こし、それらの<br />
重畳により亀裂が進展し、<br />
破孔に至ったと推定。<br />
管右側火炉側壁水冷壁管<br />
のフィン端部の亀裂による<br />
破孔。<br />
また、管右側火炉後壁水<br />
冷壁管及び後部伝電熱部側<br />
壁水冷壁管が管外表面減肉<br />
火炉側壁、火炉後壁、後部<br />
伝熱管側壁水冷壁管<br />
ボイラー<br />
(水冷壁管)<br />
1<br />
により破孔。<br />
水冷壁後壁管底部に複数<br />
の小貫通孔<br />
水冷壁後壁管デフレクシ<br />
ョンアーチが噴破損傷<br />
- 191 -<br />
- 191 -<br />
溶接不良<br />
当該ボイラー炉底部にあ<br />
るチューブ間シール溶接部<br />
の補修溶接不良箇所を起点<br />
とし、長期使用により亀裂<br />
が進展し貫通に至った。こ<br />
の貫通部から漏洩水が、隣<br />
接管を浸食し、隣接管同士<br />
が互いに侵食し合って複数<br />
の小貫通孔が生じた。その<br />
ため、漏洩管下流側の水量<br />
が減少し、異常過熱により<br />
デフレクションアーチにて<br />
噴破損傷したと推定。<br />
水冷壁後壁管<br />
ボイラー<br />
(水冷壁後壁管)<br />
2
表Ⅱ.2.1.1-5 平成11 年度の火力発電所の代表的事故事例と原因(2/7)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
破孔箇所は、炉内のほぼ<br />
中央位置で、かつ、分割壁<br />
パネルの端部に位置するこ<br />
とから熱負荷が最も高くな<br />
り、その影響でファイヤー<br />
クラックが発生し、破孔に<br />
火炉分割壁過熱器管に線<br />
状の破孔と象皮状の腐食減<br />
肉<br />
(熱疲労)<br />
至ったものと推定。<br />
火炉分割壁過熱器管<br />
ボイラー<br />
(火炉分割壁過熱器管)<br />
3<br />
後部伝熱部右側壁管に亀<br />
- 192 -<br />
- 192 -<br />
裂<br />
火炉出口部側壁管と後部<br />
伝熱部前壁管に損傷官噴出<br />
蒸気によるエロージョン<br />
疲労破壊<br />
後部伝熱部右側壁管と後<br />
部伝熱部前側壁管とのフィ<br />
ン止端部の形状不良箇所<br />
に、ボイラー起動・停止及<br />
び負荷変動による応力集中<br />
が繰り返し作用して、亀裂<br />
が発生進展し、損傷を与え<br />
たものと推定。<br />
後部伝熱部右側壁管<br />
ボイラー<br />
(後部伝熱部右側壁管)<br />
4
表Ⅱ.2.1.1-5 平成11 年度の火力発電所の代表的事故事例と原因(3/7)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
起動時にバーナー部非加<br />
熱部が燃焼用空気により冷<br />
却されることにより、バー<br />
ナーパネル部の缶水流量が<br />
一時的に減少・停滞したこ<br />
とで流動変動を起こし、バ<br />
ーナー下部の一部の火炉管<br />
において局所的な過熱を引<br />
き起こし、クリープ破断に<br />
至ったものと推定。起動時<br />
の局部的過熱の繰り返しに<br />
より高温部に徐々にスケー<br />
ルが成長し、これが相乗的<br />
な影響を及ぼしたものと推<br />
火炉コーナーのデ・アー<br />
チ部とバーナーパネル部に<br />
おいて破孔及び破孔からの<br />
漏洩蒸気による磨耗<br />
クリープ破壊<br />
火炉管<br />
ボイラー<br />
(火炉管)<br />
5<br />
- 193 -<br />
- 193 -<br />
定。<br />
T 継手レジューサ内外面<br />
損傷<br />
低サイクル疲労破壊<br />
ボイラー起動停止時の繰<br />
り返し応力に再熱器でスー<br />
パーヒーターノズルから T<br />
継手レジューサ部へスプレ<br />
ー水漏洩による熱応力が当<br />
該部の形状に起因して集中<br />
的に作用し、低サイクル疲<br />
労損傷に至ったものと推<br />
低温再熱蒸気管 T 継手レジ<br />
ューサ<br />
低温再熱蒸気管 T 継手レジ<br />
ューサ<br />
6<br />
定。
表Ⅱ.2.1.1-5 平成11 年度の火力発電所の代表的事故事例と原因(4/7)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
2 次再熱器管上流に位置<br />
する再熱器過熱低減器のラ<br />
イナが、スプレイ水管カル<br />
マン渦による加振力と共振<br />
により損傷・移動し、下流<br />
の熱電対保護筒と接触、保<br />
護筒の一部を破断したと推<br />
定。この破断した保護筒が 2<br />
次再熱器管の蒸気流れを阻<br />
害し、高温クリープによる<br />
噴破に至ったと推定。<br />
2 次再熱器管に漏洩、開<br />
口、減肉、<br />
再熱器過熱低減器ライナ<br />
(高サイクル疲労破壊)<br />
2 次再熱器管<br />
ボイラー<br />
(2 次再熱器管)<br />
7<br />
2 次過器管の最前列管ベ<br />
ンド部が、内面のスケール<br />
に起因する局部的過熱によ<br />
る高温酸化とその減肉によ<br />
り損傷に至ったと推定。<br />
2 次過器管の最前列管ベ<br />
ンド部の亀裂損傷<br />
- 194 -<br />
- 194 -<br />
高温酸化減肉<br />
2 次過器管<br />
ボイラー<br />
(2 次過器管)<br />
8<br />
施工不良<br />
当該リークについては、<br />
材料検査での結果、設計よ<br />
り耐力の低い配管が使用さ<br />
れていたため、長時間の運<br />
転により劣化が進行し、ク<br />
リープ破断に至ったと推<br />
吊下形1次過熱器出口ス<br />
プレー管空気抜管のベント<br />
管にクラックが発生し管を<br />
貫通<br />
吊下形1次過熱器出口スプ<br />
レー管空気抜管<br />
ボイラー<br />
(吊下形1次過熱器出口ス<br />
9<br />
プレー管空気抜管)<br />
定。
表Ⅱ.2.1.1-5 平成11 年度の火力発電所の代表的事故事例と原因(5/7)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
台風の高波により構内が<br />
浸水し、復水系統に海水が<br />
浸入した。混入した海水に<br />
より火炉水冷壁等の内面ス<br />
ケールが溶解され、過熱蒸<br />
気周囲で再析出し、1 次過熱<br />
器等の内面に付着した。こ<br />
の付着物がユニットの起動<br />
停止の熱負荷変動等により<br />
剥離・落下し、1次加熱器<br />
ベンド部に堆積し、高温ク<br />
リープによる噴破に至った<br />
1 次過熱器管に漏洩、変<br />
形、減肉、スケールの堆積、<br />
温度上昇による変色<br />
クリープ破壊<br />
1 次過熱器管<br />
10 ボイラー<br />
(1 次過熱器管)<br />
と推定。<br />
- 195 -<br />
- 195 -<br />
主給水配管ブロー弁の主<br />
給水配管側が噴破<br />
腐食減肉<br />
外部からの雨水等の浸入<br />
により局所的な腐食減肉が<br />
発生。経年的な腐食減肉進<br />
行により内圧に耐えられず<br />
噴破し、噴出水の圧力によ<br />
り配管に振れ曲がりが生じ<br />
配管が噴破したと推定。<br />
主給水ブロー配管<br />
11 ボイラー<br />
(主給水ブロー配管)
表Ⅱ.2.1.1-5 平成11 年度の火力発電所の代表的事故事例と原因(6/7)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
当該ドレン管は、加減弁<br />
後とタービン入口立ち上が<br />
り管のドレンをドレントラ<br />
ップにより排出している。<br />
プラント起動停止時に発生<br />
したドレンが、ドレン配管<br />
内面に付着したスケールと<br />
配管の間に付着した。当該<br />
ドレンは低 pH 及び Cl 分を<br />
多く含むため、長期にわた<br />
る運転停止の繰り返しによ<br />
り酸素と結合し、腐食が進<br />
行し穴あきに至ったと推<br />
定。<br />
左側加減弁後ドレン管腐<br />
食穴あきによる蒸気リーク<br />
腐食<br />
12 蒸気タービン<br />
(左側加減弁後ドレン管) 左側加減弁後ドレン管<br />
- 196 -<br />
- 196 -<br />
サポートで拘束されたド<br />
レン管が、起動停止等によ<br />
る抽気管の伸縮に追従でき<br />
ず、ドレン管座すみ肉溶接<br />
部に許容値を超える応力が<br />
働き、割れが発生・進展し、<br />
蒸気漏れに至ったものと推<br />
定<br />
抽気管ドレン管座すみ肉<br />
溶接部付近に割れが発生<br />
し、管を貫通<br />
疲労破壊<br />
抽気管ドレン管<br />
13 タービン<br />
(抽気管ドレン管)
表Ⅱ.2.1.1-5 平成11 年度の火力発電所の代表的事故事例と原因(7/7)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
熱疲労により発生した微<br />
小亀裂が起動停止等による<br />
繰り返し応力を受け成長<br />
し、貫通亀裂に至ったと推<br />
中圧外部車室上半部水平<br />
フランジから車室内部円周<br />
疲労破壊<br />
方向に貫通<br />
中圧外部車室<br />
14 タービン<br />
(中圧外部車室)<br />
定。<br />
ガスタービン第 4 段動翼<br />
の耐腐食コーティング層は<br />
対衝撃性劣っていたため、<br />
何らかの衝撃により亀裂が<br />
発生し、当該部に大気中の<br />
腐食成分が浸入、翼母材の<br />
粒界腐食が進展、折損に至<br />
ったと推定。<br />
ガスタービン及び空気圧<br />
縮機の動翼、静翼、車室に<br />
折損、欠損、打痕、円板シ<br />
ール部に摺動跡、軸受変形<br />
粒界腐食<br />
15 ガスタービン ガスタービン<br />
※ : 新田明人、火力発電プラントにおれる教訓的な失敗事例、HPI セミナー 失敗知識データベースの活用<br />
- 197 -<br />
- 197 -
表Ⅱ.2.1.1-6 平成16 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(1/5)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
疲労破壊<br />
メーカー補修時に、過剰<br />
切削により、局部的に尾筒<br />
が肉厚不足になっていた。<br />
肉厚不足部位に対し運転<br />
中における熱疲労によりク<br />
ラックが発生、進展により、<br />
破断・損傷に至った。<br />
動翼、静翼の破損は、尾<br />
筒の欠損による空気量の不<br />
足による異常燃焼及び欠損<br />
部の飛散により発生した。<br />
ガスタービン入口案内翼<br />
に異常警報が発生し、送電<br />
端電力が降下した。<br />
ガスタービン温度偏差異<br />
常発生し、発電を停止し内<br />
部点検を実施したところ尾<br />
筒の損傷を発見し、分解点<br />
検をしたところ動翼の欠<br />
損、静翼に打痕を発見した。<br />
燃焼器尾筒、静翼、動翼<br />
ガスタービン(燃焼器、静<br />
翼、動翼)<br />
1<br />
- 198 - 198 -<br />
-<br />
粒界腐食<br />
管内面にかさぶた状の厚<br />
いスケールが生成し、スケ<br />
ールの背面側の管母材部に<br />
粒界き裂を伴う腐食減肉が<br />
確認されたため、水素によ<br />
る粒界き裂が進展したため<br />
であると推測される。<br />
運転中、ボイラーの火炉<br />
内部圧力の上昇発生ととも<br />
に、ボイラー蒸発量の低下<br />
を確認したため、ボイラー<br />
を停止し、内部点検を実施<br />
したところ蒸発管1本の破<br />
2 ボイラー(蒸発管) 蒸発管<br />
孔漏洩を確認した。<br />
同上 同上<br />
粒界腐食<br />
3 ボイラー(蒸発管) 蒸発管
表Ⅱ.2.1.1-6 平成16 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(2/5)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
管外面側のアルカリ硫酸<br />
塩腐食による減肉と判断し<br />
た。<br />
アルカリ硫酸塩腐食<br />
運転監視中、蒸発量と給<br />
水量の差が開いたことを確<br />
認し、その後、各部点検を<br />
実施し、過熱器管付近で蒸<br />
気噴出音を確認したため、<br />
炉内を点検したところ、3 次<br />
過熱器管 1 本の破孔を確認<br />
した。<br />
3 次過熱器管<br />
ボイラー<br />
(過熱器管)<br />
4<br />
ローター内など冷却空気<br />
通路部に吸気に含まれるダ<br />
ストが空気冷却と共に翼内<br />
に進入・堆積し、冷却機能<br />
を低下させた結果、翼部の<br />
温度が上昇してクリープに<br />
より折損したものと推定。<br />
ガスタービン第1段ター<br />
ビン動翼損傷により出力が<br />
低下し、発電機がトリップ<br />
した。<br />
- 199 - 199 -<br />
-<br />
クリープ破壊<br />
5 ガスタービン(動翼) 動翼<br />
抽気エゼクタノズルの折<br />
損の原因は調査中。<br />
不明<br />
蒸気タービンが排気圧力<br />
高によりトリップ。<br />
調査を実施したところ、<br />
No.2 抽気エゼクタ1段ノズ<br />
ルの折損を確認した。<br />
抽気エゼクタノズル<br />
蒸気タービン(抽気エゼク<br />
タノズル)<br />
6
表Ⅱ.2.1.1-6 平成16 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(3/5)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
起動停止時に生じる線膨<br />
張係数の差による酸化スケ<br />
ールの剥離・浮上りと運転<br />
中の生成が繰り返されて積<br />
層し、熱伝導率の低下によ<br />
って再熱器管のメタル温度<br />
が上昇することで外表面の<br />
高温酸化減肉が進行し損傷<br />
運転中、補給水量増加を<br />
確認し、停止後、復水器真<br />
空度低下現象及び再熱器管<br />
漏洩の疑いのため内部点検<br />
を実施したところ、再熱器<br />
管が損傷していた。<br />
高温酸化減肉<br />
7 ボイラー(再熱器管) 再熱器管<br />
に至った。<br />
ボルト硬度低下によりフ<br />
ランジの締付力が低下した<br />
運転中、巡回点検におい<br />
て MT ハウジング内より漏<br />
洩音を確認し、また、主蒸<br />
気管フランジ付近より断続<br />
的な蒸気漏れを確認した。<br />
停止後、主蒸気管フラン<br />
ジ部他点検を実施したとこ<br />
ろ、主蒸気管フランジパッ<br />
キンの全周が黒く変色して<br />
いることを確認した。<br />
- 200 - 200 -<br />
-<br />
ため蒸気漏洩に至った。<br />
ボルト締付け部からの漏え<br />
い<br />
8 蒸気タービン(主蒸気管) 主蒸気管フランジパッキン
表Ⅱ.2.1.1-6 平成16 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(4/5)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
噴霧ノズルが、通常より<br />
やや曲がっていたため、水<br />
管噴破付近の水管に近接<br />
し、噴霧蒸気が噴破部に通<br />
常より強く当たる位置にな<br />
っていたことと噴霧蒸気圧<br />
力が通常より高くなってい<br />
たことにより、水管が噴破<br />
に至ったと考えられる。<br />
運転中、ボイラーチュー<br />
ブ噴破調査警報が発令した<br />
ため、現場確認後緊急停止<br />
した。<br />
調査したところ、水管の<br />
減肉による噴破と判明し<br />
(エロージョン)<br />
9 ボイラー(水管) 水管<br />
た。<br />
当該部の溶接欠陥を起点<br />
にして、ボイラ外面と内面<br />
ガス側との温度差等による<br />
熱歪により、応力集中が当<br />
該部に発生したため亀裂が<br />
進展して漏洩に至ったもの<br />
と推定。<br />
応力集中が発生した理由<br />
としては、フィン溶接部の<br />
コーナー部に R を設けてい<br />
ないことが原因と考えられ<br />
る。<br />
運転中、巡視点検時にバ<br />
ックパス上部のペントハウ<br />
ス外面保温の隙間より蒸気<br />
が立ち上っていることを確<br />
認した。<br />
冷却後ペントハウス内部<br />
の点検を実施したところ、<br />
接触伝熱管の破孔漏洩を確<br />
- 201 - 201 -<br />
-<br />
疲労破壊<br />
10 ボイラー(接触伝熱壁管) 接触電熱壁管<br />
認した。
表Ⅱ.2.1.1-6 平成16 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(5/5)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
スートブロワのスチーム<br />
カットによる水管の減肉と<br />
推定。<br />
スチームカット<br />
炉内圧力高の警報が発令<br />
し、水蒸気が漏れ、更にボ<br />
イラー水位異常低の警報が<br />
発令し、緊急停止した。<br />
冷却後点検したところ、<br />
11 ボイラー(水管) 水管<br />
破口した水管を確認した。<br />
運転中、巡視点検時に水ド 管のメタル温度が低い一<br />
ラム周辺にて水が滴り落ち 方、内部にスラッヂが堆積<br />
ているのを確認したため、 していたため、伝熱阻害に<br />
12 ボイラー(蒸発管) 蒸発管<br />
ボイラーを停止した。 よる沸騰現象の誘起ととも (孔食)<br />
冷却後内部点検を実施し に腐食現象に伴う腐食成分<br />
たところ、ボイラ水管の破 の濃縮作用により発生した<br />
孔漏洩を確認した。 ものと考えられる。<br />
※ : <strong>経済産業省</strong> 中部近畿産業保安監督部近畿支部 ホームページ http://www.nisa.meti.go.jp/safety-kinki/denryoku/16accident/16karyokusuiryokujiko.htm<br />
- 202 - 202 -<br />
-
表Ⅱ.2.1.1-7 平成17 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(1/11)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
(疲労破壊)<br />
当該部位は壁水管及びフ<br />
ィンとレンガ受金物の上面<br />
とが連続ですみ肉溶接がさ<br />
れており、破孔はすみ肉溶<br />
接端部の熱影響部に生じて<br />
いた。<br />
解析した結果、クラック<br />
の発生は、高応力の部位に<br />
溶接にて取り付けたレンガ<br />
受金物のすみ肉溶接端部が<br />
位置し、応力集中係数 6 以<br />
上の応力集中状態となった<br />
巡視点検において下部ケ<br />
ーシングより水の滴下を発<br />
見、通水を停止した。<br />
これにより一旦水漏れは収<br />
まったかに思えたが、その<br />
後再び漏れだした。<br />
休炉し、内部点検を実施<br />
したところ壁水管(1 本)の<br />
1 ボイラー 水管<br />
破孔が確認された。<br />
ためと推定された。<br />
- 203 - 203 -<br />
-<br />
焼損<br />
調速装置ドライブギアの<br />
焼き付きにより、ドライブ<br />
シャフトが折損した。<br />
2 次原因として、潤滑油へ<br />
の異物混入による潤滑不良<br />
(調速装置冷却用エアーシ<br />
ャワーの湿潤エアーが軸貫<br />
通部から侵入し、内部で<br />
錆・異物を発生させた)が<br />
推定されている。<br />
ボイラー通風機吐出異常<br />
圧力が作動し、ボイラー、<br />
タービンがトリップした。<br />
これにより、工場内の一<br />
部の製造プラントが停止し<br />
た。<br />
通風機<br />
(通風機駆動タービン調速<br />
2 ボイラー<br />
装置)
表Ⅱ.2.1.1-7 平成17 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(2/11)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
ケーブル接続部が端子箱<br />
の蓋に接触して、経年、振<br />
動、熱により被覆が劣化し、<br />
絶縁不良を起こし地絡した<br />
と推定された。<br />
絶縁不良<br />
突然タービンがトリップ<br />
した。点検したところ復水<br />
器ファン駆動電動機の端子<br />
箱の蓋に漏電跡がみられ<br />
た。また、ケーブルの接続<br />
部においても被覆が破損<br />
し、絶縁不良がみられた。<br />
低圧蒸気復水器<br />
(復水ファン)<br />
3 蒸気タービン<br />
- 204 - 204 -<br />
-<br />
疲労破壊<br />
繰り返し応力が亀裂の発<br />
生要因であり、燃焼の変動<br />
等による水冷壁の変位のた<br />
め許容応力を越える繰り返<br />
し応力が付着金物のコーナ<br />
ー部に長期間作用し結果と<br />
して水管を破孔させたもの<br />
と推定された。<br />
巡視点検においてボイラ<br />
ー燃焼室天井部数カ所より<br />
少量の蒸気もれを発見し<br />
た。ボイラーを停止し点検<br />
した結果、天井部水管(水<br />
管と付着金物との溶接部)<br />
に亀裂が発生していた。<br />
4 ボイラー 水管
表Ⅱ.2.1.1-7 平成17 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(3/11)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
点検した結果、14 年前に<br />
実施した壁水管更新時の溶<br />
接不良が判明した。(管内<br />
線状欠陥部の腐食が進行<br />
し、溶接欠陥と繋がり漏れ<br />
が発生)<br />
溶接不良<br />
定期巡回時にボイラー基<br />
礎の一部が水で濡れている<br />
のを発見した。運転データ<br />
ーを確認するも異常は認め<br />
られず、当日の雪の影響も<br />
考えられるため、傾向を監<br />
視することにした。<br />
翌日も水漏れは収まらな<br />
いため、外部ケーシングを<br />
外し点検したところピンホ<br />
ール状の漏れ1箇所を確認<br />
した。<br />
5 ボイラー 水管<br />
- 205 - 205 -<br />
-<br />
メーカーにおいて詳細原<br />
因を調査中。<br />
不明<br />
ボイラー西側床面に水た<br />
まりを発見。点検したとこ<br />
ろ放射室右側側壁下部付近<br />
より蒸気漏れを確認した。<br />
ボイラーを停止し、水管<br />
下部を調査した結果、水管<br />
とフィン材の溶接ビード止<br />
端部に亀裂が認められた。<br />
6 ボイラー 水管
表Ⅱ.2.1.1-7 平成17 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(4/11)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
側壁管際は流速が速く、<br />
アッシュ濃度も高いことに<br />
よりアッシュエロージョン<br />
が促進され、側壁側の一次<br />
過熱器貫通部が減肉・開口<br />
に至ったと推定された。<br />
アッシュエロージョン<br />
巡視点検中、一次過熱器<br />
付近にて異常音を確認し、<br />
その後、蒸気漏洩の兆候が<br />
確認されたため、ボイラー<br />
停止。<br />
ボイラー内部点検の結<br />
果、一次過熱器管及び接触<br />
伝熱壁管に孔あきを確認し<br />
7 ボイラー 一次過熱器管<br />
た。<br />
- 206 - 206 -<br />
-<br />
クリープ破壊<br />
外周管 U ベント部下部に<br />
おいて、管内スケールが蓄<br />
積し、温度上昇による長時<br />
間クリープにて破孔、その<br />
破孔により同管の蒸気流量<br />
が減少し、急激な温度上昇<br />
による短時間クリープによ<br />
り変形破孔したと推定され<br />
「炉内圧力高」の警報が<br />
あり、炉内カメラにより蒸<br />
気漏れを確認、ボイラーを<br />
ハンドトリップさせた。<br />
点検の結果、二次過熱器<br />
の外周Uベント下部に破孔<br />
及び導管及び同管の三次過<br />
熱器側に変形及び破孔して<br />
いることを確認した。<br />
8 ボイラー 二次過熱器管<br />
た。
表Ⅱ.2.1.1-7 平成17 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(5/11)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
気象条件(気温の低下)、<br />
ボイラーの運転条件(流量<br />
調整弁の開度が小さい状態<br />
で長時間維持)により、燃<br />
料の流量調整弁にタール分<br />
が付着したため、燃料が流<br />
れず、バーナー管により加<br />
熱された炉内の高温ガスが<br />
燃料配管に環流し、配管内<br />
に残留していたガスに着<br />
火、管内爆発が起こった。<br />
ボイラー点火作業時に燃<br />
料配管内で爆発が発生し、<br />
各設備の制御等のケーブル<br />
が焼損した。これにより制<br />
御不能となり、他のボイラ<br />
ーには燃料が炉内に入り爆<br />
発、蒸気が噴出。蒸気を浴<br />
びた運転員が死亡した。ま<br />
た、発電機がモータリング<br />
状態となり、タービンの内<br />
部温度上昇にタービンと発<br />
電機が損壊。発電機の損壊、<br />
短絡により変圧器に異常電<br />
流が流れ変圧器が損壊し<br />
ボイラー<br />
蒸気タービン<br />
管内爆発<br />
燃料配管、本体<br />
9<br />
発電機<br />
変圧器<br />
- 207 - 207 -<br />
-<br />
た。<br />
疲労破壊<br />
ハンガーチューブがスー<br />
トブロワにより繰り返し荷<br />
重が付加されたため、疲労<br />
損傷した。破口から噴出し<br />
た蒸気と燃焼灰により他の<br />
管も減肉され噴破し蒸気が<br />
100%出力にて運転中、出<br />
力が低下した。給水流量が<br />
急増しているため、発電設<br />
備を停止し、ボイラーを点<br />
検したところ、過熱器の損<br />
傷を確認した。<br />
10 ボイラー(2 件発生) 過熱器<br />
漏れた。
表Ⅱ.2.1.1-7 平成17 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(6/11)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
溶接不良<br />
今回損傷した管は、以前<br />
プロテクタ脱落により損傷<br />
したので単管切替し硬化肉<br />
盛をした。その施工により<br />
旧管の硬化肉盛部に熱歪が<br />
加わり、亀裂が発生。管の<br />
内面と外面の温度差により<br />
熱歪が生じ、亀裂が進展し<br />
運転中の点検パトロール<br />
時に 2 次過熱器ヘッダー部<br />
の保温より蒸気漏れを確認<br />
したため、ボイラーを停止<br />
し点検したところ 2 次過熱<br />
器の損傷(亀裂)を確認し<br />
11 ボイラー 過熱器<br />
た。<br />
た。<br />
ボイラー水管は、炉内側<br />
との境界に設置されてお<br />
り、炉内側の耐火物の脱落<br />
等により当該部の温度が局<br />
所的に上昇し、管側との温<br />
度差による熱応力によりボ<br />
イラー水管のフィンに微細<br />
割れが生じ、長年の運転で<br />
亀裂が水管まで進展した。<br />
運転中の点検パトロール<br />
時に蒸気ドラム近傍の保温<br />
より蒸気漏れを確認したた<br />
め、ボイラーを停止し点検<br />
したところボイラー水管の<br />
損傷(亀裂)を確認した。<br />
- 208 - 208 -<br />
-<br />
(疲労破壊)<br />
12 ボイラー 水管<br />
塩化物腐食<br />
ボイラーのブロー不足に<br />
より腐食成分(塩素)が濃<br />
縮され、それがスケール内<br />
部に侵入し、管が腐食減肉<br />
した。ブロー不足は、純水<br />
不足による。<br />
運転中、ボイラー火炉内<br />
部圧力が上昇するとともに<br />
ボイラー蒸発量が低下し<br />
た。ボイラーを停止し、内<br />
部を点検したところ、蒸発<br />
管の破孔を確認した。<br />
蒸発管(2 件)<br />
ボイラー水管(1 件)<br />
13 ボイラー(3 件発生)
表Ⅱ.2.1.1-7 平成17 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(7/11)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
管内部にスラッヂが堆積<br />
したため伝熱阻害による沸<br />
騰現象の誘起とともに沸騰<br />
現象に伴う腐食成分の濃縮<br />
作用により腐食減肉した。 腐食減肉<br />
運転中、ボイラー火炉内<br />
部圧力が上昇するとともに<br />
ボイラー蒸発量が低下し<br />
た。ボイラーを停止し、内<br />
部を点検したところ、ボイ<br />
ラー水管の破孔を確認し<br />
14 ボイラー ボイラー水管<br />
た。<br />
コロージョン<br />
2 次過熱器については、蒸<br />
発量を増加したため、流速<br />
が増加した下降流により減<br />
肉・損傷が破損の原因。蒸<br />
発管は、過熱器の破損によ<br />
る 2 次犠牲破損。<br />
運転中、誘引ブロアの出<br />
力が上昇した。内部を点検<br />
したところ、2 次過熱器と蒸<br />
発管の破損を確認した。<br />
15 ボイラー 二次過熱器<br />
- 209 - 209 -<br />
-<br />
低サイクル疲労破壊<br />
起動停止に伴う熱応力<br />
(高温低サイクル)により、<br />
新旧フィン間あるいはフィ<br />
ンと管の間の溶接部より亀<br />
裂が進展。又は雨水の浸入<br />
や結露等による応力腐食割<br />
れに亀裂がしたものと考え<br />
られる。破損管は、ボイラ<br />
ー建設当時(昭和 45 年)に<br />
短管切替されている。<br />
運転中の点検パトロール<br />
時に蒸気ドラム右側のボイ<br />
ラーケーシングの隙間より<br />
蒸気漏れを確認した。ボイ<br />
ラーを停止しボイラーケー<br />
シングを解体したところ蒸<br />
発管の損傷を確認した。<br />
16 ボイラー 蒸発管
表Ⅱ.2.1.1-7 平成17 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(8/11)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
巡回点検時に二段再熱器<br />
安全弁テスト用配管管台付<br />
近の外装板継ぎ目部より極<br />
微量の湯気の発生を認め<br />
た。<br />
当該部位より滴下してい<br />
る水滴の pH を分析した結<br />
果、蒸気漏洩と判断した。<br />
管台部のMT 検査を実施<br />
した結果、母材部概表面に<br />
亀裂(周方向に最大 27 mm<br />
長)を認めた。<br />
疲労破壊<br />
内面亀裂進展部<br />
二段再熱器安全弁テスト用<br />
配管内で凝縮したドレンが<br />
起動停止時に管台へ滴下<br />
し、管台内面が急激に冷却<br />
され、管台内外面の温度差<br />
による熱応力が繰り返し作<br />
用したため、亀裂が発生し<br />
蒸気漏洩に至ったと推測さ<br />
れる。<br />
外面亀裂進展部<br />
起動停止に伴う二段再熱器<br />
安全弁テスト用配管の変位<br />
に起因する作用応力の繰り<br />
返しにより、概表面に亀裂<br />
が発生したと推定される。<br />
再熱器(再熱器安全弁テス<br />
ト用配管管台)<br />
17 ボイラー<br />
- 210 - 210 -<br />
-
表Ⅱ.2.1.1-7 平成17 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(9/11)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
経年劣化により、軸受球<br />
面部及びスフェリカルシー<br />
トの肌荒れが徐々に進行<br />
し、前回定検での摺り合わ<br />
せ不足も重なり、軸受球面<br />
部の当たりが不均一になり<br />
フレッティングが発生した<br />
ため、自動調芯機能が喪失<br />
した。<br />
その結果、軸受球面座調<br />
整ボルトに過大な応力が作<br />
用し、亀裂が発生、折損に<br />
至った。<br />
ボルト折損により軸受固<br />
定機能が喪失し、冷却水配<br />
管が軸受箱貫通部で接触<br />
し、ねじ部に亀裂が発生し<br />
て冷却水漏洩に至った。<br />
漏洩した冷却水がメタル<br />
に侵入し、潤滑不足により<br />
メタル温度が上昇し、損傷<br />
に至った。<br />
「多点軸受温度高」の警<br />
報発信を受けて現地点検し<br />
たところ、軸受け潤滑油の<br />
油面計上部空気穴より油に<br />
じみを発見した。<br />
詳細点検したところ、B-<br />
押込通風機モーター側軸受<br />
箱内部の冷却水配管亀裂及<br />
び軸受球面座調整ボルト折<br />
損及び軸受メタルの一部損<br />
傷を確認した。<br />
フレッティング<br />
通風機<br />
押込通風機<br />
18 ボイラー附属設備<br />
- 211 - 211 -<br />
-
表Ⅱ.2.1.1-7 平成17 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(10/11)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
管理不良<br />
ユニット停止中にボイラ<br />
ー水をブローした際、ドレ<br />
ン検水器の出入口弁を開け<br />
て水抜き状態を確認した<br />
が、起動前にドレン検水器<br />
出入口弁を閉め忘れ、ボイ<br />
ラー点検後の圧力上昇によ<br />
りドレン検水器及び同配管<br />
中央制御室でボイラー側<br />
より蒸気漏洩音を確認し<br />
た。<br />
現地確認したところ、ボ<br />
イラー2 階缶右サプライド<br />
ラムブロー弁付近にて蒸気<br />
漏洩を確認、運転継続不可<br />
と判断し、ユニット停止し<br />
た。<br />
詳細確認したところ、ボ<br />
イラー循環ポンプ出口分配<br />
管ブロー管ドレン検水器及<br />
19 ボイラー 循環ポンプ<br />
が損傷した。<br />
び同配管が損傷していた。<br />
- 212 - 212 -<br />
-<br />
フラッシュパイプ付近か<br />
ら蒸気噴出を監視カメラで<br />
確認し、ボイラー・タービ<br />
ンを停止した。<br />
確認した結果、高圧過熱<br />
器入口連絡管空気抜き菅が<br />
腐食減肉<br />
高圧過熱器入口連絡管空<br />
気抜き菅の損傷原因は、雨<br />
水等による外面からの腐食<br />
であると考えられる。<br />
当該配管は通常運転中は<br />
蒸気の流れがなく温度が低<br />
いため、外装板から侵入し<br />
た雨水等が乾燥せずに保温<br />
材に吸収され、常時腐食環<br />
境下にあったために管外面<br />
の腐食が進行し、管厚が減<br />
肉し、内圧により蒸気漏洩<br />
損傷していた。<br />
過熱器(高圧過熱器入口連<br />
絡管空気抜管)<br />
20 ボイラー<br />
に至った。
表Ⅱ.2.1.1-7 平成17 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(11/11)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
接触<br />
タービン冷起動における<br />
中圧タービングランド蒸気<br />
供給温度が高かったことに<br />
より、ロータグランド部が<br />
過熱され、ローターロング<br />
となり、#4 アウターグラン<br />
ド及びインナーグランドの<br />
シールフィンがローターグ<br />
ランド部と軸方向で接触し<br />
「タービン軸振動大」警<br />
報があり、軸振動上昇であ<br />
ったためタービンを停止し<br />
た。点検の結果、タービン<br />
グランドシールフィンが曲<br />
がっているのを確認した。<br />
21 蒸気タービン 車軸<br />
た。<br />
(疲労破壊)<br />
運転中に各低圧節炭器管<br />
の温度差により、上部管寄<br />
間の移動量に差が発生し、<br />
管寄の空気抜き管とそれら<br />
の集合管との接合部に荷重<br />
が加わり、亀裂が発生・進<br />
「ブレードパス温度差大」<br />
警報があったためガスター<br />
ビンを停止した。点検の結<br />
果、排熱回収ボイラーの空<br />
気抜き管溶接部からの漏水<br />
を確認した。<br />
節炭器(低圧節炭器上部管<br />
寄空気抜管)<br />
22 ボイラー<br />
- 213 - 213 -<br />
-<br />
展した。<br />
※ :<strong>経済産業省</strong> 中部近畿産業保安監督部近畿支部 ホームページ http://www.nisa.meti.go.jp/safety-kinki/denryoku/17accident/17karyokusuiryokujiko.htm
表Ⅱ.2.1.1-8 平成18 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(1/6)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
製造不良<br />
部品の製造履歴・寸法成<br />
績を調査したところ、圧縮<br />
機 7 段動翼が計画通りにデ<br />
ィスクと接触していなかっ<br />
たことが判明した。<br />
これが故に過大な応力が<br />
動翼タブテール接触面上部<br />
近傍に発生、進展した結果、<br />
翼の欠損に至ったものと推<br />
定される。<br />
運転中、保護装置動作「主<br />
軸振動大(2 段)タービン側」<br />
によりトリップした。<br />
点検の結果、空気圧縮機 7<br />
段動翼 1 枚の欠損(欠損翼<br />
以外の十数枚にもクラッ<br />
1 ガスタービン 空気圧縮機動翼<br />
ク)を確認した。<br />
当該配管の近傍に設置し<br />
ている逆止弁が異物噛み込<br />
み等により閉め切られてい<br />
ない状態となり、通常運転<br />
時の逆止弁前後の圧力差に<br />
より隙間に高速流が発生<br />
し、逆止弁シート面が損傷<br />
した。<br />
そのため、通常運転中は<br />
流れない系統に逆向きの方<br />
向に高速流れが発生し、経<br />
年的に徐々に減肉が進み配<br />
管の損傷に至ったと推定さ<br />
れる。<br />
給水ポンプ付近で蒸気漏<br />
れが発生し、手動停止した。<br />
点検の結果、給水ポンプ<br />
ウォーミング管の破損を確<br />
認した。<br />
また、配管破損部の内面<br />
減肉及び逆止弁の一部に損<br />
傷を確認した。<br />
- 214 - 214 -<br />
-<br />
エロージョン<br />
2 ボイラー 給水ポンプウォーミング管
表Ⅱ.2.1.1-8 平成18 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(2/6)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
外面スケールの元素分析<br />
において、融点を低下させ<br />
る酸化バナジウム等が検出<br />
された(燃料由来のものと<br />
思われる)ことから、高温<br />
腐食とスーツブローによる<br />
影響等の相乗作用によるも<br />
のと推定される。<br />
ボイラー給水量に対する<br />
蒸発量に異常な差があった<br />
ため、水管破損と判断しボ<br />
イラーを停止した。<br />
点検の結果、過熱器管の<br />
破損を確認した。<br />
コロージョン<br />
(疲労破壊)<br />
3 ボイラー 過熱器管<br />
- 215 - 215 -<br />
-<br />
エロージョン<br />
過去に行った火炉蒸発管<br />
キックバック構造化工事に<br />
おいて、蒸発管切替えに伴<br />
うフィン溶接を現地にて施<br />
工した際、フィン下部を炉<br />
内側にせり出した状態で施<br />
工していたため、アッシュ<br />
の下降流が当該部位に影<br />
響、局部的な摩耗によりフ<br />
ィンの減肉から穴あきへ進<br />
展したと推定される。<br />
巡視点検において、ボイ<br />
ラーAコーナー火炉側壁カ<br />
バーの隙間より砂こぼれを<br />
発見したためボイラーを解<br />
列した。<br />
点検の結果、炉内Aコー<br />
ナー蒸発管フィン部の穴あ<br />
きを確認した。<br />
4 ボイラー 蒸発管(フィン部)
表Ⅱ.2.1.1-8 平成18 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(3/6)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
エロージョン<br />
灰の付着により局所的な<br />
ガス流れの偏流が発生し、<br />
短時間のうちに管外面がエ<br />
ロージョンにより減肉、破<br />
孔に至ったものと推定され<br />
る。<br />
巡視点検において、1 次過<br />
熱器内部で蒸気漏れらしき<br />
音を確認された。<br />
給水量と主蒸気量の差も<br />
大きくなってきたためボイ<br />
ラーを停止した。<br />
点検の結果、1 次高温過熱<br />
器レベルの過熱器吊り下げ<br />
管及び 1 次高温過熱器管の<br />
破損を確認した。<br />
過熱器吊り下げ管<br />
過熱器管<br />
5 ボイラー<br />
2 次過熱器(♯2 パネルの<br />
2 本目)において管内スケー<br />
ルが蓄積し、温度上昇によ<br />
る長時間クリープにて破孔<br />
するとともに、その衝撃に<br />
より同管が#1 パネルの 4 本<br />
目と 5 本目に入り込むよう<br />
に変形した模様。<br />
管内スケールについて<br />
は、建設以来の蓄積(給水<br />
内に存在する微量の Ca 成分<br />
と、配管エロージョンによ<br />
り持ち込まれる微少の Fe、<br />
Mn 成分)であると推定され<br />
運転中、「火炉ドラフト<br />
高」の警報とともに、給水<br />
量が急増(主蒸気量は急減)<br />
したため、ボイラーを停止<br />
した。<br />
点検の結果、2 次過熱器管<br />
の破損及び変形を確認し<br />
た。<br />
- 216 - 216 -<br />
-<br />
クリープ破壊<br />
6 ボイラー 過熱器管<br />
る。
表Ⅱ.2.1.1-8 平成18 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(4/6)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
製造不良<br />
部品の製造履歴・寸法成<br />
績を調査したところ、圧縮<br />
機 7 段動翼が計画通りにデ<br />
ィスクと接触していなかっ<br />
たことが判明した。<br />
これが故に過大な応力が<br />
動翼タブテール接触面上部<br />
近傍に発生、進展した結果、<br />
翼の欠損に至ったものと推<br />
定される。<br />
運転中、保護装置動作「主<br />
軸振動大(2 段)圧縮機側/<br />
タービン側」及び「排気温<br />
度高(2 段)」によりトリッ<br />
プした。<br />
点検の結果、空気圧縮機 7<br />
段動翼 1 枚の欠損(欠損翼<br />
以外の数十枚にもクラッ<br />
7 ガスタービン 空気圧縮機動翼<br />
ク)を確認した。<br />
- 217 - 217 -<br />
-<br />
エロージョン<br />
スーツブロワの噴射蒸気<br />
が 1 次低温過熱器管に直接<br />
当たることで管表面の摩<br />
耗、減肉、破孔に至り、破<br />
孔部から噴出した蒸気によ<br />
って近傍の吊り下げ管が摩<br />
耗、減肉し、破孔したもの<br />
と推定される。<br />
巡視点検において、1 次過<br />
熱器内部で蒸気漏れらしき<br />
音を確認したため、水管破<br />
損と判断しボイラーを停止<br />
した。<br />
点検の結果、1 次低温過熱<br />
器管及び 1 次低温過熱器レ<br />
ベルの過熱器吊り下げ管の<br />
過熱器管<br />
過熱器吊り下げ管<br />
8 ボイラー<br />
破損を確認した。
表Ⅱ.2.1.1-8 平成18 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(5/6)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
クリープ破壊<br />
外面の亀裂は、その近傍<br />
にミクロ割れやクリープ損<br />
傷に起因すると考えられる<br />
ボイドが確認されたことか<br />
ら、高い熱応力が発生した<br />
結果、クリープ強度を低下<br />
させ貫通に至ったものと推<br />
定される。<br />
また、内面の亀裂は、形<br />
状不連続部で深く進展して<br />
いる傾向があり、局部的な<br />
温度変動(熱衝撃)による<br />
ものと推定される(ヒート<br />
クラック)。<br />
巡視点検において、発電<br />
所主蒸気配管(主蒸気ヘッ<br />
ダー)下部の床面にドレン<br />
溜まりを発見したため、当<br />
該箇所を系統より隔離する<br />
とともに下流に位置する蒸<br />
気タービンを停止した上で<br />
板金及び保温材を解体した<br />
ところ、主蒸気配管外面に<br />
亀裂を確認した(その後の<br />
調査において内面にも亀甲<br />
状の割れがあったことが判<br />
主蒸気配管<br />
(主蒸気ヘッダー)<br />
9 蒸気タービン<br />
明した)。<br />
- 218 - 218 -<br />
-<br />
クリープ破壊<br />
亀裂部は長期間(20 万時<br />
間超)に亘って高温・高圧<br />
で使用してきた部位であ<br />
り、破面観察を詳細に行っ<br />
た結果、内圧応力と熱応力<br />
により弁箱溶接熱影響部外<br />
面からの高温クリープが発<br />
生、進展した結果、貫通に<br />
至ったものと推定される。<br />
巡視点検において、主蒸<br />
気管中間弁付近から蒸気漏<br />
れ音を確認したため、発電<br />
機を解列した。<br />
点検の結果、主蒸気管と<br />
中間弁入側の溶接部に亀裂<br />
主蒸気管<br />
(中間弁入側溶接部)<br />
10 蒸気タービン<br />
を確認した。
表Ⅱ.2.1.1-8 平成18 年度の中部近畿産業保安監督部近畿支部管内の火力発電所の事故原因(6/6)※<br />
損傷モード<br />
(推定損傷モード)<br />
電気工作物の概要 事 故 状 況 原 因<br />
事故発生電気工作物<br />
(発生箇所)<br />
No.<br />
破孔した管の隣接管に対<br />
するミクロ組織検査(各材<br />
質毎)の結果、Ac1 変態点を<br />
超えていたというデータが<br />
得られたことから、短期間<br />
のうちにオーバーヒートし<br />
た可能性が高いと推定され<br />
るが、原因の特定には至っ<br />
ていない(これが起こりう<br />
る要因の一つとして、ボイ<br />
ラー立上げ時に燃焼量に見<br />
合うだけの蒸気流量が過熱<br />
器管になかったことが考え<br />
られるが、燃焼ガス・蒸気<br />
温度・蒸気流量等を示した<br />
チャート等の記録紙上、蒸<br />
気の流れが滞留していたよ<br />
うな傾向は確認できなかっ<br />
た。また、別列の破孔相当<br />
部位には異常な熱履歴もみ<br />
られず健全であったとのこ<br />
運転中、炉内より蒸気の<br />
噴出音と共に、チャートに<br />
おいて異常傾向(炉内ドラ<br />
フト上昇)を確認したため、<br />
ボイラーを停止した。<br />
点検の結果、過熱器管(低<br />
温側)の破孔を確認した。<br />
(クリープ破壊)<br />
11 ボイラー 過熱器管<br />
- 219 - 219 -<br />
-<br />
と)。<br />
※ :<strong>経済産業省</strong> 中部近畿産業保安監督部近畿支部 ホームページ http://www.nisa.meti.go.jp/safety-kinki/denryoku/18accident/18karyokusuiryokujiko.htm
表Ⅱ.2.1.1-9 ISO の損傷モードのスクリーニング結果<br />
No. ISO の損傷モード ※<br />
スクリーニング及び<br />
まとめの結果<br />
1 脆性破壊 脆性破壊<br />
2 延性破壊 延性破壊<br />
3<br />
フランジ継手部の漏えい(過<br />
大締付け)<br />
フランジ継手部等の漏えい<br />
(過大締付け)<br />
4 弾性又は弾塑性不安定(座屈) 座屈<br />
5 クリープ破壊<br />
6<br />
過大変形又は想定外荷重によ<br />
るクリープ<br />
クリープに集約<br />
7 クリープ不安定破壊<br />
8 エロージョン、コロージョン エロージョンとコロージョン<br />
に分割<br />
9<br />
環境助長割れ(応力腐食割れ、<br />
10<br />
水素誘起割れ、その他)<br />
環境助長疲労(応力腐食割れ<br />
又は水素誘起割れ)<br />
環境助長割れに集約<br />
11 ラチェッティング ラチェッティング<br />
12 シェークダウン シェークダウン<br />
13 疲労(高サイクル疲労又は低<br />
サイクル疲労)<br />
疲労<br />
※ : ISO 16528 Part 1 Boilers and pressure vessels-Part 1 : Performance requirements<br />
- 220 -<br />
- 220 -<br />
備 考
表Ⅱ.2.1.1-10 損傷モードの比較<br />
損傷モード<br />
No. 一般的な劣化 PCC のダメージ 火力の事故原因 ISO の損傷 RSA で考慮する<br />
※1 メカニズム ※2 ※3, 4, 5 モード ※6 損傷モード<br />
1 コロージョン コロージョン コロージョン コロージョン コロージョン<br />
2 エロージョン エロージョン エロージョン エロージョン エロージョン<br />
3 脆性破壊 脆性破壊 - 脆性破壊 脆性破壊<br />
4 - 延性破壊 - 延性破壊 延性破壊<br />
5 - -<br />
ボルト締付け部<br />
からの漏えい<br />
フランジ継手部<br />
の漏えい(過大締<br />
付け)<br />
フランジ継手部<br />
からの漏えい<br />
6 - - - 座屈 座屈<br />
7 環境助長割れ 環境助長割れ - 環境助長割れ 環境助長割れ<br />
8 疲労 疲労 疲労 疲労 疲労<br />
9 クリープ クリープ クリープ クリープ クリープ<br />
10 ラチェッティン<br />
グ<br />
- -<br />
ラチェッティン<br />
グ<br />
ラチェッティン<br />
グ<br />
11 - - - シェークダウン シェークダウン<br />
※1 : 設備診断予知保全実用事典、株式会社フジ・テクノシステム<br />
※2 : ASME Post Construction Subcommittee on Inspection Planning Agenda, July 26, 2006<br />
※3 : 発電用ボイラー等定期点検周期延長指針-解説と質疑応答集-、平成 11 年 4 月、社団法人火力<br />
原子力発電技術協会<br />
※4 : 新田明人、火力発電プラントにおれる教訓的な失敗事例、HPI セミナー 失敗知識データベース<br />
の活用<br />
※5 : <strong>経済産業省</strong> 中部近畿産業保安監督部近畿支部 ホームページより推定<br />
※6 : ISO 16528 Part 1 Boilers and pressure vessels-Part 1 : Performance requirements<br />
- 221 -<br />
- 221 -
表Ⅱ.2.1.1-11 損傷モードと設計方針案の比較(概念)イメージ<br />
表Ⅱ-1 の案 1 3 6 備 考<br />
新規設計の規格・基準<br />
(全温度範囲に適用)<br />
高温のみ新規設計の規格・基準を作成<br />
(低温は現行設計の規格・基準を適用)<br />
現行設計の規格・基準を<br />
高温まで延長<br />
考え方<br />
設計基準<br />
維持 設計基準 維持<br />
構 成 設計基準 維持<br />
低温部 高温部<br />
( 検査・評 価・補修 )<br />
現状の規格・基準 監視 現状の規格・基準 新規の規格・基準 監視 新規の規格・基準 維持規格(FFS)<br />
手 法<br />
*1 (規格なし) *1<br />
*2 (規格なし) *2<br />
コロージョン △注 1 □ △注 1 △注 1 □ △注 1 ○<br />
エロージョン △注 1 □ △注 1 △注 1 □ △注 1 ○<br />
環境助長割れ △注 1 □ △注 1 △注 1 □ △注 1 ○<br />
脆性破壊 ○注 2 □ ○注 2 ○注 2 □ ○注 2 ○注 3<br />
損<br />
傷 延性破壊 ○ □ ○ ○or◎ □ ○or◎ □<br />
モ クリープ破壊 ○注 2 □注 4 ○注 2 ○注 2 □注 4 ○注 2 □注 4<br />
ー<br />
ド フランジ継手部か<br />
× ○ × × ○ × ○<br />
らの漏えい<br />
座 屈 × □ × △ □ △ □<br />
疲 労 × □注 4 × ○or◎ □注 4 ○or◎ □注 5<br />
ラチェッティング × □ × ○ □ ○ □<br />
シェークダウン × □ × ○ □ ○ □<br />
表Ⅱ-1 の案の 2, 4, 5 については、案の 1, 3, 6 の部分的な組み合わせのため、記載は省略している。<br />
*1 : 現状の規格・基準の例 : 公式による設計(DBF)<br />
*2 : 新規の規格・基準の例 : 公式による設計(DBF)を基本とし、必要な場合は解析による設計(DBA)を追加(検討を要する)<br />
記号の説明<br />
○ : 十分に対応 注 1 : 付け代で対応<br />
◎ : 合理化し十分に対応(例 : 重量低減、熱応力低減) 注 2 : 材料選定で対応<br />
△ : 一部に対応 注 3 : 熱時効による変化<br />
□ : 補完的に対応 注 4 : 定期事業者検査で対応<br />
× : 対応しない 注 5 : 欠陥検出時に対応<br />
- 222 -<br />
- 222 -
表Ⅱ.2.1.1-12 A-USCボイラーの損傷モードの推定 (蒸気条件:700/720/720℃、35MPag)<br />
備考欄<br />
管寄せ<br />
管台<br />
レグ<br />
*1 *2 *3 *4 *5 内部流体 燃焼ガス*b *6 *7<br />
No. 部位名(仮称) 種類 材質*a<br />
温度 圧力 評価部 熱応力等の応力発生要因 水・蒸気 触れるか否か 検討が必要な損傷モード 保安上*c 安定供給*d 注目すべき部位<br />
(℃) (MPag) (安全性) (停止期間)<br />
1 2SH管 チ Ni基、Fe-Ni基合金 660 40 母材、溶接部 燃焼ガス流による振動、管の内外面温度差 蒸気 触 コ エ 脆 延 環 疲 ク ラ C C<br />
2 3SH管 チ Ni基、Fe-Ni基合金 710 39 母材、溶接部 燃焼ガス流による振動、管の内外面温度差 蒸気 触 コ エ 脆 延 環 疲 ク ラ C C<br />
3 3SH出口レグ チ Ni基、Fe-Ni基合金、 645 39 母材、異材溶接部 部材間温度差(相対熱伸び差)および異材料間の熱伸び差 蒸気 否 脆 延 疲 ク ラ B D<br />
フェライト系鋼<br />
3-1 3SH出口管台 チ フェライト系鋼 645 39 管台溶接部、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 コ エ 脆 延 疲 ク ラ B C<br />
4 3SH出口管寄せ パ フェライト系鋼 640 39 リガメント部、管台内面部、溶接部 管寄せの内外面温度差 蒸気 否 コ エ 脆 延 疲 ク ラ B C<br />
5 3SH出口連絡管 パ フェライト系鋼 640 39 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 コ エ 脆 延 疲 ク ラ A C<br />
6 3SH過熱低減器 パ フェライト系鋼 640 39 母材、溶接部 スプレー水注入時のスプレーノズルおよび配管の内外面温度差 蒸気 否 コ エ 脆 延 疲 ク ラ A B C<br />
7 4SH入口連絡管 パ フェライト系鋼 625 38 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 コ エ 脆 延 疲 ク ラ A C<br />
8 4SH入口管寄せ パ フェライト系鋼 625 38 リガメント部、管台内面部、溶接部 管寄せの内外面温度差 蒸気 否 コ エ 脆 延 疲 ク ラ B C<br />
9-1 4SH入口管台 チ フェライト系鋼 625 38 管台溶接部、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 コ エ 脆 延 疲 ク ラ B C<br />
9 4SH入口レグ チ フェライト系鋼、<br />
625 38 母材、異材溶接部 部材間温度差(相対熱伸び差)および異材料間の熱伸び差 蒸気 否 脆 延 疲 ク ラ B D<br />
Ni基、Fe-Ni基合金<br />
10 4SH管 チ Ni基、Fe-Ni基合金 760 38 母材、溶接部 燃焼ガス流による振動、管の内外面温度差 蒸気 触 コ エ 脆 延 環 疲 ク ラ C D<br />
11 4SH出口レグ チ Ni基、Fe-Ni基合金 725 38 母材、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 脆 延 疲 ク ラ B D<br />
11-1 4SH出口管台 チ Ni基、Fe-Ni基合金 725 38 管台溶接部、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 脆 延 疲 ク ラ B C<br />
天井壁<br />
12 4SH出口管寄せ パ Ni基、Fe-Ni基合金 715 38 リガメント部、管台内面部、溶接部 管寄せの内外面温度差 蒸気 否 脆 延 疲 ク ラ B C<br />
13 4SH出口連絡管 パ Ni基、Fe-Ni基合金 715 38 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 脆 延 疲 ク ラ A C<br />
管<br />
14 MSP パ Ni基、Fe-Ni基合金 710 38 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 脆 延 疲 ク ラ A C<br />
塞止弁 弁 Ni基、Fe-Ni基合金 705 36 母材 弁本体の内外面および流れ方向の温度差 蒸気 否 エ 脆 延 疲 ク ラ A A 参考<br />
リード管 パ Ni基、Fe-Ni基合金 705 36 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 脆 延 疲 ク ラ A C 参考<br />
フランジ フ Ni基、Fe-Ni基合金 705 36 ボルト 内部流体圧力および配管からの反力 蒸気 否 フ A C 参考<br />
15 H1RH管 チ Ni基、Fe-Ni基合金 730 14.5 母材、溶接部 燃焼ガス流による振動、管の内外面温度差 蒸気 触 コ エ 脆 延 環 疲 ク ラ C C<br />
16 H1RH出口レグ チ Ni基、Fe-Ni基合金 670 14.5 母材、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 脆 延 疲 ク ラ B D<br />
16-1 H1RH出口管台 チ Ni基、Fe-Ni基合金 670 14.5 管台溶接部、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 脆 延 疲 ク ラ B C 部位名称の補足<br />
17 H1RH出口管寄せ パ Ni基、Fe-Ni基合金 660 14.5 リガメント部、管台内面部、溶接部 管寄せの内外面温度差 蒸気 否 脆 延 疲 ク ラ B C<br />
管台<br />
管寄せ<br />
18 H1RH出口連絡管 パ Ni基、Fe-Ni基合金 660 14.5 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 脆 延 疲 ク ラ A C<br />
19 H1RH過熱低減器 パ Ni基、Fe-Ni基合金 660 14.5 母材、溶接部 スプレー水注入時のスプレーノズルおよび配管の内外面温度差 蒸気 否 脆 延 疲 ク ラ A B C<br />
20 H2RH入口連絡管 パ Ni基、Fe-Ni基合金 660 14.5 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 脆 延 疲 ク ラ A C<br />
21 H2RH入口管寄せ パ Ni基、Fe-Ni基合金 660 14.5 リガメント部、管台内面部、溶接部 管寄せの内外面温度差 蒸気 否 脆 延 疲 ク ラ B C<br />
22-1 H2RH入口管台 チ Ni基、Fe-Ni基合金 660 14.5 管台溶接部、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 脆 延 疲 ク ラ B C<br />
22 H2RH入口レグ チ Ni基、Fe-Ni基合金 660 14.5 母材、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 脆 延 疲 ク ラ B D<br />
23 H2RH管 チ Ni基、Fe-Ni基合金 765 14.5 母材、溶接部 燃焼ガス流による振動、管の内外面温度差 蒸気 触 コ エ 脆 延 環 疲 ク ラ C D<br />
24 H2RH出口レグ チ Ni基、Fe-Ni基合金 740 14.5 母材、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 脆 延 疲 ク ラ B D<br />
24-1 H2RH出口管台 チ Ni基、Fe-Ni基合金 740 14.5 管台溶接部、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 脆 延 疲 ク ラ B C<br />
25 H2RH出口管寄せ パ Ni基、Fe-Ni基合金 735 14.5 リガメント部、管台内面部、溶接部 管寄せの内外面温度差 蒸気 否 脆 延 疲 ク ラ B C<br />
26 H2RH出口連絡管 パ Ni基、Fe-Ni基合金 735 14.5 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 脆 延 疲 ク ラ A C<br />
27 HPRP パ Ni基、Fe-Ni基合金 730 14.5 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 脆 延 疲 ク ラ A C<br />
塞止弁 弁 Ni基、Fe-Ni基合金 725 13 母材 弁本体の内外面および流れ方向の温度差 蒸気 否 エ 脆 延 疲 ク ラ A A 参考<br />
リード管 パ Ni基、Fe-Ni基合金 725 13 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 脆 延 疲 ク ラ A C 参考<br />
フランジ フ Ni基、Fe-Ni基合金 725 13 ボルト 内部流体圧力および配管からの反力 蒸気 否 フ A C 参考<br />
- 223 -<br />
- 223 -<br />
管台内面部<br />
28 L1RH出口レグ チ オーステナイト系ステンレス鋼、 655 5 母材、異材溶接部 部材間温度差(相対熱伸び差)および異材料間の熱伸び差 蒸気 否 脆 延 疲 ク ラ B D<br />
フェライト系鋼<br />
28-1 L1RH出口管台 チ フェライト系鋼 655 5 管台溶接部、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 コ エ 脆 延 疲 ク ラ B C<br />
29 L1RH出口管寄せ パ フェライト系鋼 650 5 リガメント部、管台内面部、溶接部 管寄せの内外面温度差 蒸気 否 コ エ 脆 延 疲 ク ラ B C<br />
30 L1RH出口連絡管 パ フェライト系鋼 650 5 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 コ エ 脆 延 疲 ク ラ A C<br />
リガメント部<br />
31 L1RH過熱低減器 パ フェライト系鋼 650 5 母材、溶接部 スプレー水注入時のスプレーノズルおよび配管の内外面温度差 蒸気 否 コ エ 脆 延 疲 ク ラ A B C<br />
32 L2RH入口連絡管 パ フェライト系鋼 650 5 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 コ エ 脆 延 疲 ク ラ A C<br />
33 L2RH入口管寄せ パ フェライト系鋼 650 5 リガメント部、管台内面部、溶接部 管寄せの内外面温度差 蒸気 否 コ エ 脆 延 疲 ク ラ B C<br />
34-1 L2RH入口管台 チ フェライト系鋼 650 5 管台溶接部、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 コ エ 脆 延 疲 ク ラ B C<br />
34 L2RH入口レグ チ フェライト系鋼、<br />
650 5 母材、異材溶接部 部材間温度差(相対熱伸び差)および異材料間の熱伸び差 蒸気 否 脆 延 疲 ク ラ B D<br />
Ni基、Fe-Ni基合金<br />
35 L2RH管 チ Ni基、Fe-Ni基合金 770 5 母材、溶接部 燃焼ガス流による振動、管の内外面温度差 蒸気 触 コ エ 脆 延 環 疲 ク ラ C D<br />
管寄せ<br />
管台<br />
36 L2RH出口レグ チ Ni基、Fe-Ni基合金 740 5 母材、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 脆 延 疲 ク ラ B D<br />
36-1 L2RH出口管台 チ Ni基、Fe-Ni基合金 740 5 管台溶接部、溶接部 部材間温度差(相対熱伸び差) 蒸気 否 脆 延 疲 ク ラ B C<br />
37 L2RH出口管寄せ パ Ni基、Fe-Ni基合金 735 5 リガメント部、管台内面部、溶接部 管寄せの内外面温度差 蒸気 否 脆 延 疲 ク ラ B C<br />
38 L2RH出口連絡管 パ Ni基、Fe-Ni基合金 735 5 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 脆 延 疲 ク ラ A C 評価部の補足〔模式図(例)〕<br />
39 LPRP パ Ni基、Fe-Ni基合金 730 5 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 脆 延 疲 ク ラ A C<br />
塞止弁 弁 Ni基、Fe-Ni基合金 725 4 母材 弁本体の内外面および流れ方向の温度差 蒸気 否 エ 脆 延 疲 ク ラ A A 参考<br />
リード管 パ Ni基、Fe-Ni基合金 725 4 母材、溶接部 配管の熱伸び拘束および配管の内外面温度差 蒸気 否 脆 延 疲 ク ラ A C 参考<br />
フランジ フ Ni基、Fe-Ni基合金 725 4 ボルト 内部流体圧力および配管からの反力 蒸気 否 フ A C 参考<br />
(注記)<br />
*1 :No.は図Ⅱ.2.1.1-1 の○若しくは( )内の数値に対応<br />
*2 :容;容器、パ;パイプ、チ:チューブ、弁;弁、フ;フランジ<br />
*3 :予想値<br />
*4 :予想値<br />
*5 :起動~通常運転~停止過程時<br />
*6 :コ;コロージョン、エ;エロージョン、脆;脆性破壊、延;延性破壊、フ;フランジ継ぎ手部からの漏洩、座;座屈、環;環境助長割れ、疲;疲労、ク;クリープ、ラ;ラチェティング、シ;シェークダウン<br />
*7 :注目すべき部位 ・外に出ている部位 ・新材料 ・同一材料で温度の高い部位 ・構造的に不連続な部位(管台溶接部、リガメント部、管台内面部) ・厚肉で熱応力が大きい部位(管寄せ)<br />
〔安定供給(停止期間)の補足説明〕<br />
No. 管分類 設置場所 部位 補修内容 足場設置*1s 保温・ケーシング材等撤去・復旧 調査*2s 材料調達*3s 製作・補修 熱処理 停止期間<br />
1 小径管 ペントハウス内 レグ 短管取替 × ○ ○ × × × D<br />
火炉上部(炉内) 2SH管, 3SH管, H2RH管 短管取替 ○ × ○ × × × C<br />
上記以外 4SH管, L2RH管, H1RH管 短管取替 △ × ○ × × × C或はD<br />
2 小径管台 ペントハウス内 入口管台, 出口管台 短管取替 × ○ ○ × △ ○ C<br />
管寄せ取替 × ○ ○ ○ ○ ○ A<br />
3 大径管 ペントハウス内、外 管寄せ, 連絡管, 過熱低減器, 溶接補修 △或は× ○ ○ × △ ○ B或はC<br />
MSP, LPRP, HPRP 母管取替 △或は× ○ ○ ○ ○ ○ A<br />
(注記)<br />
*1s : 足場の設置及び規模によるランク付け<br />
*2s : 小径管は、ストックがあることを前提としている。<br />
*3s : 大径管取替時の停止期間は、材料調達の納期に依存する。<br />
*a :材料関係-新材料を示す<br />
Ni基、Fe-Ni基合金 : Alloy617, Alloy263, Alloy740, USC141, HR6W, TEMPALOY CR30A *d : 電気の安定供給から見たランク付け(停止期間)<br />
フェライト系鋼 : 9Cr-3W-3Co, 9Cr-2.4W-1.8Co A : 緊急停止から運転再開まで半年以上要する。<br />
オーステナイト系ステンレス鋼 : Sanicro25、火SUS304J1HTB B : 緊急停止から運転再開まで一ヶ月以上要する。<br />
*b :石炭素性(灰分、硫黄、Ca等) C : 緊急停止から運転再開まで一週間以上要する。<br />
*c :保安上から見たランク付け D : 緊急停止から運転再開まで一週間以内で復旧可能な場合。<br />
A : 巡回中の運転員、保守点検員に直接影響を与える。(外に出ている部材) 〔ランク付けの前提条件〕<br />
B : 直接的には影響ないが、二次被害により影響を受ける。(ペントハウス内の部材) ・管(チューブ)は短管取替補修或いは管台取替補修、パイプは溶接補修を想定<br />
C : 直接的にも影響なく、二次被害を殆ど引き起こさない場合。(炉壁内の部材) ・管(チューブ)等の小径管は、ストックがあることを前提
表Ⅱ.2.1.1-13 A-USCボイラーの保安上の重要度等を考慮した代表的な部位の抽出(1/2) (蒸気条件:700/720/720℃、35MPag)<br />
*1 *2 *3 *4 *6<br />
No. 部位名(仮称) 種類 材質*a<br />
温度 圧力 評価部 検討が必要な損傷モード 保安上*c 安定供給*d 重要度*8<br />
(℃) (MPag) (安全性) (停止期間)<br />
1 2SH管 チ Ni基、Fe-Ni基合金 660 40 母材、溶接部 コ エ 脆 延 環 疲 ク ラ C C 重要度大<br />
2 3SH管 チ Ni基、Fe-Ni基合金 710 39 母材、溶接部 コ エ 脆 延 環 疲 ク ラ C C 重要度大<br />
3 3SH出口レグ チ Ni基、Fe-Ni基合金、<br />
フェライト系鋼<br />
645 39 母材、異材溶接部 脆 延 疲 ク ラ B D<br />
重要度小<br />
3-1 3SH出口管台 チ フェライト系鋼 645 39 管台溶接部、溶接部 コ エ 脆 延 疲 ク ラ B C 重要度大<br />
4 3SH出口管寄せ パ フェライト系鋼 640 39 リガメント部、管台内面部、溶接部 コ エ 脆 延 疲 ク ラ B C 重要度大<br />
5 3SH出口連絡管 パ フェライト系鋼 640 39 母材、溶接部 コ エ 脆 延 疲 ク ラ A C 重要度大<br />
6 3SH過熱低減器 パ フェライト系鋼 640 39 母材、溶接部 コ エ 脆 延 疲 ク ラ A B C 重要度大<br />
7 4SH入口連絡管 パ フェライト系鋼 625 38 母材、溶接部 コ エ 脆 延 疲 ク ラ A C 重要度大<br />
8 4SH入口管寄せ パ フェライト系鋼 625 38 リガメント部、管台内面部、溶接部 コ エ 脆 延 疲 ク ラ B C 重要度大<br />
9-1 4SH入口管台 チ フェライト系鋼 625 38 管台溶接部、溶接部 コ エ 脆 延 疲 ク ラ B C 重要度大<br />
9 4SH入口レグ チ フェライト系鋼、<br />
Ni基、Fe-Ni基合金<br />
625 38 母材、異材溶接部 脆 延 疲 ク ラ B D<br />
重要度小<br />
10 4SH管 チ Ni基、Fe-Ni基合金 760 38 母材、溶接部 コ エ 脆 延 環 疲 ク ラ C D 重要度小<br />
11 4SH出口レグ チ Ni基、Fe-Ni基合金 725 38 母材、溶接部 脆 延 疲 ク ラ B D 重要度小<br />
11-1 4SH出口管台 チ Ni基、Fe-Ni基合金 725 38 管台溶接部、溶接部 脆 延 疲 ク ラ B C 重要度大<br />
12 4SH出口管寄せ パ Ni基、Fe-Ni基合金 715 38 リガメント部、管台内面部、溶接部 脆 延 疲 ク ラ B C 重要度大<br />
13 4SH出口連絡管 パ Ni基、Fe-Ni基合金 715 38 母材、溶接部 脆 延 疲 ク ラ A C 重要度大<br />
14 MSP パ Ni基、Fe-Ni基合金 710 38 母材、溶接部 脆 延 疲 ク ラ A C 重要度大<br />
塞止弁 弁 Ni基、Fe-Ni基合金 705 36 母材 エ 脆 延 疲 ク ラ A A - 参考<br />
リード管 パ Ni基、Fe-Ni基合金 705 36 母材、溶接部 脆 延 疲 ク ラ A C - 参考<br />
フランジ フ Ni基、Fe-Ni基合金 705 36 母材、ボルト<br />
A C - 参考<br />
フ<br />
15 H1RH管 チ Ni基、Fe-Ni基合金 730 14.5 母材、溶接部 コ エ 脆 延 環 疲 ク ラ C C 重要度大<br />
16 H1RH出口レグ チ Ni基、Fe-Ni基合金 670 14.5 母材、溶接部 脆 延 疲 ク ラ B D 重要度小<br />
16-1 H1RH出口管台 チ Ni基、Fe-Ni基合金 670 14.5 管台溶接部、溶接部 脆 延 疲 ク ラ B C 重要度大<br />
17 H1RH出口管寄せ パ Ni基、Fe-Ni基合金 660 14.5 リガメント部、管台内面部、溶接部 脆 延 疲 ク ラ B C 重要度大<br />
18 H1RH出口連絡管 パ Ni基、Fe-Ni基合金 660 14.5 母材、溶接部 脆 延 疲 ク ラ A C 重要度大<br />
19 H1RH過熱低減器 パ Ni基、Fe-Ni基合金 660 14.5 母材、溶接部 脆 延 疲 ク ラ A B C 重要度大<br />
20 H2RH入口連絡管 パ Ni基、Fe-Ni基合金 660 14.5 母材、溶接部 脆 延 疲 ク ラ A C 重要度大<br />
21 H2RH入口管寄せ パ Ni基、Fe-Ni基合金 660 14.5 リガメント部、管台内面部、溶接部 脆 延 疲 ク ラ B C 重要度大<br />
22-1 H2RH入口管台 チ Ni基、Fe-Ni基合金 660 14.5 管台溶接部、溶接部 脆 延 疲 ク ラ B C 重要度大<br />
22 H2RH入口レグ チ Ni基、Fe-Ni基合金 660 14.5 母材、溶接部 脆 延 疲 ク ラ B D 重要度小<br />
23 H2RH管 チ Ni基、Fe-Ni基合金 765 14.5 母材、溶接部 コ エ 脆 延 環 疲 ク ラ C C 重要度大<br />
24 H2RH出口レグ チ Ni基、Fe-Ni基合金 740 14.5 母材、溶接部 脆 延 疲 ク ラ B D 重要度小<br />
24-1 H2RH出口管台 チ Ni基、Fe-Ni基合金 740 14.5 管台溶接部、溶接部 脆 延 疲 ク ラ B C 重要度大<br />
25 H2RH出口管寄せ パ Ni基、Fe-Ni基合金 735 14.5 リガメント部、管台内面部、溶接部 脆 延 疲 ク ラ B C 重要度大<br />
26 H2RH出口連絡管 パ Ni基、Fe-Ni基合金 735 14.5 母材、溶接部 脆 延 疲 ク ラ A C 重要度大<br />
27 HPRP パ Ni基、Fe-Ni基合金 730 14.5 母材、溶接部 脆 延 疲 ク ラ A C 重要度大<br />
塞止弁 弁 Ni基、Fe-Ni基合金 725 13 母材 エ 脆 延 疲 ク ラ A A - 参考<br />
リード管 パ Ni基、Fe-Ni基合金 725 13 母材、溶接部 脆 延 疲 ク ラ A C - 参考<br />
28<br />
フランジ<br />
L1RH出口レグ<br />
フ<br />
チ<br />
Ni基、Fe-Ni基合金<br />
オーステナイト系ステンレス鋼、<br />
フェライト系鋼<br />
725<br />
655<br />
13<br />
5<br />
母材、ボルト<br />
母材、異材溶接部<br />
フ<br />
脆 延 疲 ク ラ<br />
A<br />
B<br />
C<br />
D<br />
- 参考<br />
重要度小<br />
28-1 L1RH出口管台 チ フェライト系鋼 655 5 管台溶接部、溶接部 コ エ 脆 延 疲 ク ラ B C 重要度大<br />
29 L1RH出口管寄せ パ フェライト系鋼 650 5 リガメント部、管台内面部、溶接部 コ エ 脆 延 疲 ク ラ B C 重要度大<br />
30 L1RH出口連絡管 パ フェライト系鋼 650 5 母材、溶接部 コ エ 脆 延 疲 ク ラ A C 重要度大<br />
31 L1RH過熱低減器 パ フェライト系鋼 650 5 母材、溶接部 コ エ 脆 延 疲 ク ラ A B C 重要度大<br />
32 L2RH入口連絡管 パ フェライト系鋼 650 5 母材、溶接部 コ エ 脆 延 疲 ク ラ A C 重要度大<br />
33 L2RH入口管寄せ パ フェライト系鋼 650 5 リガメント部、管台内面部、溶接部 コ エ 脆 延 疲 ク ラ B C 重要度大<br />
34-1 L2RH入口管台 チ フェライト系鋼 650 5 管台溶接部、溶接部 コ エ 脆 延 疲 ク ラ B C 重要度大<br />
34 L2RH入口レグ チ フェライト系鋼、<br />
Ni基、Fe-Ni基合金<br />
650 5 母材、異材溶接部 脆 延 疲 ク ラ B D<br />
重要度小<br />
35 L2RH管 チ Ni基、Fe-Ni基合金 770 5 母材、溶接部 コ エ 脆 延 環 疲 ク ラ C D 重要度小<br />
36 L2RH出口レグ チ Ni基、Fe-Ni基合金 740 5 母材、溶接部 脆 延 疲 ク ラ B D 重要度小<br />
36-1 L2RH出口管台 チ Ni基、Fe-Ni基合金 740 5 管台溶接部、溶接部 脆 延 疲 ク ラ B C 重要度大<br />
37 L2RH出口管寄せ パ Ni基、Fe-Ni基合金 735 5 リガメント部、管台内面部、溶接部 脆 延 疲 ク ラ B C 重要度大<br />
38 L2RH出口連絡管 パ Ni基、Fe-Ni基合金 735 5 母材、溶接部 脆 延 疲 ク ラ A C 重要度大<br />
39 LPRP パ Ni基、Fe-Ni基合金 730 5 母材、溶接部 脆 延 疲 ク ラ A C 重要度大<br />
塞止弁 弁 Ni基、Fe-Ni基合金 725 4 母材 エ 脆 延 疲 ク ラ A A - 参考<br />
リード管 パ Ni基、Fe-Ni基合金 725 4 母材、溶接部 脆 延 疲 ク ラ A C - 参考<br />
フランジ フ Ni基、Fe-Ni基合金 725 4 母材、ボルト<br />
- 224 -<br />
- 224 -<br />
フ<br />
A C - 参考<br />
備考欄
表Ⅱ.2.1.1-13 A-USCボイラーの保安上の重要度等を考慮した代表的な部位の抽出(2/2) (蒸気条件:700/720/720℃、35MPag)<br />
(注記)<br />
*1 :No.は図Ⅱ.2.1.1-1の○若しくは( )内の数値に対応<br />
*2 :容;容器、パ;パイプ、チ:チューブ、弁;弁、フ;フランジ<br />
*3 :予想値<br />
*4 :予想値<br />
*5 :欠番<br />
*6 :コ;コロージョン、エ;エロージョン、脆;脆性破壊、延;延性破壊、フ;フランジ継ぎ手部からの漏洩、座;座屈、環;環境助長割れ、疲;疲労、ク;クリープ、ラ;ラチェティング、シ;シェークダウン<br />
検討が必要な損傷モード選定の基本的な考え方<br />
コ;Ni基、Fe-Ni基合金等のオーステナイト系で、火炉内にあるため、外面が腐食環境にあると予想される部位<br />
フェライト系鋼の外面高温酸化と内面水蒸気酸化が予想される部位<br />
フェライト系鋼で停止後に露点温度以下となるため、内面に水滴の発生が予想される部位<br />
エ;火炉内にあるため、外面がエロージョン環境にあるもと予想される部位<br />
脆;大規模損傷を防止するため全部位<br />
延;構造成立性のため全部位<br />
フ;全部位にフランジ継ぎ手部は有しないため選定しない<br />
座;主に吊り下げ構造であり、かつ、配管構造を主とした高い内圧設計によるため選定しない<br />
環;火炉内にあるため、外面が腐食環境にあると予想される部位<br />
疲;熱応力が大きいと推定されるため全部位<br />
ク;使用温度がクリープ域となるため全部位<br />
ラ;発生する熱応力値が未確認なため全部位<br />
シ;全部位でマクロな塑性変形を許容しないことが前提となっているため選定しない<br />
*7 :欠番<br />
*8 :重要度の基本的考え方<br />
重要度大 :保安上から見たランク付けでAにランクされた部位。保安上から見たランク付けでBにランクされた部位で種類がパイプ(比較的大径)の場合。電気の安定供給から見たランク付けでCにランクされた部位。<br />
重要度小 :保安上から見たランク付けでBにランクされた部位で種類がチューブ(比較的小径)の場合であって電気の安定供給から見たランク付けでDにランクされた部位。<br />
保安上から見たランク付けでCにランクされた部位であって電気の安定供給から見たランク付けでDにランクされた部位。<br />
管台は、管寄せに含める。<br />
安定供給<br />
保安上 C D<br />
A 重要度大 重要度大<br />
Bでパイプ(比較的大径) 重要度大 重要度大<br />
Bでパイプ(比較的大径) 重要度大 重要度小<br />
C 重要度大 重要度小<br />
*a :材料関係-新材料を示す<br />
Ni基、Fe-Ni基合金 : Alloy617, Alloy263, Alloy740, USC141, HR6W, TEMPALOY CR30A<br />
フェライト系鋼 : 9Cr-3W-3Co, 9Cr-2.4W-1.8Co<br />
オーステナイト系ステンレス鋼 : Sanicro25、火SUS304J1HTB<br />
*b :欠番<br />
*c :保安上から見たランク付け<br />
A : 巡回中の運転員、保守点検員に直接影響を与える。(外に出ている部材)<br />
B : 直接的には影響ないが、二次被害により影響を受ける。(ペントハウス内の部材)<br />
C : 直接的にも影響なく、二次被害を殆ど引き起こさない場合。(炉壁内の部材)<br />
*d :電気の安定供給から見たランク付け(停止期間)<br />
A : 緊急停止から運転再開まで半年以上要する。<br />
B : 緊急停止から運転再開まで一ヶ月以上要する。<br />
C : 緊急停止から運転再開まで一週間以上要する。<br />
D : 緊急停止から運転再開まで一週間以内で復旧可能な場合。<br />
〔ランク付けの前提条件〕<br />
・管(チューブ)は短管取替補修或いは管台取替補修、パイプは溶接補修を想定<br />
・管(チューブ)等の小径管は、ストックがあることを前提<br />
〔安定供給(停止期間)の補足説明〕<br />
No. 管分類 設置場所 部位 補修内容 足場設置*1s 保温・ケーシング材等撤去・復旧 調査*2s 材料調達*3s 製作・補修 熱処理 停止期間<br />
1 小径管 ペントハウス内 レグ 短管取替 × ○ ○ × × × D<br />
火炉上部(炉内) 2SH管, 3SH管, H2RH管 短管取替 ○ × ○ × × × C<br />
上記以外 4SH管, L2RH管, H1RH管 短管取替 △ × ○ × × × C或はD<br />
2 小径管台 ペントハウス内 入口管台, 出口管台 短管取替 × ○ ○ × △ ○ C<br />
管寄せ取替 × ○ ○ ○ ○ ○ A<br />
3 大径管 ペントハウス内、外 管寄せ, 連絡管, 過熱低減器, 溶接補修 △或は× ○ ○ × △ ○ B或はC<br />
MSP, LPRP, HPRP 母管取替 △或は× ○ ○ ○ ○ ○ A<br />
(注記)<br />
*1s : 足場の設置及び規模によるランク付け<br />
*2s : 小径管は、ストックがあることを前提としている。<br />
*3s : 大径管取替時の停止期間は、材料調達の納期に依存する。<br />
- 225 -<br />
- 225 -
(39)<br />
⑦<br />
⑧<br />
⑨<br />
(32) (38)<br />
(33) (37)<br />
(26)<br />
(25)<br />
720℃<br />
(20)<br />
(21)<br />
⑥<br />
(27)<br />
700℃<br />
35MPa<br />
高温再熱蒸気<br />
塞止弁<br />
⑭<br />
(31)<br />
(30)<br />
(29)<br />
(28)<br />
(19)<br />
(18)<br />
(17)<br />
(16)<br />
⑤<br />
⑬<br />
⑫<br />
④<br />
③<br />
主蒸気塞止弁<br />
⑪<br />
(15)<br />
(36)<br />
⑩<br />
(35)<br />
① ②<br />
(34)<br />
低圧タービン<br />
高圧・中圧タービン<br />
超高圧<br />
タービン<br />
(22) (24)<br />
(23)<br />
- 226 -<br />
- 226 -<br />
火炉<br />
節炭器<br />
○若しくは( )内の数値は、表Ⅱ.2.1.1-12 のNo.に対応する。<br />
○:過熱器系(SH)、( ):再熱器系(RH)を示す。<br />
:Ni基又はFe-Ni合金(新材料)<br />
:オーステナイト系ステンレス鋼(従来材料)<br />
:フェライト系鋼(新材料)<br />
:フェライト系鋼(従来材料)<br />
図Ⅱ.2.1.1-1 A-USCボイラーへの適用材料案(二段再熱式の例)
2.1.2 損傷モードに基づく性能要求の調査<br />
損傷モードの調査において、考慮する損傷モードとして抽出した次の損傷モー<br />
ドによる損傷を防止する材料及び設計の損傷防止要件を検討した。損傷防止要件<br />
は、損傷モードによる損傷を防止する概念を意味しており、性能要求を検討する<br />
際の技術的課題を検討するための用語として用いている。<br />
① 脆性破壊<br />
② 延性破壊<br />
③ クリープ<br />
④ 疲労<br />
⑤ ラチェッティング<br />
⑥ コロージョン、エロージョン及び環境助長割れ(定性的な要求)<br />
加えて、製造では材料及び設計の損傷防止要件を具現化する必要がある。これ<br />
を製造の損傷防止要件という。この製造の損傷防止要件を検討した。製造の中に<br />
は、加工、溶接、試験検査及び耐圧試験があり、個々の損傷防止要件を検討した。<br />
加工は、材料の損傷防止要件を具体的に作りこむ際にこの損傷防止要件を具現<br />
化する必要がある。これを加工に関する損傷防止要件という。<br />
溶接は、設計及び材料の損傷防止要件を具体的に作りこむ際にこの損傷防止要<br />
件を具現化する必要がある。これを溶接に関する損傷防止要件という。<br />
試験検査は、溶接の品質を確認する必要がある。試験検査の中には、非破壊試<br />
験と機械試験があり、各試験において溶接の品質を確認する必要がある。これら<br />
を非破壊試験に関する損傷防止要件及び機械壊試験に関する損傷防止要件という。<br />
耐圧試験は、材料の損傷防止要件の一部、設計の損傷防止要件の一部、加工に<br />
関する損傷防止要件、溶接及び試験検査の結果に対する耐圧部の構造健全性を総<br />
合的に評価するための最終試験としての必要がある。これを耐圧試験に関する損<br />
傷防止要件という。<br />
損傷防止要件は、性能要求を検討する際の現段階での技術的な課題を検討して<br />
いる。このため、詳細な構造等が決定した段階(実缶試験 : 平成 25 年度から製<br />
造・据付、実証試験、実機適用)では、検討内容を基にした、各段階で必要とさ<br />
れる内容について再検討されることが望まれる。<br />
また、損傷モードに基づいた性能要求のイメージをつかむため、材料、構造、<br />
溶接及び試験検査の 4 項目に区分して調査し、検討に用いるためのイメージを作<br />
成した。過圧防護や過熱防護等のような安全上の性能要求についても、検討用の<br />
イメージを作成した。<br />
- 227 -<br />
- 227 -
(1) 損傷防止要件の検討<br />
損傷モードによる損傷を防止するため損傷防止要件について、技術的に妥当か<br />
議論・検討した。その結果を表Ⅱ.2.1.2-1 に示す。ここでは、対応する現行の性能<br />
規定(火技省令)と比較して示すと共に対応する現行の性能規定(火技省令)を<br />
変更又は追加した理由等を示した。ここでの対応する現行の性能規定(火技省令)<br />
により防止する損傷モードが明確でないものがあるため、対応する現行の仕様規<br />
定(火技解釈)から推定したりすることにより、損傷モード毎に対応する現行の<br />
性能規定(火技省令)を記載している。<br />
(2) 性能要求のイメージ<br />
損傷モードに基づいた性能要求のイメージをつかむため、材料、構造、溶接及<br />
び試験検査の 4 項目に区分して調査し、検討に用いるためのイメージを作成した。<br />
その結果を、表Ⅱ.2.1.2-2 に示す。過圧防護や過熱防護等のような安全上の性能要<br />
求についても、検討用のイメージについて作成した。その結果を表Ⅱ.2.1.2-3 に示<br />
す。<br />
- 228 -<br />
- 228 -
表Ⅱ.2.1.2-1 損傷防止要件(1/9)<br />
1 材料の損傷防止要件<br />
1.1 脆性破壊を防止するための材料の要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
十分な靭性が確保されている。 明言的な規定はない。<br />
水圧による耐圧試験時での材料の ASME Sec.ⅠPG-99「耐圧試験」で<br />
(現行の仕様規定(火技解釈)では 健全性を確保する。<br />
は、水温を 70˚F(20℃)以上として<br />
材料毎に最低使用温度を規定してい<br />
いる。<br />
る。)<br />
1.2 延性破壊を防止するための材料の要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
適切な化学成分及び機械的性質を 最高使用温度において材料に及ぼ -<br />
有する。<br />
す化学的及び物理的影響に対し、安全<br />
な化学成分及び機械的強度を有する<br />
ものでなければならない。<br />
1.3 クリープ破壊を防止するための材料の要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
適切な化学成分及び機械的性質を 最高使用温度において材料に及ぼ -<br />
有する。<br />
す化学的及び物理的影響に対し、安全<br />
な化学成分及び機械的強度を有する<br />
ものでなければならない。<br />
- 229 - -229<br />
-<br />
1.4 疲労破壊を防止するための材料の要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
著しい欠陥がない。 規定なし。 材料の不完全部の影響が大きいた<br />
め、それがないことを確認するための<br />
非破壊検査が重要となる。
表Ⅱ.2.1.2-1 損傷防止要件(2/9)<br />
1.5 ラチェッティングを防止するための材料の要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
なし。 規定なし。 - 「ラチェッティングを防止するため<br />
の設計の要件」で損傷防止を担保す<br />
る。このため、ここでの損傷防止要件<br />
はない。<br />
1.6 コロージョン、エロージョン及び環境助長割れを防止するための材料の要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
適切な化学成分及び機械的性質を 最高使用温度において材料に及ぼ -<br />
有する。<br />
す化学的及び物理的影響に対し、安全<br />
な化学成分及び機械的強度を有する<br />
ものでなければならない。<br />
- 230 - -230<br />
-
表Ⅱ.2.1.2-1 損傷防止要件(3/9)<br />
2 設計の損傷防止要件<br />
2.1 脆性破壊を防止するための設計の要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
十分な靭性が確保されている材料 規定なし。 主に、水圧等による耐圧試験時に、<br />
を選定する。<br />
試験時の温度における材料の靭性値<br />
不足による脆性破壊の防止を図る。<br />
2.2 延性破壊を防止するための設計の要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
平均応力を降伏応力以下に抑え、マ 最高使用圧力又は最高使用温度に -<br />
クロな変形が生じないようにする。 おいて発生する最大の応力に対して<br />
安全なものでなければならない。この<br />
場合において、耐圧部に生ずる応力は<br />
当該部分に使用する材料の許容応力<br />
を超えてはならない。<br />
(現行の仕様規定(火技解釈)から<br />
推定 :平均応力を許容応力値以下に<br />
抑え、マクロな変形が生じないように<br />
する。)<br />
- 231 - -231<br />
-<br />
2.3 クリープ破壊を防止するための設計の要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
所定の時間内で過大なクリープ変 最高使用圧力又は最高使用温度に -<br />
形又はクリープ破断が生じないよう おいて発生する最大の応力に対して<br />
にする。<br />
安全なものでなければならない。この<br />
場合において、耐圧部に生ずる応力は<br />
当該部分に使用する材料の許容応力<br />
を超えてはならない。<br />
(現行の仕様規定(火技解釈)から<br />
推定 : 所定の時間内でのクリープひ<br />
ずみの制限及び所定の時間内でのク<br />
リープ破断を防止する。)
表Ⅱ.2.1.2-1 損傷防止要件(4/9)<br />
2.4 疲労破壊を防止するための設計の要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
主要な部位における構造不連続部 規定なし。 従来の USC ボイラーの蒸気条件に<br />
において所定の回数内で疲労破壊が<br />
比べ A-USC ボイラーではより高温と<br />
生じないようにする。<br />
なるため、従来材料であるフェライト<br />
系鋼では許容応力の強度不足となり、<br />
より高温での高強度材料である Ni 基<br />
合金、Fe-Ni 合金が使用されることに<br />
なる。<br />
Ni 基合金、Fe-Ni 合金は、フェラ<br />
イト系鋼と比較して、線膨張係数が大<br />
きく、熱伝導率が小さい。このため、<br />
管の肉厚が同一条件下において、より<br />
高温で使用される A-USC ボイラーで<br />
使用予定の Ni 基合金、Fe-Ni 合金は、<br />
USC ボイラーで使用されているフェ<br />
ライト系鋼と比較して熱応力は大き<br />
くなる。<br />
Ni 基合金、Fe-Ni 合金の疲労強度<br />
及び A-USC ボイラーの運用条件にも<br />
依るが、一般部に比較して厳しい構造<br />
不連続部からの疲労破壊防止を図る。<br />
- 232 - -232<br />
-<br />
尚、疲労評価は、ボイラーの運転中<br />
に生じる応力変動履歴をベースに極<br />
大値と極小値からなる組み合わせの<br />
応力変動範囲を求め、この値を疲労曲<br />
線に当てはめて得られる許容回数と<br />
予想運転回数とを比較することで行<br />
われる。ここで、応力はピーク応力成<br />
分を含んだ内圧応力及び熱応力から<br />
成る合計の変動応力成分である。
表Ⅱ.2.1.2-1 損傷防止要件(5/9)<br />
2.5 ラチェッティングを防止するための設計の要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
斬増歪の防止による略原形を保持 規定なし。 従来の USC ボイラーの蒸気条件に<br />
する。<br />
比べ A-USC ボイラーではより高温と<br />
なるため、従来材料であるフェライト<br />
系鋼では許容応力の強度不足となり、<br />
より高温での高強度材料である Ni 基<br />
合金、Fe-Ni 基合金が使用されること<br />
になる。<br />
Ni 基合金、Fe-Ni 合金は、フェラ<br />
イト系鋼と比較して、線膨張係数が大<br />
きく、熱伝導率が小さい。このため、<br />
管の肉厚が同一条件下において、より<br />
高温で使用される A-USC ボイラーで<br />
使用予定の Ni 基合金、Fe-Ni 合金は、<br />
USC ボイラーで使用されているフェ<br />
ライト系鋼と比較して熱応力は大き<br />
くなることからラチェッティング防<br />
止を図る。<br />
- 233 - -233<br />
-<br />
2.6 コロージョン、エロージョン及び環境助長割れを防止するための設計の要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
減肉による所定外の過大応力によ 明言的な規定はない。<br />
内圧作用下の元で減肉による所定<br />
る破壊防止を図る。<br />
(現行の仕様規定(火技解釈)では 外の過大応力発生に伴う破壊防止を<br />
使用環境等を充分考慮した上での適 図る。<br />
切な材料選定を規定している。)
表Ⅱ.2.1.2-1 損傷防止要件(6/9)<br />
3. 製造の損傷防止要件<br />
3.1 加工に関する損傷防止要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
規定なし。 加工度の大きい部位にはクリープ<br />
強度低下、SCC 等が生じる可能性が<br />
高い。<br />
冷間又は熱間の加工において、材料<br />
の損傷防止要件を満足する。<br />
3.2 溶接に関する損傷防止要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
適切な溶接部の設計、施工がなされ 不連続で特異な形状でないもので -<br />
ている。<br />
あること。<br />
(現行の仕様規定(火技解釈)では、<br />
溶接部の設計、継手面の食違い制限、<br />
厚さの異なる母材の中心と勾配を要<br />
求している。)<br />
割れ等の有害な欠陥がない。 溶接による割れが生ずるおそれが -<br />
ないこと。<br />
溶接は、特殊工程であるため、適切 機械試験等により適切な溶接施工 -<br />
な施工法や確認された溶接士により 法等であることをあらかじめ確認し<br />
溶接部をつくりこむ。<br />
たものにより溶接したものであるこ<br />
と。(現行の仕様規定(火技解釈)で<br />
は施工法の確認項目の確立、溶接士技<br />
能試験による技能の確認後に実機の<br />
溶接施工を要求している。)<br />
- 234 - -234<br />
-
表Ⅱ.2.1.2-1 損傷防止要件(7/9)<br />
3.3 試験検査に関する損傷防止要件<br />
3.3.1 非破壊試験に関する損傷防止要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
溶接部の品質を確認するため、溶接 健全な溶接部の確保に有害な溶込 -<br />
部に適した非破壊試験を行う。 み不良その他の欠陥がないことを非<br />
破壊試験により確認したものである<br />
こと。<br />
(現行の仕様規定(火技解釈)では<br />
重要な溶接部(母材区分(P-No.)、<br />
外径及び板厚等で識別)について放射<br />
線透過試験を要求している。)<br />
3.3.2 機械試験に関する損傷防止要件<br />
損傷防止要件 対応する現行の性能規定(火技省令) 変更又は追加した理由等 課題等<br />
溶接部の品質を確認するため、溶接 適切な強度を有するものであるこ -<br />
部に適した機械試験を行う。 と。<br />
(現行の仕様規定(火技解釈)では<br />
炭素鋼以外の容器(管寄せを除く)の<br />
長手継手及び周継手に対して、継手引<br />
張試験及び型曲げ試験を要求してい<br />
る。)<br />
- 235 - -235<br />
-<br />
3.4 耐圧試験に関する損傷防止要件<br />
損傷防止要件 対応する現行の仕様規定(火技解釈) 変更又は追加した理由等 課題等<br />
耐圧部の健全性を総合的に評価す 明言的な規定はない。<br />
-<br />
るため、規定圧力後、適切な時間保持 (現行の仕様規定(火技解釈)では<br />
したとき、これに耐える。かつ、加圧 最高使用圧力の 1.5 倍の水圧まで昇<br />
状態で著しい漏えいがない。 圧した後、適切な時間保持したとき、<br />
これに耐えるもの。引き続き最高使用<br />
圧力以上の水圧で漏えいのないこと<br />
を規定している。)
表Ⅱ.2.1.2-1 損傷防止要件(8/9)<br />
【参考】<br />
発電用火力設備に関する技術基準を定める省令(ボイラー等及びその附属設備に関する条項の抜粋)<br />
第二章 ボイラー等及びその附属設備<br />
(ボイラー等の材料)<br />
第五条 ボイラー(火気、燃焼ガスその他の高温ガス若しくは電気によって水等の熱媒体を加熱するものであって、当該加熱により当該蒸気を発生させこ<br />
れを他の設備に供給するもの又は当該加熱(相変化を伴うものを除く。)により当該水等の熱媒体を大気圧力における飽和温度以上とし、これを蒸気タ<br />
ービン若しくはガスタービンに供給するもののうち、ガス化炉設備(石炭、石油その他の燃料を加熱し、酸素と化学反応させることによりガス化させ、<br />
発生したガスをガスタービンに供給する容器(以下「ガス化炉」という。)、そのガスを通ずることによって熱交換等を行う容器及びこれらに附属する<br />
設備のうち、液化ガス設備(液化ガスの貯蔵、輸送、気化等を行う設備及びこれに附属する設備をいう。以下同じ。)を除く。以下同じ。)を除く。以<br />
下同じ。)、独立過熱器(火気、燃焼ガスその他の高温ガス又は電気によって蒸気を過熱するもの(ボイラー、ガスタービン、内燃機関又は燃料電池設<br />
備に属するものを除く。)をいう。以下同じ。)又は蒸気貯蔵器(以下「ボイラー等」という。)及びその附属設備(ポンプ、圧縮機及び液化ガス設備<br />
を除く。)に属する容器及び管の耐圧部分に使用する材料は、最高使用温度において材料に及ぼす化学的及び物理的影響に対し、安全な化学的成分及び<br />
機械的強度を有するものでなければならない。<br />
(ボイラー等の構造)<br />
第六条 ボイラー等及びその附属設備(液化ガス設備を除く。以下この章において同じ。)の耐圧部分の構造は、最高使用圧力又は最高使用温度において<br />
- 236 - -236<br />
-<br />
発生する最大の応力に対し安全なものでなければならない。この場合において、耐圧部分に生ずる応力は当該部分に使用する材料の許容応力を超えては<br />
ならない。<br />
(安全弁)<br />
第七条 ボイラー等及びその附属設備であって過圧が生ずるおそれのあるものにあっては、その圧力を逃がすために適当な安全弁を設けなければならない。<br />
この場合において、当該安全弁は、その作動時にボイラー等及びその附属設備に過熱が生じないように施設しなければならない。<br />
(給水装置)<br />
第八条 ボイラーには、その最大連続蒸発時において、熱的損傷が生ずることのないよう水を供給できる給水装置を設けなければならない。<br />
2 設備の異常等により、循環ボイラーの水位又は貫流ボイラーの給水流量が著しく低下した際に、急速に燃料の送入を遮断してもなおボイラーに損傷を<br />
与えるような熱が残存する場合にあっては、当該ボイラーには、当該損傷が生ずることのないよう予備の給水装置を設けなければならない。
表Ⅱ.2.1.2-1 損傷防止要件(9/9)<br />
(蒸気及び給水の遮断)<br />
第九条 ボイラーの蒸気出口(安全弁からの蒸気出口及び再熱器からの蒸気出口を除く。)は、蒸気の流出を遮断できる構造でなければならない。ただし、<br />
他のボイラーと結合されたボイラー以外のボイラーから発生する蒸気が供給される設備の入口で蒸気の流路を遮断することができる場合における当該<br />
ボイラーの蒸気出口又は二個以上のボイラーが一体となって蒸気を発生しこれを他に供給する場合における当該ボイラー間の蒸気出口にあってはこの<br />
限りでない。<br />
2 ボイラーの給水の入口は、給水の流路を速やかに自動で、かつ、確実に遮断できる構造でなければならない。ただし、ボイラーごとに給水装置を設け<br />
る場合において、ボイラーに最も近い給水加熱器の出口又は給水装置の出口が、給水の流路を速やかに自動で、かつ、確実に遮断できる構造である場合<br />
における当該ボイラーの給水の入口又は二個以上のボイラーが一体となって蒸気を発生しこれを他に供給する場合における当該ボイラー間の給水の入<br />
口にあってはこの限りでない。<br />
(ボイラーの水抜き装置)<br />
第十条 循環ボイラーには、ボイラー水の濃縮を防止し、及び水位を調整するために、ボイラー水を抜くことができる装置を設けなければならない。<br />
(計測装置)<br />
第十一条 ボイラー等には、設備の損傷を防止するため運転状態を計測する装置を設けなければならない。<br />
- 237 - -237<br />
-<br />
第十章 溶接部<br />
(溶接部の形状等)<br />
第七十四条 電気事業法施行規則第七十九条第一号及び第三号に掲げる機械又は器具であって、同規則第八十条に定める圧力以上の圧力を加えられる部分<br />
について溶接をするものの溶接部(溶接金属部及び熱影響部をいう。以下「溶接部」という。)は、次によること。<br />
一 不連続で特異な形状でないものであること。<br />
二 溶接による割れが生ずるおそれがなく、かつ、健全な溶接部の確保に有害な溶込み不良その他の欠陥がないことを非破壊試験により確認したもの<br />
であること。<br />
三 適切な強度を有するものであること。<br />
四 機械試験等により適切な溶接施工法等であることをあらかじめ確認したものにより溶接したものであること。
表Ⅱ.2.1.2-2 損傷モード防止の要求事項のイメージ(1/5)<br />
損傷モード 検討項目 損傷モード防止の要求事項 参考文献<br />
コロージョン<br />
エロージョン<br />
材料<br />
構造<br />
溶接<br />
耐食性(化学的成分、温度、状態、流速)<br />
適切な熱処理(必要な場合)<br />
有害な欠陥がない<br />
付けしろの考慮(腐食速度の考慮)<br />
腐食を促進させない構造<br />
適切な化学的成分<br />
適切な機械的強度<br />
適切な熱処理(必要な場合)<br />
適切な溶接施工法等であることのあらかじめ<br />
確認<br />
- 238 -<br />
[2][3]<br />
[2]<br />
[3]<br />
[3] [4]<br />
[1][2]<br />
[1][2]<br />
[1][2]<br />
試験検査 有害な欠陥がないこと [1][2]<br />
適切な化学的成分<br />
[1][2]<br />
材料<br />
適切な機械的強度<br />
適切な熱処理(必要な場合)<br />
[1][2]<br />
有害な欠陥がない<br />
[2]<br />
構造<br />
付けしろの考慮(減肉速度への考慮)<br />
エロージョン想定個所への考慮<br />
[3]([7])<br />
[8]<br />
適切な化学的成分<br />
[1][2]<br />
適切な機械的強度<br />
[1][2]<br />
溶接 適切な熱処理(必要な場合)<br />
適切な溶接施工法等であることのあらかじめ<br />
確認<br />
[1][2]<br />
試験検査 有害な欠陥がないこと [1][2]<br />
- 238 -
表Ⅱ.2.1.2-2 損傷モード防止の要求事項のイメージ(2/5)<br />
損傷モード 検討項目 損傷モード防止の要求事項 参考文献<br />
脆性破壊<br />
延性破壊<br />
材料<br />
適切な化学的成分<br />
適切な機械的強度<br />
適切な熱処理(必要な場合)<br />
適切な破壊じん性<br />
有害な欠陥がない<br />
- 239 -<br />
[1][2]<br />
[1][2]<br />
[11]<br />
[2][9][11]<br />
[2][9][11]<br />
構造 応力集中の抑制 [4][5][10][11]<br />
適切な化学的成分<br />
[1][2]<br />
適切な機械的強度<br />
[1][2]<br />
適切な熱処理(残留応力の除去)(必要な場合) [9][11]<br />
溶接 適切な破壊じん性<br />
[2]<br />
製作誤差(角変形及び目違い等)への配慮 [9]<br />
適切な溶接施工法等であることのあらかじめ<br />
確認<br />
[1][2]<br />
試験検査<br />
有害な欠陥がない<br />
試験圧力に耐え、かつ、著しい漏えいがない<br />
[1][2]<br />
[2]<br />
適切な化学的成分<br />
[1][2]<br />
材料<br />
適切な機械的強度<br />
適切な熱処理(必要な場合)<br />
[1][2]<br />
有害な欠陥がない<br />
[2]<br />
構造<br />
全体的な塑性変形が生じない(構造不連続部<br />
での局部的な塑性変形は除く)<br />
[2]<br />
適切な化学的成分<br />
[1][2]<br />
適切な機械的強度<br />
[1][2]<br />
溶接 適切な熱処理(必要な場合)<br />
適切な溶接施工法等であることのあらかじめ<br />
確認<br />
[1][2]<br />
試験検査<br />
有害な欠陥がない<br />
試験圧力に耐え、かつ、著しい漏えいがない<br />
[1][2]<br />
[2]<br />
- 239 -
表Ⅱ.2.1.2-2 損傷モード防止の要求事項のイメージ(3/5)<br />
損傷モード 検討項目 損傷モード防止の要求事項 参考文献<br />
環境助長割れ<br />
疲労<br />
材料<br />
耐食性(化学的成分、温度、状態、流速)<br />
適切な熱処理(必要な場合)<br />
有害な欠陥がない<br />
構造 -<br />
適切な化学的成分<br />
適切な機械的強度<br />
適切な熱処理(必要な場合)<br />
溶接<br />
適切な溶接施工法等であることのあらかじめ<br />
確認<br />
残留応力の除去又は改善<br />
- 240 -<br />
[2][3]<br />
[2]<br />
[1][2]<br />
[1][2]<br />
[1][2]<br />
[6][10]<br />
試験検査 有害な欠陥がない [1][2]<br />
適切な化学的成分<br />
[1][2]<br />
材料<br />
適切な機械的強度<br />
適切な熱処理(必要な場合)<br />
[1][2]<br />
有害な欠陥がない<br />
[2]<br />
応力集中の抑制<br />
[4][5][9]<br />
構造 応力振幅への考慮<br />
[6][9][12]<br />
繰返し数への考慮<br />
[6][9][12]<br />
適切な化学的成分<br />
[1][2]<br />
適切な機械的強度<br />
適切な熱処理(必要な場合)<br />
[1][2]<br />
溶接 適切な溶接施工法等であることのあらかじめ<br />
確認<br />
[1][2]<br />
製作誤差(角変形及び目違い等)への配慮 [9]<br />
残留応力の除去又は改善(必要な場合) [6][10]<br />
試験検査 有害な欠陥がない [1][2]<br />
- 240 -
表Ⅱ.2.1.2-2 損傷モード防止の要求事項のイメージ(4/5)<br />
損傷モード 検討項目 損傷モード防止の要求事項 参考文献<br />
クリープ<br />
ラチェッティ<br />
ング<br />
材料<br />
適切な化学的成分<br />
適切な機械的強度<br />
適切な熱処理(必要な場合)<br />
有害な欠陥がない<br />
- 241 -<br />
[1][2]<br />
[1][2]<br />
構造 クリープ強度への考慮 [13]<br />
適切な化学的成分<br />
[1][2]<br />
適切な機械的強度<br />
[1][2]<br />
溶接<br />
適切な熱処理(必要な場合)<br />
適切な溶接施工法等であることのあらかじめ<br />
確認<br />
[1][2]<br />
製作誤差(扁平等)への配慮<br />
[13]<br />
試験検査 有害な欠陥がない [1][2]<br />
適切な化学的成分<br />
[1][2]<br />
材料<br />
適切な機械的強度<br />
適切な熱処理(必要な場合)<br />
[1][2]<br />
有害な欠陥がない<br />
[2]<br />
応力集中の抑制<br />
[4]<br />
構造 応力範囲及び繰返数によりラチェッティング<br />
の考慮<br />
[2]<br />
適切な化学的成分<br />
[1][2]<br />
適切な機械的強度<br />
[1][2]<br />
溶接 適切な熱処理(必要な場合)<br />
適切な溶接施工法等であることのあらかじめ<br />
確認<br />
[1][2]<br />
試験検査 有害な欠陥がない [1][2]<br />
- 241 -<br />
[2]
参考文献<br />
表Ⅱ.2.1.2-2 損傷モード防止の要求事項のイメージ(5/5)<br />
[1]通商産業省令第 51 号、発電用火力設備に関する技術基準を定める省令<br />
[2]通商産業省令第 62 号、発電用原子力設備に関する技術基準を定める省令<br />
[3]防錆・防食技術総覧編集委員会、防錆・防食技術総覧<br />
[4]大島榮治、設備診断予知保全実用事典、フジ・テクノシステム、昭和 63 年<br />
[5]石橋正、設計を主とした金属の強さ、養賢堂、昭和 37 年<br />
[6]佐藤邦彦、溶接構造要覧、黒木出版社、1988 年<br />
[7]JSME S TB1-2006、火力設備配管減肉管理技術規格、日本機械学会<br />
[8]JSME S CA1-2005、配管減肉管理に関する規格、日本機械学会<br />
[9]金沢武、飯田國廣、現代溶接技術体系《第 17 巻》溶接継手の強度、産報出版<br />
[10]溶接学会編、溶接技術の基礎、産報出版<br />
[11]日本金属学会編、金属材料の強度と破壊、丸善<br />
[12]小林英男編著、破壊事故、共立出版<br />
[13]平成 16 年度 高クロム鋼の長時間クリープ強度低下に関する技術基準適合性調査報告<br />
書、平成 17 年 3 月、発電設備技術検査協会<br />
- 242 -<br />
- 242 -
表Ⅱ.2.1.2-3 安全上の性能要求検討用のイメージ<br />
必要性能 検討項目 検討内容 参考文献<br />
ボイラー等及びその附属設備であって過圧が生ずるおそれのあるものにあっては、その圧力を逃がす<br />
[5]<br />
ために適切な安全弁を設けなければならない。この場合において、当該安全弁は、その作動時にボイラ<br />
過圧防護 過圧防護<br />
ー等及びその附属設備に過熱が生じないように施設しなければならない。<br />
ボイラーには、その最大連続蒸発時において、熱的損傷が生ずることのないよう水を供給できる給水<br />
[5]<br />
装置を設けなければならない。<br />
過熱防護 給水装置 設備の異常等により、ボイラーの水位又はボイラーへの給水流量が著しく低下した際に、急速に燃料<br />
[5]<br />
の送入を遮断してもなおボイラーに損傷を与えるような熱が残存する場合にあっては、当該ボイラーに<br />
は、当該損傷が生ずることのないよう予備の給水装置を設けなければならない。<br />
計測機能 計測装置 ボイラー等には、設備の損傷を防止するため運転状態を計測する装置を設けなければならない。 [5]<br />
ボイラーの蒸気出口(安全弁からの蒸気出口及び再熱器からの蒸気出口を除く。)は、蒸気の流出を<br />
[5]<br />
- 243 -<br />
- 243 -<br />
蒸気及び 遮断できる構造でなければならない。<br />
給水の遮断 ボイラーの給水の入口は、給水の流路を速やかに自動で、かつ、確実に遮断できる構造でなければな<br />
内部流体<br />
の遮断<br />
[5]<br />
らない。<br />
ウォータ<br />
ドレン及び<br />
ボイラー等及びその附属設備は、必要に応じて、ドレン及びベントを設けなければならない。 [5]<br />
ハンマー<br />
ベント<br />
等の防止<br />
[5]通商産業省令第 51 号、発電用火力設備に関する技術基準を定める省令
2.2 設計・建設の技術基準の解釈に関する調査<br />
2.2.1 技術基準に対応した技術要素及び技術的要件の調査<br />
技術要素及び技術的要件の調査のため、ISO 16528-2007 Part 1 Boilers and<br />
pressure vessels-Part 1 : Performance requirements Section 7 Technical Requirements<br />
について調査し、表Ⅱ.2.2.1-1 にまとめた。この調査結果に平成 16 年 7 月 27 日付<br />
け、電気事業法に基づく技術基準省令を満たすために必要な技術要素(16 原企課<br />
第 57 号、通商産業省原子力安全・保安院企画調整課、電力安全課、NISA-234c-04-7)<br />
及び通商産業省令第 51 号、発電用火力設備に関する技術基準を定める省令を参考<br />
として技術要素及び技術的要件の案を表Ⅱ.2.2.1-2 にまとめた。この案を基に次年<br />
度以降検討する。<br />
- 244 -<br />
- 244 -
表Ⅱ.2.2.1-1 技術要素及び技術的要件の調査(ISO 16528)(1/6)<br />
ISO 16528-2007 Part 1 Boilers and pressure vessels - Part 1 :<br />
Performance requirements Section 7 Technical Requirements<br />
7.1 一般事項 耐圧部の健全性は、設計技術、材料選定、製作能力及び<br />
検査レベルの組合せに基づいている。技術的要求は 7.2~<br />
7.5 に述べられている。<br />
7.2 材料 -<br />
7.2.1 一般事項 耐圧部材、非耐圧部材(例 : サポート、付属物)及び<br />
溶接材料は、想定条件及び予知できる非想定条件に対して<br />
適切でなければならない。<br />
7.2.2 材料の仕様 材料は、次の特性を満足しなければならない。<br />
a)合理的に予知できる全ての運転状態、全ての試験状態及<br />
び特殊な状態において適切でなければならず、十分な延<br />
性と強度を有しなければならない。加えて、脆性破壊を<br />
防止するため、材料選定に十分な配慮をしなければなら<br />
ない。<br />
b)内部流体に対して十分な化学的抵抗性を有していなけ<br />
ればならない。<br />
c)運転状態に不利な影響を起こさないこと。<br />
例 : エージング<br />
d)計画された製造手順に適合していなければならない。<br />
e)異なる材料を使用した際の重大な好ましくない効果を<br />
避けるために精選されていなければならない。<br />
製作者は、設計をサポートするに要求される追加の材料<br />
特性を明記しなければならない。例 : 衝撃特性<br />
7.2.3 材料証明 製作者は、適切な基準で認められる仕様の要求に適合し<br />
ている材料の使用を確実に行うため、適切に測定され材料<br />
を使用しなければならない。製作者は、材料証明と適切な<br />
材料仕様により要求される証明を入手しなければならな<br />
い。<br />
- 245 -<br />
- 245 -
表Ⅱ.2.2.1-1 技術要素及び技術的要件の調査(ISO 16528)(2/6)<br />
7.3 設計 -<br />
7.3.1 荷重と他の設計上考慮 合理的に予知できる運転状態及び外圧が付加される荷<br />
すべき事項<br />
重に対して設計されていなければならない。<br />
材料温度における内圧及び/又は外圧に対して設計され<br />
ていなければならない。<br />
次の状態を適切に考慮しなければならない。<br />
・運転状態及び水圧試験状態の構造物の重量<br />
・構造物を支持している荷重<br />
・風による荷重<br />
・地震による荷重<br />
・過渡状態での温度差又は熱膨張係数の相違<br />
・通常運転及び非通常運転(upset)の状態での圧力と温<br />
度の変動<br />
・劣化メカニズム、例 : 腐食、エロージョン、クリープ<br />
及び疲労<br />
・取付け、輸送及び据付の荷重、その他<br />
・生ずる可能性があり重要な荷重<br />
7.3.2 設計方法 次の方法の 1 つ又は適切な組合せを用いて完全性が述<br />
べられていなければならない。<br />
a)公式による設計<br />
b)解析による設計<br />
c)実験又は試験による設計<br />
設計情報と認識される損傷モードを含んだ一貫した設<br />
計システムを基本としなければならない。(B.5 参照)<br />
7.3.3 設計マージン 材料特性及び設計方法(適切な製造細目を含む)に対す<br />
る設計マージンは、明記された荷重条件における想定され<br />
た損傷モードについて規定されていなければならない。<br />
材料特性には次の事項が含まれる。<br />
・降伏強さ<br />
・引張強さ<br />
・時間従属強さ(クリープ強さ)<br />
・疲労データ<br />
・弾性係数<br />
・歪<br />
・衝撃強さ<br />
・破壊靭性<br />
- 246 -<br />
- 246 -
表Ⅱ.2.2.1-1 技術要素及び技術的要件の調査(ISO 16528)(3/6)<br />
7.3.4 設計ファクタ 7.3.3 で明記されている設計マージンに加えて適切な設<br />
計ファクタ(試験の程度や方法、構造物の形状や寸法に基<br />
づいた溶接継手効率のような)が製作に対する不確実性、<br />
複雑な応力場及び材料挙動を考慮して規定されていなけ<br />
ればならない。<br />
7.3.5 試験方法 検査における接近性を考慮して組み立てられなければ<br />
ならない。<br />
接近が不可能でも適切性を有していれば、他の試験方法<br />
が用いられるかもしれない。<br />
7.3.6 ドレンとベント 必要があれば、ドレンとベントの適切な方法が規定され<br />
ていなければならない。<br />
7.3.7 コロージョンとエロー 必要があれば、適切な裕度又は、コロージョン、エロー<br />
ジョン<br />
ジョンや他の化学的な損傷への防護が規定されていなけ<br />
ればならず、計画され合理的に予知できる使用状態につい<br />
て配慮されなければならない。<br />
7.3.8 過圧防護 -<br />
7.3.8.1 一般要求事項 圧力除去装置又は過圧制限システムについて規定され<br />
ていなければならない。防護システムは、予定された運転<br />
の制限、分類及び可能性のある変動を超えた過圧を防止す<br />
るために設計されていなければならない。<br />
設計状態を超える単調な圧力が発生するかもしれない<br />
が、規定する圧力は予想される損傷モードに対する一貫し<br />
た設計マージンがある。過圧防護が系統設計において規定<br />
されていれば、全ての確かな運転及び変動状態を機器の不<br />
動作を含んで考慮して確認するための解析を行わなけれ<br />
ばならない。<br />
7.3.8.2 装置のタイプ 計画された荷重及び合理的に予知できる容量と環境で<br />
の使用に対して適切でなければならない。<br />
7.3.8.3 システム過圧防護付 設計及び圧力制限装置を含んだ過圧防護付属物の構造、<br />
属物<br />
温度制限と計測装置は、それらが計画される使用状態にお<br />
いて適切でなければならない。<br />
7.4 製作 -<br />
7.4.1 方法 製作の方法と技術は、製造による材料の劣化、熱処理又<br />
は成形について考慮された製造プロセスの全工程で適切<br />
でなければならない。<br />
- 247 -<br />
- 247 -
表Ⅱ.2.2.1-1 技術要素及び技術的要件の調査(ISO 16528)(4/6)<br />
7.4.2 材料証明 使用される材料の証明は、製鋼証明書、明確な材料証明<br />
等と同様に適切な測定により保証されていること。<br />
7.4.3 部品の準備 部品の準備(例 : 切断及び成形等)に関する適切な方<br />
法は、割れのような欠陥、機械的及び化学的な性質の有害<br />
な変質を避けるために選択されていなければならない。<br />
7.4.4 溶接 適切な溶接プロセスは、使用される材料に対して選択さ<br />
れていなければならない。溶接継手と隣接した領域は、溶<br />
接による有害な表面欠陥及び内在欠陥があってはならな<br />
い。<br />
溶接継手の機械的特性は、溶接される材料の機械的特性<br />
を満足しなければならない。<br />
承認された溶接手順書を用いて資格を有する適切な溶<br />
接士が耐圧部品及び耐圧部品に直接接続される非耐圧部<br />
品について溶接を行うこと。<br />
7.4.5 溶接手順書の承認 製造時に使用される溶接手順書は、要求にかなう第三者<br />
機関、国際的や国内での承認組織又は製作者の品質プログ<br />
ラムに従って承認されていなければならない。承認におい<br />
ては、製造計画、前述の材料の運転状態、溶接姿勢等が考<br />
慮されていなければならず、適切な試験及び検査が包含さ<br />
れていなければならない。<br />
7.4.6 溶接士の資格 製造に従事する溶接士は、要求にかなう第三者機関、国<br />
際的や国内での承認組織又は製作者の品質プログラムに<br />
従って承認されていなければならない。承認においては、<br />
前述の材料の製造状態、溶接姿勢等が考慮されていなけれ<br />
ばならず、適切な試験及び検査が包含されていなければな<br />
らない。<br />
7.4.7 溶接士の証明 製造に従事する溶接士は、資格を有していることを確認<br />
すること。<br />
7.4.8 熱処理 製造過程において材料や溶接の特性に受容しがたい変<br />
化を生ずる危険性がある場合、切断、成形及び溶接等の製<br />
作上必要な段階において適切な熱処理を行う。<br />
7.4.9 許容誤差 許容誤差又は溶接の開先、溶接の余盛、寸法及び熱処理<br />
の範囲は、製造の適切な段階又は最終段階まで維持されな<br />
ければならない。<br />
- 248 -<br />
- 248 -
表Ⅱ.2.2.1-1 技術要素及び技術的要件の調査(ISO 16528)(5/6)<br />
7.5 検査、非破壊試験及び試験 -<br />
7.5.1 一般 寸法確認及び欠陥の検出は、適切な目視試験及び非破壊<br />
試験により試験をされていなければならない。<br />
7.5.2 方法 検査及び試験の方法及びその限界は、材料の種類、製造<br />
過程、板厚、構造、及び計画等について考慮されていなけ<br />
ればならない。<br />
7.5.3 手順 検査及び試験の手順は、認可機関、国内の承認組織又は<br />
製作者の品質プログラムに従って承認されていなければ<br />
ならない。<br />
7.5.4 資格 検査員及び試験員の資格は、認可機関、国内の承認組織<br />
又は製作者の品質プログラムに従って承認されていなけ<br />
ればならない。<br />
7.5.5 欠陥と許容基準の評価 欠陥と許容基準を評価する判定基準は、材料の種類、板<br />
厚、設計ファクタ及びその適用が一貫していなければなら<br />
ない。<br />
7.5.6 許容されない欠陥の処 構造物で許容されない欠陥の処理の方法は、計画された<br />
理<br />
設計とその適用に適切でなければならず、有害であっては<br />
ならない。方法は、手直し、効果への適合性の実証又は廃<br />
棄が含めてもよい。<br />
7.6 最終の検査と試験 -<br />
7.6.1 最終検査 目視と適切な基準の要求に従った添付文書を確認する<br />
ため最終検査を行わなければならない。製作中の試験の実<br />
施が考慮されていなければならない。最終検査は、全ての<br />
部品の内部及び外部について行わなければならないが、最<br />
終検査での接近が不可能な場合は製作段階での適切な検<br />
査を行わなければならない。<br />
7.6.2 最終耐圧試験 最終評価には耐圧試験と、必要があれば余歪が含まれて<br />
いなければならない。可能であれば水圧試験が推奨され<br />
る。水圧試験が有害又は非実用的な場合は、許可されてい<br />
る他の試験を行わなければならない。水圧試験以外の試験<br />
として、非破壊試験又は同等な有効性のある他の方法のよ<br />
うな追加して判断する方法は、その試験の実施前に照会さ<br />
れていなければならない。<br />
- 249 -<br />
- 249 -
表Ⅱ.2.2.1-1 技術要素及び技術的要件の調査(ISO 16528)(6/6)<br />
7.7 マーキング/ラベリング 要求される情報は、適切な基準に従って物理的にしるさ<br />
れていなければならない。最低限の情報としては次のもの<br />
を含んでいなければならない。<br />
・唯一の識別番号又は型式番号<br />
・適合のしるし<br />
・製造者の同定<br />
・圧力容器の設計温度での最大許容圧力、ボイラ出口での<br />
最大許容圧力と最大許容温度<br />
物理的なしるしが実際的でなければ、代替として追跡確<br />
認できる記録又は適切なラベルを貼る方法がある。<br />
- 250 -<br />
- 250 -
表Ⅱ.2.2.1-2 技術要素及び技術的要件の案(1/7)<br />
性能要求(案) 技術要素(案) 技術的要件(案)<br />
後報 1. 一般事項 耐圧部の健全性は、材料選定、設計技術、製作<br />
能力、検査、耐圧試験、過圧防護、給水装置、蒸<br />
気・給水の遮断、ドレン・ベント及び計測装置の<br />
要求の組合わせに基づいている。技術的要件は以<br />
下のとおり。<br />
後報<br />
2. 材料選定 -<br />
2.1 一般事項 耐圧部材は、想定条件に対して適切でなければ<br />
ならない。<br />
後報 2.2 材料の仕様 材料は、次の特性を満足しなければならない。<br />
a)合理的に予知できる全ての運転状態及び全て<br />
の試験状態において適切でなければならず、十<br />
分な延性と強度を有していなければならない。<br />
必要があれば、非破壊試験等により、有害な欠<br />
陥がないことを確認しなければならない。加え<br />
て、脆性破壊を防止するため、材料選定に十分<br />
な配慮を払わなければならない。<br />
b)内部流体に対して十分な化学的抵抗性及び物<br />
理的抵抗性を有していなければならない。<br />
c)運転状態等に悪影響を起こさないようにしな<br />
ければならない。<br />
例 : エージング<br />
d)計画された製造手順に適合していなければな<br />
らない。<br />
製作者は、設計で要求する追加の材料特性を明<br />
記しなければならない。<br />
例 : 破壊靭性<br />
- 251 -<br />
- 251 -
表Ⅱ.2.2.1-2 技術要素及び技術的要件の案(2/7)<br />
性能要求(案) 技術要素(案) 技術的要件(案)<br />
後報 2.3 材料証明 製作者は、適切な基準の要求に適合している材<br />
料の使用を確実に行うため、適切に測定され材料<br />
を使用しなければならない。製作者は、材料証明<br />
と適切な材料仕様により要求される証明を入手<br />
しなければならない。<br />
後報<br />
3. 設計技術 -<br />
3.1 荷重と他の設計上考慮すべき事項 合理的に予知できる運転状態及び外圧が付加<br />
される荷重等に対して設計されていなければな<br />
らない。<br />
材料温度における内圧及び外圧に対して設計<br />
されていなければならない。<br />
次の状態を適切に考慮しなければならない。<br />
・運転状態及び試験状態の構造物の重量<br />
・構造物を支持している荷重<br />
・風による荷重<br />
・地震による荷重<br />
・過渡状態での温度差又は熱膨張係数の相違<br />
・通常運転及び非通常運転の状態での圧力と温度<br />
の変動<br />
・劣化メカニズム、例 : 腐食、エロージョン、<br />
クリープ及び疲労<br />
・取付け、輸送及び据付の荷重<br />
・生ずる可能性のある重要な荷重<br />
- 252 -<br />
- 252 -
表Ⅱ.2.2.1-2 技術要素及び技術的要件の案(3/7)<br />
性能要求(案) 技術要素(案) 技術的要件(案)<br />
3.2 設計方法 次の方法の 1 つ又は適切な組合せを用いなけ<br />
ればならない。<br />
a)公式による設計<br />
b)解析による設計<br />
c)実験又は試験による設計<br />
設計情報と想定される破壊モードを含んだ設<br />
計システムを基本としなければならない。<br />
3.3 設計マージン 材料特性及び設計方法に対する設計マージン<br />
は、荷重条件における想定された破壊モードにつ<br />
いて規定されていなければならない。<br />
材料特性には次の事項が含まれる。<br />
・降伏強さ<br />
・引張強さ<br />
・クリープ強度<br />
・疲労強度<br />
・破壊靭性<br />
3.4 設計ファクタ 設計マージンに加えて適切な設計ファクタ(試<br />
験の程度や方法、構造物の形状や寸法に基づいた<br />
溶接継手効率のような)が製作に対する不確実<br />
性、複雑な応力場及び材料挙動を考慮して規定さ<br />
れていなければならない。<br />
3.5 接近性の確保 検査における接近性を考慮して組み立てられ<br />
なければならない。<br />
接近が不可能でも適切性を有する検査方法を<br />
用いてもよい。<br />
4. 製作能力 -<br />
後報<br />
- 253 -<br />
- 253 -<br />
後報<br />
後報<br />
4.1 方法 製作の方法と技術は、製造による材料の劣化、<br />
熱処理又は成形について考慮された製造プロセ<br />
スの全工程で適切でなければならない。
表Ⅱ.2.2.1-2 技術要素及び技術的要件の案(4/7)<br />
性能要求(案) 技術要素(案) 技術的要件(案)<br />
4.2 材料証明 使用される材料の証明は、適切な測定により保<br />
証されていること。<br />
4.3 部品の準備 部品の準備(例 : 切断及び成形等)に用いる<br />
方法は、割れのような欠陥、機械的及び化学的な<br />
性質の有害な変質を避けるため、適切に選択され<br />
ていなければならない。<br />
4.4 溶接 適切な溶接プロセスは、使用される材料に対し<br />
て選択されていなければならない。溶接継手と隣<br />
接した領域は、溶接による有害な表面欠陥及び内<br />
在欠陥があってはならない。<br />
溶接継手の機械的特性は、溶接される材料の機<br />
械的特性を満足しなければならない。<br />
4.5 溶接施工法の確認 製造時に使用される溶接施工法は、予め確認さ<br />
れていなければならない。確認においては、製造<br />
計画及び溶接性等が考慮されていなければなら<br />
ず、適切な試験等が包含されていなければならな<br />
い。<br />
4.6 溶接士の確認<br />
製造に従事する溶接士は、予め確認されていな<br />
ければならない。確認においては、製造計画及び<br />
溶接姿勢等が考慮されていなければならず、適切<br />
な試験等が包含されていなければならない。<br />
4.7 熱処理 製造過程において材料や溶接の特性に受容し<br />
がたい変化を生ずる可能性がある場合、成形及び<br />
溶接等の製作上必要な段階において適切な熱処<br />
理を行わなければならない。<br />
4.8 許容範囲 溶接の開先、溶接の余盛、成形、機械加工寸法<br />
及び熱処理等は、製造の適切な段階又は最終段階<br />
まで適切な範囲に維持されなければならない。<br />
後報<br />
- 254 -<br />
- 254 -
表Ⅱ.2.2.1-2 技術要素及び技術的要件の案(5/7)<br />
性能要求(案) 技術要素(案) 技術的要件(案)<br />
5. 検査 -<br />
後報<br />
5.1 一般事項 欠陥の検出は、適切な目視試験又は非破壊試験<br />
により検査をされていなければならない。<br />
5.2 方法 検査の方法は、材料の種類、製造過程、板厚、<br />
構造及び計画等について考慮され、適切なもので<br />
なければならない。<br />
5.3 資格 検査員の資格は、認証機関又は製作者の品質プ<br />
ログラム等に従って承認されていなければなら<br />
ない。<br />
5.4 判定基準 判定基準は、検査の方法、材料の種類及び板厚<br />
等により、適切でなければならない。<br />
5.5 許容されない欠陥の処理 許容されない欠陥の処理の方法は、適切に計画<br />
された方法によらなければならず、有害であって<br />
はならない。処理の方法は、手直し、実証又は廃<br />
棄等がある。<br />
- 255 -<br />
- 255 -<br />
6. 耐圧試験 -<br />
後報<br />
6.1 耐圧試験 最終評価には耐圧試験が含まれていなければ<br />
ならない。可能であれば水圧試験が推奨される。<br />
水圧試験が有害又は非実用的な場合は、他の試験<br />
を行わなければならない。水圧試験以外の試験と<br />
しての気圧試験又は非破壊試験等の方法は、その<br />
試験の実施前に計画されていなければならない。
表Ⅱ.2.2.1-2 技術要素及び技術的要件の案(6/7)<br />
性能要求(案) 技術要素(案) 技術的要件(案)<br />
後報 6.2 最終検査 寸法確認を含んだ目視による最終検査を行わ<br />
なければならない。製作中の検査の実施が考慮さ<br />
れていなければならない。最終検査は、全ての部<br />
品の内部及び外部について行わなければならな<br />
いが、最終検査での接近が不可能な場合は製作段<br />
階で適切な検査を行わなければならない。また、<br />
接近が不可能でも適切性を有する検査方法であ<br />
れば用いてもよい。<br />
後報<br />
7. 過圧防護 -<br />
7.1 一般事項<br />
過圧防護システムは、運転の制限及び可能性の<br />
ある変動を超えた過圧を防止しなければならな<br />
い。<br />
7.2 装置のタイプ 計画された圧力及び合理的に予知できる容量<br />
と使用環境に対して適切でなければならない。<br />
また、過圧防護システムの作動時にボイラー等<br />
及びその附属設備に過熱が生じないように施設<br />
しなければならない。<br />
後報 8. 給水装置 最大連続蒸発時において、熱的損傷が生ずるこ<br />
とのないよう水を供給できる給水装置を設けな<br />
ければならない。<br />
また、必要な場合は、予備の給水装置を設けな<br />
ければならない。<br />
後報 9. 蒸気及び給水の遮断 ボイラー等の損傷を防止するため、蒸気出口<br />
(安全弁からの蒸気出口及び再熱器からの蒸気<br />
出口を除く。)は、蒸気の流出を遮断できる構造<br />
であり、給水の入口は給水の流路を速やかに自動<br />
で、かつ、確実に遮断できる構造でなければなら<br />
ない。<br />
- 256 -<br />
- 256 -
表Ⅱ.2.2.1-2 技術要素及び技術的要件の案(7/7)<br />
性能要求(案) 技術要素(案) 技術的要件(案)<br />
後報 10. ドレン・ベント 必要に応じて、適切な個所にドレン及びベント<br />
を設けなければならない。<br />
後報 11. 計測装置 過圧防護及び給水の遮断等の設備の損傷を防<br />
止するための運転状態を計測する装置を設けな<br />
ければならない。<br />
計測装置は、使用状態において適切に動作しな<br />
ければならない。<br />
- 257 -<br />
- 257 -
2.2.2 仕様規定の調査<br />
(1) 仕様規定の概念と範囲<br />
現行の技術基準(発電用火力設備に関する技術基準を定める省令)の定める技<br />
術的要件をみたすべき技術的内容は火技解釈(発電用火力設備に関する技術基準<br />
の解釈)に示されている。解釈第 2 条第 2 項、別表第 1 及び別表第 2 に規定の材<br />
料は技術基準を満足するものとされているが、規定の材料で 700℃級の設備機器<br />
を内圧設計(例えば、最高使用圧力 35 MPa)することは現実的ではない。700℃<br />
級の設備機器用の候補材料が既に選定されているが、これらの許容引張応力及び<br />
その他の材料定数の規定が火技解釈には規定されていないことから、これらを火<br />
技解釈に追加して規定する必要がある。一方、既に 2.1 項で示したとおり、700℃<br />
級の設備機器の技術基準及び火技解釈については、損傷モードに基づいた検討が<br />
必要とされており、解釈には選定された損傷モードによる損傷を防止する要求事<br />
項が規定されなくてはならない。例えば、最高使用温度及び最高使用圧力の増加<br />
は起動停止時の応力範囲を増加させるし、付加的に二次応力制限を行う必要も考<br />
えうる。また、環境条件が厳しくなることから材料に対する劣化の考慮は現行の<br />
設備機器の考慮事項よりも適正化すべきと考えられる。Ni 基合金、Fe-Ni 基合金<br />
の使用が予定されている 700℃級の設備機器と現行の設備機器とを損傷モード、<br />
熱応力及び物性について概念的に比較して図Ⅱ.2.2.2-1 示す。700℃級の設備機器<br />
は現行の設備機器と比較して熱応力が大きくなり、これに対応する損傷モードも<br />
増えることが予想される。図Ⅱ.2.2.2-2 では、700℃級の設備機器と現行の設備機<br />
器との予想される温度と応力の厳しさを概念的に比較して示す。同様に、700℃級<br />
の設備機器は現行の設備機器と比較して対応が必要となる応力の厳しさは増加す<br />
ることが予想される。<br />
700℃級の設備機器の火技解釈(仕様規定)は、図Ⅱ.2.2.2-1 及び図Ⅱ.2.2.2-2 示<br />
すとおり現行の規定内容とは相違することが予想される。したがって、700℃級の<br />
設備機器(以下、A-USC と云う。)の火技解釈(仕様規定)の構成は、広範な損<br />
傷モードを考慮し、広範な設備機器を網羅している ASME Sec.Ⅲ Subsec. NB(発<br />
電用原子力設備機器)を参考として検討することが必要と考えられる。ただし、<br />
この規格には損傷モード中の「クリープ破壊」が考慮されていないことから、<br />
Subsec. NB に一部 Subsec. NH(高温用原子力設備)を考慮する必要があるものと<br />
考えられる。<br />
また、A-USC のボイラー及びその附属設備に関する火技解釈(仕様規定)の規<br />
定範囲は、図Ⅱ.2.2.2-3 に示す耐圧部品の範囲とする。<br />
(2) 基本プランの検討<br />
基本プランとして検討が必要な事項と内容は、技術的に妥当か議論・検討した。<br />
基本プランでは、現段階での技術的な検討を行っている。<br />
基本プランは、損傷防止要件を満足する技術的課題を検討するための基本的な<br />
考え方を示している。技術的課題について損傷防止要件をより詳細に技術検討し<br />
た結果を意味しており、そのための用語として用いている。<br />
- 258 -<br />
- 258 -
なお、A-USC ボイラーでは、現行の仕様規定(火技解釈)で規定又は考慮され<br />
ていない Ni 基合金、Fe- Ni 基合金及び新フェライト系鋼の使用が推定されている<br />
ことから、Ni 基合金、Fe- Ni 基合金と新フェライト系鋼に区分しての検討を必要<br />
とする場合、運転状態により区分した検討が必要な場合又はボイラー本体と配管<br />
で区分して検討が必要な場合、それぞれを区分して検討した。その結果を表<br />
Ⅱ.2.2.2-1 に示す。ここでは、対応する現行の仕様規定(火技解釈)と比較して示<br />
すと共に対応する現行の仕様規定(火技解釈)を変更又は追加した理由等を示し<br />
た。なお、対応する現行の仕様規定(火技解釈)は、主に現行のフェライト系鋼<br />
を対照にしている点に注意をはらう必要がある。<br />
加えて、基本プランでは、設計・建設時と供用期間中での役割分担についても<br />
検討した。ただし、供用期間中については役割分担の提起までとしている。<br />
また、基本プランを基に検討する詳細仕様の仮称(ガイドライン)は、現段階<br />
での技術的な課題の検討を行う必要がある。ガイドラインは、詳細な構造等が決<br />
定した段階(実缶試験 : 平成 25 年度から製造・据付、実証試験、実機適用)で<br />
は、検討内容を基にした各段階で必要とされる内容について再検討されることが<br />
望まれる。<br />
- 259 -<br />
- 259 -
表Ⅱ.2.2.2-1 基本プラン(1/29)<br />
1 材料の基本プラン<br />
1.1 脆性破壊を防止するための材料の基本プラン<br />
1.1.1 Ni 基合金、Fe- Ni 基合金に対して脆性破壊を防止するための材料の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
① 明言的な規定はない。(材料毎に<br />
最低使用温度を規定している。)<br />
設計・建設時<br />
① 靭性試験による確認は要しない。<br />
① オーステナイト系であり、低温靭<br />
性に優れているため靭性試験での<br />
確認は要しない。<br />
② Aging による極端な靭性低下を<br />
考慮する<br />
Aging による極端な靭性低下の可<br />
能性のある材料を材料スペックで識<br />
別し、この材料の使用制限が可能か検<br />
討を要する。<br />
② 供用期間中の劣化を考慮した材<br />
料選定をする。<br />
(Aging による課題がある)<br />
-<br />
供用期間中<br />
規定なし。<br />
供用期間中(対象外)<br />
(Aging による課題がある)<br />
* : 主に現行のフェライト系鋼を考慮<br />
1.1.2 新フェライト系鋼に対して脆性破壊を防止するための材料の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
- 260 - -260<br />
-<br />
① 試験方法及び判定基準について<br />
は、検討を要する。<br />
② 靭性試験の除外条件を決定する<br />
必要がある。<br />
① 水圧試験時の最低使用温度での<br />
靭性を確認するため。<br />
② 靭性試験の簡便化のため、靭性試<br />
験を除外する条件を設定する。<br />
設計・建設時<br />
① 明言的な規定はない。(材料毎に<br />
最低使用温度を規定している。)<br />
-<br />
供用期間中<br />
規定なし。<br />
設計・建設時<br />
① 最低使用温度での靭性試験によ<br />
る十分な靭性を確認する。<br />
② 靭性試験を除外する条件(除外条<br />
件)を満足する場合は、靭性試験を<br />
必要としない。<br />
供用期間中(対象外)<br />
なし<br />
* : 主に現行のフェライト系鋼を考慮
表Ⅱ.2.2.2-1 基本プラン(2/29)<br />
1.2 延性破壊を防止するための材料の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
① 規格材がある場合は、規格材を使 ① JIS 等の規格材の使用を規定して -<br />
用する。<br />
いる。<br />
② 規格がない場合は、製造方法、化 ② 規格材以外(火技材)の場合は、 -<br />
② 規格がない場合の必要項目の具<br />
学成分、機械的性質、検査及び水圧 製造方法、化学成分、機械的性質、<br />
体的な内容は、検討を要する。<br />
試験(又は非破壊試験)を定める。 熱処理、検査及び水圧試験(又は非<br />
必要な場合は、熱処理を定める。: 破壊試験)を規定している。: 別紙<br />
別紙<br />
供用期間中(対象外)<br />
供用期間中<br />
なし<br />
規定なし。<br />
-<br />
* : 主に現行のフェライト系鋼を考慮<br />
1.3 クリープ破壊を防止するための材料の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
① 規格材がある場合は、規格材を使 ① JIS 等の規格材の使用を規定して -<br />
用する。<br />
いる。<br />
② 規格がない場合は、製造方法、化 ② 規格材以外(火技材)の場合は、 -<br />
② 規格がない場合の必要項目の具<br />
学成分、機械的性質、検査及び水圧 製造方法、化学成分、機械的性質、<br />
体的な内容は、検討を要する。<br />
試験(又は非破壊試験)を定める。 熱処理、検査及び水圧試験(又は非<br />
必要な場合は、熱処理を定める。: 破壊試験)を規定している。: 別紙<br />
別紙<br />
供用期間中(対象外)<br />
供用期間中<br />
なし<br />
規定なし。<br />
* : 主に現行のフェライト系鋼を考慮<br />
- 261 - -261<br />
-
表Ⅱ.2.2.2-1 基本プラン(3/29)<br />
1.4 疲労破壊を防止するための材料の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
非破壊試験<br />
規定なし。<br />
欠陥の存在は、疲労き裂進展への影 検出する欠陥サイズを検討し、試験<br />
a. 表面試験<br />
響が大きく、寿命が短くなる。 方法及び判定基準を決める必要があ<br />
b. 体積試験<br />
る。<br />
供用期間中(対象外)<br />
供用期間中<br />
なし<br />
規定なし。<br />
-<br />
* : 主に現行のフェライト系鋼を考慮<br />
1.5 ラチェッティングを防止するための材料の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
-<br />
-<br />
設計・建設時<br />
規定なし。<br />
供用期間中<br />
規定なし。<br />
設計・建設時<br />
なし<br />
供用期間中(対象外)<br />
なし<br />
* : 主に現行のフェライト系鋼を考慮<br />
- 262 - -262<br />
-<br />
1.6 コロージョン、エロージョン及び環境助長割れを防止するための材料の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
① 規格材がある場合は、規格材を使 ① JIS 等の規格材の使用を規定して -<br />
用する。<br />
いる。<br />
② 規格がない場合は、製造方法、化 ② 規格材以外(火技材)の場合は、 -<br />
② 規格がない場合の必要項目の具<br />
学成分、機械的性質、検査及び水圧 製造方法、化学成分、機械的性質、<br />
体的な内容は、検討を要する。<br />
試験(又は非破壊試験)を定める。 熱処理、検査及び水圧試験(又は非<br />
必要な場合は、熱処理を定める。: 破壊試験)を規定している。: 別紙<br />
別紙<br />
供用期間中(対象外)<br />
供用期間中<br />
なし<br />
規定なし。<br />
-<br />
* : 主に現行のフェライト系鋼を考慮
表Ⅱ.2.2.2-1 基本プラン(4/29)<br />
2 設計の基本プラン<br />
2.1 脆性破壊を防止するための設計の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
最低使用温度で靭性が確保されて 規定なし。<br />
主に、水圧等による耐圧試験時にお<br />
いる材料を選定する。<br />
ける材料の靭性確保のため。<br />
供用期間中(対象外)<br />
供用期間中<br />
なし<br />
規定なし。<br />
-<br />
* : 主に現行のフェライト系鋼を考慮<br />
2.2 延性破壊を防止するための設計の基本プラン<br />
2.2.1 運転状態での延性破壊を防止するための設計の基本プラン<br />
2.2.1.1 運転状態での延性破壊を防止するためのボイラー本体及び配管に対する設計の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
-<br />
設計・建設時<br />
σ≦S<br />
設計・建設時<br />
σ≦S<br />
σ:発生応力(内圧)<br />
S:許容引張応力(S =(k1Sy, k2Su)<br />
min)<br />
Sy:降伏応力<br />
Su:引張強さ<br />
k1:2/3(1/設計マージン)<br />
ただし、オーステナイト系ステン<br />
レス鋼鋼材にあって、水管、過熱器<br />
管、再熱器管、節炭器管、熱交換器<br />
及びこれらに類するものに使用さ<br />
れる部材に対しては、0.9<br />
k2:1/4(1/設計マージン)<br />
供用期間中<br />
板厚の検査と管理(最小必要厚さ以<br />
上の場合、減肉速度を考慮し、設計・<br />
建設時の規定を準用)。<br />
σ:発生応力(内圧)<br />
S:許容引張応力(S =(k1Sy, k2Su)<br />
min)<br />
- 263 - -263<br />
-<br />
Sy:降伏応力<br />
Su:引張強さ<br />
k1:係数(XX)<br />
材料特性に合わせた安全、かつ合理<br />
的な係数(k1, k2)を決定する必要が<br />
ある。特に、Ni 基合金、Fe- Ni 合金。<br />
降伏点が現れないような材料に対<br />
しては、降伏応力に相当する 0.2%耐<br />
力が用いられている。<br />
-<br />
k2:係数(XX)<br />
供用期間中(対象外)<br />
板厚の検査と管理(最小必要厚さ以<br />
上の場合、減肉速度を考慮し、設計・<br />
建設時の規定を準用)。<br />
* : 主に現行のフェライト系鋼を考慮
表Ⅱ.2.2.2-1 基本プラン(5/29)<br />
2.2.1.2 運転状態での延性破壊を防止するためのボイラー配管に対する設計の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
σ1≦S<br />
規定なし。<br />
従来の USC ボイラーの蒸気条件に<br />
σ1:発生応力(内圧、自重及び支持<br />
比べ A-USC ボイラーではより高温と<br />
荷重の合計;管軸方向応力)<br />
なるため、従来材料であるフェライト<br />
S:許容引張応力(S =(k1Sy, k2Su)<br />
系鋼では許容応力の強度不足となり、<br />
min)<br />
より高温での高強度材料である Ni 基<br />
Sy:降伏応力<br />
合金、Fe-Ni 合金が使用されることに<br />
Su:引張強さ<br />
なる。<br />
k1:係数(XX)<br />
配管系は、配管自重及び支持荷重並 材料特性に合わせた安全、かつ合理<br />
k2:係数(XX)<br />
びに運転中における内圧及び温度高 的な係数(k1,k2)を決定する必要が<br />
による配管軸方向の熱伸び拘束に伴 ある。特に、Ni 基合金、Fe-Ni 合金。<br />
って生じる熱荷重等を適切に設置さ<br />
れたサポート位置でこれらの荷重を 降伏点が現れないような材料に対<br />
受け持つように設計される。 しては、降伏応力に相当する 0.2%耐<br />
ここでは、これらの荷重から熱荷重 力が用いられている。<br />
を除いた機械荷重に対し、運転中にお<br />
ける構造の成立性を確認するため、主<br />
に、配管のサポート位置における配管<br />
の管軸方向に作用する荷重に対する<br />
配管の延性破壊防止への配慮が必要<br />
になる。<br />
- 264 - -264<br />
-<br />
供用期間中<br />
規定なし。<br />
板厚の検査と管理により、管軸方向<br />
応力に対応する必要がある。<br />
供用期間中(対象外)<br />
板厚の検査と管理(最小必要厚さ以<br />
上の場合、減肉速度を考慮し、設計・<br />
建設時の規定を準用)。<br />
* : 主に現行のフェライト系鋼を考慮
表Ⅱ.2.2.2-1 基本プラン(6/29)<br />
2.2.2 試験状態(耐圧試験)での延性破壊を防止するためのボイラー本体及び配管に対する設計の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
σtest≦k3Sy<br />
σtest≦k3Sy<br />
-<br />
σtest:耐圧試験での発生応力 σtest:耐圧試験での発生応力<br />
Sy:降伏応力<br />
Sy:降伏応力<br />
k3:係数(k3
表Ⅱ.2.2.2-1 基本プラン(7/29)<br />
2.3 クリープ破壊を防止するための設計の基本プラン<br />
2.3.1 クリープ破壊を防止するためのボイラー本体及び配管に対する設計の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
σ≦Sc<br />
σ≦Sc<br />
-<br />
溶接部の強度を確保するための継<br />
σ:発生応力(内圧)<br />
σ:発生応力(内圧)<br />
手強度低減係数については、材料ごと<br />
Sc:(S1, k4S2, k5S3)min<br />
Sc:(S1, k4S2, k5S3)min<br />
に検討を要する。<br />
S1:1,000 時間に 0.01%のクリープ S1:1,000 時間に 0.01%のクリープ<br />
を生ずる応力の平均値<br />
を生ずる応力の平均値<br />
S2:100,000 時間でクリープラプチ S2:100,000 時間でクリープラプチ<br />
ャーを生ずる応力の最小値<br />
ャーを生ずる応力の最小値<br />
S3:100,000 時間でクリープラプチ S3:100,000 時間でクリープラプチ<br />
ャーを生ずる応力の平均値<br />
ャーを生ずる応力の平均値<br />
k4:係数(XX)<br />
k4 = 0.8<br />
材料特性に合わせた安全、かつ合理<br />
k5:係数(XX)<br />
k5 = 0.67<br />
的な係数(k4, k5)を決定する必要が<br />
ある。特に、Ni 基合金、Fe-Ni 合金。<br />
- 266 - -266<br />
-<br />
供用期間中<br />
規定なし<br />
設計・建設時でのクリープ設計の適<br />
切性確認のため検査を行う、或いは実<br />
運転実績と運転予想による評価の必<br />
要がある。<br />
供用期間中(対象外)<br />
主要な部位において検査を行う及<br />
び或いは実運転実績と運転予想によ<br />
って、強度的に問題ないことの確認を<br />
行う。<br />
* : 主に現行のフェライト系鋼を考慮
表Ⅱ.2.2.2-1 基本プラン(8/29)<br />
2.3.2 クリープ破壊を防止するためのボイラー配管に対する設計の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
σ≦Sc<br />
規定なし。<br />
従来の USC ボイラーの蒸気条件に 溶接部の強度を確保するための継<br />
σ:発生応力(内圧、自重及び支持<br />
比べ A-USC ボイラーではより高温と 手強度低減係数については、材料ごと<br />
荷重の合計;管軸方向応力)<br />
なるため、従来材料であるフェライト に検討を要する。<br />
Sc:(S1, k4S2, k5S3)min<br />
系鋼では許容応力の強度不足となり、<br />
S1:1,000 時間に 0.01%のクリープ<br />
より高温での高強度材料である Ni 基<br />
を生ずる応力の平均値<br />
合金、Fe-Ni 合金が使用されることに<br />
S2:100,000 時間でクリープラプチ<br />
なる。<br />
ャーを生ずる応力の最小値<br />
配管系は、配管自重及び支持荷重並<br />
S3:100,000 時間でクリープラプチ<br />
びに運転中における内圧及び温度高<br />
ャーを生ずる応力の平均値<br />
による配管軸方向の熱伸び拘束に伴<br />
k4:係数(XX)<br />
って生じる熱荷重等を適切に設置さ 材料特性に合わせた安全、かつ合理<br />
k5:係数(XX)<br />
れたサポート位置でこれらの荷重を 的な係数(k4,k5)を決定する必要が<br />
受け持つように設計される。 ある。特に、Ni 基合金、Fe- Ni 合金。<br />
ここでは、これらの荷重から熱荷重<br />
を除いた機械荷重に対し、運転中にお<br />
ける構造の成立性を確認するため、主<br />
に、配管のサポート位置における配管<br />
の管軸方向に作用する荷重に対する<br />
配管のクリープ破壊防止への配慮が<br />
必要となる。<br />
- 267 - -267<br />
-<br />
供用期間中<br />
規定なし。<br />
設計・建設時でのクリープ設計の適<br />
切性確認のため検査を行う、或いは実<br />
運転実績と運転予想による評価の必<br />
要がある。<br />
供用期間中(対象外)<br />
主要な部位において検査を行う及<br />
び或いは実運転実績と運転予想によ<br />
って、強度的に問題ないことの確認を<br />
行う。<br />
* : 主に現行のフェライト系鋼を考慮
表Ⅱ.2.2.2-1 基本プラン(9/29)<br />
2.4 疲労破壊を防止するための設計の基本プラン<br />
2.4.1 疲労破壊を防止するためのボイラー本体の構造不連続部及び配管に対する設計の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時(疲労のみを考慮する場<br />
合)<br />
① 主要な部分 注) を決定する必要が<br />
ある。<br />
注) 主要耐圧部の中で最も高温・高応<br />
力部であり寿命的に厳しい代表部<br />
位の選定を行う。この部位を再弱部<br />
位として指標にしていくこととす<br />
る。<br />
① 従来の USC ボイラーの蒸気条件<br />
に比べ A-USC ボイラーではより高<br />
温となるため、従来材料であるフェ<br />
ライト系鋼では許容応力の強度不<br />
足となり、より高温での高強度材料<br />
である Ni 基合金、Fe-Ni 合金が使<br />
用されることになる。<br />
Ni 基合金、Fe-Ni 合金は、フェ<br />
ライト系鋼と比較して、線膨張係数<br />
が大きく、熱伝導率が小さい。この<br />
ため、管の肉厚が同一条件下におい<br />
て、より高温で使用される A-USC<br />
ボイラーで使用予定の Ni 基合金、<br />
Fe-Ni 合金は、USC ボイラーで使<br />
用されているフェライト系鋼と比<br />
較して熱応力は大きくなる。<br />
疲労評価は、ボイラーの起動及び<br />
停止過程並びに負荷変化等の熱過<br />
渡時に生じる応力変動履歴をベー<br />
スに極大値と極小値からなる組み<br />
合わせの応力変動範囲を求めると<br />
ころから始まる。<br />
評価箇所は、一般部よりも負荷さ<br />
れる応力が厳しい構造不連続部で<br />
あり、ピーク応力成分を含んだ内圧<br />
応力及び熱応力から成る合計の変<br />
動応力による疲労破壊防止への配<br />
慮が必要となる。<br />
規定なし。<br />
① 主要な部分において累積疲労損<br />
傷係数 Df による疲労評価を行う。<br />
- 268 - -268<br />
-
表Ⅱ.2.2.2-1 基本プラン(10/29)<br />
② 除外条件について決定する必要<br />
がある。(例 : 配管の場合、ASME<br />
B31.1 では SIF を用いているため疲<br />
労評価を除外できる。)<br />
③ 内部流体は過熱蒸気であると共<br />
に環境(特に高温腐食、高温酸化)<br />
による疲労への影響については、報<br />
告がないため考慮しない。<br />
② 疲労評価を簡便化するため、疲労<br />
評価の除外条件を設定する。<br />
② 疲労評価を除外する条件(除外条<br />
件)以内の場合は、疲労評価を必要<br />
としない。<br />
① クライテリア(X)を決定する必<br />
要がある。<br />
主要な部分 注) を決定する必要が<br />
ある。<br />
注) 主要耐圧部の中で最も高温・高応<br />
力部であり寿命的に厳しい代表部<br />
位の選定を行う。この部位を再弱部<br />
位として指標にしていくこととす<br />
る。<br />
① 疲労とクリープの重畳効果によ<br />
る影響を考慮する。<br />
設計・建設時(クリープ疲労を考慮す<br />
る場合)<br />
① Df+Dc≦X<br />
ここで、Dc は、クリープ評価によ<br />
る主要な部分においての累積クリ<br />
ープ損傷係数<br />
従来のUSC ボイラーの蒸気条件<br />
に比べ A-USC ボイラーではより高<br />
温となるため、従来材料であるフェ<br />
ライト系鋼では許容応力の強度不<br />
足となり、より高温での高強度材料<br />
である Ni 基合金、Fe-Ni 合金が使<br />
用されることになる。<br />
Ni 基合金、Fe-Ni 合金は、フェ<br />
ライト系鋼と比較して、線膨張係数<br />
が大きく、熱伝導率が小さい。この<br />
ため、管の肉厚が同一条件下におい<br />
て、より高温で使用される A-USC<br />
ボイラーで使用予定の Ni 基合金、<br />
Fe-Ni 合金は、USC ボイラーで使<br />
用されているフェライト系鋼と比<br />
較して熱応力は大きくなる。<br />
クリープ疲労評価は、ボイラーの<br />
起動及び停止過程並びに負荷変化<br />
等の熱過渡時に生じる応力変動履<br />
歴をベースに、クリープ温度域にあ<br />
る時間及び評価応力の設定並びに<br />
- 269 - -269<br />
-
② 除外条件について決定する必要<br />
がある。<br />
表Ⅱ.2.2.2-1 基本プラン(11/29)<br />
極大値と極小値からなる組み合わ<br />
せの応力変動範囲を求めるところ<br />
から始まる。<br />
評価箇所は、一般部よりも負荷さ<br />
れる応力が厳しい構造不連続部で<br />
あり、ピーク応力成分を含んだ内圧<br />
応力及び熱応力から成る合計の変<br />
動応力履歴及び運用パターン回数<br />
並びに運転時間によるクリープ疲<br />
労破壊防止への配慮が必要となる。<br />
② クリープ評価を簡便化するため、<br />
クリープ評価の除外条件を設定す<br />
る。<br />
設計・建設時での疲労評価又は免除<br />
条件の適切性確認のため検査を行う、<br />
或いは実運転実績と運転予想による<br />
評価の必要がある。<br />
供用期間中<br />
規定なし。<br />
② クリープ評価を除外する条件(除<br />
外条件)以内の場合は、クリープ評<br />
価を必要としない。<br />
供用期間中(疲労のみを考慮する場<br />
合)(対象外)<br />
主要な部位における応力集中部等<br />
への検査を行う及び或いは実運転実<br />
績と運転予想によって、強度的に問題<br />
ないことの確認を行う。<br />
供用期間中(クリープ疲労を考慮する<br />
場合)(対象外)<br />
主要な部位における応力集中部等<br />
への検査を行う及び或いは実運転実<br />
績と運転予想によって、強度的に問題<br />
ないことの確認を行う。<br />
* : 主に現行のフェライト系鋼を考慮<br />
- 270 - -270<br />
-<br />
設計・建設時でのクリープ評価又は<br />
免除条件の適切性確認のため検査を<br />
行う、或いは実運転実績と運転予想に<br />
よる評価の必要がある。
表Ⅱ.2.2.2-1 基本プラン(12/29)<br />
2.5 ラチェッティングを防止するための設計の基本プラン<br />
2.5.1 ラチェッティングを防止するためのボイラー本体(容器の胴及び管台)に対する設計の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
主要な部分について<br />
規定なし。<br />
従来の USC ボイラーの蒸気条件に 主要な部分<br />
① 厚さ方向の温度変化が放物線状<br />
比べ A-USC ボイラーではより高温と<br />
に単調増加または単調減少の場合<br />
なるため、従来材料であるフェライト<br />
系鋼では許容応力の強度不足となり、<br />
σpd≦0.615Sy の時<br />
より高温での高強度材料である Ni 基<br />
σt/Sy の値が、下表の上欄に掲げる<br />
合金、Fe-Ni 合金が使用されることに<br />
値に応じ、下欄に掲げる値を超えない<br />
なる。<br />
こと。尚、中間の値は、比例法によっ<br />
Ni 基合金、Fe-Ni 合金は、フェラ<br />
て計算すること。<br />
イト系鋼と比較して、線膨張係数が大<br />
きく、熱伝導率が小さい。このため、<br />
σpd:内圧による応力(σp)+死荷重<br />
管の肉厚が同一条件下において、より<br />
による応力(σd)<br />
高温で使用される A-USC ボイラーで<br />
(最大一次一般膜応力)<br />
使用予定の Ni 基合金、Fe-Ni 合金は、<br />
σt:温度差に起因する応力の変動幅<br />
USC ボイラーで使用されているフェ<br />
Sy:降伏応力<br />
ライト系鋼と比較して熱応力は大き<br />
くなる。<br />
運転状態は、ボイラーの起動及び停<br />
止過程並びに負荷変化等の熱過渡時<br />
を考慮し、発生する熱荷重及び内圧荷<br />
重に対するラチェッティング防止へ<br />
の配慮が必要となる。<br />
注) を決定する必要があ<br />
る。<br />
注) 主要耐圧部の中で最も高温・高応<br />
力部である部位が対象となる。<br />
発生が予想される大きな熱応力に<br />
ついては、検討を要する。<br />
昇温速度及び降温速度の制限の必<br />
要性については、検討を要する。<br />
除外条件を決定できないか検討を<br />
要する。<br />
JSME S NC-1 “発電用原子力設備規<br />
格 設計・建設規格”に基づいている。<br />
これは、クリープを考慮しない内圧の<br />
みが付加された場合における、熱応力<br />
分布を仮定した軸対象の単純モデル<br />
表 熱応力変動値の許容限界<br />
によっている。この基本プラン適用の<br />
σpd/Sy 0.1 0.2 0.3 0.4 0.5 0.615<br />
妥当性については検討する必要があ<br />
る。<br />
σt/Sy 8.43 6.20 4.65 3.55 2.70 2.00<br />
- 271 - -271<br />
-<br />
0.615 Sy0.5Sy の時<br />
σpd+1/4σt
表Ⅱ.2.2.2-1 基本プラン(13/29)<br />
σt:温度差に起因する応力の変動<br />
幅<br />
Sy:降伏応力<br />
σpd≦0.5Sy の時<br />
σpdσt< Sy 2<br />
σpd:内圧による応力(σp)+死荷<br />
重による応力(σd)<br />
σt:温度差に起因する応力の変動<br />
幅<br />
Sy:降伏応力<br />
供用期間中(対象外)<br />
-<br />
供用期間中<br />
規定なし。<br />
なし<br />
* : 主に現行のフェライト系鋼を考慮<br />
- 272 - -272<br />
-
表Ⅱ.2.2.2-1 基本プラン(14/29)<br />
2.5.2 ラチェッティングを防止するためのボイラー配管に対する設計の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
σ1+σ2≦f×2Sy<br />
規定なし。<br />
従来の USC ボイラーの蒸気条件に 材料特性として従来の規則が使用<br />
σ1:発生応力(内圧、自重及び支持<br />
比べ A-USC ボイラーではより高温と できるか否かに対する検討が必要で<br />
荷重の合計;軸方向応力)<br />
なるため、従来材料であるフェライト ある。<br />
σ2:発生応力範囲(熱応力;軸方向<br />
系鋼では許容応力の強度不足となり、<br />
応力)<br />
より高温での高強度材料である Ni 基<br />
Sy:降伏応力<br />
合金、Fe-Ni 合金が使用されることに<br />
f:係数(XX)<br />
なる。<br />
係数(f)を決定する必要がある。<br />
Ni 基合金、Fe-Ni 合金は、フェラ<br />
イト系鋼と比較して、線膨張係数が大<br />
きく、熱伝導率が小さい。このため、<br />
管の肉厚が同一条件下において、より<br />
高温で使用される A-USC ボイラーで<br />
使用予定の Ni 基合金、Fe-Ni 合金は、<br />
USC ボイラーで使用されているフェ<br />
ライト系鋼と比較して熱応力は大き<br />
くなる。<br />
配管系は、配管自重及び支持荷重並<br />
びに運転中における内圧及び温度高<br />
による配管軸方向の熱伸び拘束に伴<br />
って生じる熱荷重等を適切に設置さ<br />
れたサポート位置でこれらの荷重を<br />
受け持つように設計される。<br />
これらの荷重に対し、主に、配管の<br />
運転中における配管の管軸方向に作<br />
用する荷重に対する配管のラチェッ<br />
ティング防止への配慮が必要となる。<br />
- 273 - -273<br />
-<br />
-<br />
供用期間中<br />
規定なし。<br />
供用期間中(対象外)<br />
なし<br />
*:主に現行のフェライト系鋼を考慮
表Ⅱ.2.2.2-1 基本プラン(15/29)<br />
2.6 コロージョン、エロージョン及び環境助長割れを防止するための設計の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
適切な腐れ代を付与する。<br />
使用環境は多岐にわたるために、す コロージョン、エロージョン及び環<br />
べての使用環境における使用制限が 境助長割れへの配慮の必要があるた<br />
記載されているとは限らない。材料を め。<br />
使用するにあたっては、使用者の自己<br />
責任において、使用環境等を充分考慮<br />
した上で適切な材料を選定すること。<br />
供用期間中(対象外)<br />
供用期間中<br />
板厚の検査と管理(最小必要厚さ以 板厚の検査と管理(最小必要厚さ以 -<br />
上の場合、減肉速度を考慮し、設計・ 上の場合、減肉速度を考慮し、設計・<br />
建設時の規定を準用)。<br />
建設時の規定を準用)。<br />
* : 主に現行のフェライト系鋼を考慮<br />
- 274 - -274<br />
-
表Ⅱ.2.2.2-1 基本プラン(16/29)<br />
3. 製造の基本プラン<br />
3.1 Ni 基合金、Fe- Ni 基合金に対する製造の基本プラン<br />
3.1.1 Ni 基合金、Fe- Ni 基合金に対する加工に関する基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
冷間加工度(伸び率/曲げ率)及び 規定なし。<br />
冷間加工度の大きい部位には、クリー<br />
加工度に応じた回復処理(熱処理)<br />
プ強度低下、SCC が生じる可能性が<br />
高い。<br />
-<br />
供用期間中<br />
規定なし<br />
供用期間中(対象外)<br />
なし<br />
* : 主に現行のフェライト系鋼を考慮<br />
- 275 - -275<br />
-
表Ⅱ.2.2.2-1 基本プラン(17/29)<br />
3.1.2 Ni 基合金、Fe- Ni 基合金に対する溶接に関する基本プラン<br />
3.1.2.1 Ni 基合金、Fe- Ni 基合金に対する溶接施工法(あらかじめの確認)に関する基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
① 溶接方法の区分<br />
① 溶接方法の区分<br />
a. 被覆アーク溶接、ティグ溶接、ミグ溶 a. 被覆アーク溶接、ティグ溶接、ミグ溶 -<br />
接、プラズマ溶接、サブマージアーク溶接 接、プラズマ溶接、サブマージアーク溶接<br />
等<br />
等<br />
b. 電子ビーム溶接、レーザー溶接(開発<br />
b. 今後、電子ビーム溶接、レーザー溶接の<br />
状況により追加)<br />
開発状況に伴い新溶接方法として<br />
② 溶接方法の確認項目(溶接方法に ② 溶接方法の確認項目(溶接方法等 の区分を設ける必要がある。<br />
応じて)<br />
に応じて)<br />
a. 母材,溶接棒,予熱,熱処理,……母 a. 母材,溶接棒,予熱,熱処理,……母 -<br />
材の厚さ等<br />
材の厚さ等<br />
b. 入熱量,パス間温度,棒/心線径,<br />
b. 高温割れ感受性が非常に高い材料 b. Ni 基合金の一般的な特徴として、<br />
層,ウィービング/オシレート,ピーニング<br />
である為、入熱を抑える必要があ フェライト系鋼と比較し約 600℃<br />
る。入熱を管理する要素として、左 ~900℃の温度域にて延性が著し<br />
記の項目が考えられる。<br />
く低下する特徴がある。その為、<br />
c. 溶接棒,溶加材,心線の銘柄毎(必<br />
c. 候補材の溶接材料は開発中である 例えば電流が大きい場合、その分<br />
要に応じ)<br />
が、溶接性を確保するための添加元 溶融池も大きくなることで凝固時<br />
素、量が銘柄毎に相異すると予想さ の収縮量が増し、割れ(高温割れ)<br />
れ、それにより溶接性が異なると考 が生じ易い。<br />
えられる。<br />
- 276 - -276<br />
-<br />
③ 母材の区分<br />
a. 炭素鋼、モリブデン鋼、クロムモリブデン<br />
鋼、マルテンサイト系ステンレス鋼、フェライト系<br />
ステンレス鋼、オーステナイト系ステンレス鋼、ニッ<br />
ケルクロム鉄合金、鉄ニッケルクロム合金等<br />
b. 従来材と溶接性が異なると予想す<br />
る為、新区分を設ける必要がある。<br />
③ 母材の区分<br />
a. 炭素鋼、モリブデン鋼、クロムモリブデン<br />
鋼、マルテンサイト系ステンレス鋼、フェライト系<br />
ステンレス鋼、オーステナイト系ステンレス鋼、ニッ<br />
ケルクロム鉄合金、鉄ニッケルクロム合金等<br />
b. 新ニッケル基合金<br />
④ 試験材の取付け方法<br />
④ 試験材の取付け方法<br />
a. 板は下向き、管は水平固定又は<br />
水平回転<br />
b. 溶接姿勢によりウィービングの方法等<br />
が相異し特に難溶接性の材料であ<br />
るため、より実作業に近い姿勢で施<br />
工法を確認しておく。<br />
b. 板は実作業に近い姿勢、管は、<br />
実作業に近い姿勢又は水平固定<br />
及び鉛直固定
表Ⅱ.2.2.2-1 基本プラン(18/29)<br />
⑤ 試験材の厚さ<br />
a. 確認項目の母材の厚さの上限の<br />
1/2 から上限までの範囲<br />
⑤ 試験材の厚さ<br />
b. 厚みが増すほど残留応力が大きく<br />
なり、また熱を持てば冷め難くなる<br />
ため高温割れの可能性が高くなる。<br />
試験材を超える厚みのものまで溶<br />
接部の健全性を担保することは難<br />
しい材料と考える。<br />
b. 新ニッケル基合金に区分されると予想<br />
する析出強化型の Inco740 等は溶接<br />
後熱処理が必要である。<br />
⑥ 溶接後熱処理(必要な場合)<br />
a. 炭素鋼、モリブデン鋼、クロムモリブデン<br />
鋼等<br />
b. 母材の厚さの上限の値<br />
⑥ 溶接後熱処理(必要な場合)<br />
a. 炭素鋼、モリブデン鋼、クロムモリブデン<br />
鋼等<br />
b. 新ニッケル基合金<br />
⑦ 機械試験<br />
a. 引張試験,曲げ試験<br />
⑦ 機械試験<br />
a. 引張試験,曲げ試験<br />
b. マクロ/ミクロ試験<br />
b. 定量的な評価基準の策定には、検<br />
討を要する。<br />
b. 割れ感受性が高く、添加元素を多<br />
く含む材料である為、シビアな溶接条<br />
件下で健全な溶接部が得られてい<br />
るか確認する。<br />
-<br />
⑨ 割れ感受性が高く、添加元素を多<br />
く含む材料である為、シビアな溶接条<br />
件下で溶接部全体に対し健全な溶<br />
接部が得られているか確認する。<br />
⑧ 外観検査<br />
⑧ 外観検査<br />
⑨ 非破壊試験(表面検査/体積検査)<br />
- 277 - -277<br />
-<br />
供用期間中<br />
設計・建設時の規定の準用<br />
供用材を考慮した補修溶接等への<br />
適切な施工法とその確認項目は、設<br />
計・建設時と相違するため。<br />
供用期間中(対象外)<br />
供用材への溶接に対する施工法の<br />
確認項目<br />
* : 主に現行のフェライト系鋼を考慮
表Ⅱ.2.2.2-1 基本プラン(19/29)<br />
3.1.2.2 Ni 基合金、Fe- Ni 基合金に対する溶接士の技能(あらかじめの確認)に関する基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
① 溶接方法の区分<br />
① 溶接方法の区分<br />
-<br />
a. 被覆アーク溶接、ティグ溶接、ミグ溶 a. 被覆アーク溶接、ティグ溶接、ミグ溶<br />
接、プラズマ溶接等…手/半自動 接、プラズマ溶接等…手/半自動<br />
b. サブマージアーク溶接等…自動<br />
b. サブマージアーク溶接等…自動<br />
② 試験材及び溶接姿勢…手/半自動 ② 試験材及び溶接姿勢…手/半自動 -<br />
a. 試験材:<br />
a. 試験材:<br />
板、管<br />
板、管<br />
b. 溶接姿勢:<br />
b. 溶接姿勢:<br />
下向、立向、横向、上向、固定、 下向、立向、横向、上向、固定、<br />
拘束固定<br />
拘束固定<br />
③ 溶接棒(F)、溶加材(R)、心線(E) ③ 溶接棒(F)、溶加材(R)、心線(E)<br />
の区分…手/半自動<br />
の区分…手/半自動<br />
[R]及び[E]は、[F]の場合と同様 [R]及び[E]は、[F]の場合と同様<br />
a. 炭素鋼、オーステナイト系ステンレス鋼、ニッケ<br />
ルクロム鉄合金、鉄ニッケルクロム合金等<br />
b.新ニッケル基合金<br />
b. 候補材の溶接材料は開発中である<br />
が、添加元素が多く溶接作業性が他<br />
のものと相異する(溶接作業性が劣<br />
る)と考えられるため、新区分を設<br />
④ 機械試験…手/半自動/自動 ④ 機械試験…手/半自動/自動<br />
ける必要がある。<br />
a. 曲げ試験<br />
a. 曲げ試験<br />
-<br />
b. マクロ試験<br />
b. 溶接作業性が劣る材料で、しかも b. 定量的な評価基準の策定には、検<br />
入熱を制限したシビアな溶接条件(ウィ 討を要する。<br />
ビーング、積層等)下での溶接であり、<br />
高度な技能が必要とされる。必要と<br />
される技能が備わっているのか確<br />
認する。<br />
⑤ 外観検査…手/半自動/自動 ⑤ 外観検査…手/半自動/自動 -<br />
- 278 - -278<br />
-
表Ⅱ.2.2.2-1 基本プラン(20/29)<br />
⑥ 溶接作業性が劣る材料で、しかも<br />
入熱を制限したシビアな溶接条件(ウィ<br />
ビーング、積層等)下での溶接であり、<br />
高度な技能が必要とされる。技能が<br />
備わっているのか確認する。<br />
⑥ 非破壊試験…手/半自動/自動<br />
(表面検査/体積検査)<br />
供用期間中<br />
設計・建設時の規定の準用<br />
供用材、作業条件などを考慮し、補<br />
修溶接等への施工法に対応できるか<br />
どうか溶接士技能の確認を行う。<br />
供用期間中(対象外)<br />
供用材への溶接に対する施工法に<br />
対応した技能<br />
* : 主に現行のフェライト系鋼を考慮<br />
⇔ : 基本的に同じ<br />
3.1.2.3 Ni 基合金、Fe- Ni 基合金に対する実機溶接時に関する基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
① 溶接設計<br />
① 溶接設計<br />
a. 継手形状要求<br />
a. 継手形状要求<br />
-<br />
b. 容器の真円度(扁平率≦1%) b. 容器の真円度(扁平率≦1%)<br />
c. 長手継手管の真円度<br />
c. Ni 基合金は特に熱伝導率が小さ c. 別途管の公差がある JIS 等の規格<br />
(扁平率≦1%)<br />
く、線膨張率が大きい為、溶接によ 品との区別を行う為、対象範囲を考<br />
d. 継手面の食違い<br />
d. 継手面の食違い<br />
る残留応力が大きくなる。更に扁平 慮する必要がある。<br />
e. 厚さが異なる材料の中心線と勾 e. 厚さが異なる材料の中心線と勾 にて生じる応力が加わると HAZ 部 ・例:規格品のシームレス管、チューブは除く<br />
配<br />
配<br />
には過大な応力が生じる。<br />
また、特に長手溶接部には残留応<br />
A-USC ボイラーにおいても、高温再熱 力除去の目的で熱処理をするこ<br />
蒸気管等の配管は溶接鋼管(長手溶 とが推奨される。<br />
接)として製作される可能性が考え<br />
られる。計算事例(12Cr 鋼)として、<br />
扁平率が 1%から 3%になると発生<br />
応力は HAZ 部で約 1.4 倍に増加す<br />
る。<br />
② 溶接<br />
② 溶接<br />
-<br />
より実機に近い溶接施工法試験で<br />
溶接部を細かく評価し、高度な技能を<br />
持つ溶接士が溶接を行うことで、実機<br />
溶接部の健全性を担保する。<br />
- 279 - -279<br />
-
表Ⅱ.2.2.2-1 基本プラン(21/29)<br />
-<br />
④ 添加元素が多い候補材は、特に手<br />
直し溶接の方法、回数などにより、<br />
特性に悪影響を与えるような不純<br />
物の濃化、炭化物の析出、または残<br />
留応力の蓄積等が考えられる。<br />
③ 溶接後熱処理(必要な場合)<br />
③ 溶接後熱処理(必要な場合)<br />
④ 手直し溶接<br />
④ 方法、範囲、回数、その確認方法<br />
等の策定は、検討を要する。<br />
供用期間中<br />
設計・建設時の規定の準用<br />
供用期間中(対象外)<br />
補修溶接<br />
供用材、作業条件などを考慮し、補<br />
修溶接等への施工法に対応できるか<br />
どうか溶接士技能の確認を行う。<br />
* : 主に現行のフェライト系鋼を考慮<br />
3.1.3 Ni 基合金、Fe- Ni 基合金に対する試験検査に関する基本プラン<br />
3.1.3.1 Ni 基合金、Fe- Ni 基合金に対する非破壊試験に関する基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
-<br />
① 外観検査<br />
a. 割れ,アンダーカット等の有害な欠陥<br />
b. 余盛り<br />
① 外観検査<br />
a. 割れ,アンダーカット等の有害な欠陥<br />
b. 余盛り<br />
- 280 - -280<br />
-<br />
a. 判定基準を定量化することが望ま<br />
しい。特に A-USC の過酷な使用条<br />
件下においては、アンダーカット等の不連<br />
続部はクリープや疲労強度等に影響を<br />
及ぼす。<br />
a. 割れ感受性が高い溶接部であり、<br />
対象範囲については、検討を要す<br />
る。<br />
a. フェライト系鋼と比べ割れ等の溶<br />
接欠陥が生じ易い<br />
② 非破壊試験<br />
a. 放射線透過試験:<br />
・対象:[例] 蒸気用管の場合<br />
>φ410,又は厚さ>t40<br />
b. 割れ感受性が高いため<br />
供用期間中<br />
設計・建設時の規定の準用<br />
② 非破壊試験<br />
a. 放射線透過試験<br />
・対象:[例] 蒸気用管の場合<br />
>φXXX,又は厚さ>tXX<br />
b. 浸透探傷試験<br />
供用期間中(対象外)<br />
補修溶接に対し有効な非破壊試験<br />
供用材を考慮した補修溶接等への<br />
有効な非破壊試験を検討する必要が<br />
ある。<br />
* : 主に現行のフェライト系鋼を考慮
表Ⅱ.2.2.2-1 基本プラン(22/29)<br />
3.1.3.2 Ni 基合金、Fe- Ni 基合金に対する機械試験に関する基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
溶接鋼管毎に実施すれば試験数が<br />
増えるため、施工法、材料等毎に代表<br />
した試験板で実施することを検討す<br />
る。<br />
-<br />
設計・建設時<br />
① 引張り試験、曲げ試験<br />
a. 容器(管寄せは除く)で炭素鋼<br />
以外の長手継手及び周継手<br />
設計・建設時<br />
① 引張り試験、曲げ試験<br />
a. 容器(管寄せは除く)で炭素鋼<br />
以外の長手継手及び周継手<br />
b. 管の長手継手<br />
② 定量的な評価基準の策定には検<br />
討を要する。<br />
b. 周継手に比べ応力が 2 倍になる為、<br />
より信頼性の高い溶接品質が要求<br />
される。<br />
② 割れ感受性が高く、添加元素を多<br />
く含んだ材料である為、シビアな溶接<br />
条件下で健全な溶接部が得られて<br />
いるか確認する必要がある。<br />
② マクロ、ミクロ試験<br />
容器(管寄せは除く)の長手継手<br />
及び周継手、管の長手継手<br />
容器(管寄せは除く)の周継手への<br />
機械試験の必要性については、検討を<br />
要する。<br />
-<br />
供用期間中<br />
規定なし。<br />
供用期間中(対象外)<br />
なし<br />
* : 主に現行のフェライト系鋼を考慮<br />
- 281 - -281<br />
-<br />
3.2 新フェライト系鋼に対する製造の基本プラン<br />
3.2.1 新フェライト系鋼に対する加工に関する基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
規定なし。<br />
ASME において、フェライト系鋼につい<br />
ても規定化の動きがある(現行はオース<br />
テナイト系鋼を規定)。<br />
冷間加工度の大きい部位には、クリー<br />
プ強度低下、SCC が生じる可能性が<br />
高い。<br />
設計・建設時<br />
冷間加工度(伸び率/曲げ率)及び<br />
加工度に応じた回復処理(熱処理)<br />
-<br />
供用期間中<br />
規定なし。<br />
供用期間中(対象外)<br />
なし<br />
* : 主に現行のフェライト系鋼を考慮
表Ⅱ.2.2.2-1 基本プラン(23/29)<br />
3.2.2 新フェライト系鋼に対する溶接に関する基本プラン<br />
3.2.2.1 新フェライト系鋼に対する溶接施工法(あらかじめの確認)に関する基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
① 溶接方法の区分<br />
① 溶接方法の区分<br />
-<br />
a. 被覆アーク溶接、ティグ溶接、ミグ溶 a. 被覆アーク溶接、ティグ溶接、ミグ溶接、<br />
プラズマ溶接、サブマージアーク溶接等<br />
接、プラズマ溶接、サブマージアーク溶接<br />
等<br />
-<br />
② 溶接方法の確認項目(溶接方法等<br />
に応じて)<br />
a. 母材,溶接棒,予熱,熱処理,……母<br />
材の厚さ等<br />
③ 母材の区分<br />
a. 炭素鋼、モリブデン鋼、クロムモリブデン<br />
鋼、マルテンサイト系ステンレス鋼、フェライト系<br />
ステンレス鋼、オーステナイト系ステンレス鋼、ニッ<br />
ケルクロム鉄合金、鉄ニッケルクロム合金等<br />
② 溶接方法の確認項目(溶接方法等<br />
に応じて)<br />
a. 母材,溶接棒,予熱,熱処理,……母<br />
材の厚さ等<br />
③ 母材の区分<br />
a. 炭素鋼、モリブデン鋼、クロムモリブデン<br />
鋼、マルテンサイト系ステンレス鋼、フェライト系<br />
ステンレス鋼、オーステナイト系ステンレス鋼、ニッ<br />
ケルクロム鉄合金、鉄ニッケルクロム合金等<br />
b. 新クロムモリブデン鋼<br />
- 282 - -282<br />
-<br />
b. ASME では、改良 9Cr 鋼、12Cr 鋼<br />
は溶接性の相異から新母材区分に<br />
区分されている。<br />
-<br />
-<br />
-<br />
④ 試験材の取付け方法<br />
a. 板は下向き、管は水平固定又は<br />
水平回転<br />
⑤ 試験材の厚さ<br />
a. 確認項目の母材の厚さの上限の<br />
1/2 から上限までの範囲<br />
⑥ 溶接後熱処理(必要な場合)<br />
a. 炭素鋼、モリブデン鋼、クロムモリブデン<br />
鋼等<br />
④ 試験材の取付け方法<br />
a. 板は下向き、管は水平固定又は<br />
水平回転<br />
⑤ 試験材の厚さ<br />
a. 確認項目の母材の厚さの上限の<br />
1/2 から上限までの範囲<br />
⑥ 溶接後熱処理(必要な場合)<br />
a. 炭素鋼、モリブデン鋼、クロムモリブデン<br />
鋼等<br />
b. 新クロムモリブデン鋼<br />
b. 文献から、改良 9Cr の場合、PWHT<br />
温度 730℃を超える範囲では靭性<br />
は回復するが、それ以下では殆ど回<br />
復しないとあり、適切な PWHT 温<br />
b. ASME では改良 9Cr 鋼、12Cr 鋼の<br />
PWHT 温度が変更されており、新<br />
母材区分に区分されている。
表Ⅱ.2.2.2-1 基本プラン(24/29)<br />
度が必要となる。<br />
⑦ 機械試験<br />
a. 引張試験、曲げ試験<br />
-<br />
b. PWHT 温度による靭性値の影響を<br />
受けやすく、その為靭性改善効果が<br />
生じているか確認する。<br />
c. 硬化しやすい特性があるため<br />
PWHT 処理による低減効果が生じ<br />
ているか確認する。<br />
-<br />
⑦ 機械試験<br />
a. 引張試験、曲げ試験<br />
b. 衝撃試験<br />
c. 硬度試験<br />
⑧ 外観検査<br />
供用期間中<br />
設計・建設時の規定の準用<br />
供用材を考慮した補修溶接等への<br />
適切な施工法とその確認項目は、設<br />
計・建設時と相違するため。<br />
⑧ 外観検査<br />
供用期間中(対象外)<br />
供用材への溶接に対する施工法の<br />
確認項目<br />
* : 主に現行のフェライト系鋼を考慮<br />
3.2.2.2 新フェライト系鋼に対する溶接士の技能(あらかじめの確認)に関する基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
① 溶接方法の区分<br />
① 溶接方法の区分<br />
-<br />
a. 被覆アーク溶接、ティグ溶接、ミグ溶 a. 被覆アーク溶接、ティグ溶接、ミグ溶接、<br />
接、プラズマ溶接等…手/半自動 プラズマ溶接等…手/半自動<br />
b. サブマージアーク溶接等…自動<br />
b. サブマージアーク溶接等…自動<br />
② 試験材及び溶接姿勢…手/半自動 ② 試験材及び溶接姿勢…手/半自動 -<br />
a. 試験材:<br />
a. 試験材:<br />
板、管<br />
板、管<br />
b. 溶接姿勢:<br />
b. 溶接姿勢:<br />
下向、立向、横向、上向、固定、 下向、立向、横向、上向、固定、<br />
拘束固定<br />
拘束固定<br />
③ 溶接棒(F)、溶加材(R)、心線(E) ③ 溶接棒(F)、溶加材(R)、心線(E) -<br />
の区分…手/半自動<br />
の区分…手/半自動<br />
[R]及び[E]は、[F]の場合と同様 [R]及び[E]は、[F]の場合と同様<br />
a. 炭素鋼、オーステナイト系ステンレス鋼、ニッケ a. 炭素鋼、オーステナイト系ステンレス鋼、ニッケ<br />
ルクロム鉄合金、鉄ニッケルクロム合金等 ルクロム鉄合金、鉄ニッケルクロム合金等<br />
- 283 - -283<br />
-
表Ⅱ.2.2.2-1 基本プラン(25/29)<br />
④ 機械試験…手/半自動/自動 -<br />
a. 曲げ試験<br />
⑤ 外観検査…手/半自動/自動 -<br />
供用期間中<br />
設計・建設時の規定の準用<br />
供用材、作業条件などを考慮し、補<br />
修溶接等への施工法に対応できるか<br />
どうか溶接士技能の確認を行う。<br />
④ 機械試験…手/半自動/自動<br />
a. 曲げ試験<br />
⑥ 外観検査…手/半自動/自動<br />
供用期間中(対象外)<br />
供用材への溶接に対する施工法に<br />
対応した技能<br />
* : 主に現行のフェライト系鋼を考慮<br />
3.2.2.3 新フェライト系鋼に対する実機溶接時に関する基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
① 溶接設計<br />
① 溶接設計<br />
a. 継手形状要求<br />
a. 継手形状要求<br />
-<br />
b. 容器の真円度(扁平率≦1%) b. 容器の真円度(扁平率≦1%)<br />
c. 長手継手管の真円度<br />
c. 改良 9Cr 鋼にはタイプⅣクラックへの課 c. 別途管の公差がある JIS 等の規格<br />
(扁平率≦1%)<br />
題があり、特に HAZ 部に掛かる応 品との区別を行う為、対象範囲を考<br />
d. 継手面の食違い<br />
d. 継手面の食違い<br />
力を極力低減する目的で、真円度を 慮する必要がある。<br />
e. 厚さが異なる材料の中心線と勾 e. 厚さが異なる材料の中心線と勾 確認する。<br />
・例:規格品のシームレス管、チューブは除く<br />
配<br />
配<br />
A-USC ボイラーにおいても、高温再熱<br />
蒸気管等の配管は溶接鋼管(長手溶<br />
接)として製作される可能性が考え<br />
られる。計算事例(12Cr 鋼)として、<br />
扁平率が 1%から 3%になると発生<br />
応力は HAZ 部で約 1.4 倍に増加す<br />
る。<br />
- 284 - -284<br />
-<br />
-<br />
-<br />
② 溶接<br />
③ 溶接後熱処理(必要な場合)<br />
② 溶接<br />
③ 溶接後熱処理(必要な場合)
④ 方法、範囲、回数、その確認方法<br />
等の策定には、検討を要する。<br />
表Ⅱ.2.2.2-1 基本プラン(26/29)<br />
④ 手直し溶接 ④ 添加元素が多い候補材は、特に手<br />
直し溶接の方法、回数などにより、<br />
特性に悪影響を与えるような不純<br />
物の濃化、炭化物の析出、または残<br />
留応力の蓄積等が考えられる。<br />
供用期間中(対象外)<br />
供用期間中<br />
補修溶接<br />
設計・建設時の規定の準用<br />
供用材を考慮した補修溶接等への<br />
適切な対応の必要がある。<br />
* : 主に現行のフェライト系鋼を考慮<br />
3.2.3 新フェライト系鋼に対する試験検査に関する基本プラン<br />
3.2.3.1 新フェライト系鋼に対する非破壊試験に関する基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
-<br />
a. 判定基準を定量化することが望ま<br />
しい。特に A-USC の過酷な使用条<br />
件下においては、アンダーカット等の不連<br />
続部はクリープや疲労等に影響を及ぼ<br />
す。<br />
① 外観検査<br />
a. 割れ,アンダーカット等の有害な欠陥<br />
b. 余盛り<br />
① 外観検査<br />
a. 割れ,アンダーカット等の有害な欠陥<br />
b. 余盛り<br />
- 285 - -285<br />
-<br />
a. 高温強度が更に高められている高<br />
Cr 鋼は、よりシビアな溶接条件が要<br />
求される。その分リスクが増える溶接<br />
部であり、対象範囲については、検<br />
討を要する。<br />
a. 炭素鋼、低合金鋼等と比べ割れ等<br />
の溶接欠陥が生じ易い<br />
② 非破壊検査<br />
a. 放射線透過試験:<br />
・対象:[例] 蒸気用管の場合<br />
>φ410,又は厚さ>t40<br />
② 非破壊検査<br />
a. 放射線透過試験<br />
・対象:[例] 蒸気用管の場合<br />
>φXXX,又は厚さ>tXX<br />
供用期間中<br />
設計・建設時の規定の準用<br />
供用期間中(対象外)<br />
補修溶接に有効な非破壊試験<br />
供用材を考慮した補修溶接等への<br />
有効な非破壊試験を検討する必要が<br />
ある。<br />
* : 主に現行のフェライト系鋼を考慮
溶接鋼管毎に実施すれば試験数が<br />
増えるため、施工法、材料等毎に代表<br />
した試験板で実施することを検討す<br />
る。<br />
表Ⅱ.2.2.2-1 基本プラン(27/29)<br />
3.2.3.2 新フェライト系鋼に対する機械試験に関する基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
① 引張り試験、曲げ試験<br />
① 引張り試験、曲げ試験<br />
a. 容器(管寄せは除く)で炭素鋼 a. 対象:容器(管寄せは除く)で -<br />
以外の長手継手及び周継手<br />
炭素鋼以外の長手継手及び周継<br />
b. 管の長手継手<br />
手<br />
② 試験方法及び判定基準について<br />
は、検討を要する。<br />
③ 試験方法及び判定基準について<br />
は、検討を要する。<br />
b. 周継手に比べ応力が 2 倍になる為、<br />
より信頼性の高い溶接品質が要求<br />
される。<br />
② 溶接後熱処理温度による靭性値<br />
の影響を受けやすく、その為靭性改<br />
善効果が生じているか確認する。<br />
③ 硬化しやすい特性があるため溶<br />
接後熱処理による低減効果が生じ<br />
ているか確認する。<br />
② 衝撃試験<br />
容器(管寄せは除く)の長手継手<br />
及び周継手、管の長手継手<br />
③ 硬度試験<br />
容器(管寄せは除く)の長手継手<br />
及び周継手、管の長手継手<br />
容器(管寄せは除く)の周継手への<br />
機械試験の必要性については、検討を<br />
要する。<br />
- 286 - -286<br />
-<br />
-<br />
供用期間中<br />
規定なし。<br />
供用期間中(対象外)<br />
なし<br />
* : 主に現行のフェライト系鋼を考慮
表Ⅱ.2.2.2-1 基本プラン(28/29)<br />
3.3 耐圧試験の基本プラン<br />
基本プラン 対応する現行の仕様規定(火技解釈)* 変更又は追加した理由等 課題等<br />
設計・建設時<br />
設計・建設時<br />
① 試験方法(水圧又は気圧) ① 試験方法(水圧又は気圧) -<br />
② 耐圧試験圧力(PP)<br />
② 耐圧試験圧力(PP)<br />
-<br />
② 安全、かつ合理的な係数(k)を<br />
決定する必要がある。<br />
[参考]<br />
設計温度と耐圧試験温度の許容<br />
応力に差異がある場合、本来の耐圧<br />
試験の目的を果たさない。<br />
容器単体での耐圧の場合は温度<br />
補正による耐圧試験が可能である<br />
が、ボイラーの場合は低温~高温系機<br />
器間は仕切らない為、温度補正によ<br />
る耐圧試験は実質困難である。<br />
③ 凍結しない水温で、かつ脆性破壊<br />
を起こす恐れがないことに配慮す<br />
る必要がある。<br />
PP = 1.5Pd(水圧)又は 1.25Pd(気圧)<br />
Pd : 設計圧力<br />
PP = kPd<br />
Pd : 設計圧力<br />
k : 水圧又は気圧での係数(X.X)<br />
③ 最低使用温度を超えた試験実施<br />
の必要性があるため。<br />
-<br />
③ 耐圧試験温度<br />
④ 漏洩試験圧力(PL)<br />
④ 漏洩試験圧力(PL)<br />
PL = Pd<br />
PL = Pd<br />
- 287 - -287<br />
-<br />
-<br />
Pd : 設計圧力<br />
⑤ 耐圧試験及び漏洩試験判定基準<br />
Pd : 設計圧力<br />
⑤ 耐圧試験及び漏洩試験判定基準<br />
-<br />
⑥ 代替の非破壊試験方法と判定基<br />
準<br />
供用期間中<br />
規定なし。<br />
⑥ 代替の非破壊試験方法と判定基<br />
準<br />
供用期間中(対象外)<br />
なし<br />
* : 主に現行のフェライト系鋼を考慮
表Ⅱ.2.2.2-1 基本プラン(29/29)<br />
別紙<br />
基本プラン<br />
規格材以外への材料仕様項目<br />
対応する現行の仕様規定(火技解釈)*<br />
① 製造方法 ① 製造方法<br />
② 板厚の制限(必要な場合) ② 板厚の制限(高 Cr 鋼の板材のみ)<br />
③ 表面仕上げ(鍛造材を除く) ③ 表面仕上げ(鍛造材を除く)<br />
④ 化学成分範囲 ④ 化学成分範囲<br />
⑤ 熱処理 ⑤ 熱処理<br />
⑥ 引張試験<br />
⑥ 引張試験<br />
a. 引張強さ<br />
a. 引張強さ<br />
b. 降伏点又は耐力<br />
b. 降伏点又は耐力<br />
c. 伸び<br />
c. 伸び<br />
d. 絞り<br />
d. 絞り(鍛造材のみ)<br />
⑦ 硬さ試験 ⑦ 硬さ試験(チューブ材のみ)<br />
⑧ 分析試験<br />
⑧ 分析試験<br />
a. 溶鋼分析、供試材<br />
a. 溶鋼分析、供試材<br />
b. 分析方法(規格番号の指定)<br />
b. 分析方法(規格番号の指定)<br />
⑨ 機械試験<br />
⑨ 機械試験<br />
a. 供試材、試験片の採り方<br />
a. 供試材、試験片の採り方<br />
b. 引張試験(試験片と試験方法)<br />
b. 引張試験(試験片と試験方法)<br />
c. へん平試験(試験片と試験方法)(配管及 c. へん平試験(試験片と試験方法)(配管及<br />
びチューブ材のみ)<br />
びチューブ材のみ)<br />
d. 押し広げ試験(試験片と試験方法)(チューブ d. 押し広げ試験(試験片と試験方法)(チューブ<br />
材のみ)<br />
材のみ)<br />
⑩ 水圧試験又は NDI(配管又はチューブ材のみ) ⑩ 水圧試験又は NDI(配管又はチューブ材のみ)<br />
⑪ 検査<br />
⑪ 検査<br />
a. 化学成分の確認<br />
a. 化学成分の確認<br />
b. 機械的性質の確認<br />
b. 機械的性質の確認<br />
c. 水圧試験又は NDI(配管又はチューブ材のみ) c. 水圧試験又は NDI(配管又はチューブ材のみ)<br />
d. 形状、寸法及び許容差の確認(鍛造材は当 d. 形状、寸法及び許容差の確認(鍛造材は当<br />
事者間で決定する。)<br />
事者間で決定する。)<br />
⑫ 再検査 ⑫ 再検査<br />
⑬ 表示<br />
* : 主に現行のフェライト系鋼を考慮<br />
⑬ 表示<br />
注)①~⑤ : 解釈別表第 1 鉄鋼材料の各温度における許容引張応力に記載されている<br />
⑥~⑬ : JIS 規格を呼込むことで規定<br />
- 288 -<br />
- 288 -
機<br />
器<br />
損<br />
傷<br />
モ<br />
ー<br />
ド<br />
熱<br />
応<br />
力<br />
物<br />
性<br />
現行ボイラー<br />
(現行の設備機器)<br />
-289 -<br />
A-USC ボイラー<br />
(700℃級の設備機器)<br />
ラチェッティングへの考慮<br />
疲労破壊* 疲労破壊への考慮<br />
クリープ破壊への考慮*<br />
クリープ破壊への考慮<br />
延性破壊への考慮 延性破壊への考慮<br />
脆性破壊へ<br />
の考慮<br />
エロージョン、コロージョン等への考慮* エロージョン、コロージョン等への考慮<br />
* : 損傷事例あり<br />
許<br />
容<br />
応<br />
力<br />
熱応力<br />
熱伝導率<br />
線膨張係数<br />
熱応力<br />
縦弾性係数 縦弾性係数<br />
線膨張係数<br />
熱伝導率<br />
鋼 現行フェライト系鋼 Ni 基合金、Fe-Ni 基合金<br />
温度低 温度高<br />
図Ⅱ.2.2.2-1 700℃級の設備機器と現行の設備機器で想定される損傷モード等の概念比較<br />
- 289 -
厳<br />
し<br />
さ<br />
脆性破壊<br />
火技第 5 条で考慮<br />
火技第 6 条で考慮<br />
現行の設備機器<br />
内圧応力(延性破壊防止)<br />
温度<br />
図Ⅱ.2.2.2-2 700℃級の設備機器と現行の設備機器で予想される応力の厳しさの概念比較<br />
- 290 -<br />
- 290 -<br />
700℃級の設備機器<br />
腐食・減肉<br />
時効の影響<br />
繰返し応力(疲労破壊防止)<br />
二次応力<br />
(軸方向応力、曲げ応力の制限)<br />
内圧応力(クリープ破壊防止)
A-USCのボイラー<br />
及びその附属設備<br />
耐圧部品 非耐圧部 その他<br />
(1)バーナ<br />
(2)粉砕機(ミル)<br />
(3)空気予熱器<br />
(4)AQCS<br />
(5)給炭装置<br />
(6)灰処理装置<br />
(7)電装品<br />
(8)補機類<br />
ファン、ポンプ等<br />
(9)その他<br />
耐圧部に直接<br />
溶接しないもの<br />
耐圧部に直接<br />
溶接するもの<br />
火技解釈に規定の<br />
ないもの(注1)<br />
火技解釈に規定の<br />
あるもの<br />
(1)バックステー<br />
(2)ケーシング<br />
(3)鉄骨<br />
(4)保温<br />
(5)その他<br />
(1)メンブレンバー<br />
(2)フィン<br />
(3)スペーサ<br />
(4)その他<br />
付着金物<br />
(1)主要配管<br />
(2)主要弁<br />
(3)その他<br />
(1)容器<br />
(2)管及び管台<br />
(3)フランジ<br />
(4)その他<br />
- 291 -<br />
現状の規定範囲 A-USC規定<br />
の検討範囲(案)<br />
(注1)「火技解釈に規定のない」とは、例えば、「主要配管」に関して内圧計算式以外の計算式が火技解釈に規定がないことを意味する。<br />
図Ⅱ.2.2.2-3 A-USC仕様規定ボイラー及びその附属設備の規定範囲(案)<br />
- 291 -
2.2.2.1 仕様規定(材料)構成の調査<br />
2.2.2.1.1 ASME 規格を基礎とした仕様規定案<br />
(1) A-USC 材料仕様構成案<br />
本調査において、最終的に作成する高温・高圧条件の発電用火力設備に関する<br />
基準案のうち、材料関係の仕様規定の参考とするため、以下の ASME 規格の構成<br />
について調査した。<br />
① ASME Section Ⅰ<br />
② ASME Section Ⅲ Division 1 Subsection NB Class 1 Components<br />
③ ASME Section Ⅲ Division 1 Subsection NH Class 1 Components in Elevated<br />
Temperature Service<br />
④ ASME Section Ⅷ Division 1<br />
上記のASME 規格は、Section Ⅰがボイラー関係であり、材料仕様の構成では<br />
基本となすものであるが、高温で使用する材料については十分ではない。高温で<br />
の材料仕様が明確な規格は Section Ⅲの NH であるが、材料としては NH の基礎<br />
となる Section Ⅲの NB の調査も行った。その他の関係する規格として、圧力容<br />
器を取扱う Section Ⅷについても調査を実施した。これらの調査結果を基に超々<br />
臨界発電(A-USC)に対する仕様規定案を検討した。<br />
損傷モードに関しては、前記 2.2.1 項の技術基準に対応した技術要素及び技術的<br />
要件の調査の表Ⅱ.2.2.1-1「技術基準に対応した技術要素及び技術的要件の調査<br />
(ISO 16528)」及び表Ⅱ.2.2.1-2「技術基準に対応した技術要素及び技術的要件の<br />
案」を踏まえて検討し、仕様規定案を作成した。<br />
上記の調査結果及び超々臨界発電(A-USC)に対する仕様規定案を表Ⅱ.2.2.2.1-1<br />
に示す。仕様規定案の特徴としては下記の通りである。<br />
① 対象は耐圧部用材料であるが、ボルト材の材料仕様に関する項目を設定した。<br />
② 高温の耐圧部材として材料開発が実施されている状況を考慮し、新規材料に<br />
関する項目を設定した。<br />
③ 高温で使用されることを考慮して運転中の劣化に関する項目を設定した。<br />
④ 材料の誤用防止として材料の識別についての項目を設定した。<br />
作成した仕様規定案に関して、損傷モードで材料に要求される事項との整合性<br />
確認を実施した。確認結果を表Ⅱ.2.2.2.1-2 に示す。これより損傷モードでの要求<br />
事項は、作成した仕様規定案でカバーされることが判る。<br />
なお、上記構成案の項目の中には「規定」と異なる「推奨事項」に分類される<br />
内容が含まれている可能性があることから、次年度以降に技術要素及び技術的要<br />
件との対応を行った上で、構成案の再検討を行うこととする。<br />
- 292 -<br />
- 292 -
(2) 運転中の劣化<br />
運転中の劣化(損傷)に関しては、下記の規格に記載がある。<br />
① ASME Section Ⅲ Non-mandatory Appendix W の「機器の環境効果」<br />
② API Recommended Practice 571 の「機器の損傷メカニズム」<br />
上記の規格の損傷に関する対策をまとめ、表Ⅱ.2.2.2.1-3 に示す。各損傷メカニ<br />
ズムの対策として、全体的対策、材料、製造工程での管理、環境の改善の項目に<br />
ついてまとめた。対象はボイラー以外に原子力機器、石油精製機器等が含まれて<br />
いる。対策には、環境の改善を除いて、設計段階から製造段階で実施する事項で<br />
ある。<br />
ボイラーに対象を限定した ASME Section Ⅶに運転段階で実施する損傷対策と<br />
して化学的管理に関する記述があり、それをまとめたものを表Ⅱ.2.2.2.1-4 に示す。<br />
(3) 耐圧部用材料の補修<br />
耐圧部用材料の補修に関しては、ASME Section Ⅲ NB-2500 に記載があり調査<br />
した。調査結果を表Ⅱ.2.2.2.1-5 に示す。基本的には、板材と鋳造品に分類して補<br />
修を行うようになっている。<br />
(4) 耐圧部用材料の衝撃試験と非破壊検査<br />
耐圧部用材料の衝撃試験と非破壊検査について、ASME Section Ⅰ、ASME<br />
Section Ⅲ Division 1、ASME Section Ⅷ Division 1、ASME B31.1、EN 12952 Part2<br />
及び EN 13445 Part2 について調査した。火技解釈を含めた調査結果を<br />
表Ⅱ.2.2.2.1-6 に示す。<br />
衝撃試験については、ASME Section Ⅲ Division 1、ASME Section Ⅷ Division 1、<br />
EN 12952 Part2 及び EN 13445 Part2 に規定されている。EN 規格についてはボイラ<br />
ー及び圧力容器の性能規定である ISO16528-1 で要求していることによる。ASME<br />
Section Ⅲ Division 1 は原子力機器のクラス 1 に対する規格であり、その特殊性を<br />
考慮すると、衝撃試験を規定しているのは、ASME Section Ⅷ Division 1 のみとな<br />
る。Sub-Section C の UCS、UHA、UHT での対象は低温の圧力容器用材料であり、<br />
高温用ではない。火技解釈についても低温の液化ガス設備を対象としている。<br />
以上より、高温機器用材料に対する衝撃試験は、EN 規格のみである。<br />
非破壊検査については、ASME Section Ⅲ Division 1 と EN 12952 Part2 に規定さ<br />
れているが、他の規格では規定されていない。衝撃試験と同様、原子力機器の特<br />
殊性を考慮すると、水管ボイラーのみとなる。<br />
- 293 -<br />
- 293 -
No<br />
1<br />
2<br />
2.2.2.1.2 基本プランに基づいた仕様規定案<br />
(1) 材料に関する基本プラン<br />
損傷防止の要求基準から仕様規定に反映するための基本プランのなかで材料に<br />
関する基本プランを下表に示す<br />
損傷防止の<br />
要求基準<br />
・脆性破壊防止<br />
・延性破壊防止<br />
・クリープ破壊防止<br />
(耐圧試験時を含<br />
む。)<br />
・コロージョン、エロー<br />
ジョン及び環境<br />
助長割れの防止<br />
候補<br />
材料<br />
Ni 基<br />
合金<br />
Fe-Ni<br />
基合金<br />
新フェライ<br />
ト系鋼<br />
Ni 基<br />
合金<br />
Fe-Ni<br />
基合金<br />
新フェライ<br />
ト系鋼<br />
- 294 -<br />
要求項目<br />
(設計・建設時)<br />
① 靭性試験による確認は要しない<br />
② 供用期間中の劣化を考慮した材料選定を<br />
する。<br />
(供用期間中)<br />
要求しない。(エージングの課題がある。)<br />
(設計・建設時)<br />
① 最低使用温度での靭性試験による十分な<br />
靭性を確認する。<br />
② 靭性試験を除外する条件(除外条件)を満足<br />
する場合は、靭性試験を必要としない。<br />
(供用期間中)(対象外)<br />
なし。<br />
(設計・建設時)<br />
① 規格材がある場合は、規格材の使用を要求<br />
する。<br />
② 規格材がない場合は、製造方法、化学成分、<br />
機械的性質、検査及び水圧試験(又は非破壊<br />
試験)を定める。<br />
必要な場合は、熱処理を定める。<br />
(供用期間中)(対象外)<br />
なし<br />
・疲労破壊防止 同上 (設計・建設時)<br />
非破壊試験<br />
3<br />
a. 表面試験<br />
b. 体積試験<br />
(供用期間中)(対象外)<br />
なし<br />
4 ・ラチェッティング防止 同上 要求項目は無い。<br />
- 294 -
(2) 候補材料の化学組成<br />
RSA 材料分科会で検討している候補材料の化学組成を表Ⅱ.2.2.2.2-3 に示す。現<br />
在開発中の材料では、成分範囲に関して確認が必要である。<br />
(3) 候補材料のその他の仕様<br />
候補材料が規格材でない場合、上記化学成分以外で製造方法、機械的性質及び<br />
検査を要求している。そこで、火技材の仕様を調査した。調査結果を表Ⅱ.2.2.2.1-7<br />
に示す。<br />
火技材は高Cr 鋼、オーステナイト系ステンレス鋼では規定されているが、Ni<br />
基合金又は Ni-Cr-Fe 合金には無いので参考として ASME 材(Alloy617)及び JIS<br />
材(NCF800HTB)を調査した。<br />
製品形態としては、板材、チューブ材、配管材及び鍛造材とした。<br />
火技材の仕様項目を下記に示す。<br />
① 製造方法<br />
② 板厚の制限(高 Cr 鋼の板材のみ)<br />
③ 表面仕上げ(鍛造材を除く。)<br />
④ 化学成分範囲<br />
⑤ 熱処理<br />
⑥ 引張試験<br />
・ 引張強さ<br />
・ 降伏点又は耐力<br />
・ 伸び<br />
・ 絞り(鍛造材のみ)<br />
⑦ 硬さ試験(チューブ材のみ)<br />
⑧ 分析試験<br />
・ 溶鋼分析、供試材<br />
・ 分析方法(規格番号の指定)<br />
⑨ 機械試験<br />
・ 供試材、試験片の採り方<br />
・ 引張試験(試験片と試験方法)<br />
・ へん平試験(試験片と試験方法)(配管及びチューブ材のみ)<br />
・ 押し広げ試験(試験片と試験方法)(チューブ材のみ)<br />
⑩ 水圧試験又は NDI(配管又はチューブ材のみ)<br />
⑪ 検査<br />
・ 化学成分の確認<br />
・ 機械的性質の確認<br />
・ 水圧試験又は NDI(配管又はチューブ材のみ)<br />
・ 形状、寸法及び許容差の確認(鍛造材は当事者間で決定する。)<br />
⑫ 再検査(配管及びチューブ材)<br />
⑬ 表示<br />
- 295 -<br />
- 295 -
このうち②板材の制限は高クローム鋼に特有な制限であるので、仕様項目から<br />
は除外し、特記事項に含めることが適切と考えられる。<br />
- 296 -<br />
- 296 -
表 Ⅱ .2.2.2.1-1 A-USC 材料仕様の構成案<br />
A-USC 材料仕様の構成案 ISO 16528<br />
ASME Sec.ⅢNB ASME Sec.ⅢNH ASME Sec.Ⅰ Part PG ASME Sec.Ⅷ Sub-sec.A<br />
NB-2120 耐圧部材用材料 NH-2120 耐圧部材用材料 PG-5 概要 UG-4 概要 USC-2120 耐圧部材用材料<br />
NB-2121 認可された材料仕様 NH-2121 規定している材料<br />
PG-5.1 許容応力 USC-2120 一般事項<br />
7.2.1 一般事項<br />
仕様<br />
USC-2121 材料仕様<br />
NB-2122 認可された材料仕様に抵触する特別の<br />
NH-2123 設計応力強さ値 PG-5.2 仕様の要求事項 USC-2122 特別の要求事項<br />
要求事項<br />
NB-2124 寸法範囲 PG-5.3 新規材料 USC-2124 寸法範囲<br />
NB-2125 製作されたハ フ ゙付フ ラ ン シ ゙ PG-5.4 寸法制限と公差 USC-2125 新規材料<br />
NB-2126 健全なフ ィ ン 付チ ュ ー フ ゙ PG-5.5 使用禁止材料<br />
NB-2127 メ ン フ ゙ レ ン 材 PG-6 板材 UG-5 板材<br />
NB-2128 ホ ゙ ル ト 用材料 PG-6.1 使用出来る材料 USC-2128 ホ ゙ ル ト 用材料<br />
NB-2130 材料の認証 PG-7 鍛造材 UG-6 鍛造材 USC-2130 材料の証明 7.2.3 材料証明<br />
NB-2140 溶接用材料 PG-7.1 ト ゙ ラ ム 材 USC-2140 溶接用材料<br />
NB-2150 材料の識別 PG-7.2 フ ラ ン シ ゙ 、フ ィ テ ィ ン<br />
USC-2150 材料の識別 7.2.2 材料の仕<br />
ク ゙ 、ノ ス ゙ ル 、弁用材料<br />
様<br />
NB-2160 運転中の材料劣化 NH-2160 NH-2160 運転中の材料劣化 PG-7.3 ト ゙ ラ ム 、胴又はト ゙ ー ム<br />
USC-2160 運転中の材料劣化 7.2.2 材料の仕<br />
用材料<br />
様<br />
NB-2170 衝撃特性の改善用熱処理 PG-8 鋳造材 UG-7 鋳造材 USC-2170 衝撃特性の改善用熱処理<br />
NB-2180 材料の熱処理手順 PG-8.1 使用出来る材料 USC-2180 材料の熱処理手順<br />
NB-2190 非耐圧部用材料 PG-8.2 鋳鉄<br />
NB-2200 鉄鋼材料の機械試験片 PG-8.3 ノ シ ゙ ュ ラ ー 鋳鉄 USC-2200 鉄鋼材料の機械試験片<br />
NB-2300 材料の靭性の要求事項 PG-8.4 非鉄 USC-2300 材料の靭性の要求事項<br />
NB-2310 衝撃試験する材料 PG-9 配管、管及び耐圧部品 UG-8 配管及びチ ュ ー フ ゙<br />
NB-2320 衝撃試験要領 PG-9.1 部品用材料<br />
NB-2330 試験の要求事項及び合格基準 PG-9.2 過熱器の部品材料<br />
NB-2340 要求される衝撃試験数 PG-9.3 Cu 及び Cu 合金の<br />
使用制限<br />
NB-2350 再試験 PG-9.4 過熱器材料の使用制限<br />
NB-2360 機械と装置の校正 PG-9.5 ERW 製品の使用制限<br />
NB-2400 溶接用材料 PG-9.6 使用出来る材料 USC-2400 溶接用材料<br />
NB-2410 一般的要求事項 PG-10 識別されていない材料 UG-10 規定していない製造<br />
USC-2410 一般的要求事項<br />
方法又は十分に識別<br />
されていない材料<br />
NB-2420 要求される試験 PG-10.1 材料 メ ー カ による検証 UG-11 事前に製造した又は<br />
USC-2420 要求される試験<br />
成形した材料<br />
NB-2430 溶接金属の試験 PG-10.2 PG-10.1で確認出来ない材料 USC-2430 溶接金属の試験<br />
NB-2440 溶接用材料の保管及び取扱い PG-10.3 十分に識別されていない材 UG-9 溶接材料 USC-2440 溶接用材料の保管及び取<br />
料<br />
扱い<br />
NB-2500 耐圧部用材料の試験と補修 NH-2540 疲労の受入検査 PG-11 耐圧部品 USC-2500 耐圧部用材料の試験と補<br />
修<br />
NB-2510 耐圧部用材料の試験 PG-11.1 標準の耐圧部品 NB-2510 耐圧部用材料の試験<br />
NB-2520 焼入れ・焼戻し後の試験 PG-11.2 非標準の耐圧部品 NB-2520 焼入れ・焼戻し後の試験<br />
NB-2530 板材の試験と補修 PG-11.3 胴部以外で溶接して使用す<br />
NB-2530 板材の試験と補修<br />
る標準の耐圧部品<br />
NB-2540 鍛造材と棒材の試験と補修 PG-11.2 非標準の耐圧部品 NB-2540 鍛造材と棒材の試験と補<br />
修<br />
NB-2550 継目無し及び溶接(溶加材なし)式<br />
NB-2550 継目無し及び溶接(溶加<br />
管材及びフ ィ ッ テ ィ ン ク ゙ の試験と補<br />
材なし)式管材及び<br />
修<br />
フ ィ ッ テ ィ ン ク ゙ の試験<br />
と補修<br />
Sec.7 の項目<br />
Part-UG<br />
- 297 - 297 -<br />
-
表Ⅱ.2.2.2.1-2 技術基準に対応した技術要素及び技術的要件の調査結果と USC 材料仕様の構成案<br />
ISO 16528-2007 Part 1 Boilers and pressure vessels - Part 1 :<br />
Performance requirements Section 7 Technical Requirements<br />
7.1 一般事項 耐圧部の健全性は、設計技術、材料選定、製作能力及び検査レベル<br />
の組合せに基づいている。技術的要求は以下の条項のとおり。<br />
7.2 材料 -<br />
7.2.1 一般事項 耐圧部材、非耐圧部材(例 : サポート、付属物)及び溶接材料は、<br />
想定条件及び予知できる非想定条件に対して適切でなければならな<br />
い。<br />
7.2.2 材料の仕<br />
様<br />
材料は、次の特性を満足しなければならない。<br />
a)合理的に予知できる全ての運転状態、全ての試験状態及び特殊な状態<br />
において適切でなければならず、十分な延性と強度を有しなければな<br />
らない。加えて、脆性破壊を防止するため、材料選定に十分な配慮を<br />
しなければならない。<br />
b)内部流体に対して十分な化学的抵抗性を有していなければならない。<br />
c)運転状態に不利な影響を起こさないこと。<br />
例 : エージング<br />
d)計画された製造手順に適合していなければならない。<br />
e)異なる材料を使用した際の重大な好ましくない効果を避けるために<br />
精選されていなければならない。<br />
製作者は、設計をサポートするに要求される追加の材料特性を明記<br />
しなければならない。例 : 衝撃特性<br />
7.2.3 材料証明 製作者は、適切な基準で認められる仕様の要求に適合している材料<br />
の使用を確実に行うため、適切に測定され材料を使用しなければなら<br />
ない。製作者は、材料証明と適切な材料仕様により要求される証明を<br />
入手しなければならない。<br />
- 298 -<br />
- 298 -<br />
USC 材料仕様の<br />
構成案<br />
USC-2121<br />
一般事項<br />
USC-2160<br />
運転中の劣化<br />
USC-2150<br />
材料の識別<br />
USC-2130<br />
材料の認証
表Ⅱ.2.2.2.1-3 環境に影響を受ける各種損傷形態とその対策(1/2)(ASME Sec.ⅢAppendix W、API 571)<br />
SCC 一般的な腐食と磨耗 孔食 隙間腐食 粒界腐食 腐食疲労 流れで加速される腐食(FAC) エロージョンand/orコロージョン 熱時効特性<br />
活性の環境で、引張応 活性な環境下で金属表 局部的に腐食生成速度 SGの管板/伝熱管溶 結晶粒界で合金成分が 繰返し荷重による割れ 流れがある腐食環境で、材 エロージョンは流体に浮遊する固 長期間高温に曝された<br />
力が存在すると、影響を 面で化学的反応(溶解) が速い場所が存在する 接部、伝熱管/支持構 消耗/富化することに の発生とその成長であ 料の溶解速度が局部的に 体による機械的磨耗である。 材料の、ノッチ衝撃特性<br />
受けやすい材料に割れ により腐食が進行する。 ことで生じる。 造物のような隙間で、加 より、電位差が生じ、腐 る。割れの発生は材料 増加することに特徴があ 腐食が同様に発生する場合、 及び靭性が小さくなる<br />
が発生する。<br />
[腐食生成速度:><br />
湿/乾燥を繰返す運転 食が進行する。 のS-N特性に関係して る。この加速された腐食 エロージョン-コロージョンの表現が使 現象を示す。原因は鋼<br />
0.005in./年(0.127mm/<br />
条件で発生する。<br />
いる。<br />
は、予防的な酸化膜の連続 用される。<br />
中に存在するフェライト相<br />
年)]<br />
的又は周期的な局部的除<br />
がσ相に変化すること<br />
去である。<br />
による。<br />
現象<br />
1.材料の選定 1.陰極防食の採用 1.完全なドレン対策の実施 1.隙間、スラジ及び腐食 1.全体的な対策は左記 1.流速が急激に変化するレ 1.流速を低下するよう設計とす 1.材料の選定<br />
2.設計上での配慮(クレビ 2.定期的なアルカリ洗浄の 2.流体の停滞領域の削減 生成物のような沈殿物 粒界腐食と同様であ ジューサ、ティー、オリフィスを出来 ること。<br />
ス、ノッチの削減、ホットス 実施<br />
3.容器は定期的に確認 を削除する。 2.熱膨張による応力を るだけ少なくする。 2.問題となる場所には邪魔板<br />
ポット部の削除、急激な 3.流体の停滞領域の削減 し、沈殿物を除去する。 2.フラッシングの実施 緩和する為、ゆっくりと 2.FACの発生が懸念される の設置又は皮膜の採用を検<br />
変形の削除、ドレン対 4.隙間、構造的不連続<br />
3.管板/伝熱管の溶接 起動・停止する。 機器は定期的に検査を行 討。<br />
策、)<br />
部の削減<br />
部はシール溶接が出来る<br />
う。<br />
3.流体が流れる表面では、不<br />
ようにすること。<br />
連続部を削減を検討。<br />
1.材料の選定<br />
2.設計及び製造工程の<br />
検討による引張応力の<br />
低減<br />
3.冷却水の化学的管理<br />
による腐食環境の除去<br />
又は低減<br />
全体的<br />
対策<br />
1.フェライト相を安定化する<br />
Mo、Nb、Tiの元素を添加<br />
した材料の選定。<br />
2.炭素含有量の低減<br />
(オーステナイト系ステンレス鋼)<br />
1.硬度、応力強さ、破断時の歪<br />
エネルギー、硬化速度等の高い<br />
材料を使用すること。<br />
1.酸化膜を安定にする元素<br />
はCr、Cu、Moである。<br />
2.Cr含有量が12%以上ある<br />
とFACには免疫性があり、<br />
2%Crでも十分な抵抗力があ 2.一般的には析出硬化型ステン<br />
る。<br />
レス鋼、Ni基合金、Co基材料が<br />
適切である。<br />
1.オーステナイト系ステンレス鋼<br />
の場合、750~1500°F<br />
(400~815℃)に加熱<br />
し、徐冷する。<br />
2.Al合金の場合、加工<br />
によりMg2Al3が形成<br />
し、粒界腐食が生じる。<br />
1.炭素含有量の低減 1.Cr、Mo、Alの含有量が 1.コンデンサーチューブではTi 1.Tiチューブの採用<br />
2.δフェライト量の制限 多い材料の選定 チューブが最適 2.Ti及び高Ni合金の採<br />
材料 (鋳造品、溶接金属) 2.クラッド材、防食皮膜の 2.オーステナイト系ステンレス鋼 用<br />
採用<br />
の場合、1800°F以上<br />
の温度で溶体化処理を<br />
実施<br />
3.炭素鋼(Cu添加)、低<br />
合金鋼の採用<br />
- 299 -<br />
1.冷間加工、Gr処理を<br />
出来るだけ少なくする。<br />
1.溶接時の残留応力を<br />
極力小さくする。<br />
2.溶接部の余盛をGr等<br />
で滑らかにする。<br />
1.冷間加工、Gr処理を<br />
出来るだけ少なくする。<br />
2.鋭敏化となるPWHT<br />
は、オーステナイト系ステンレス<br />
鋼又はAlloy600では実<br />
施しないこと。<br />
3.溶接の入熱低減<br />
1.負荷荷重及び残留応<br />
1.材料の表面状態は出 1.冷間加工、Gr処理を<br />
力の低減<br />
来るだけ滑らかにする。 出来るだけ少なくする。<br />
2.溶接の入熱低減 2.製造時の錆を落とす。 2.溶接部の裏あて金は<br />
3.冷間加工、Gr処理を<br />
3.チューブはフラッシングを実 除去する。<br />
出来るだけ少なくする。<br />
施すること。<br />
3.チューブはフラッシングを実<br />
4.溶接部でのショットピーニン<br />
施すること。<br />
グの採用<br />
4.伝熱管支持部は出来<br />
るだけ少なくし、シール溶<br />
接を実施する。<br />
製造工<br />
程での<br />
管理<br />
1.流体、流体速度、流体の温<br />
度及び母材金属の化学的相互<br />
作用並びに流体に存在する物<br />
質を考慮して管理すること。<br />
1.水質管理の実施(溶存酸<br />
素量の削減、pH調整)<br />
1.水質管理の実施(溶<br />
存酸素量の減少)<br />
1.水質管理の実施(不<br />
純物除去:塩素、硫黄、<br />
燐、酸素)<br />
1.水質管理の実施(不<br />
純物除去、pH調整)<br />
2.チューブの外表面の凹<br />
み対策として、2次側に<br />
ほう酸を投入する。<br />
1.クロム酸塩のような抑止<br />
剤の使用は孔食を強化<br />
することもあるので注意<br />
すること。<br />
1.水質管理(不純物の<br />
除去:特に硫黄、ハロゲ<br />
ン、適正なpHの維持、腐<br />
1.水質管理(不純物:S、<br />
Cl、F及び溶存酸素の除<br />
去<br />
食抑制剤の投入)<br />
2.製造中製品を清浄にす<br />
る。<br />
環境の<br />
改善<br />
2.CO2ガス、H2Sガスの放 出<br />
- 299 -
水素損傷脆化・遅れ割れ フレティング及び磨耗 クリープ 885F(475℃)脆性 σ相脆性 塩化物によるSCC アンモニアによるSCC 熱疲労 過熱による応力破壊<br />
1.材料選定<br />
2.設計荷重の減少<br />
2.表面での皮膜処理<br />
3.接触部の応力低下<br />
材料<br />
2.接触部表面の洗浄<br />
3.適切な潤滑剤の使用<br />
5.腐食性のある水性の環<br />
境では、保護ライニング、ク<br />
ラッド材、肉盛溶接を行<br />
う。<br />
2.Cr-Mo鋼のステンレス鋼<br />
の肉盛溶接では、<br />
PWHT温度での暴露時<br />
間は可能な限り制限す<br />
る。<br />
1.細結晶の材料を選定<br />
する。<br />
2.応力が集中するような<br />
設計を避ける。<br />
1.応力集中を生じないよ<br />
う、溶接部等を滑らかに<br />
仕上げる。<br />
1材料選定:低フェライト相<br />
又はフェライト相の無い材<br />
料を選定する。<br />
1.劣化した材料は1100F<br />
(593℃)以上に加熱し、<br />
急速冷却することで回<br />
復する。<br />
1.異材継手の溶接部は<br />
熱膨張差が大きくなら<br />
ない材料とすること。<br />
1.火炎で加熱する場<br />
合、バーナの管理を行<br />
い、直接火炎に触れな<br />
い様な設計とする。<br />
1流体の成分管理を行<br />
い、劣化/沈殿物が無<br />
い様にする。<br />
2.流体の停滞領域を出<br />
来るだけ減少し、沈殿<br />
の発生を防止する設計<br />
とする。<br />
1.溶接は出来るだけ滑らかな<br />
形状にする。<br />
2.応力集中箇所となるノッチ、凹<br />
み部は滑らかに仕上げる。<br />
1.応力集中箇所を出来るだけ<br />
少なくする設計<br />
2.熱膨張差の少ない材料の組<br />
合せ、加熱、冷却時の速度管<br />
理行う。<br />
3.拘束方法の検討、及び熱衝<br />
撃緩和部材の設置を検討す<br />
る。<br />
環境の<br />
改善<br />
1.オーステナイト系ステンレス鋼<br />
では問題とならない。<br />
2.低引張強度の材料を<br />
選定する。[100ksi以下<br />
(700MPa)]<br />
3.焼鈍されたフェライト鋼の<br />
採用<br />
製造工<br />
程での<br />
管理<br />
1.溶接では低水素で乾燥<br />
電極を使用する。<br />
4炭素鋼、低合金鋼、400<br />
シリーズのSS、析出硬化型<br />
SS及び高Ni基合金では<br />
可能性がある。<br />
2.水素の放出のとして<br />
400F以上に加熱する。<br />
3.鋭利なコーナ部、応力上<br />
昇部の排除<br />
4.表面の圧縮の残留応<br />
力<br />
1.接触している表面間<br />
での相対的振動又は動<br />
きの減少を図る設計的<br />
1.突起物を最小にする<br />
表面仕上げの改善<br />
1.熱処理による磨耗抵<br />
抗力の向上<br />
局部的な過熱により、<br />
比較的短時間で発生す<br />
る応力破壊である。<br />
全体的<br />
対策<br />
表Ⅱ.2.2.2.1-3 環境に影響を受ける各種損傷形態とその対策(2/2)(ASME Sec.ⅢAppendix W API 571)<br />
現象<br />
負荷された状態(引張応<br />
力)又は残留応力が存在<br />
する場合、一定濃度以上<br />
の水素が存在すると発<br />
生する機械的/環境的損<br />
傷である。この損傷は引<br />
張靭性及び引張強度の<br />
低下をもたらす。<br />
フレティングは、2つの強く<br />
接触している表面で、<br />
振動が存在すると発生<br />
する損傷である。<br />
粒界割れの1種で(比較<br />
的高温で発生する。)、<br />
一定の応力で材料の変<br />
形が進展する。<br />
600~800F(316~<br />
540℃)の温度範囲に加<br />
熱すると、フェライト相を含<br />
む合金で発生する金属<br />
組織の変化で、靭性が<br />
劣化する。<br />
ステンレス鋼を565~925℃<br />
の温度範囲に加熱する<br />
と、σ相が形成され、材<br />
料の延性及び靭性が著<br />
しく劣化する。<br />
塩化物を含む水性の環<br />
境で、引張応力、温度と<br />
組み合わさって割れが<br />
発生する。<br />
アンモニアを含む水・蒸気環境<br />
及び無水アンモニアの環境で、<br />
残留応力、温度との組合せ<br />
で割れが発生する。<br />
温度変化により発生する応力<br />
による。損傷は相対的な変位<br />
又は異なる熱膨張率の組合せ<br />
の材料で、繰返し熱サイクルによ<br />
り発生する金属の割れである。<br />
2.塩化物が濃縮又は沈<br />
殿しないよう、滞留領域<br />
を生じないような設計を<br />
行う。<br />
2.300シリーズのSSは最<br />
後に熱処理を実施して<br />
応力除去は効果的であ<br />
るが、鋭敏化の検討も<br />
実施すること。<br />
1.材料選定:ステンレス鋼<br />
を選定する場合、フェライト<br />
相の安定化元素(Mo、<br />
Nb、Ti)の添加したもの<br />
を検討する。<br />
1溶接部のデルタフェライト<br />
量を制限する。(347で<br />
は5~9%、304では少し<br />
低めに管理する。)<br />
1.材料選定:Ni基合金、<br />
2相ステンレス鋼、300シリー<br />
ズの順で抵抗力が小さ<br />
くなる。Ni量が35%以上<br />
で抵抗力は増す。<br />
1.水質管理(pHを8.5以上に<br />
しない。)<br />
2空気と接触しないように管<br />
理する。<br />
1.水質管理(pHを2以上<br />
にしない。)<br />
1.水圧試験を実施する<br />
場合、塩化物の少ない<br />
水を使用し、試験終了<br />
後は出来るだけ早く乾<br />
2.溶接部の硬度を225BHN<br />
以上にしない。<br />
1.黄銅で亜鉛が15%以上に<br />
なると割れの発生確率が増<br />
加する。<br />
1.炭素鋼の場合、PWHTで<br />
発生確率は減少する。<br />
1.材料選定:銅合金、炭素<br />
鋼で発生する。<br />
2.300シリーズのSS、Ni基合金<br />
は免疫である。<br />
- 300 -<br />
- 300 -
表Ⅱ.2.2.2.1-4 ボイラ内部の化学的管理(1/5)<br />
ボイラの休止 沈殿物<br />
水側 火炎側 錆<br />
1. ボイラを停止する場合、70kPa で 1. 乾燥を維持することが重要で、 1. 水管の錆は熱流束の界面に存在<br />
冷却し、排水すること。<br />
表面を清掃し、湿分が金属表面で し、過熱を生じ損壊にいたる不都合<br />
2. 冷却後、補修作業及び機械的、 凝縮し、低い pH の酸性領域生じ なものである。<br />
化学的洗浄の必要性を確認するため ないようにすること。<br />
2. 耐えられる水側の錆の量は入熱<br />
検査を実施すること。<br />
2. 乾燥を維持する為に、ランプの加熱 量が増加するに従って減少する。<br />
3. 乾燥保管する場合、十分に乾燥 ファンの回転による暖気した空気の 3. ボイラ内/外面用に選定する化学的<br />
すると共に蒸気ライン、給水ライン、空気 循環は効果的である。<br />
な水処理は、定期的な水の分析に<br />
ラインに湿分の侵入を防止する処置を 3. 酸性の外部付着物除去の為、 より調整すべきである。<br />
講ずること。<br />
高圧水又は蒸気の噴射でチューブ外 4. 水のサンプリングには、少なくとも<br />
4. 代替方法としてはボイラ外部より 表面した後、灰の付着による酸性 給水、ボイラ水及び凝縮水を含める<br />
乾燥した空気の循環することが 化合物を中性にするため、アルカリ こと。<br />
ある。<br />
化合物(1%Na2CO3)ですすぐ 5. 分析の種類と頻度は供給する水の<br />
5. 大きい産業用ボイラでは、40kPa の べきである。<br />
特性、変異性、消費する水量及び<br />
窒素を充填している。<br />
プラントの物理的特性による。<br />
6. 湿式保管の場合、腐食を抑える為<br />
化学的に状態を管理して水を満たす<br />
こと。<br />
7. 過熱器に給水して保管する場合、<br />
事前に pH を 10 にしておくこと。<br />
8. 過熱器が排水出来ない場合、不純<br />
物濃度を最低 1ppm にした凝縮水<br />
又は純粋で充填すること。<br />
9. 3ケ月を超える保管の場合、ヒドラ<br />
ジン濃度は倍にすること。<br />
10.代替方法としては運転レベルで処理<br />
した水を充填し、蒸気空間は 40kPa<br />
の窒素を充填することである。<br />
ボイラの内部洗浄<br />
1. 時期:新缶の運転開始前に実施<br />
2. 目的:グリース、有機的な物質、錆、<br />
製造者が施工した保護皮膜、溶接の<br />
フラックス等の除去<br />
3. 方法:アルカリ性洗浄液<br />
4. 作業者:認定された人が実施<br />
すべきである。<br />
5. 除去した物質の化学的分析を実施<br />
すること。<br />
6. 2MPa 以下のボイラでは酸洗は要求<br />
されない。<br />
7. 2~6MPa のボイラではアルカリ溶液の<br />
煮沸が実施されている。<br />
8. 停止期間中に作業した場合、作業<br />
終了後内部洗浄を実施すること。<br />
- 301 -<br />
- 301 -
表Ⅱ.2.2.2.1-4 ボイラ内部の化学的管理(2/5)<br />
沈殿物 内部腐食<br />
スラジ 内部の沈殿物の監視 一般 その他<br />
1. スラジは給水に含まれる塩化物と 1. 火炉壁の最も高い熱伝達領域に 1. 一般腐食による胴部又は管壁の 1. 酸素腐食<br />
化学的処理に使用する溶剤と反応 熱電対を取付け監視すること。 薄肉化が製品寿命に影響することは ・ 通常節炭器で発生する。<br />
した生成物である。<br />
2. チューブの金属温度を定期的に確認 まれで、局部的な孔食の深さによる。 ・ 原因は酸素の局部的な集中である。<br />
2. 通常軟らかく、錆より付着量は少 することにより、有害な沈殿物形成 2. ボイラ金属は磁性の鉄酸化物の薄い ・ 金属の喪失速度は酸素の濃度差で<br />
ない。<br />
の信号とすることが出来、耐圧部での 膜で腐食から保護している。<br />
あり、システム内の酸素量による。<br />
3. 低圧ボイラではブローで取除く<br />
過熱による損傷が発生する前に、内部 3. ボイラの損壊は酸素(孔食)、酸に 2. アルカリ腐食<br />
4. 最新型のボイラでは、給水に金属酸化 洗浄が計画出来る。<br />
よる酸化皮膜の溶解、濃縮したアルカリ ・ ボイラ水のアルカリ濃度が局部的に数千<br />
物が含まれると熱伝達面にスラジの 3. 取替えた場合、沈殿物の重量計測を による保護皮膜の破壊が起因して ppm のレベルの濃縮されることに起因<br />
沈殿物が蓄積する。<br />
実施すべきである。<br />
いる。<br />
する。<br />
5. スラジの付着量を抑制するには、適切 4. 熱伝達領域により、20g/sq ft~ 4. 一般腐食はボイラ金属と環境との ・ 局部的な高濃度アルカリは金属の保護<br />
な水処理が必要である。<br />
40g/sq ft(215g/m 2~430/m 2) 均一な反応である。<br />
皮膜を溶解し、局部腐食を進行する。<br />
6. ボイラ水の油はスラジと結合して沈殿 が通常洗浄する目安となる。 5. 管理された環境では保護的で金属 ・ アルカリを含んだボイラ水の循環は過熱器<br />
し、熱伝達を阻害するので有害で<br />
の損失を最小にする金属酸化物が チューブでの腐食レベルにアルカリ濃度を集中<br />
ある。<br />
形成される<br />
する。<br />
7. 油は蒸気汚染の原因ともなるので<br />
6. ボイラの損壊となる局部腐食は、化学 3. キレート腐食<br />
給水への油の侵入を避けることが<br />
的な高い濃度により生じるか、管理 ・ 高速の乱流領域で発生する。<br />
重要である。<br />
出来ない酸素(孔食)で発生する。 ・ 腐食面は鏡面で腐食生成物無しに<br />
滑らかな金属喪失を生じる。<br />
4. 酸による腐食<br />
・ 酸洗工程又は運転中に節炭器を含む<br />
ボイラで発生する。<br />
・ 酸洗で不適切な溶剤の使用又は抑制<br />
材の失敗又は適切な循環が無い場合<br />
に発生する。<br />
・ 酸洗後すすぎによる中性化が実施<br />
されない場合に発生するので認定<br />
された人により実施すべきである。<br />
- 302 -<br />
- 302 -
表Ⅱ.2.2.2.1-4 ボイラ内部の化学的管理(3/5)<br />
ボイラ鋼の腐食割れ<br />
6. ボイラチューブの火炎側で発生する貫粒<br />
割れは急速な熱変動又は機械的な<br />
応力の様な繰り返し応力が原因と<br />
なる。<br />
7. 水素損傷は特定の温度と圧力条件<br />
で鋼中に侵入した水素と鋼の炭素が<br />
反応しメタンを形成することで内部応<br />
力が高くなり発生する。<br />
8. 水素原子は空孔又は硫化物に蓄積<br />
され水素分子を形成し、鋼の発泡又<br />
は割れの原因となる。<br />
ボイラチューブの水素損傷はこのメカニズム<br />
で発生する。<br />
1. ボイラドラム又はボイラチューブでの割れの<br />
進展は危険な状態の証拠であり、責任<br />
者により十分な調査と素早い決定が<br />
必要である。<br />
2. 応力腐食割れ(アルカリ脆性)は、応力<br />
と腐食が共に作用して粒界割れを<br />
生じる。<br />
3. 下記4条件が破損となるのに必要と<br />
考えられている。<br />
① ボイラ水中の酸化水素が応力を<br />
生じているボイラ鋼と接触すること<br />
で粒界割れが生じる。<br />
② 粒界割れが生じている継手、シーム<br />
又はクレビス部でボイラ水が漏えい<br />
する。<br />
③ ボイラ水の酸化水素が漏えい部に<br />
集中する。<br />
④ 応力が漏えい部に集中する。<br />
4. 硝酸塩に対するアルカリ性水酸化物の<br />
比率を維持すること又は抑止剤と呼<br />
ばれている物質の比率を維持する<br />
ことが管理することになる。<br />
この種の管理は認定した人で実施<br />
すべきである。<br />
5. 腐食疲労割れは、繰返す機械的応力<br />
の反復により生じる内部応力による<br />
貫粒割れである。<br />
内部腐食<br />
補助装置の腐食 検査<br />
1. ボイラの前後で循環する蒸気又は水 1. ボイラ停止後の検査時、ボイラ内部の<br />
と接する金属の破壊に起因する因子 腐食に注意し、腐食生成物を採取する<br />
はエロージョンと腐食である。<br />
こと。<br />
2. キャビテーションはエロージョンが悪化した 2. 認定された水処理担当者は広範囲な<br />
もので遠心ポンプのインペラ及びケーシング 腐食が存在する場合対処方法を提案<br />
並びに熱交換器伝熱管入口部の金属 すること。<br />
喪失に起因する。<br />
3. 腐食生成物の研究室的な調査は貴重<br />
3. ボイラ前後の配管及び装置で腐食を な情報を提供する。<br />
生じる化学的因子は溶解したガスと 4. 取替えが実施された場合、取替えた<br />
弱酸である。<br />
部品から腐食生成物を採取し、調査<br />
4. 高濃度のアルカリは給水ポンプの非鉄 すること。<br />
合金の腐食に起因する。<br />
5. 検査結果の記録は確実に残し、将来<br />
5. 硫化水素による腐食には腐食生成 の参考となるようにすること。<br />
物を伴わない相対的に広い領域で<br />
磨耗又は孔食となる。<br />
6. ボイラ水に含まれるアンモニアは通常の<br />
運転温度及び蒸気サイクルでは鉄鋼材料<br />
とは反応しないが、非鉄金属を腐食<br />
する。<br />
7. ボイラ運転の通常プログラムに水処理<br />
管理に試験が含まれる場合、溶存<br />
酸素、pH 及び炭酸ガスを含めること。<br />
8. 調査箇所の選定は、認定された人<br />
が推奨する場所で実施すべきであ<br />
る。<br />
9. 溶存酸素の除去に採用される除去<br />
剤は硫化ソーダとヒドラジンである。<br />
- 303 -<br />
- 303 -
表Ⅱ.2.2.2.1-4 ボイラ内部の化学的管理(4/5)<br />
蒸気の汚染 火炎側の状態<br />
水質分析のサンプリング、試験<br />
一般 蒸気汚染の管理<br />
油煙及びスラグ<br />
1. 液体の不純物は蒸気化していない 1. プライミング及び泡立ちを防止には適切 1. サンプリングは採取の時間間隔、採取 1. 油煙は燃料の不完全燃焼が原因で、<br />
ボイラ水であり、固体の不純物はこの 設計及び水位レベルの管理が通常の 場所を十分考慮し、水質を代表する ボイラチューブに付着する炭素粒子の生成<br />
水により運ばれる懸濁し、溶解して 方法である。<br />
値になるようにすること。<br />
物である。<br />
いない固体及び蒸気相中の固体物質 2. 泡立ちはボイラ水の不純物濃度の結果 2. サンプリンク及び試験゙手順は ASTM 2. 完全燃焼の為には過剰酸素が必要<br />
を含む。<br />
であるが、下記条件で停止又は減少 基準を参考にして作成すること。 となるが、多すぎるとボイラ効率を減少<br />
2. ボイラ水の不純物測定は塩素イオンの することが出来る。<br />
することになるので、適切な過剰酸素<br />
計測又は電気伝導度の測定で実施 ① ブローによるボイラ水のアルカリ濃度及<br />
量とすること。<br />
される。<br />
び全固体濃度の減少<br />
3. 油煙は未燃焼の炭素であり、空気<br />
3. ドラム内水位が高いと沸騰プロセスで ② 油又はグリスを給水から除去又は<br />
ヒータに蓄積すると特に危険である。<br />
プライミング、泡立ち現象が生じ水中の 減少する。<br />
4. 油煙ブロー又は水洗を計画に含める<br />
スラジを蒸気中に移すことになりタービ ③ 蒸気の放出又は蒸気の放出変化<br />
こと。<br />
ンブレードの損傷に繋がる。また、過熱 率の減少<br />
5. スラグは鉱物及び/又は金属燃料灰<br />
の突然の降下蒸気ラインの衝撃、水撃 ④ ドラム水位の低下<br />
で火炉のボイラチューブ、対流域又は過熱<br />
を生じる。<br />
⑤ 反泡立ち物質の使用を含む給水<br />
部分に蓄積する。<br />
処理システムの改良<br />
6. 油の燃焼ではスラグ量は少ないが、<br />
3. 管理方法として、ボイラ水及び給水の<br />
SO2から SO3に変化させる V を通常<br />
定期的な化学的分析及びブローを規則<br />
含んでいる。<br />
化して実施することである。<br />
7. スラグは腐食することが出来、又<br />
通路を塞ぐことで燃焼ガスに流れに<br />
影響する。これにより、ボイラチューブの<br />
過熱の原因となる。<br />
- 304 -<br />
- 304 -
表Ⅱ.2.2.2.1-4 ボイラ内部の化学的管理(5/5)<br />
火炎側の状態<br />
腐食<br />
1. 金属の寿命に影響する火炎側腐食 7. 燃料に含まれる硫黄含有量及び金属<br />
として下記 3 領域の腐食がある。 表面温度が腐食量に関係する。<br />
① 高温炉チューブ<br />
8. 低硫黄の石炭、低硫黄で低 V 石油<br />
② 高温の過熱器及び再熱器腐食 の選択及び油煙吹き作業の実施が<br />
③ 節炭器の冷却端部及び/又は 許容される効率で上記問題を減少<br />
空気ヒータの腐食<br />
する方法の1つである。<br />
2. 火炉チューブの消耗は、湿った底部<br />
又は石炭のFeSが原因となるボイラの<br />
スラグ栓で発生し、局部的な還元状態<br />
となる空気の不平衡により加速され<br />
る。<br />
3. ボイラチューブ金属の消耗は、局部的な<br />
還元状態を生じる火炎領域での硫黄<br />
を含んだガスが原因となる。<br />
4. 高温腐食が過熱器及び再熱器の<br />
チューブ(オーステナイト鋼、低 Cr 鋼)で<br />
生じる。高アルカリ、高硫黄石炭、高 V<br />
及び高 Na 油は低融点の腐食生成物<br />
を形成し、高温領域での厳しいチューブ<br />
を損傷する。<br />
5. Mg 及び適切な油煙のブローを伴う<br />
燃料処理が、この種の火炎側チューブ<br />
の腐食を減少する。<br />
6. 節炭器の及び空気ヒータの冷却端部<br />
での腐食は硫黄を含んだガスが金属<br />
表面で結露し硫酸となることが原因<br />
である。<br />
- 305 -<br />
- 305 -
表Ⅱ.2.2.2.1-5 母材の非破壊試験及び溶接補修(ASME Sec.Ⅲ NB-2500)<br />
静的鋳造品及び遠心鋳造品<br />
管状製品<br />
(溶加材ありの溶接成形品を含む)<br />
1. 板材は左記板材と同様に試験する<br />
2. 溶接部は RT を実施。その後 MT 又<br />
は PT を実施。<br />
管状製品<br />
(溶加材なしの溶接成形品を含む)<br />
1. 配管、チューブ<br />
1.1 外径2-1/2in.(64mm)以下では UT 又は ECT<br />
1.2 外径2-1/2in.(64mm)以上では UT<br />
2. 外径6-3/4in.(170mm)以上の溶接管<br />
2.1 板材:UT<br />
2.1 溶接部:RT<br />
3. Cu-Ni 合金及び Ni 合金チューブ<br />
3.1 外径2-1/2in.(64mm)以下で UT 又は ECT<br />
3.2 外径2-1/2in.(64mm)以上では UT<br />
3.3 粗粒が規定されている場合 RT<br />
4. フィティング材:MT 又は PT<br />
5. ノズル材:UT 又は RT 内/外面:MT 又は PT<br />
項 目 板 材 鍛造材及び棒材<br />
1. RT<br />
2. フェライト系鋳鋼品:RT+UT<br />
3. 表面はMT 又は PT<br />
1. UT又は RT<br />
2 内表面はMT又はPT<br />
1. 素材の試験 1. 公称厚さが 2in.以下:斜角 UT<br />
2. 公称厚さが 2in.以上:垂直 UT<br />
1. 欠陥を検出した方法 1. 欠陥を検出した方法 ―<br />
2. 欠陥除去後の検査 1. MT 又はPT 1. 板材と同じ<br />
1. 板材と同じ。 1. 深さの制限なし。<br />
2. 穴埋めを溶加を使用して実施する場<br />
合、スタンプホルダーが実施すること。<br />
1. Cu-Ni 合金及び Ni 合金チューブで補修が認められ<br />
ていない場合を除いて、板材と同じ。<br />
下記項目を除いて板材と同じ<br />
1. 深さの制限なし。<br />
3. 溶接補修 1. 公称板厚の 1/3 まで実施可能<br />
2. 発注者のスタンプホルダーは補修を承認する<br />
こと。<br />
― ― ― 1. NB-4000 及び Sec.Ⅸに従って認証さ<br />
れていること。<br />
2. 下請けメーカで溶接する場合、発注者の<br />
スタンプホルダーが下請けの溶接施工及び溶<br />
接士が NB-4000 及び Sec.Ⅸに従ってい<br />
ることを保証すること。<br />
4. 溶接施工と溶接士 1. NB-4000 及び Sec.Ⅸに従って認証され<br />
ていること。<br />
- - 306 306 -<br />
-<br />
― ― 1. MT 又は PT<br />
2. P-No.1、8 の材料で、NPS2(DN50)以<br />
下の配管に接続するポンプ及びバルブは<br />
検査不要<br />
1. フェライト系鍛造材の場合 RT<br />
の代わりにUTで実施す<br />
る。<br />
5. 補修後の試験 1. MT 又は PT<br />
2. 補修部の深さが 3/8in.又は板厚の 10%<br />
を超える場合 RT を実施<br />
6. 補修後の熱処理 1. NB-4620 に従って実施 ― ― ― 1. NB-4620 に従って実施<br />
7. 表面欠陥 ― ― ― ― 1. 欠陥除去後 MT 又は PT で確認するこ<br />
と。<br />
― ― ― 1. 補修部の深さが 3/8in.又は板厚の<br />
10%を超える場合、CMTR に記載記載<br />
内容:溶接材料、溶接手順、熱処理、<br />
RT フィルム(調達仕様書に記載している場<br />
合)を含む試験結果<br />
8. 記録 1. 補修部の深さが 3/8in.又は板厚の 10%<br />
を超える場合、CMTR に記載(記載内容:<br />
溶接材料、溶接手順、熱処理、RT フィルムを<br />
含む試験結果
表Ⅱ.2.2.2.1-6 材料の衝撃及び非破壊試験(1/3)<br />
No. 規格<br />
衝撃試験<br />
試験内容 備考<br />
1 火技解釈 1 対象:液化ガス設備の溶接部<br />
下記の溶接部は除く。<br />
① 厚さが4.5mm 未満<br />
② 最低使用温度が-30℃を超えるもの<br />
③ 上記①、②以外<br />
・P-8(C 含有量が 0.10%未満)<br />
・溶接金属がオーステナイト系ステンレス鋼、NiCrFe 合金又は非鉄金属<br />
2 シャルピー V-ノッチ試験(試験温度:最低使用温度以下)<br />
① 最小引張強さ 490N/mm2未満 吸収エネルギー>21J(平均)、14J(最小値)<br />
② 最小引張強さ 490N/mm2以上 590 N/mm2未満 吸収エネルギー>27J(平均)、21J(最小値)<br />
③ 最小引張強さ 590N/mm2以上 吸収エネルギー>27J(平均)、27J(最小値)<br />
2 ASME Sec.Ⅰ 規定していない。<br />
3 ASME Sec.Ⅷ<br />
Div.1 UCS<br />
(炭素鋼及び<br />
低合金鋼製<br />
圧力容器)<br />
4 ASME Sec.Ⅷ<br />
Div.1UHA<br />
(高合金鋼製<br />
圧力<br />
容器))<br />
1. 対象:耐圧部用材料(UCS-66:免除曲線、<br />
図 UG-84 吸収エネルギーを添付する。)<br />
対象となる材料の母材区分を備考欄に示す。<br />
2. 適用除外部<br />
USC-66 の免除曲線より上にある場合は除く。<br />
曲線A:曲線 B、C、D 以外の炭素鋼及び低合金鋼<br />
曲線B:SA-217、SA-285、SA-414、SA-515、SA-516、<br />
SA-612、SA-662<br />
曲線C:SA-182、SA-302、SA-387、SA-516、SA-533、<br />
SA-662<br />
曲線D:SA-203、SA-508、SA-516、SA-524、SA-537、<br />
SA-612、SA-662、SA-738<br />
3. 試験方法:シャルピー V-ノッチ試験<br />
吸収エネルギー量は、降伏強さ及び板厚により設定されている。<br />
UG-84 降伏強さ 50ksi で板厚 1.2in.の場合 15ft-lb(約 20J)<br />
降伏強さ 65ksi で板厚 1.2in.の場合 20ft-lb(約 27J)<br />
1. 対象:圧力容器耐圧材料及び溶接部<br />
(母材、溶接金属、熱影響部)<br />
SA-182、他(母材区分を備考欄に示す。)<br />
2. 適用除外材料<br />
① 最低設計金属温度(MDMT)≧-320˚F(-196℃)の<br />
Type 304,304L、316、316L、321 及び 347<br />
② ①以外の MDMT≧-320˚F(-196℃)で<br />
炭素含有量≦0.10%の材料<br />
③ MDMT≧-55˚F(-48℃)で炭素含有量>0.10%の材料<br />
④ MDMT≧-20˚F(-29℃)の鋳造材<br />
⑤ 下記オーステナイト系 Cr-Mn-Ni のステンレス鋼<br />
・ MDMT≧-320˚F(-196℃)で炭素含有量≦0.10%の<br />
材料<br />
・ MDMT≧-55˚F(-48℃)で炭素含有量>0.10%の材料<br />
・ MDMT≧-20˚F(-29℃)の鋳造材<br />
⑥ MDMT≧-20˚F(-29℃)で下記材料<br />
・ 公称材料厚さ≦3/8in.(10mm)のオーステナイト-フェライトの<br />
2 相鋼<br />
・ 公称材料厚さ≦1/8in.(3mm)のフェライト系 Cr ステンレス鋼<br />
・ 公称材料厚さ≦1/4in.(6mm)のマルテンサイト系ステンレス鋼<br />
3. 試験方法:シャルピー V-ノッチ試験<br />
横膨出量≧0.015in.(0.38mm)<br />
{MDMT≧-320˚F(-196℃)の場合}<br />
- 307 -<br />
- 307 -<br />
P-No.1-1、1-2、1-3:炭素鋼<br />
P-No.3-3:Mn-0.5Mo<br />
P-No.5A-1:2.25Cr-1Mo<br />
P-No.9A-1:2Ni-1Cu<br />
P-No.9B-1:3.5Ni<br />
P-No.10C-1:C-Mn-Si<br />
P-No.11A-4:Mn-0.25Ni<br />
P-No.6-2:15Cr<br />
P-No.7-1:17Cr、12Cr-1Al<br />
P-No.7-2:17Cr-Ti<br />
P-No.8-1:18Cr-8Ni<br />
P-No.8-2:25Cr-20Ni<br />
P-No.8-3:22Cr-13Ni-5Mn<br />
P-No.8-4:20Cr-18Ni-6Mo<br />
P-No.10H:22Cr-5Ni-3Mo<br />
P-No.10I-1:27Cr-1Mo-Ti<br />
P-No.10J-1:29Cr-4Mo<br />
P-No.10K-1:26Cr-3Ni-3Mo<br />
P-No.45:27Cr-22Cr<br />
無<br />
非破壊試験<br />
第 2 条(ボイラー等の材料)<br />
別表第1及び第2に記載されている材料<br />
であることが規定されているが、材料検<br />
査については記述されていない。<br />
無<br />
PG-5(材料)<br />
鋳鉄を除いて、Sec.Ⅱに記載されている<br />
材料であることが記載されているが、<br />
材料検査については記述されていない。<br />
無<br />
UG-4(材料)で Sec.ⅡPart D Subpart1<br />
表 1A、1B 及び 3 に示される仕様の何れ<br />
かに適合させることが記載されている<br />
が、材料検査についての記述はない。
No. 規格<br />
5 ASME Sec.Ⅷ<br />
Div.1UHT<br />
(高張力鋼製<br />
圧力容器)<br />
表Ⅱ.2.2.2.1-6 材料の衝撃及び非破壊試験(2/3)<br />
衝撃試験<br />
試験内容 備考<br />
1. 対象:圧力容器耐圧材料及び溶接部(母材、溶接金属、 P-No.1-4:炭素鋼<br />
熱影響部) SA-333、他(母材区分を備考欄に示す。) P-No.6-4:13Cr-4Ni<br />
P-No.11A-1:8Ni、9Ni<br />
2.1 試験方法:シャルピー V-ノッチ試験<br />
P-No.11A-2:5Ni-0.25Mo<br />
最低の設計金属温度(MDMT)≦32˚F(0℃)の場合に実施 P-No.11A-3:0.5Ni-0.5Cr<br />
① t
表Ⅱ.2.2.2.1-6 材料の衝撃及び非破壊試験(3/3)<br />
- 309 -<br />
- 309 -
引<br />
張<br />
試<br />
験<br />
分<br />
析<br />
試<br />
験<br />
機<br />
械<br />
試<br />
験<br />
検<br />
査<br />
仕様項目<br />
参照鋼材<br />
参照規格<br />
表Ⅱ.2.2.2.1-7 火技材及び ASME 材の仕様項目<br />
高 Cr 鋼 オーステナイト鋼 高 Ni 基合金<br />
板材 チューブ 配管材 鍛造材 板材 チューブ 配管材 鍛造<br />
材<br />
火<br />
SCMV<br />
4J1<br />
JIS G<br />
4109<br />
(2003)<br />
火<br />
STBA<br />
10~29<br />
JIS G<br />
3462<br />
(2004)<br />
火<br />
STPA<br />
21~29<br />
JIS G<br />
3458<br />
(1988)<br />
火<br />
SFVAF<br />
22AJ~<br />
29<br />
JIS G<br />
3203<br />
(1988)<br />
火 SUS<br />
410J3<br />
JIS G<br />
4304<br />
(1999)<br />
- 310 -<br />
火 SUS<br />
304J1<br />
HTB<br />
JIS G<br />
3463<br />
(1994)<br />
火 SUS<br />
410J3<br />
TP<br />
JIS G<br />
3459<br />
(1998)<br />
火<br />
SUS<br />
F410<br />
J3<br />
JIS G<br />
3214<br />
(1991)<br />
板材<br />
Alloy<br />
617<br />
SB-<br />
168<br />
チューブ<br />
配管材<br />
Alloy<br />
617<br />
SB-<br />
167<br />
チューブ<br />
配管材 鍛造材<br />
製造方法 ― ○ ○ ○ ○ ○ ○ ○ ― ○ ○ ○<br />
板厚の制限 ○ ― ― ― ― ― ― ― ― ― ― ―<br />
表面仕上げ ○ ○ ○ ― ○ ○ ○ ― ○ ○ ― ○<br />
化学成分の範囲 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
熱処理 ○ ○ ○ ○ ○ ○ ○ ○ ― ○ ○ ○<br />
引張強さ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
降伏点又は耐力 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
伸び ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
絞り ― ― ― ○ ― ― ― ○ ― ― ― ―<br />
結晶粒サイズ ― ― ― ― ― ― ― ― ○ ― ○ ○<br />
硬さ試験 ― △ ― ― ― △ ― ― △ ― ― ―<br />
一般事項<br />
(溶鋼分析、供試材)<br />
分析方法<br />
(JIS、ASTM の規定)<br />
供試材、試験片の<br />
採り方<br />
引張試験<br />
(試験片と試験方法)<br />
へん平試験<br />
(試験片と試験方法)<br />
押し広げ試験<br />
(試験片と試験方法)<br />
NCF<br />
800<br />
HTB<br />
JIS G<br />
4903<br />
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
― ○ ○ ― ― ○ ○ ― ― ― ○ ―<br />
― ○ ― ― ― ○ ― ― ― ― ― ―<br />
水圧試験又は NDI ― ○ ○ ― ― ○ ○ ― ― ○ ○ ―<br />
化学成分の確認 ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
機械的性質の確認 ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
水圧試験又は NDI ― ○ ○ ― ― ○ ○ ― ● ● ○<br />
形状、寸法<br />
及び許容差の確認<br />
○ ○ ○ ● ○ ○ ○ ● ○<br />
外観 ○ ○ ○ ○ ○ ○ ○ ○<br />
再検査 ― ○ ○ ― ― ○ ○ ― ― ― ― ―<br />
表示 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ 〇<br />
記号の説明<br />
○:規定されている項目<br />
●:受渡当事者間で決める項目<br />
△:特定の鋼種で規定されている項目<br />
―:規定されていない項目<br />
着色項目を A-USC 材料の仕様項目とする。<br />
- 310 -<br />
○<br />
Alloy<br />
617<br />
SB-<br />
564<br />
●
2.2.2.2 候補材の調査<br />
(1) 材料区分<br />
候補材については、材料特性等検討作業会で調査が進められている。候補材と<br />
して取上げられている材料について材料区分、材料グループについて調査を行っ<br />
た。材料区分については、火技解釈、ASME 及び ISO の母材区分を基礎として検<br />
討した。表Ⅱ.2.2.2.2-1 にその母材区分を示す。また、候補材についての母材の区<br />
分を表Ⅱ.2.2.2.2-2 に示す。候補材の区分としては、Ni-Cr-Fe を主体とする P-No.43<br />
及び 45(ASME 規格)、オーステナイト系ステンレス鋼の改良(P-8)(火技解<br />
釈)及びフェライト系材料の改良(P-5.2、P-6、7)(火技解釈)に分類することが<br />
出来る。現時点では、フェライト系材料は高温部以外の場所の適用が考えられて<br />
おり高温部用材料は Ni-Cr-Fe を主体とする P-No.43 及び 45(ASME 規格)、オー<br />
ステナイト系ステンレス鋼の改良(P-8)(火技解釈)に分類される。<br />
(2) 化学組成<br />
候補材の化学成分表を表Ⅱ.2.2.2.2-3 に示す。本表も上記材料特性等検討分科会<br />
での調査結果であり、海外及び国内の文献での調査をまとめたものである。現在<br />
開発中の材料についてはデータが少ないため、文献に記載されている値を記載し<br />
ている。<br />
(3) 高 Ni 基合金鋼補材の規格<br />
高Ni 基合金鋼補材の ASME/ASTM 規格について調査した。調査した鋼種と<br />
その規格を表Ⅱ.2.2.2.2-4 に示す。<br />
調査項目は、前記 2.2.2.1.2 項で記載している項目とした。<br />
① 化学成分範囲<br />
各規格に記載されている化学成分範囲を、表Ⅱ.2.2.2.2-5 に示す。<br />
② 室温での機械的特性<br />
各規格に記載されている室温での機械的特性(引張強さ、降伏点、伸び)を表<br />
Ⅱ.2.2.2.2-6 に示す。<br />
③ 熱処理<br />
各規格に記載されている熱処理を表Ⅱ.2.2.2.2-7 に示す。<br />
④ 表面仕上げ<br />
表面仕上げに関する記述を表Ⅱ.2.2.2.2-8 に示す。<br />
⑤ 結晶粒サイズ<br />
結晶粒サイズに関する記述を表Ⅱ.2.2.2.2-9 に示す。<br />
⑥ 化学分析<br />
化学分析に関する記述を表Ⅱ.2.2.2.2-10 に示す。<br />
⑦ 引張試験<br />
引張試験に関する記述を表Ⅱ.2.2.2.2-11 に示す。<br />
- 311 -<br />
- 311 -
⑧ 水圧試験又は非破壊試験<br />
水圧試験又は非破壊試験(代替)に関する記述を表Ⅱ.2.2.2.2-12 に示す。<br />
⑨ 検査と再検査<br />
検査と再検査に関する記述を表Ⅱ.2.2.2.2-13 に示す。<br />
⑩ 寸法<br />
寸法に関する記述を表Ⅱ.2.2.2.2-14 に示す。<br />
⑪ 製品のマーキング<br />
製品のマーキングに関する記述を表Ⅱ.2.2.2.2-15 に示す。<br />
- 312 -<br />
- 312 -
母材の<br />
区分<br />
P<br />
グルー<br />
プ<br />
番号<br />
表Ⅱ.2.2.2.2-1 火技解釈、ASME 及び ISO の母材区分(1/3)<br />
火技解釈の材料区分 ASME の材料区分 ISO の材料区分(ISO/TR 15608:2005)<br />
鋼種<br />
(N/mm 2 )<br />
母材の<br />
区分<br />
P-No<br />
グループ<br />
番号<br />
鋼種 母材の<br />
- 313 -<br />
区分<br />
グループ<br />
番号<br />
鋼種<br />
規定降伏点:ReH<br />
(N/mm 2 )<br />
1 ― 炭素鋼 ― 1 1-1 炭素鋼 C、C-Si、C-Mn-Si、 1 1.1 炭素鋼<br />
ReH≦275<br />
1-2 C、C-Si、C-Mn-Si 1.2 C≦0.25、Si≦0.60、 275360<br />
1-4<br />
C-Mn-Si<br />
1.4 S≦0.045、P≦0.045、 左記元素含有量を<br />
Cu≦0.40、Ni≦0.5、<br />
Cr≦0.3、Nb≦0.06、<br />
V≦0.1、Ti≦0.05<br />
超える耐食鋼<br />
― ― ― ― ― ― 2 2.1 細粒鋼、鋳鉄<br />
360460<br />
3 3-1 モリブデン鋼 最小引張強さ 3 3-1 C-0.5Mo<br />
3 3.1 焼入れ・焼きもどしの 360690<br />
480~550<br />
and/or C-0.5Mo<br />
3-3<br />
最小引張強さ<br />
3-3 Cr<br />
Mn-0.5Mo<br />
3.3 ステンレス鋼以外の析出<br />
―<br />
550~660<br />
Mn-0.5M-0.5Ni<br />
硬化型細粒鋼<br />
4 ― クロムモリブデン ― 4 4-1 1~2%Cr 1Cr-0.5Mo、<br />
4 4.1 Mo≦0.7%、V≦0.1% Cr≦0.3、Ni≦0.7<br />
鋼<br />
and 1.25Cr-0.5Mo-Si<br />
の Cr-Mo-(Ni)鋼<br />
4-2 ~1/2Mo 0.75Cr-0.75Ni-Cu-Al<br />
0.75Cr-0.5Ni-Cu<br />
4.2<br />
Cr≦0.7、Ni≦1.5<br />
5 5-1 クロムモリブデン 標準合金成分 5 5<br />
2.25Cr-1Mo<br />
5 5.1 C≦0.35%で V を 0.75≦Cr≦1.5、Mo<br />
鋼 2.75~5<br />
-1A-1 2.25~<br />
規定しない Cr-Mo 鋼 ≦0.7<br />
5-1C-1 9%Cr 3Cr-1Mo-0.25V<br />
5-1C-3 and 2.25Cr-1Mo(95ksi)<br />
5.2 1.5
母材の<br />
区分<br />
P<br />
グループ<br />
番号<br />
表Ⅱ.2.2.2.2-1 火技解釈、ASME 及び ISO の母材区分(2/3)<br />
火技解釈の材料区分 ASME の材料区分 ISO の材料区分(ISO/TR 15608:2005)<br />
鋼種<br />
(N/mm 2 )<br />
母材の<br />
区分<br />
P-No<br />
― ― ― ― 10<br />
11A<br />
11A-1 ニッケル鋼 Ni 標準合金成分<br />
3.5~9.0<br />
11A-2 最小引張強さ<br />
―<br />
11B ―<br />
合金鋼<br />
21 ― Al 及び<br />
Al 合金<br />
660~730<br />
―<br />
―<br />
Al≧99<br />
Al-1.0~1.5Mn<br />
11A<br />
11B<br />
グループ<br />
番号<br />
10A ―<br />
Mn-V<br />
10B 1Cr-V<br />
10C C-Mn-Si<br />
鋼種 母材の<br />
10H 25Cr-5Ni-3Mo<br />
10I 27Cr-1Mo-Ti<br />
10J 29Cr-4Mo<br />
10K<br />
29Cr-4Mo-2Ni<br />
- 314 -<br />
区分<br />
10<br />
グループ<br />
番号<br />
鋼種<br />
規定降伏点:ReH<br />
(N/mm 2 )<br />
10.1 オーステナイト-フェライトステンレス鋼 Cr≦24 のオーステナイト-<br />
フェライトステンレス鋼<br />
10.2 Cr>24 のオーステナイト-<br />
―<br />
(2 相鋼)<br />
フェライトステンレス鋼<br />
11A-1 ―<br />
8Ni、9Ni 11 11.1 0.25
母材の<br />
区分<br />
P<br />
グループ<br />
番号<br />
表Ⅱ.2.2.2.2-1 火技解釈、ASME 及び ISO の母材区分(3/3)<br />
火技解釈の材料区分 ASME の材料区分 ISO の材料区分(ISO/TR 15608:2005)<br />
鋼種<br />
(N/mm 2 )<br />
34 ― Cu 合金 白銅又は復水器<br />
用白銅<br />
母材の<br />
区分<br />
P-No<br />
グループ<br />
番号<br />
34 ― ― Cu-Ni(5.5、10、20、<br />
鋼種 母材の<br />
30Ni)<br />
- 315 -<br />
区分<br />
グループ<br />
番号<br />
鋼種<br />
34 ― Cu-Ni 合金 ―<br />
35 ― Cu 合金 Al 青銅 35 ― ― Al 青銅 35 ― Cu-Al 合金 ―<br />
― ― ― ― ― ― ― ― 36 ― Cu-Ni-Zn 合金<br />
規定降伏点:ReH<br />
(N/mm 2 )<br />
― ― ― ― ― ― ― ― 37 ― グループ 31~36 でカバーされない低合金(他の<br />
元素
表Ⅱ.2.2.2.2-2 候補材と母材の区分(1/2)<br />
No 候補材 主な化学組成 適用規格<br />
火技解釈<br />
母材の区分<br />
ASME ISO<br />
備考<br />
1 Alloy617<br />
Bal.Ni-22Cr-13Co<br />
-9Mo-Ti-W-Nb-Al<br />
ASME SB-167<br />
UNS-N06617<br />
― P-No43 ― Smls.Pipe&tube<br />
2 CCA617<br />
Bal.Ni-22Cr-11Co<br />
-8Mo-3W-Al<br />
― ― ― (No.46)<br />
欧州 PJ 開発材<br />
配管、チューブ<br />
3<br />
Alloy263/<br />
Nimonic263<br />
Bal.Ni-20Cr-6Mo<br />
-Ti-Cu-B<br />
ASME<br />
UNS-N07263/W<br />
― ― (No.44)<br />
欧州 PJ 開発材<br />
4 Alloy740<br />
Bal.Ni-24Cr-20Co<br />
-6Mo-Ti-Cu-B<br />
― ― ― ― ―<br />
5<br />
6<br />
Haynes230<br />
57Ni-22Cr-14W-2Mo<br />
3Fe-5Co-0.5Mn<br />
ASME SB-435<br />
UNS-N06230<br />
ASME SB-572<br />
UNS-N06230<br />
―<br />
―<br />
P-No43<br />
P-No43<br />
―<br />
―<br />
Plate、Sheet<br />
Strip<br />
Rod<br />
7 HR6W 45Ni-24Cr-7W-Nb-Ti ― ― ― ― Pipe<br />
8<br />
TEMPALOY<br />
CR30A<br />
50Ni-30Cr-2Mo-Nb<br />
-Ti<br />
― ― ― (No.44) Tube<br />
9 HR120<br />
37Ni-25Cr-2Mo-2Co<br />
-3W-N-CU-B-Al-Nb<br />
― ― ― Tube<br />
10<br />
11<br />
Alloy 800HT<br />
ASME SB-163<br />
UNS-N08811<br />
― P-No45 ― Smls.tube<br />
33Ni-215Cr-42Fe<br />
-Al-Ti ASME SB-409<br />
UNS-N08811<br />
― P-No45 ―<br />
Plate、Sheet<br />
Strip<br />
12<br />
13<br />
Alloy 800H 33Ni-21Cr-42Fe<br />
ASME SB-163<br />
UNS-N08810<br />
ASME SB-409<br />
UNS-N08810<br />
―<br />
―<br />
P-No45<br />
P-No45<br />
―<br />
―<br />
Smls.tube<br />
Plate、Sheet<br />
Strip<br />
14 UNS<br />
N10276<br />
54Ni-16Mo-15Cr UNS N10276 ― P-No43 ―<br />
Rod、<br />
Smls.tube,Pipe<br />
15 USC141 Ni-20Cr-10Mo-1.1Al ― ― ― ― ―<br />
16 SAVE25<br />
23Cr-18Ni-W-Cu-<br />
Nb-N<br />
火 SUS310J3TB (P-8) ― ― チューブ、配管<br />
17 Sanicro25 23Cr-24Ni-Cu-Nb-N ― ― ― (No.10.1) 欧州で開発中<br />
Tube<br />
18 Alloy174<br />
Fe-23Cr-24Ni-3.5W-<br />
3Cu-1.5Co<br />
― ― ― ― ―<br />
19 NF709R 22Cr-25Ni-1.5Mo<br />
-Nb-N<br />
火 SUS310J2TB (P-8) ― ― チューブ、配管<br />
20 HR3C 25Cr-20Ni--Nb-V 火 SUS310J1TB (P-8) ― ― チューブ、配管<br />
21 NAR-AH-4 低 Si-23Cr-12Ni-N-B ― ― ― チューブ、配管<br />
22 XA704<br />
低 C-18Cr-9Ni-2W-<br />
Nb-V-N<br />
火 SUS347J1TB (P-8) ― ― チューブ、配管<br />
23 TP347HFG<br />
18Cr-10Ni-1.6Mn-<br />
Nb-Si<br />
― ― (P-No.8-1) ― チューブ<br />
24 Super304H 18Cr-9Ni-3Cu-Nb-N 火 SUS304J1HTB (P-8) ― ― チューブ、配管<br />
- 316 -<br />
- 316 -
表Ⅱ.2.2.2.2-2 候補材と母材の区分(2/2)<br />
母材の区分<br />
No 候補材 主な化学組成 適用規格 火技解釈 ASME ISO<br />
25 TEMPALOY<br />
A-3<br />
22Cr-15Ni-Nb<br />
火 SUS309J4<br />
HTB<br />
(P-8) ― ― 配管<br />
26 TEMPALOY<br />
AA-1<br />
18Cr-10Ni-3Cu-Ti-<br />
Nb<br />
火 SUS321J2<br />
HTB<br />
(P-8) ― ― 配管<br />
27 TEMPALOY<br />
A-1<br />
18Cr-10Ni-Ti-Nb<br />
火 SUS321J1<br />
HTB<br />
(P-8) ― ― 配管<br />
28 X3CrNiMo<br />
N17-13<br />
17.5Cr-12Ni-3Mo ― ― ― (No.7.1) チューブ<br />
29 VM12 12Cr-2W-1Co-N-B ― ― ― (No.7.1) 配管<br />
30 9Cr-3W-3Co 9Cr-3W-3Co ― ― ― ― 配管<br />
31<br />
低 C-9Cr-<br />
2.4W-1.8Co<br />
低 C-9Cr-2.4W-1.8Co ― ― ― ― 配管<br />
32<br />
12Cr 鋼/<br />
122 鋼<br />
11Cr-2W-0.4Mo-1Cu<br />
-V-Nb<br />
火SUS410J3TB (P-6) ― ― チューブ、配管<br />
33 911 鋼 9Cr-1Mo-Ni-1W-Cb ― ― ― (No.5.4) 配管<br />
34 91 鋼 9Cr-1Mo-Nb-V 火 STBA28 (P-5-2) ― ― 配管<br />
35 92 鋼 9Cr-1.8W 火 STBA29 (P-5-2) ― ― 配管<br />
36 T24 2Cr-Mo-V-Ti-B ― ― ― チューブ<br />
37 T23 2.25Cr-1.5 W 火 STBA24J1 (P-5-1) ― ― チューブ<br />
38 SAVE12 改良 9Cr-W-Co-B ― ― ― ―<br />
注:括弧内の区分は推定値<br />
- 317 -<br />
- 317 -<br />
備考
表Ⅱ.2.2.2.2-3 候補材料の化学成分<br />
規格化 製品化<br />
No. 鋼種(材料名) 化学成分(%)<br />
規格の有無<br />
C Si Mn P S Cr Ni Mo Co V Nb Al Fe Ti N Cu W La B その他 規格名 規格されている形状 (どのような製品か、<br />
あるいは開発材か)<br />
[ Ni基合金,高Niオーステナイト鋼 ]<br />
AMS, ASME, ASTM, AWS Thermie700<br />
0.006<br />
max<br />
0.50<br />
max<br />
0.60<br />
max<br />
3.00<br />
max<br />
0.80-<br />
1.50<br />
10.0-<br />
15.0<br />
8.00-<br />
10.0<br />
44.5 min<br />
20.0-<br />
24.0<br />
0.015<br />
max<br />
1.00<br />
max<br />
1.00<br />
max<br />
0.05-<br />
0.15<br />
52Ni-22Cr-13Co-<br />
9Mo<br />
1 Alloy 617<br />
Bar,Rod<br />
Smls.Pipe & Tube<br />
Plate,Sheet,strip<br />
Forging<br />
+<br />
Weld.Pipe<br />
SB-166<br />
SB-167<br />
SB-168<br />
SB-564<br />
0.006<br />
max<br />
0.006<br />
max<br />
20.0-<br />
10.0-<br />
44.5 min 8.0-10.0<br />
0.8-1.5 3.0 max 0.6 max 0.5 max<br />
24.0<br />
15.0<br />
20.00-<br />
10.0-<br />
44.5 min 8.0-10.0<br />
0.8-1.5 3.0 max 0.6 max 0.5 max<br />
24.00<br />
15.0<br />
22 Bal. 8 11 1 3<br />
0.015<br />
max<br />
0.015<br />
max<br />
1.0 max 1.0 max<br />
1.00<br />
max<br />
1.00<br />
max<br />
0.05-<br />
0.15<br />
0.05-<br />
0.15<br />
(SB-166, 167, 168, 564<br />
UNS-N06617)<br />
(B31.1 Case 163)<br />
UNS N06617<br />
欧州プロジェクト開<br />
発材(Thermie700)<br />
Ni-22Cr-9Mo-<br />
11.5Co-1Al<br />
2 CCA617<br />
欧州で改良中<br />
AMS<br />
Hynes社<br />
Ag:0.0005<br />
Bi:0.0001<br />
Pb:0.0020<br />
Al & Ti: 2.4-<br />
0.005<br />
max<br />
0.20<br />
max<br />
0.7 max 1.9-2.4<br />
0.60<br />
max<br />
19.0-<br />
21.0<br />
Bal. 5.6-6.1<br />
19.0-<br />
21.0<br />
0.007<br />
max<br />
0.60<br />
max<br />
0.40<br />
max<br />
0.04-<br />
0.08<br />
Ni-20Cr-19.5Co-<br />
6Mo-2Ti<br />
3 Alloy263/<br />
Nimonic263<br />
DOE Vision21<br />
欧州で改良中<br />
欧州プロジェクト開<br />
発材<br />
DOE Vision21<br />
Special Alloy<br />
社<br />
0.03 0.5 0.3 25 Bal. 0.5 20 2 0.9 0.7 1.8 1<br />
Ni-24.5Cr-1Fe-<br />
19.5Co-2Nb-1.5Ti<br />
4 Alloy740<br />
AMS, ASTM Thermie700<br />
0.015<br />
max<br />
0.1 0.4 0.5 22 Bal. 2 5 max 0.3 3 max 14 0.02<br />
5 Haynes 230 UNS N06230 Ni-22Cr-14W-<br />
2Mo-La<br />
開発中材料<br />
住友金属<br />
/開発中<br />
0.08 0.2 1.02 23.6 0.21 0.033 Bal. 0.1 7.1<br />
Ni-23.5Cr-24Fe-<br />
6W<br />
6 HR6W<br />
国内改良中<br />
NKK-T<br />
/開発中<br />
30 50 2 ☆ ☆ Zr<br />
30Cr-50Ni-2Mo-<br />
Ti-Zr-B<br />
7 TEMPALOY CR30A<br />
- 318 -<br />
0.05 0.6 25 37 2.5 max 3 max 0.7 0.1 Bal. 0.2 2.5 max 0.004 ASTM<br />
0.02-<br />
0.040 0.03 23.0- 35.0- 2.50<br />
0.40 remaind 0.20 0.15- 0.50 2.50<br />
0.010<br />
B163, B366,<br />
1.0 1.5<br />
3.0 max<br />
Nb+Ta:0.4-0.9<br />
0.10<br />
max max 27.0 39.0 max<br />
max er max 0.30 max max<br />
max<br />
B407, B408他<br />
0.05-<br />
19.0- 30.0-<br />
0.15-<br />
0.15-<br />
Al & Ti: AMS, ASTM,<br />
39.5 min<br />
0.10<br />
23.0 35.0<br />
0.60<br />
0.60<br />
0.30-1.20 SAE<br />
SB-163, 407, Smls. Tube & Pipe<br />
0.05-<br />
0.015 19.0- 30.0-<br />
0.15-<br />
0.15-<br />
0.75<br />
1.0 max 1.5 max<br />
39.5 min<br />
408, 409, 514, Wld.Tube<br />
0.10<br />
max 23.0 35.0<br />
0.60<br />
0.60<br />
max<br />
Plate, Sheet, Strip<br />
515, 564<br />
Rod Bar<br />
0.05- 1.00 1.50 0.003 0.015 19.00- 30.00-<br />
0.15-<br />
残部<br />
0.10 max max max max 23.00 35.00<br />
0.60<br />
0.15-<br />
0.75<br />
NiにCoを含め JIS G4903 Smls. Pipe<br />
0.60<br />
max<br />
る JIS G4904 Smls. Tube<br />
0.05- 1.00 1.50 0.003 0.015 19.00- 30.00-<br />
0.15-<br />
残部<br />
0.10 max max max max 23.00 35.00<br />
0.60<br />
0.15-<br />
0.75<br />
NiにCoを含め JIS G4901 Bar<br />
0.60<br />
max<br />
る JIS G4902 Plate<br />
0.06-<br />
19.0- 30.0-<br />
0.25-<br />
0.25-<br />
Al & Ti:<br />
39 39.5 5 min<br />
ASME ASME, ASTM<br />
010 0.10 23.0 23 0 35.0 35 0<br />
0.60 060<br />
060 0.60 085 0.85-1.20 120<br />
HR120 Ni-26Cr-35Fe-<br />
0.5Nb<br />
8<br />
(SB-564 UNS N08120)<br />
9 Alloy 800H<br />
(SB-163, 407, 408, 409,<br />
514, 515, 564 33Ni-42Fe-21Cr<br />
UNS N08810)<br />
JIS NCF800HTP<br />
/NCF800HTB 33Ni-21Cr-42Fe<br />
JIS NCF800H-B<br />
/NCF800H-P 33Ni-21Cr-42Fe<br />
10 Alloy 800HT<br />
Al+Ta:0.85-<br />
1.20<br />
0.75<br />
max<br />
0.15-<br />
0.60<br />
39.5 min<br />
0.15-<br />
0.60<br />
30.0-<br />
35.0<br />
19.0-<br />
23.0<br />
14.5-<br />
16.5<br />
0.015<br />
max<br />
0.030<br />
max<br />
0.03<br />
max<br />
1.0 max 1.5 max<br />
0.06-<br />
0.10<br />
0.02<br />
max<br />
(SB-163, 407, 408, 409,<br />
515, 564 33Ni-42Fe-21Cr<br />
UNS N08811)<br />
ASME, ASTM,<br />
AWS, NACE<br />
4.0-7.0 3.0-4.5<br />
0.35<br />
max<br />
2.5 max<br />
15.0-<br />
17.0<br />
rem<br />
0.030<br />
max<br />
0.04<br />
max<br />
1.0 max<br />
0.08<br />
max<br />
11 UNS No. N10276<br />
Smls. & Wld.<br />
Fitting<br />
4.0-7.0 3.0-4.5 SB-366<br />
0.35<br />
max<br />
2.5 max<br />
15.0-<br />
17.0<br />
rem<br />
14.5-<br />
16.5<br />
1.0 max<br />
0.08<br />
max<br />
0.010<br />
max<br />
(SB-366, 462, 564, 574,<br />
575, 619, 622, 626 UNS 54Ni-16Mo-15Cr<br />
N10276)<br />
SB-462, 564 Forging<br />
0.03 20 Bal. 10 0 1.16 1.6<br />
Ni-20Cr-10Mo-<br />
1.1Al-1.6Ti<br />
12 USC 141<br />
- 318 -
表Ⅱ.2.2.2.2-3 候補材料の化学成分<br />
規格化 製品化<br />
No. 鋼種(材料名) 化学成分(%)<br />
規格の有無<br />
C Si Mn P S Cr Ni Mo Co V Nb Al Fe Ti N Cu W La B その他 規格名 規格されている形状 (どのような製品か、<br />
あるいは開発材か)<br />
[ 高Crオーステナイト鋼(従来火力より高温域での使用を想定)]<br />
火技解釈 Smls. Tube<br />
0.80-<br />
2.80<br />
2.00-<br />
4.00<br />
0.15-<br />
0.30<br />
0.30-<br />
0.60<br />
15.00-<br />
22.00<br />
21.00-<br />
24.00<br />
0.010<br />
max<br />
0.030<br />
max<br />
2.00<br />
max<br />
1.50<br />
max<br />
0.05-<br />
0.12<br />
Fe-22Cr-19Ni-<br />
1.5W-4Cu<br />
SAVE25 (火<br />
SUS310J3TB)<br />
13<br />
欧州で開発中<br />
欧州プロジェクト開<br />
発材<br />
Sandvik社<br />
☆ res. ☆ ☆<br />
23.0-<br />
25.0<br />
22.0-<br />
24.0<br />
0.010<br />
max<br />
0.030<br />
max<br />
☆ ☆<br />
0.08<br />
max<br />
Fe-23Cr-24Ni-<br />
3.5W-3Cu-1.5Co<br />
14 Sanicro 25<br />
0.08 22.2 24.9 1.5 0.49 3 3.5<br />
Fe-23Cr-24Ni-<br />
3.5W-3Cu-1.5Co<br />
15 Alloy 174<br />
φ15.9~76.2<br />
新日鐵 Smls. tube<br />
×1~10mm<br />
火技解釈 Smls. tube 大径管は未開発<br />
0.0020-<br />
0.0100<br />
0.002-<br />
0.010<br />
0.100-<br />
0.250<br />
0.10-<br />
0.25<br />
0.02-<br />
0.20<br />
0.20<br />
max<br />
0.10-<br />
0.40<br />
0.10-<br />
0.40<br />
1.00-<br />
2.00<br />
1.00-<br />
2.00<br />
24.00-<br />
26.00<br />
22.00-<br />
28.00<br />
22.00-<br />
23.00<br />
19.00-<br />
23.00<br />
0.010<br />
max<br />
0.010<br />
max<br />
0.030<br />
max<br />
0.030<br />
max<br />
1.50<br />
max<br />
1.50<br />
max<br />
1.00<br />
max<br />
1.00<br />
max<br />
0.04<br />
max<br />
0.10<br />
max<br />
22Cr-25Ni-<br />
1.5Mo-Nb-B-N<br />
16 NF709R<br />
(火SUS310J2TB) 20Cr-25Ni-1.5Mo<br />
住友金属<br />
Cb+Ta=0.20-<br />
0.60<br />
0.15-<br />
0.35<br />
0.10-<br />
0.25<br />
17.0-<br />
23.0<br />
17.00-<br />
23.00<br />
24.0-<br />
26.0<br />
23.00-<br />
27.00<br />
0.030<br />
max<br />
0.030<br />
max<br />
0.030<br />
max<br />
0.030<br />
max<br />
2.00<br />
max<br />
2.00<br />
max<br />
0.75<br />
max<br />
1.50<br />
max<br />
0.04-<br />
0.10<br />
0.10<br />
max<br />
17 HR3C UNS S3104 2<br />
火技解釈 Smls. tube 大径管は未開発<br />
0.002-<br />
0.010<br />
0.10-<br />
0.40<br />
(火SUS310J1TB) 25Cr-20Ni-Nb-V<br />
ASTM, ASME<br />
Case 2115 Smls. tube<br />
0.15-<br />
0.35<br />
0.20-<br />
0.60<br />
17.00-<br />
23.00<br />
24.00-<br />
26.00<br />
0.030<br />
max<br />
0.030<br />
max<br />
2.00<br />
max<br />
0.75<br />
max<br />
0.04-<br />
0.10<br />
(Case 2115-2)<br />
(SA-213 TP310HCbN)<br />
UNS S31042<br />
住友金属<br />
Cb+Ta=0.20-<br />
0.60<br />
0.04- 0.75 2.00 0.030 0.030 24.0- 17.0-<br />
0.15-<br />
0.10 max max max max 26.0 23.0<br />
0.35<br />
0.10 1.50 2.00 0.030 0.030 23.00- 17.00-<br />
0.10-<br />
0.10-<br />
0.002-<br />
max max max max max 27 27.00 00 23 23.00 00<br />
040 0.40 025 0.25 00.010 010<br />
17 HR3C UNS S3104 2<br />
火技解釈 火技解釈 Smls. tube tube 大径管は未開発<br />
大径管は未開発<br />
(火SUS310J1TB)<br />
(火SUS310J1TB) 25Cr-20Ni-Nb-V<br />
ASTM, ASME<br />
Case 2115 Smls. tube<br />
0.15-<br />
0.35<br />
0.20-<br />
0.60<br />
17.00-<br />
23.00<br />
24.00-<br />
26.00<br />
0.030<br />
max<br />
0.030<br />
max<br />
2.00<br />
max<br />
0.75<br />
max<br />
0.04-<br />
0.10<br />
(Case 2115-2)<br />
(SA-213 TP310HCbN)<br />
UNS S31042<br />
- 319 -<br />
0.07 0.25 0.71 23.45 12.26 1.02 0.27 0.0030 Ce:0.032 住友金属 CC有り 大径管は未開発<br />
低Si-23Cr-11Ni-<br />
0.2N-B-REM<br />
18 NAR-AH-4<br />
φ15.9~76.2<br />
×1~10mm<br />
新日鐵 Smls. tube<br />
1.50-<br />
2.60<br />
1.50-<br />
2.60<br />
0.10-<br />
0.25<br />
0.10-<br />
0.25<br />
0.25-<br />
0.50<br />
0.25-<br />
0.50<br />
0.20-<br />
0.50<br />
0.20-<br />
0.50<br />
8.00-<br />
11.00<br />
8.00-<br />
11.00<br />
17.00-<br />
20.00<br />
17.00-<br />
20.00<br />
0.030<br />
max<br />
0.030<br />
max<br />
0.040<br />
max<br />
0.040<br />
max<br />
2.00<br />
max<br />
2.00<br />
max<br />
1.00<br />
max<br />
1.00<br />
max<br />
0.05<br />
max<br />
0.05<br />
max<br />
18Cr-9Ni-2W-<br />
Nb-V-N<br />
(火SUS347J1TB)/ 18Cr-9Ni-W-Nb-<br />
(Case2475) V<br />
19 XA704<br />
火技解釈 Smls. tube 大径管は未開発<br />
Case 2475 Smls. tube<br />
Smls. Tube 大径管は未開発<br />
住友金属<br />
SA-213<br />
0.06- 0.75 2.00 0.040 0.030 17.0- 9.00-<br />
Nb + Ta=<br />
0.10 max max max max 20.0 13.0<br />
8×C-1.0<br />
006 0.06- 075 0.75 200 2.00 00.040 040 00.030 030 17 17.0- 0 900 9.00-<br />
Nb + Ta=<br />
0.10 max max max max 20.0 13.0<br />
8×C-1.0<br />
20 TP347HFG<br />
(SA-213 TP347HFG)<br />
Case 2159-2 Smls. Tube<br />
(Case 2159-2) 18Cr10Ni-Cb<br />
住友金属<br />
Case 2328-1 Smls. Tube<br />
0.001-<br />
0.010<br />
2.50-<br />
3.50<br />
2.50-<br />
3.50<br />
0.05-<br />
0.12<br />
0.05-<br />
0.12<br />
0.003-<br />
0.030<br />
火技解釈 Smls. tube<br />
0.30-<br />
0.60<br />
0.30-<br />
0.60<br />
7.50-<br />
10.50<br />
7.50-<br />
10.50<br />
17.00-<br />
19.00<br />
17.00-<br />
19.00<br />
0.010<br />
max<br />
0.010<br />
max<br />
0.040<br />
max<br />
0.030<br />
max<br />
1.00<br />
max<br />
1.00<br />
max<br />
0.30<br />
max<br />
0.30<br />
max<br />
0.07-<br />
0.13<br />
0.07-<br />
0.13<br />
0.08C-18Cr-9Ni-<br />
21 Super304H<br />
3Cu-0.5Nb-0.1N<br />
(Case 2328-1) 18Cr-9Ni-3Cu-<br />
Cb-N<br />
(火SUS304J1HTB) 18Cr-9Ni-3Cu-<br />
Nb-N<br />
22 TEMPALOY A-3 NKK-T<br />
火技解釈 Smls. tube 大径管は未開発<br />
0.005<br />
max<br />
0.10-<br />
0.20<br />
0.50-<br />
0.80<br />
14.50-<br />
16.50<br />
21.00-<br />
23.00<br />
0.030<br />
max<br />
0.040<br />
max<br />
2.00<br />
max<br />
1.00<br />
max<br />
0.03-<br />
0.10<br />
(火SUS309J4HTB) 22Cr-15Ni-Nb<br />
- 319 -
表Ⅱ.2.2.2.2-3 候補材料の化学成分<br />
規格化 製品化<br />
No. 鋼種(材料名) 化学成分(%)<br />
規格の有無<br />
C Si Mn P S Cr Ni Mo Co V Nb Al Fe Ti N Cu W La B その他 規格名 規格されている形状 (どのような製品か、<br />
あるいは開発材か)<br />
23 TEMPALOY AA-1 NKK-T<br />
(火SUS321J2HTB) 18Cr-10Ni- 0.07- 1.00 2.00 0.040 0.010 17.50- 9.00-<br />
0.10-<br />
0.10-<br />
2.50-<br />
0.0010- (Ti+Nb/2)/C=<br />
火技解釈 Smls. tube<br />
3Cu-Ti-Nb 0.14 max max max max 19.50 12.00<br />
0.45<br />
0.25<br />
3.50<br />
0.0040 2.0-4.0<br />
Nb+Ta=<br />
0.07- 1.00 2.00 0.041 0.010 17.50- 9.00-<br />
0.10-<br />
2.50-<br />
0.0010- 0.10-0.40,<br />
(Case 2512)<br />
Case 2512 Smls. tube<br />
0.14 max max max max 19.51 12.01<br />
0.25<br />
3.51<br />
0.0041 (Ti+Nb/2)/C=<br />
2.0-4.1<br />
24 TEMPALOY AA-1 1 NKK-T NKK T CC有り CC有り<br />
(火SUS321J1HTB) 18Cr-10Ni-Ti- 0.07- 1.00 2.00 0.040 0.030 17.50- 9.00-<br />
0.40<br />
0.20<br />
(Ti+Nb/2)/C<br />
火技解釈 Smls. tube<br />
Nb<br />
0.14 max max max max 19.50 12.00<br />
max<br />
max<br />
0.6-2.5<br />
0.05 1.00 2.00 0.045 0.015 16.50- 10.50- 2.50-<br />
0.11<br />
EN10217-7<br />
25 X3CrNiMoN17-13 17.5Cr-12Ni-3Mo<br />
DIN (独)規格<br />
max max max max max 18.50 13.00 3.00<br />
max<br />
P15<br />
[ 新しい高Crフェライト鋼 (従来火力より高温域での使用を想定) ]<br />
Fe-11.5Cr-1.5W- 0.08- 0.20- 0.10- 0.020 0.010 10.0- 0.60 0.80 0.50- 0.18- 0.030- 0.040<br />
0.030-<br />
1.00-<br />
0.001-<br />
V & M社/<br />
26 VM12<br />
欧州で開発中<br />
1.5Co<br />
0.18 0.60 0.80 max max 13.0 max max 2.00 0.30 0.060 max<br />
0.090<br />
1.80<br />
0.010<br />
開発中<br />
NIMS/<br />
27 9Cr-3W-3Co 0.08 9 3 0.2 0.05 3 0.014<br />
国内で開発中<br />
開発中<br />
28 低C-9Cr-2.4W-1.8Co 9 1.8 2.4 国内で開発中<br />
29 12Cr鋼/122鋼<br />
0.50 0.30- 0.030 0.030 11.00-<br />
0.80-<br />
0.20-<br />
1.80-<br />
(火SUS410J2TB) 12Cr-1Mo-W-V-Nb 0.14max<br />
0.20max<br />
火技解釈 Smls. Tube<br />
max 0.70 max max 13.00<br />
1.20<br />
0.30<br />
1.20<br />
(SA-213 T122)<br />
0.07- 0.50 0.70 0.020 0.010 10.00- 0.50 0.25-<br />
0.15- 0.04- 0.040 0.040- 0.30- 1.50-<br />
0.0005-<br />
Smls. Tube<br />
SA SA-213 213<br />
/(SA /(SA-335 335 P122) P122)<br />
014 0.14 max max max max 12 12.50 50 max 060 0.60 030 0.30 010 0.10 max 00.100 100 170 1.70 250 2.50 00.005 005<br />
SSmls. l Pipe Pi<br />
0.07- 0.50 0.70 0.020 0.010 10.00- 0.50 0.25-<br />
0.15- 0.04- 0.02<br />
0.01 0.040- 0.30- 1.50-<br />
0.005<br />
Smls. Tube & Pipe<br />
(Case2180-3) 12Cr-2W<br />
Zr: 0.01max Case 2180-3<br />
0.14 max max max max 11.50 max 0.60<br />
0.30 0.10 max<br />
max 0.100 1.70 2.50<br />
max<br />
Plate, Forging<br />
(火SUS410J3TB) 11Cr-2W-0.4Mo- 0.07- 0.50 0.70 0.020 0.010 10.00- 0.50 0.25-<br />
0.15- 0.04- 0.040<br />
0.040- 0.30- 1.50-<br />
0.0005-<br />
火技解釈 Smls. Tube<br />
1Cu-Nb-V 0.14 max max max max 11.50 max 0.60<br />
0.30 0.10 max<br />
0.100 1.70 2.50<br />
0.005<br />
/(火SUS410J3TP) 火技解釈 Smls. Pipe<br />
/(火SUSF410J3) 火技解釈 Forging<br />
(火SUS410J3DTB) 12Cr-2W-0.4Mo- 0.07- 0.50 0.70 0.020 0.010 11.51- 0.50 0.25-<br />
0.15- 0.04- 0.040<br />
0.040- 0.30- 1.50-<br />
0.0005-<br />
火技解釈 Smls. Tube<br />
1Cu-Nb-V 0.14 max max max max 12.50 max 0.60<br />
0.30 0.10 max<br />
0.100 1.70 2.50<br />
0.005<br />
- 320 -<br />
30/<br />
31 911系鋼<br />
Plateもある<br />
SA-387 Gr 911<br />
Case2327があったが、<br />
2327-1で化学成分改訂<br />
SA-335 Smls. pipe<br />
0.00030<br />
-0.006<br />
0.90-<br />
1.10<br />
0.050-<br />
0.090<br />
0.040<br />
max<br />
0.06-<br />
0.10<br />
0.18-<br />
0.25<br />
0.90-<br />
1.10<br />
0.10-<br />
0.40<br />
8.50-<br />
9.50<br />
0.010<br />
max<br />
0.020<br />
max<br />
0.30-<br />
0.60<br />
0.10-<br />
0.50<br />
0.09-<br />
0.13<br />
(SA-335 P911)<br />
SA-182 Forging<br />
Smls. pipe & tube<br />
Forged & bored pipe pipe<br />
Zr: Z 001 0.01max Case 2327-1<br />
Fitting,<br />
Plate,Forgings<br />
0.00030<br />
-0.006<br />
0.90-<br />
1.10<br />
0.04-<br />
0.09<br />
0.04<br />
max<br />
0.060-<br />
0.10<br />
0.18-<br />
0.25<br />
0.90-<br />
1.10<br />
0.40<br />
max<br />
8.5-10.5<br />
0.010<br />
max<br />
0.020<br />
max<br />
0.30-<br />
0.60<br />
0.10-<br />
0.50<br />
0.09-<br />
0.13<br />
(SA-182 F911)<br />
009- 0.09 010- 0.10 030- 0.30 00.020 020 00.010 010 850- 8.50 040 0.40 090- 0.90<br />
018- 0.18 006- 0.06 002 0.02<br />
001 0.01 00.040 040- 090- 0.90<br />
00.00030 00030<br />
0.13 0.50 0.60 max max 9.50 max 1.10<br />
0.25 0.10 max<br />
max 0.090<br />
1.10<br />
-0.006<br />
9C 9Cr-1Mo-1W-Cb 1M 1W Cb<br />
参考:<br />
(Case 2327-1)<br />
32 91系鋼<br />
火技解釈 Smls. pipe<br />
0.030-<br />
0.070<br />
0.04<br />
max<br />
0.06-<br />
0.10<br />
0.18-<br />
0.25<br />
0.85-<br />
1.05<br />
0.40<br />
max<br />
8.00-<br />
9.50<br />
0.010<br />
max<br />
0.020<br />
max<br />
0.30-<br />
0.60<br />
0.20-<br />
0.50<br />
0.08-<br />
0.12<br />
(火STPA28)<br />
/(火STBA28) 9Cr-1Mo-Nb-V<br />
/(火SFVAF28)<br />
SA-335 Smls. pipe<br />
0.030-<br />
0.070<br />
0.04<br />
max<br />
0.06-<br />
0.10<br />
0.18-<br />
0.25<br />
0.85-<br />
1.05<br />
0.40<br />
max<br />
8.00-<br />
9.50<br />
0.010<br />
max<br />
0.020<br />
max<br />
0.30-<br />
0.60<br />
0.20-<br />
0.50<br />
0.08-<br />
0.12<br />
(SA-335 P91)<br />
33 92系鋼<br />
Smls. Tube & Pipe<br />
Forged pipe<br />
新日鐵<br />
0.001-<br />
0.006<br />
0.001-<br />
0.006<br />
1.50-<br />
2.00<br />
1.50-<br />
2.00<br />
0.030-<br />
0.070<br />
0.030-<br />
0.070<br />
0.04<br />
max<br />
0.02<br />
max<br />
0.04-<br />
0.09<br />
0.04-<br />
0.09<br />
0.15-<br />
0.25<br />
0.15-<br />
0.25<br />
0.30-<br />
0.60<br />
0.30-<br />
0.60<br />
0.40<br />
max<br />
0.40<br />
max<br />
8.50-<br />
9.50<br />
8.50-<br />
9.50<br />
0.010<br />
max<br />
0.010<br />
max<br />
0.020<br />
max<br />
0.020<br />
max<br />
0.30-<br />
0.60<br />
0.30-<br />
0.60<br />
0.50<br />
max<br />
0.50<br />
max<br />
0.07-<br />
0.13<br />
0.07-<br />
0.13<br />
(NF616)<br />
Forging<br />
Smls. Tube & Pipe<br />
Forged pipe<br />
Forging<br />
Zr: 0.01Max. Case 2179-5<br />
0.01<br />
max<br />
(Case 2179-5)<br />
- 320 -
表Ⅱ.2.2.2.2-3 候補材料の化学成分<br />
規格化 製品化<br />
No. 鋼種(材料名) 化学成分(%)<br />
規格の有無<br />
C Si Mn P S Cr Ni Mo Co V Nb Al Fe Ti N Cu W La B その他 規格名 規格されている形状 (どのような製品か、<br />
あるいは開発材か)<br />
火技解釈 Smls. Tube<br />
0.001-<br />
0.006<br />
1.50-<br />
2.00<br />
0.030-<br />
0.070<br />
0.04<br />
max<br />
0.04-<br />
0.09<br />
0.15-<br />
0.25<br />
0.30-<br />
0.60<br />
0.40<br />
max<br />
8.50-<br />
9.50<br />
0.010<br />
max<br />
0.020<br />
max<br />
0.30-<br />
0.60<br />
0.50<br />
max<br />
0.07-<br />
0.13<br />
9Cr-1.8W<br />
92系鋼 (火<br />
STPA29)<br />
/(火STBA29)<br />
/(火SFVAF29)<br />
(SA-213 T92)<br />
33<br />
0.07- 0.50 0.30- 0.020 0.001 8.50- 0.40 0.30-<br />
0.15- 0.04- 0.04<br />
0.03-<br />
0.001-<br />
1.5-2.00<br />
SA-213 Smls. Tube<br />
0.13 max 0.60 max max 9.50 max 0.60<br />
0.25 0.09 max<br />
0.07<br />
0.006<br />
/(SA-335 P92) SA-335 Smls. Pipe<br />
0.07- 0.50 0.30- 0.020 0.001 8.50- 0.40 0.30-<br />
0.15- 0.04- 0.04<br />
0.030-<br />
1.50-<br />
0.001-<br />
(SA-182 F92)<br />
SA-182 Forging<br />
0.13 max 0.60 max max 9.50 max 0.60<br />
0.25 0.09 max<br />
0.070<br />
2.00<br />
0.006<br />
/(SA-369 FP92) SA-182 Forged Pipe<br />
ASME ASME, ASTM ASTM<br />
0.05- 0.05 0.15- 0.15 0.30- 0.30 0.020 0.001 2.20- 2.20<br />
0.90- 0.90<br />
0.20- 0.20<br />
0.02<br />
0.012<br />
0.0015- 0.0015<br />
0.10 0.45 0.60 max max 2.60<br />
1.10<br />
0.30<br />
max<br />
max<br />
0.0070<br />
0.05- 0.15- 0.30- 0.020 0.010 2.20-<br />
0.70-<br />
0.20-<br />
0.020<br />
0.06- 0.012<br />
0.0015-<br />
0.10 0.45 0.70 max max 2.60<br />
1.10<br />
0.30<br />
max<br />
0.10 max<br />
0.0020<br />
34 T24 UNS UNS K30736 K30736 22.4Cr-1Mo 4C 1M<br />
(A213 T24) UNS K30736<br />
ASME, ASTM<br />
0.0005-<br />
0.005<br />
0.0005-<br />
0.006<br />
1.45-<br />
1.74<br />
1.45-<br />
1.75<br />
0.029<br />
max<br />
0.030<br />
max<br />
0.02-<br />
0.07<br />
0.02-<br />
0.08<br />
0.20-<br />
0.29<br />
0.20-<br />
0.30<br />
0.05-<br />
0.29<br />
0.05-<br />
0.30<br />
1.90-<br />
2.59<br />
1.90-<br />
2.60<br />
0.010<br />
max<br />
0.010<br />
max<br />
0.030<br />
max.<br />
0.030<br />
max.<br />
0.10-<br />
0.59<br />
0.10-<br />
0.60<br />
0.49<br />
max.<br />
0.50<br />
max.<br />
35 T23 UNS K40712 0.04-0.9<br />
Plate<br />
Forging<br />
火技解釈<br />
酸可溶性<br />
0.030 max.<br />
0.04-<br />
0.10<br />
(火SCMV4J1)<br />
/(火SFVAF22AJ1) 2.25Cr-1.6W<br />
火技解釈 Smls. Tube<br />
SA-213 Smls. Tube<br />
/(火STPA24J1)<br />
/(火STBA24J1)<br />
(SA-213 T23) 2.25Cr-1.6W<br />
Smls. Tube & Pipe<br />
Plate, Forging<br />
Case 2199-3<br />
0.0005-<br />
0.006<br />
0.0005-<br />
0.006<br />
1.45-<br />
1.75<br />
1.45-<br />
1.75<br />
0.030<br />
max<br />
0.030<br />
max<br />
0.030<br />
max<br />
0.030<br />
max<br />
0.02-<br />
0.08<br />
0.02-<br />
0.08<br />
0.20-<br />
0.30<br />
0.20-<br />
0.30<br />
0.05-<br />
0.30<br />
0.05-<br />
0.30<br />
1.90-<br />
2.60<br />
1.90-<br />
2.60<br />
0.010<br />
max<br />
0.010<br />
max<br />
0.030<br />
max<br />
0.030<br />
max<br />
0.10-<br />
0.60<br />
0.10-<br />
0.60<br />
0.50<br />
max<br />
0.50<br />
max<br />
0.04-<br />
0.10<br />
0.04-<br />
0.10<br />
(Case 2199-3) 2.25Cr-1.6W-V-<br />
Cb<br />
12Cr-W-Co-V-Nb-<br />
N<br />
36 SAVE12改良<br />
- 321 -<br />
- 321 -
表Ⅱ.2.2.2.2.-4 候補材の ASME/ASTM 規格<br />
合金名 Alloy230 Alloy617 Alloy625 Alloy HR-120 Alloy C276 Alloy800H Alloy800HT<br />
規格名 ASTM ASME/ASTM ASME/ASTM ASME ASME/ASTM ASME ASTM<br />
板材 B435-03 SB-168 SB-443 SB-409 SB-575 SB-409 B409-01<br />
鍛造材 B564-04 SB-564 B564-04 SB-564 B564-04 SB-564 B564-04<br />
Rod&Bar B572-03 B-166-04 SB-446 SB-408 SB-574 SB-408 B408-01<br />
B622-04a SB-167 SB-444 SB-407 SB-622 SB-407 B107-04<br />
継目無し管<br />
- 322 -<br />
とチューブ<br />
- 322 -
表Ⅱ2.2.2.2-5 高Ni 基合金の成分範囲<br />
元素 Alloy230 Alloy617 Alloy625 Alloy HR-120 Alloy C276 Alloy800H Alloy800HT<br />
Ni 残り 44.5min 58.0min 35.0min~ 残り 30.0min~ 30.0min~<br />
39.0max<br />
35.0max 35.0max<br />
Fe 3.0max 3.0max 5.0max 残り 4.0~7.0 39.5min 39.5min<br />
Cr 20.0~24.0 20.0~24.0 20.0~23.0 23.0min~ 14.5~16.5 19.0min~ 19.0min~<br />
27.0max<br />
23.0max 23.0max<br />
Co 5.0max 10.0~15.0 1.0max 3.0max 2.5max - -<br />
Mo 1.0~3.00 8.0~10.0 8.0~10.0 2.50max 15.0~17.0 - -<br />
Cu - - - 0.50max - 0.75max 0.75max<br />
W 13.0~15.0 - - 2.50max 3.0~4.5 - -<br />
C 0.05~0.15 0.05~0.15 0.1max 0.02min~ 0.010max 0.05~0.10 0.06~0.10<br />
0.10max<br />
Si 0.25~0.75 1.0max 0.5max 1.0max 0.08max 1.0max 1.0max<br />
Mn 0.3~1.00 1.0max 0.5max 1.5max 1.0max 1.5max 1.5max<br />
V - - - - 0.35max - -<br />
P 0.030max - 0.015max 0.040max 0.040max - -<br />
S 0.015max 0.015max 0.015max 0.03max 0.03max 0.015max 0.015max<br />
Ti - 0.6max 0.40max 0.20max - 0.15min~ 0.15min~<br />
0.60max 0.60max<br />
Aℓ 0.20~0.50 0.8~1.5 0.40max 0.40max - 0.15min~ 0.15min~<br />
0.60max 0.60max<br />
Nb - - 3.15~4.15 0.40min~ - - -<br />
(Nb+Ta) 0.90max<br />
N - - - 0.15min~ - - -<br />
0.30max<br />
- 323 -<br />
La 0.005~0.050 - - - - - -<br />
B 0.015max 0.006max - 0.010max - - -<br />
- 323 -
表Ⅱ.2.2.2.2-6 室温での機械的特性<br />
Alloy230 Alloy617 Alloy625 Alloy HR-120 Alloy C276 Alloy800H Alloy800HT<br />
機械的特性<br />
― ― グレード-2 ― ― ― ―<br />
65<br />
(450)<br />
65<br />
(450)<br />
100<br />
(690)<br />
90<br />
(621)<br />
100<br />
(690)<br />
95<br />
(655)<br />
110<br />
(760)<br />
40<br />
40<br />
41<br />
25<br />
25<br />
(276) (276) (283) (170) (170)<br />
30 30 40 30 30<br />
45<br />
35<br />
(310) (240)<br />
40 35<br />
シート、ストリップ:30<br />
引張強さ,min,ksi<br />
(MPa)<br />
降伏点, min,ksi<br />
(Mpa)<br />
伸び(長さ 2in.又は 4D)<br />
min,%<br />
表Ⅱ.2.2.2.2-7 熱処理{最低温度 ˚F(℃)}<br />
製品形態 Alloy230 Alloy617 Alloy625 Alloy HR-120 Alloy C276 Alloy800H Alloy800HT<br />
板材 固溶化熱処理 固溶化熱処理 固溶化熱処理 最終焼きなまし 適切な熱処理を 最終焼きなまし 最終焼きなま<br />
2200~2275˚F 2200~2275˚F 2000˚F(1093℃) 温度 2150˚F 協議すること。 温度 2050 ˚ F し温度 2100˚F<br />
(1204~1246℃) (1204~1246℃) 必要な場合、 (1177℃)<br />
(1121℃) (1149℃)<br />
後水冷等による 後水冷等による 安定化焼きなまし<br />
焼入れ処理 焼入れ処理 1800˚F(982℃)<br />
鍛造材 固溶化熱処理 固溶化熱処理 固溶化熱処理 annealed 同上 annealed annealed<br />
2150˚F(1177℃) 2150˚F(1177℃) 2150˚F(1177℃)<br />
後水冷等による 後水冷等による 後水冷等による<br />
焼入れ処理 焼入れ処理 焼入れ処理<br />
Rod&Bar 板材と同じ annealed 板材と同じ 板材と同じ 同上 板材と同じ 板材と同じ<br />
Smls 管とチューブ 固溶化熱処理 固溶化熱処理<br />
同上 同上 同上 同上 同上<br />
2200˚F(1204℃) 2100~2250˚F<br />
後水冷等による 後水冷等による<br />
焼入れ処理 焼入れ処理<br />
- 324 -<br />
- 324 -
表Ⅱ.2.2.2.2-8 表面仕上げに関する記載内容(1/2)<br />
No 鋼種 形状 記載内容<br />
1-1 Alloy230 板材 シートとストリップ:熱間、冷間圧延、焼きなまし及び固溶化熱処理<br />
1-2 鍛造材<br />
をした材料は脱錆すること。<br />
板材:脱錆<br />
材料は品質、状態、健全性が均一で、有害な不完全部が無いこと。<br />
1-3 ロッド 材料は、品質的に均一で、滑らかな状態で、有害な欠陥が無いこと。<br />
1-4<br />
管材 材料は、固溶化熱処理を実施し、錆を落とした状態で供給すること。<br />
2-1 Alloy617 板材 材料は品質が均一で、焼戻しされ、滑らかで、商業的に直線又は平坦<br />
であり、有害な不完全部が無いこと。<br />
2-2 鍛造材 材料は品質、状態、健全性が均一で、有害な不完全部が無いこと。<br />
2-3 ロッド 材料は品質が均一で、滑らかな状態で、有害な不完全部が無いこと。<br />
2-4<br />
管材 材料は品質が均一で、焼戻しされ、滑らかで、商業的に直線であり、<br />
有害な不完全部が無いこと。<br />
3-1 Alloy625 板材 材料は品質が均一で、焼戻しされ、滑らかで、商業的に直線又は平坦<br />
であり、有害な不完全部が無いこと。<br />
3-2 鍛造材 材料は品質、状態、健全性が均一で、有害な不完全部が無いこと。<br />
3-3 ロッド 入手可能な状態<br />
・ 熱間仕上げ、焼きなまし又は固溶化焼きなまし、柔らかで固着<br />
した暗い酸化面<br />
・ 熱間仕上げ、焼きなまし又は固溶化焼きなまし、ピクリン酸処理<br />
・ 熱間加工、焼きなまし、粗いグラインダー処理<br />
・ 熱間加工、焼きなまし、機械加工<br />
・ 冷間引抜き、焼きなまし又は固溶化やきなまし、ピクリン酸処理<br />
3-4<br />
管材 冷間引抜き材:<br />
・ 外径をグラインダー処理した焼きなまし、又は、固溶化熱処理をした<br />
状態<br />
・ 焼きなまし又は固溶化熱処理し、その後ピクリン酸処理した状態<br />
4-1 Alloy 板材 材料は、品質が均一で、焼戻しされ、滑らかで商業的に直線又は平坦<br />
HR-120<br />
で有害な不完全部が無いこと。<br />
4-2 鍛造材 材料は品質、状態、健全性が均一で、有害な不完全部が無いこと。<br />
4-3 ロッド 材料は、品質及び状態が均一で滑らかで商業的に直線及び平坦で<br />
有害な不完全部が無いこと。<br />
4-4<br />
管材 材料は品質が一定で、焼戻しされ、滑らかで商業的に直線で、有害な<br />
不完全部が無いこと。<br />
5-1 Alloy C276 板材 シートとストリップ:熱間、冷間圧延、焼きなまし及び固溶化熱処理をした<br />
材料は脱錆すること。<br />
板材:熱間又は冷間圧延、固溶化焼なまし、脱錆<br />
5-2 鍛造材 材料は品質、状態、健全性が均一で、有害な不完全部が無いこと<br />
5-3<br />
ロッド 1. 直径が 5/16~3/4in.(7.94~19.05mm)を除いたロッドで、熱間<br />
又は冷間仕上げ、溶体化焼鈍及びピクリン酸処理又は機械的に脱錆した<br />
もの。<br />
2 直径が5/16~3/4in.(7.94~19.05mm)のロッドで、熱間又は冷間<br />
仕上げ、溶体化焼鈍し、グラインダー又は回転加工でしたもの。<br />
- 325 -<br />
- 325 -
表Ⅱ.2.2.2.2-8 表面仕上げに関する記載内容(2/2)<br />
No 鋼種 形状 記載内容<br />
5-4 Alloy C276 管材 溶体化焼きなましを行い、錆を落とした状態とする。<br />
6-1 Alloy800H 板材 材料は、品質が均一で、焼戻しされ、滑らかで商業的に直線又は平坦<br />
で有害な不完全部が無いこと。<br />
6-2 鍛造材 材料は品質、状態、健全性が均一で、有害な不完全部が無いこと。<br />
6-3 ロッド 材料は、品質及び状態が均一で滑らかで商業的に直線及び平坦で<br />
有害な不完全部が無いこと。<br />
6-4<br />
管材 材料は品質が均一で、焼戻しされ、滑らかで、商業的に直線であり、<br />
有害な不完全部が無いこと。<br />
7-1 Alloy800HT 板材 材料は、品質及び状態が均一で滑らかで商業的に直線及び平坦で<br />
有害な不完全部が無いこと。<br />
7-2 鍛造材 材料は品質、状態、健全性が均一で、有害な不完全部が無いこと。<br />
7-3 ロッド 材料は、品質及び状態が均一で滑らかで商業的に直線及び平坦で<br />
有害な不完全部が無いこと。<br />
7-4<br />
管材 材料は品質が均一で、焼戻しされ、滑らかで、商業的に直線であり、<br />
有害な不完全部が無いこと。<br />
- 326 -<br />
- 326 -
表Ⅱ.2.2.2.2-9 結晶粒サイズに関する記載内容<br />
No 鋼種 形状 記載内容<br />
1-1 Alloy230 板材 板厚t≦0.125in.(3.175mm):ASTM 結晶粒 max3.0<br />
1-2 鍛造材 ―<br />
1-3 ロッド ―<br />
1-4<br />
管材 ―。<br />
板厚t>0.125in.(3.175mm):ASTM 結晶粒 max1.5<br />
2-1 Alloy617 板材 深絞り用薄板と条板<br />
薄板(板幅≦56in.)<br />
板厚t≦0.05in.(1.3mm) ASTM 結晶粒:4.5<br />
0.05
表Ⅱ.2.2.2.2-10 化学分析に関する記載内容(1/4)<br />
No 鋼種 形状 記載内容<br />
1-1 Alloy230 板材 製品分析を実施する場合、B906 の規定に適合すること。<br />
1-2 鍛造材 1. 製品分析を実施する場合、材料は B880 の規定に適合すること。<br />
2. 代表的なサンプルは鋳込み又はその後の工程で採取すること。<br />
3. ロット毎に1 試験<br />
4. 化学分析方法 E350、E1473<br />
1-3 ロッド 1. 製品分析を実施する場合、材料は B880 の規定に適合すること。<br />
1-4<br />
2. ロットは1 ヒートで構成すること。<br />
3. 代表的なサンプルは鋳込み又はその後の工程で採取すること。<br />
4. ヒート毎に1 試験<br />
5. 分析方法は E1473 とし、カバーされていない元素は購入者と製造者<br />
の協議事項とする。<br />
管材 1. 製品分析を実施する場合、材料は B829 で規定している許容公差<br />
内の寸法であること。<br />
2. 代表的なサンプルは鋳込み又はその後の工程で採取すること。<br />
3. ロット毎に 1 試験<br />
4. 化学分析は B829 によること。<br />
2-1 Alloy617 板材 1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
2-2 鍛造材<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程で採取すること。<br />
4. ロット毎に1 試験<br />
5. 化学分析方法 E350、E1473<br />
1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程で採取すること。<br />
4. ロット毎に1 試験<br />
5. この仕様で合意しない場合、化学分析方法 E350、E1473 による<br />
こと。<br />
2-3 ロッド 1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程で採取すること。<br />
4. ロット毎に1 試験<br />
5. この仕様で合意しない場合、化学分析方法 E350、E1473 による<br />
こと。<br />
2-4<br />
管材 1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法 E350、E1473 によること。<br />
- 328 -<br />
- 328 -
表Ⅱ.2.2.2.2-10 化学分析に関する記載内容(2/4)<br />
No 鋼種 形状 記載内容<br />
3-1 Alloy625 板材 1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
3-2 鍛造材<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法:E1473 によること。<br />
1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E350、E1473 によること。<br />
3-3 ロッド 1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E1473 によること。<br />
3-4<br />
管材 1. 製品分析を実施する場合、材料は B829 に記述されている分析の<br />
許容範囲にあること。<br />
2. ロット毎に1 試験<br />
4-1 Alloy 板材 1. 製品分析を実施する場合、材料は表-2 に従った製品分析に適合<br />
HR-120<br />
すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E1473 によること。<br />
4-2 鍛造材 1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E350、E1473 によること。<br />
4-3 ロッド 1. 製品分析を実施する場合、材料は表-2 に従った製品分析に適合<br />
すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E1473 によること。<br />
- 329 -<br />
- 329 -
表Ⅱ.2.2.2.2-10 化学分析に関する記載内容(3/4)<br />
No 鋼種 形状 記載内容<br />
4-4 Alloy<br />
管材 1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
HR-120<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E1473 によること。<br />
5-1 Alloy C276 板材 1. 製品分析を実施する場合、材料は表-1 と B906 に記述されている<br />
要求事項に適合すること。<br />
5-2 鍛造材 1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E350、E1473 によること。<br />
5-3 ロッド 1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E1473 によること。<br />
5-4<br />
管材 1. 製品分析を実施する場合、材料は B829 の許容する公差の対象と<br />
なる表-1 に規定する要求事項に一致すること。<br />
2. ロットはB829 で定義しているものとすること。<br />
3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
6-1 Alloy800H 板材 1. 製品分析を実施する場合、材料は表-2 に規定する要求事項に適合<br />
すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E1473 によること。<br />
6-2<br />
鍛造材 1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E350、E1473 によること。<br />
- 330 -<br />
- 330 -
表Ⅱ.2.2.2.2-10 化学分析に関する記載内容(4/4)<br />
No 鋼種 形状 記載内容<br />
6-3 Alloy800H ロッド 1. 製品分析を実施する場合、材料は表-2 に規定する要求事項に適合<br />
6-4<br />
すること。<br />
2. ロットは1 ヒートで構成すること。<br />
3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E1473 によること。<br />
管材 1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
7-1 Alloy800 板材<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E1473 によること。<br />
1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
HT<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E1473 によること。<br />
7-2 鍛造材 1. ロットは1ヒートで構成すること。 2. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
3. ロット毎に1 試験<br />
4. 合意しない場合、化学分析方法は E350、E1473 によること。<br />
7-3 ロッド 1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E1473 によること。<br />
7-4<br />
管材 1. 製品分析を実施する場合、材料は B880 に記述されている範囲に<br />
適合すること。<br />
2. ロットは1ヒートで構成すること。 3. 代表的なサンプルは鋳込み又はその後の工程中で採取すること。<br />
4. ロット毎に1 試験<br />
5. 合意しない場合、化学分析方法は E1473 によること。<br />
- 331 -<br />
- 331 -
表Ⅱ.2.2.2.2-11 引張試験に関する記載内容(1/4)<br />
No 鋼種 形状 記載内容<br />
1-1 Alloy230 板材 表-2 に記述している引張特性に適合すること。<br />
1-2 鍛造材 表-2 に記述している機械的特性に適合すること。<br />
1-3 ロッド 室温での材料の機械的特性は、表-3 に示す値に適合すること。<br />
1-4<br />
管材 室温での材料の機械的特性は、表-3 に示す値に適合すること。<br />
2-1 Alloy617 板材 1. 材料は、表-3 に示されている機械的特性に適合すること。<br />
2. 機械的特性、硬さ及び結晶粒サイズ試験に対するロットは、同じヒート、<br />
公称 厚さと熱処理状態とすること。<br />
3. ロット毎に1 試験<br />
4. この仕様で合意していない場合、引張試験方法 E8 によること。<br />
2-2 鍛造材 1. 材料は、表-2 に示されている機械的特性に適合すること。<br />
2. 機械的特性及び結晶粒サイズ試験に対するロットは、同じヒート、サイズ、<br />
仕上げ、熱処理状態及び 1 回の工程で代表すること。<br />
3. ロット毎に1 試験<br />
4. この仕様で合意していない場合、引張試験方法 E8 によること。<br />
2-3 ロッド 1. 材料は、表-2(ロッド、棒材)と表-3(撚り線)に示されている<br />
2-4<br />
機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、公称の直径又は厚さと<br />
熱処理状態で構成すること。<br />
3. ロット毎に1 試験<br />
4. この仕様で合意していない場合、引張試験方法 E8 によること。<br />
管材 1. 材料は、表-2 に示されている機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、公称寸法(長さを除く)と<br />
熱処理状態で構成すること。<br />
3. 試験片の採取場所はロットを代表する場所とする。<br />
3. ロット毎に1 試験<br />
4. 引張試験方法 E8 によること。<br />
3-1 Alloy625 板材 1. 材料は、表-3 に示されている機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、公称厚さと熱処理状態で<br />
構成すること。<br />
3. 試験片はロットを代表するものであること。<br />
4. ロット毎に1 試験<br />
5. この仕様で合意していない場合、引張試験方法 E8 によること。<br />
3-2 鍛造材 1. 材料は、表-2 に示されている機械的特性に適合すること。<br />
3-3<br />
2. 機械的特性に対するロットは、同じヒート、サイズ、仕上げ、熱処理状態<br />
と 1 回の工程で構成すること。<br />
3. 試験片はロットを代表する場所から採取したものであること。<br />
4. ロット毎に1 試験<br />
5. この仕様で合意していない場合、引張試験方法 E8 によること。<br />
ロッド 1. 材料は、表-1 に示している室温での引張特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、公称厚さと熱処理状態で<br />
構成すること。<br />
- 332 -<br />
- 332 -
表Ⅱ.2.2.2.2-11 引張試験に関する記載内容(2/4)<br />
No 鋼種 形状 記載内容<br />
3-3 Alloy625 ロッド 3. 試験片は最終状態の材料から採取し、製造方向で試験すること。<br />
3-4<br />
4. ロット毎に1 試験<br />
5. この仕様で合意していない場合、引張試験方法 E8 によること。<br />
管材 1. 材料は、表-1 に示している室温での引張特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、公称厚さと熱処理状態で<br />
構成すること。<br />
3. ロット毎に1 試験<br />
4-1 Alloy 板材 1. 材料は、表-3 に示されている機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、公称板厚と熱処理状態で<br />
構成すること。<br />
3. ロット毎に1 試験 4<br />
4. 試験片は最終状態から採取し、圧延方向に直角な方向とすること。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
4-2 鍛造材 1. 材料は、表-2 に示されている機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、サイズ、仕上げ、熱処理状態<br />
と 1 回の工程で構成すること。<br />
3. ロット毎に1 試験<br />
4. ロットを代表する試験片は、鍛造材又は試験材の延長材から採取する<br />
こと。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
4-3 ロッド 1. 材料は、表-1 に示されている機械的特性に適合すること。<br />
4-4<br />
HR-120<br />
2. 機械的特性に対するロットは、同じヒート、公称サイズ(長さを除く)と<br />
熱処理状態で構成すること。<br />
3. ロット毎に1 試験<br />
4. 引張試験片は、最終状態から採取し、製造方向で試験すること。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
管材 1. 材料は、表-2 に示されている機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、公称外径又は肉厚と熱処理<br />
状態で構成すること。<br />
3. ロット毎に1 試験<br />
4. 引張試験片は、最終状態から採取し、製造方向で試験すること。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
5-1 Alloy C276 板材 1. 材料は、表-2 に示されている機械的特性に適合すること。<br />
5-2<br />
鍛造材 1. 材料は、表-2 に示されている機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、サイズ、仕上げ、熱処理状態<br />
と 1 回の工程で構成すること。<br />
3. ロット毎に1 試験<br />
4. ロットを代表する試験片は、鍛造材又は試験材の延長材から採取する<br />
こと。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
- 333 -<br />
- 333 -
表Ⅱ.2.2.2.2-11 引張試験に関する記載内容(3/4)<br />
No 鋼種 形状 記載内容<br />
5-3 Alloy C276 ロッド 1. 材料は、表-5 に示されている機械的特性に適合すること。<br />
5-4<br />
2. 機械的特性に対するロットは、仕上げた材料の各ロットから採取する<br />
こと。<br />
3. ロット毎に1 試験<br />
4. 引張試験片は、最終の熱処理した材料から採取し、製造方向で<br />
試験すること。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
管材 1. 材料は、表-3 に示されている機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、B829 の仕様で定義している様に<br />
すること。<br />
3. ロット毎に1 試験<br />
4. 引張試験片は、最終の熱処理した材料から採取し、製造方向で<br />
試験すること。<br />
5. 機械的特性の試験方法は、B829 の方法に従って決定すること。<br />
6-1 Alloy800H 板材 1. 材料は、表-3 に示されている機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、公称板厚と熱処理状態で<br />
構成すること。<br />
3. ロット毎に1 試験<br />
4. 試験片は最終状態から採取し、幅が許容する場合、圧延方向に<br />
直角な方向とすること。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
6-2 鍛造材 1. 材料は、表-2 に示されている機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、サイズ、仕上げ、熱処理状態<br />
と 1 回の工程で構成すること。<br />
3. ロット毎に1 試験<br />
4. ロットを代表する試験片は、鍛造材又は試験材の延長材から採取する<br />
こと。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
6-3 ロッド 1. 材料は、表-1 に示されている機械的特性に適合すること。<br />
6-4<br />
2. 機械的特性に対するロットは、同じヒート、公称板厚と熱処理状態で<br />
構成すること。<br />
3. ロット毎に1 試験<br />
4. 引張試験片は、最終の熱処理した材料から採取し、製造方向で<br />
試験すること。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
管材 1. 材料は、表-2 に示されている機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、公称サイズ(長さを除く)と<br />
熱処理状態で構成すること。<br />
3. ロット毎に1 試験<br />
4. 引張試験片は、最終状態から採取し、製造方向で試験すること。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
- 334 -<br />
- 334 -
表Ⅱ.2.2.2.2-11 引張試験に関する記載内容(4/4)<br />
No 鋼種 形状 記載内容<br />
7-1 Alloy800 板材 1. 材料は、表-3 に示されている機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、公称板厚と熱処理状態で<br />
構成すること。<br />
3. ロット毎に1 試験<br />
4. 試験片は最終状態から採取し、幅が許容する場合、圧延方向に<br />
直角な方向とすること。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
7-2 鍛造材 1. 材料は、表-2 に示されている機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、サイズ、仕上げ、熱処理状態<br />
と 1 回の工程で構成すること。<br />
3. ロット毎に1 試験<br />
4. ロットを代表する試験片は、鍛造材又は試験材の延長材から採取する<br />
こと。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
7-3 ロッド 1. 材料は、表-5 に示されている機械的特性に適合すること。<br />
7-4<br />
HT<br />
2. 機械的特性に対するロットは、同じヒート、公称板厚と熱処理状態で<br />
構成すること。<br />
3. ロット毎に1 試験<br />
4. 引張試験片は、最終の熱処理した材料から採取し、製造方向で<br />
試験すること。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
管材 1. 材料は、表-2 に示されている機械的特性に適合すること。<br />
2. 機械的特性に対するロットは、同じヒート、公称サイズ(長さを除く)と<br />
熱処理状態で構成すること。<br />
3. ロット毎に1 試験<br />
4. 引張試験片は、最終状態から採取し、製造方向で試験すること。<br />
5. 合意していない場合、引張試験方法 E8 によること。<br />
- 335 -<br />
- 335 -
表Ⅱ.2.2.2.2-12 水圧試験又は非破壊試験に関する記載内容(1/2)<br />
No 鋼種 形状 記載内容<br />
1 Alloy230 管材 1. 製造者は、仕様 B829 に従った水圧又は非破壊試験を実施すること。<br />
2. 1000psi より高い水圧試験は、製造者と購入者間の合意か B829 での<br />
許容繊維応力を超えない場合、製造者のオプションで実施しても良い。<br />
2 Alloy617 管材 1. 管又はチューブが水圧試験中に漏えいする場合、不合格とすること。<br />
2. ロットでの各ピース<br />
3. 外径が1/8in.(3mm)以上で肉厚が 0.015in.(0.38mm)以上の各管又は<br />
チューブは、許容繊維応力を超えない場合、1000psi(6.9MPa)の初期<br />
水圧で試験すること。<br />
4. 購入者と製造者間で合意した場合、許容繊維応力の 1.2 倍で試験<br />
しても良い。<br />
3 Alloy625 管材 1. 水圧試験中に漏えいする場合、不合格とすること。<br />
4 Alloy<br />
HR-120<br />
2. 各ロットの各ピース<br />
3. 外径が1/8in. (3mm)以上で肉厚が 0.015in.(0.38mm)以上の各管又は<br />
チューブは、許容繊維応力を 25000psi(172MPa)として試験すること。<br />
(グレード 2)<br />
4. 購入者と製造者間で合意した場合、許容繊維応力の 1.2 倍で試験<br />
しても良い。<br />
管材 1. 外径が1/8in.(3.2mm)以上で肉厚が 0.015in.(0.38mm)以上の各管又は<br />
チューブは、許容繊維応力 22.500psi(155MPa)を超えない場合、1000psi<br />
(6.9MPa)の水圧で試験すること。<br />
2. 購入者と製造者間で合意した場合、許容繊維応力の 1.2 倍で試験<br />
しても良い。<br />
3. 管又はチューブは水圧試験を行うか、代替として非破壊の渦電流試験を<br />
製造者のオプションとして使用しても良い。<br />
4. 渦電流試験は、E426 又は E571 の方法に従って実施すること。<br />
4-1. 他で規定していない場合、製造者のオプションで不合格の感度レベルを<br />
確立する為に、下記の不連続部を含めること。<br />
① ドリル孔:直径 0.031in.(0.79mm)<br />
② ノッチ:肉厚の12.5%の深さ又は 0.004in.(0.10mm)の何れか大きい<br />
値<br />
4-2. 渦電流試験装置の校正頻度<br />
① 操行開始前、終了後<br />
② 試験時間が4 時間になる前<br />
③ 機能不良が疑われる場合又は装置が放置されている場合<br />
4-3. 校正用不連続部からの信号と等しいか大きい信号を生じる材料は<br />
5 Alloy C276 管材<br />
不合格とすること。<br />
5. 各部/ロット<br />
1. 製造者は、仕様 B829 に従った水圧又は非破壊試験を実施すること。<br />
2. 1000psi より高い水圧試験は、製造者と購入者間の合意か B829 での<br />
許容繊維応力を超えない場合、製造者のオプションで実施しても良い。<br />
- 336 -<br />
- 336 -
表Ⅱ.2.2.2.2-12 水圧試験又は非破壊試験に関する記載内容(2/2)<br />
No 鋼種 形状 記載内容<br />
6 Alloy800H 管材 1. 外径が1/8in.(3.2mm)以上で肉厚が 0.015in.(0.38mm)以上の各管又は<br />
7 Alloy800<br />
HT<br />
チューブは、許容繊維応力 16.600psi(115MPa)を超えない場合、1000psi<br />
(6.9MPa)の水圧で試験すること。<br />
2. 購入者と製造者間で合意した場合、許容繊維応力の 1.2 倍で試験<br />
しても良い。<br />
3. 管又はチューブは水圧試験を行うか、代替として非破壊の渦電流試験を<br />
製造者のオプションとして使用しても良い。<br />
4. 渦電流試験は、E426 又は E571 の方法に従って実施すること。<br />
4-1. 他で規定していない場合、製造者のオプションで不合格の感度レベルを<br />
確立する為に、下記の不連続部を含めること。<br />
① ドリル孔:直径 0.031in.(0.79mm)<br />
② ノッチ:肉厚の12.5%の深さ又は 0.004in.(0.10mm)の何れか大きい<br />
値<br />
4-2. 渦電流試験装置の校正頻度<br />
① 操行開始前、終了後<br />
② 試験時間が4 時間になる前<br />
③ 機能不良が疑われる場合又は装置が放置されている場合<br />
4-3. 校正用不連続部からの信号と等しいか大きい信号を生じる材料は<br />
不合格とすること。<br />
5. 各部/ロット<br />
管材 同上<br />
- 337 -<br />
- 337 -
表Ⅱ.2.2.2.2-13 検査と再検査に関する記載内容(1/2)<br />
No 鋼種 形状 記載内容<br />
1-1 Alloy230 板材 ―<br />
1-2 鍛造材 1. 検査:購入者による材料検査は、購入契約の一部として購入者と<br />
製造者間の合意事項とすること。<br />
2. 不合格と再審:購入者により試験され、この仕様の要求事項に<br />
1-3 ロッド<br />
適合しない材料は拒否すること。このことは速やかに製造者又は<br />
供給者に連絡すること。試験結果が不満足な場合、製造者又は<br />
供給者は再審のクレームを出すこと。<br />
3. 証明書:製造者の証明書は、材料がこの仕様に基づいて製造、<br />
試験及び検査し、代表的なサンプルでの試験結果は、この仕様の<br />
要求事項に適合していること購入者に報告する為のものである<br />
こと。試験結果の報告書を添付すること。<br />
同上<br />
1-4<br />
管材 同上<br />
2-1 Alloy617 板材 同上<br />
2-2 鍛造材 同上<br />
2-3 ロッド 同上<br />
2-4<br />
管材 同上<br />
3-1 Alloy625 板材 同上<br />
3-2 鍛造材 同上<br />
3-3 ロッド 同上<br />
3-4<br />
管材 同上<br />
4-1 Alloy 板材 同上<br />
4-2 HR-120 鍛造材 同上<br />
4-3 ロッド 同上<br />
4-4<br />
管材 同上<br />
5-1 Alloy C276 板材 ―<br />
5-2 鍛造材 1-2 項と同じ<br />
5-3 ロッド 同上<br />
5-4<br />
管材 1. 検査:購入者による材料検査は、購入契約の一部として購入者と<br />
製造者間の合意事項とすること。<br />
2. 証明書:製造者の証明書は、材料がこの仕様に基づいて製造、<br />
試験及び検査し、代表的なサンプルでの試験結果は、この仕様の<br />
要求事項に適合していること購入者に報告する為のものである<br />
こと。試験結果の報告書を添付すること。<br />
- 338 -<br />
- 338 -
表Ⅱ.2.2.2.2-13 検査と再検査に関する記載内容(2/2)<br />
No 鋼種 形状 記載内容<br />
6-1 Alloy800H 板材 1. 検査:購入者による材料検査は、購入契約の一部として購入者と<br />
6-2 鍛造材 1-2 項と同じ<br />
6-3 ロッド 同上<br />
6-4<br />
7-1 Alloy800 板材 同上<br />
製造者間の合意事項とすること。<br />
2. 不合格と再審:購入者により試験され、この仕様の要求事項に<br />
適合しない材料は拒否すること。このサンプル試験は、3 週間以内に<br />
試験報告書を作成すること。試験結果が不満足な場合、製造者<br />
又は供給者は期間内に再審のクレームを出すこと。<br />
3. 証明書:製造者の証明書は、材料がこの仕様に基づいて製造、<br />
試験及び検査し、代表的なサンプルでの試験結果は、この仕様の<br />
要求事項に適合していること購入者に報告する為のものである<br />
こと。試験結果の報告書を添付すること。<br />
管材 1. 検査:購入者による材料検査は、購入契約の一部として購入者と<br />
7-2 HT 鍛造材 1-2 項と同じ<br />
7-3 ロッド 同上<br />
7-4<br />
製造者間の合意事項とすること。<br />
2. 不合格と再審:購入者により試験され、この仕様の要求事項に<br />
適合しない材料は拒否すること。このサンプルは、試験報告した<br />
日から 3 週間保管すること。試験結果が不満足な場合、製造者<br />
又は供給者は期間内に再審のクレームを出すこと。<br />
3. 証明書:製造者の証明書は、材料がこの仕様に基づいて製造、<br />
管材 6-4 項と同じ<br />
試験及び検査し、代表的なサンプルでの試験結果は、この仕様の<br />
要求事項に適合していること購入者に報告する為のものである<br />
こと。試験結果の報告書を添付すること。<br />
- 339 -<br />
- 339 -
許容値<br />
板<br />
シート&<br />
ストリッ<br />
プ<br />
ロッド<br />
&<br />
バー<br />
継目<br />
無し<br />
管<br />
合金<br />
表Ⅱ.2.2.2.2-14 寸法に関する記述<br />
Alloy<br />
230<br />
Alloy<br />
617<br />
- 340 -<br />
Alloy<br />
625<br />
Alloy<br />
HR-120<br />
Alloy<br />
C-276<br />
Alloy<br />
800H<br />
Alloy<br />
800HT<br />
板厚と重量 ― ○ ○ ○ ― ○ ○<br />
板厚(2in.以上) ― ○ ○ ○ ― ○ ○<br />
板厚 C&H ― ○ ○ ○ ○ ○ ○<br />
幅 ― ○ ○ ○ ○ ○ ○<br />
直径 C&H △ロッド ○ ○ ○ △ロッド ○ ○<br />
真円度 C&H △ロッド ― ― ― △ロッド ― ―<br />
面間距離 C&H ― ○ ○ ○ ― ○ ○<br />
機械加工 H ― ○ ○ ○ ― ○ ○<br />
長さ ○ ○ ○ ○ ○ ○ ○<br />
ワイヤ径 C ― ○ ― ― ― ― ―<br />
直線性 C&H △文章 ○ ○ ○ △文章 ○ ○<br />
外径と肉厚<br />
C&H<br />
― ○ ― ○ ― ○ ○<br />
外径と肉厚<br />
(公称)<br />
○ ― ― ― ○ ― ○<br />
長さ ― ○ ○ △文章 ― ○ △文章<br />
直線性 ― ― ― △文章 ― △文章 △文章<br />
外径と肉厚<br />
(小径薄肉)<br />
― ― ○ ― ― ― ―<br />
注)C:冷間加工<br />
H:熱間加工<br />
ロッド:ロッドのみ規定<br />
文章:文章で規定<br />
- 340 -
表Ⅱ.2.2.2.2-15 製品のマーキングに関する記載内容(1/3)<br />
No 鋼種 形状 記載内容<br />
1-1 Alloy230 板材 1. 製品の片面に、材料仕様番号、合金名、ヒート番号、製造者の識別<br />
及びサイズをマークすること。<br />
2. マーキングが材料又はその性能を劣化する影響が無く、通常の取扱い<br />
に耐える為に充分に安定であること。<br />
3. 各結束又は船積み用コンテナは、材料名、この仕様番号、合金名、<br />
1-2 鍛造材<br />
サイズ、総重量、容器重量、単体重量、送り主、送り先住所、契約<br />
又は、発注で明確にする他の情報をマークすること。<br />
1. 製品に、材料名、仕様番号、ヒート番号、熱処理状態又は発注を明確<br />
にする様な他の情報を読み易くマークすること。<br />
1-3 ロッド 同上<br />
1-4<br />
管材 ―<br />
2-1 Alloy617 板材 1. 各結束又は船積み用コンテナは、材料名、UNS 番号、熱処理状態、<br />
この仕様番号、サイズ、総重量、ネット重量、委託者とその住所、<br />
契約又は発注番号、発注又は契約で明確にする他の情報をマークする<br />
こと。<br />
2-2 鍛造材 1. 材料に、材料名、仕様番号、ヒート番号、熱処理状態又は発注を<br />
明確にする様な他の情報を読み易くマークすること。<br />
2-3 ロッド 1. 下記事項は材料又は梱包材に含めるか又は梱包材に取付けるラベル<br />
又はタグにマークすること。;材料名又は UNS 番号、ヒート番号、熱処理<br />
状態(焼戻し)、この仕様書番号、サイズ、総重量、容器重量と<br />
ネット重量。発送者と荷受者の住所、契約又は発注番号、契約書<br />
又は発注書で定義される他の情報<br />
2-4<br />
管材 同上<br />
3-1 Alloy625 板材 1. 各結束又は船積み用コンテナは、材料名、UNS 番号、熱処理状態、<br />
この仕様番号、サイズ、総重量、ネット重量、委託者とその住所、<br />
契約又は発注番号、発注又は契約で明確にする他の情報をマークする<br />
こと。<br />
3-2 鍛造材 1. 材料に、材料名、仕様番号、ヒート番号、熱処理状態及び契約又は<br />
発注を明確にする様な他の情報を読み易くマークすること。<br />
3-3 ロッド 1. 下記事項は材料又は梱包材に含めるか又は梱包材に取付けるラベル<br />
又はタグにマークすること。;材料名又は UNS 番号、ヒート番号、熱処理<br />
状態(焼戻し)、この仕様書番号、サイズ、総重量、容器重量と<br />
ネット重量。発送者と荷受者の住所、契約又は発注番号、契約書<br />
又は発注書で定義される他の情報<br />
3-4<br />
管材 ―<br />
4-1 Alloy 板材 1. 各結束又は船積み用コンテナは、材料名、熱処理状態、この仕様番号、<br />
HR-120<br />
サイズ、全体、裸及び正味重量、荷受人の住所、契約又は発注番号、<br />
発注又は契約或いは発注を明確にする様な他の情報をマークする<br />
こと。<br />
4-2<br />
鍛造材 1. 材料に、材料名、仕様番号、ヒート番号、熱処理状態及び契約又は<br />
発注を明確にする様な他の情報を読み易くマークすること。<br />
- 341 -<br />
- 341 -
表Ⅱ.2.2.2.2-15 製品のマーキングに関する記載内容(2/3)<br />
No 鋼種 形状 記載内容<br />
4-3 Alloy ロッド 1. 下記事項は材料又は梱包材に含めるか又は梱包材に取付けるラベル<br />
4-4<br />
HR-120<br />
又はタグにマークすること。;材料名又は UNS 番号、ヒート番号、熱処理<br />
状態(焼戻し)、この仕様番号、発行日、サイズ、総重量、容器重量<br />
とネット重量。発送者と荷受者の住所、契約又は発注番号、契約書<br />
又は発注書で定義される他の情報<br />
管材 1. 製品のマーキング<br />
長さが3ft(914mm)より短くない場合、外径が 3/4in.(19.1mm)<br />
以上の部品に、製造者の名前又は商標、材料の商品名又は UNS<br />
番号、ヒート番号と公称サイズを明瞭にマークすること。<br />
材料にマークする方法は、有害な汚染とならない方法によること。<br />
2. 外径が3/4in.(19.1mm)より小さく、長さが 3ft(914mm)より<br />
短い材料に対して、1 項の情報は材料が船積みされる結束又は<br />
ボックスに安全に取付けるタグに模写又はマークすること。<br />
5-1 Alloy C276 板材 1. 製品の片面に、材料仕様番号、合金名、ヒート番号、製造者の識別<br />
及びサイズをマークすること。<br />
2. マーキングが材料又はその性能を劣化する影響が無く、通常の取扱い<br />
に耐える為に充分に安定であること。<br />
3. 各結束又は船積み用コンテナは、材料名、この仕様番号、合金名、<br />
5-2 鍛造材<br />
サイズ、総重量、容器重量、単体重量、送り主、送り先住所、契約<br />
又は、発注で明確にしている他の情報をマークすること。<br />
1. 材料に、材料名、仕様番号、ヒート番号、熱処理状態及び契約又は<br />
発注を明確にする様な他の情報を読み易くマークすること。<br />
5-3 ロッド 1. 直径が1/2in.(12.7mm)以上の材料は、仕様番号、合金、<br />
ヒート番号、製造者の識別及びサイズをマークすること。<br />
2. 各結束又は船積み用コンテナは、材料名、この仕様番号、合金、サイズ、<br />
総重量、容器重量、ネット重量、発送者と荷受者の住所、契約書又は<br />
発注書番号及び契約書又は発注書で規定する他の情報をマークする<br />
こと。<br />
5-4<br />
管材 ―<br />
6-1 Alloy800H 板材 1. 各結束又は船積み用コンテナは、材料名、熱処理状態、この仕様番号、<br />
サイズ、全体、裸及び正味重量、荷受人の住所、契約又は発注番号、<br />
又は契約或いは発注を明確にする様な他の情報をマークすること。<br />
6-2 鍛造材 1. 材料に、材料名、仕様番号、ヒート番号、熱処理状態及び契約又は<br />
発注を明確にする様な他の情報を読み易くマークすること。<br />
6-3<br />
ロッド 1. 下記事項は材料又は梱包材に含めるか又は梱包材に取付けるラベル<br />
又はタグにマークすること。;材料名又は UNS 番号、ヒート番号、熱処理<br />
状態(焼戻し)、この仕様番号、発行日、サイズ、総重量、容器重量<br />
とネット重量。発送者と荷受者の住所、契約又は発注番号、契約書<br />
又は発注書で定義される他の情報<br />
- 342 -<br />
- 342 -
表Ⅱ.2.2.2.2-15 製品のマーキングに関する記載内容(3/3)<br />
No 鋼種 形状 記載内容<br />
6-4 Alloy800H 管材 1. 製品のマーキング<br />
長さが3ft(914mm)より短くない場合、外径が 3/4in.(19.1mm)<br />
以上の部品に、製造者の名前又は商標、材料の商品名又は UNS<br />
番号、ヒート番号と公称サイズを明瞭にマークすること。<br />
材料にマークする方法は、有害な汚染とならない方法によること。<br />
2. 外径が3/4in.(19.1mm)より小さく、長さが 3ft(914mm)<br />
より短い材料に対して、1 項の情報は材料が船積みされる結束<br />
又はボックスに安全に取付けるタグに模写又はマークすること。<br />
7-1 Alloy800 板材 1. 各結束又は船積み用コンテナは、材料名、熱処理状態、この仕様番号、<br />
HT<br />
サイズ、全体、裸及び正味重量、荷受人の住所、契約又は発注番号、<br />
又は契約或いは発注を明確にする様な他の情報をマークすること。<br />
7-2 鍛造材 1. 材料に、材料名、仕様番号、ヒート番号、熱処理状態及び契約又は<br />
発注を明確にする様な他の情報を読み易くマークすること。<br />
7-3 ロッド 1. 下記事項は材料又は梱包材に含めるか又は梱包材に取付けるラベル<br />
又はタグにマークすること。;材料名又は UNS 番号、ヒート番号、<br />
熱処理状態(焼戻し)、この仕様番号、発行日、サイズ、総重量、<br />
容器重量とネット重量。発送者と荷受者の住所、契約又は発注番号、<br />
契約書又は発注書で定義される他の情報<br />
7-4<br />
管材 1. 製品のマーキング<br />
長さが3ft(914mm)より短くない場合、外径が 3/4in.(19.1mm)<br />
以上の部品に、製造者の名前又は商標、材料の商品名又は UNS<br />
番号、ヒート番号と公称サイズを明瞭にマークすること。<br />
材料にマークする方法は、有害な汚染とならない方法によること。<br />
2. 外径が3/4in.(19.1mm)より小さく、長さが 3ft(914mm)<br />
より短い材料に対して、1 項の情報は材料が船積みされる結束<br />
又はボックスに安全に取付けるタグに模写又はマークすること。<br />
- 343 -<br />
- 343 -
2.2.2.3 材料に関する規定の調査<br />
(1) 材料特性データ<br />
材料関係で主要な項目である「材料特性データ」については、2.2.2.6 項の損傷<br />
防止の設計規準と海外規定の設計既定の調査結果及び ASME Section Ⅱを参考に<br />
して検討した。その結果を表Ⅱ.2.2.2.3-1 に示す。<br />
前記2.2.2.2 項に示す様に、超々臨界発電(A-USC)用の材料は現在開発中であ<br />
り、表Ⅱ2.2.2.1-1 の A-USC 材料仕様の構成案に USC-2125 新規材料として項目<br />
を記載した。<br />
新規材料については、ASME Section Ⅱ Part-D Appendix 5 に新規材料承認に関<br />
する ASME のガイドラインが記載されている。その要求内容の概要を表<br />
Ⅱ.2.2.2.3-2 に示す。<br />
(2) 候補材の靭性確認<br />
候補材の靭性確認は基本プランでは、許容応力表の最低温度が運転温度以下で<br />
あることを確認することになっているが、その他の靭性確認方法として FAD<br />
(Fracture Analysis Diagram)による確認方法がある。<br />
FAD は米国海軍技術研究所(US Naval Research Laboratory)の Pellini により脆<br />
性遷移温度のある鋼材に対する設計指針として作成されたものであり、我国の原<br />
子力設備の技術基準で昭和 55 年まで採用されていた設計指針である。FAD の概<br />
要を図Ⅱ.2.2.2.3-1 に示す。<br />
FAD では 4 個の基準温度を規定している。<br />
① NDT 点(Nil-Ductility Transition Reference Point)<br />
運転温度をNDT より高くしておけば、普通の運転状態で破壊の初期発生は防<br />
止出来る。<br />
② NDT+30˚F(FTE Midrange Reference Point)<br />
NDT と FTE との中間点であり、この温度以上であれば、応力レベルが 0.5σys<br />
を超えない限り、き裂伝播の阻止(CAT)により、破壊は防止される。<br />
③ FTE 点(Fracture Transition Elastic Reference Point)):NDT+60˚F<br />
運転温度がFTE 以上であれば、応力レベルが降伏応力を超えない限り、き裂伝<br />
播の阻止(CAT)により、破壊は防止される。<br />
④ FTP 温度(Fracture Transition Plastics Reference Point)):NDT+120˚F<br />
温度がFTP 以上であれば、衝撃荷重状態であっても、脆性破壊を起こすことな<br />
く完全な延性破壊しか起こらない。<br />
許容するき裂長さについては、公称応力が降伏点の 1/2~3/4 では 12in.~6in.で<br />
あることを、公称応力が降伏点の 3/4~4/4 では 6in.~4in.であることを示している。<br />
脆性破壊が問題となる状態は、冬季での耐圧試験であるが、発生応力を降伏点以<br />
下にすることにより許容するき裂長さは 4in.以上であり、素材に微小欠陥が存在<br />
しても脆性破壊は発生しない。従って、素材での非破壊検査は省略することが出<br />
来る。<br />
- 344 -<br />
- 344 -
衝撃試験の判定基準については、表Ⅱ.2.2.2.1-6 に示す調査結果より、試験温度<br />
と判定基準のみを抽出したものを表Ⅱ.2.2.2.3-3 に示す。<br />
図Ⅱ.2.2.2.3-1 破壊解析図(FAD)<br />
- 345 -<br />
- 345 -
表Ⅱ.2.2.2.3-3 各規格の衝撃試験<br />
No 規格名 規定内容<br />
1<br />
2<br />
3<br />
ASME Sec.Ⅷ<br />
Div.1 UCS 判定基準<br />
試験温度 最低設計金属温度以下<br />
降伏強さ 50ksi で板厚 1.2in.の場合 15ft-lb(約 20J)<br />
降伏強さ 65ksi で板厚 1.2in.の場合 20ft-lb(約 27J)<br />
試験温度 最低設計金属温度以下<br />
ASME Sec.Ⅷ<br />
Div.1 UHA 判定基準 横膨出量≧0.015in.(0.38mm)<br />
{MDMT≧-320˚F(-196℃)の場合}<br />
ASME Sec.Ⅲ<br />
Div.1 判定基準<br />
4 EN-12952-2<br />
(水管ボイラー) 判定基準<br />
5<br />
EN-13445-2<br />
(火無し圧力<br />
容器)<br />
6 火技解釈<br />
試験温度 TNDT+33℃以下の温度<br />
吸収エネルギー:68J 以上 又は<br />
横膨出量:0.90mm以上(何れも 3 個の平均値)<br />
試験温度 20℃より高くないが最も低い計画された運転温度<br />
試験温度<br />
判定基準<br />
横方向試験片 吸収エネルギー≧27J(平均値)<br />
長手方向試験片 吸収エネルギー≧35J(平均値)<br />
最低金属温度に調整温度を加えた温度(フェライト系及び<br />
1.5~5%Ni 鋼)<br />
最低金属温度(オーステナイト鋼、8~10Ni 鋼、オーステナイト・<br />
フェライト鋼)<br />
吸収エネルギー≧27J(フェライト系及び 1.5~5%Ni 鋼)<br />
吸収エネルギー≧35J(オーステナイト鋼、8~10Ni 鋼、オーステナイト・<br />
フェライト鋼)<br />
試験温度 最低使用温度以下<br />
① 最小引張強さ 490N/mm<br />
判定基準<br />
2 未満<br />
吸収エネルギー>21J(平均)、14J(最小値)<br />
② 最小引張強さ 490N/mm 2 以上 590 N/mm 2 未満<br />
吸収エネルギー>27J(平均)、21J(最小値)<br />
③ 最小引張強さ 590N/mm 2 以上<br />
吸収エネルギー>27J(平均)、27J(最小値)<br />
- 346 -<br />
- 346 -
候補材料の1 つである 91 系鋼及び 92 系鋼の引張強さ、降伏点、常温と 600℃<br />
での許容引張強さを下表に示す。<br />
候補材料 引張応力 降伏点<br />
- 347 -<br />
許容引張応力<br />
単位:N/mm 2<br />
~40℃ 600℃<br />
火 SCMV28 63<br />
火 STPA28 63<br />
>590 >410 148<br />
火 STBA28 62<br />
火 SFVAF28<br />
火 STPA29 77<br />
火 STBA29 >620 >440 155<br />
76<br />
火 SFVAF29<br />
材料の靭性が問題となるのは、耐圧試験時であるが、耐圧時の発生応力を 600℃<br />
での許容引張応力とすると、温度補正を行わない限り、降伏点の 30%未満である。<br />
図Ⅱ.2.2.2.3-1 破壊解析図(FAD)から NDT+30˚F で試験温度を設定するとき裂<br />
伝播の阻止(CAT)により、破壊は防止される。材料の引張強さ及び降伏点より、<br />
吸収エネルギーの基準は 27J が適切と考えられる。<br />
- 347 -<br />
63<br />
77
USC-別図第 1<br />
USC-別図第 2<br />
No 各温度での材料特性<br />
表Ⅱ.2.2.2.3-1 A-USC 材料表<br />
許容引張応力(S)<br />
(ボルト材を含む)<br />
設計応力強さ(Sm)<br />
(ボルト材を含む)<br />
- 348 -<br />
設計で必要とする項<br />
目(表Ⅱ.2.2.2.6-8)<br />
ASME Sec.Ⅱ<br />
延性破壊 表-1A、1B、3<br />
延性破壊、疲労、<br />
クリープ<br />
表-2A、2B、4<br />
USC-別図第 3 設計降伏点(S y) ラチェッティング 表-Y1、Y2<br />
USC-別図第 4 縦弾性係数 座屈、疲労 表-TM<br />
USC-別図第 5 熱膨張率<br />
疲労、<br />
ラチェッティング<br />
表-TE<br />
USC-別図第 6 熱伝導率、熱拡散率 疲労 表- TCD<br />
USC-別図第 7 ポアソン比 ラチェッティング 表-NF-1<br />
USC-別図第 8 外圧チャート - Subpart 3<br />
USC-別図第 9 設計疲労線図 疲労、クリープ<br />
USC-別図第 10 設計クリープ破断曲線 クリープ<br />
USC-別図第 11 破壊靭性免除曲線 脆性破壊<br />
- 348 -
表Ⅱ.2.2.2.3-2 新規材料の承認に必要なデータ<br />
No 必要データ項目 データ内容 備考<br />
1 機械的性質<br />
1-1 引張強さ<br />
1-2 降伏強さ<br />
1-3 絞り<br />
1-4 伸び<br />
1. 50°F を基点として最大 100°F の間隔で<br />
最高使用温度+100°F までのデータ。<br />
2. 熱処理が条件の場合、熱処理条件を全て記載<br />
すること。<br />
1-5 応力―ラプチャーデータ 1. 50°F を基点として最大 100°F の間隔で<br />
最高使用温度までのデータ。<br />
2. 各温度での最長の破断時間は 6000 時間以上<br />
短時間は100 時間<br />
3. 通常100、300、800、2200、6000 時間以上<br />
1-6 衝撃試験データ 1. コードで規定している靭性が適用される材料<br />
で必要<br />
2. 最低使用金属温度及び計画している材料厚さ<br />
での試験結果を含めること。<br />
2 他の物理的特性データ 1. 熱膨張率<br />
2. 熱伝導率<br />
3. 熱拡散率<br />
4. 縦弾性係数<br />
5. 剛性率<br />
6. ポアソン比<br />
3. 溶接性 1. 溶接に関する完全なデータを準備すること。<br />
2. Sec.Ⅸの要求に従い、認証試験手順を含む<br />
こと。<br />
3. 要求される後熱処理、空冷による硬化の感受<br />
性、溶接手順、熱影響部、溶着金属のノッチ付<br />
靭性試験の影響、材料の溶接実績<br />
4. 物理的変化データ 1. 成形、溶接、熱処理などの製造工程での機械<br />
的性質、靭性及び材料の顕微鏡組織に対する<br />
影響<br />
2. 熱処理の冷却速度、機械的な力と熱過渡の<br />
組合せ<br />
3. 環境下での機械的性質、微細組織、脆性破壊<br />
への抵抗力<br />
5. その他 1. 外圧に対する応力―ひずみ曲線<br />
2. 繰り返し運転の検討による運転に関する制約<br />
条件の明確化<br />
3. 疲労に関するデータ<br />
- 349 -<br />
- 349 -<br />
6000 時間より短い<br />
場合、50°F 間隔で<br />
データを取得するこ<br />
と。<br />
コードが要求した<br />
場合に備えておく
2.2.2.4 仕様規定(構造)構成の調査<br />
平成19 年度の調査においては、平成 18 年度の調査で行った高温・高圧条件の<br />
発電用火力設備に関する仕様規定(構造)構成案である表Ⅱ.2.2.2.4-参考 1 および<br />
表Ⅱ.2.2.2.4-参考 2 をベースに、設計一般、公式による設計、解析による設計及び<br />
クリープ疲労設計に分け、仕様規定(構造)で必要な事項を見直し表Ⅱ.2.2.2.4-1<br />
にまとめた。この構成で、設計 USC-3000 で規定すべき一般事項は、次に示すと<br />
おりである。<br />
(a) USC-3010 設計に対する一般要求事項<br />
(b) USC-3012 範囲<br />
(c) USC-3013 荷重条件<br />
荷重条件としては、高温・高圧条件の発電用火力設備の建設から営業運転中の<br />
あらゆる状態、すなわち、試験状態(水圧試験)、通常運転状態及び非通常状態の 3<br />
つの状態が想定でき設計の前提となるこれらの荷重状態を規定する必要がある。<br />
従って、平成 20 年度においては、上記 3 項目の内特に、項目(c)USC-3013 荷重<br />
条件に対する検討を主体に実施した。検討内容については、第 2.2.2.6 項の高温機<br />
器設計方法の調査に記載した。<br />
検討内容としては、USC ボイラーで使用されている従来材料である SA335P22<br />
と A-USC ボイラーで使用される Ni 基合金は開発段階のためデータとしては整備<br />
されてないため、現状 Ni 基として ASME に記載されている Alloy617 を例として、<br />
非通常状態に対して検討を行った。<br />
今回、A-USC ボイラーとしては、ボイラー本体の耐圧部のみならず配管も含め<br />
た仕様規定を加味していることに注力したい。<br />
公式による設計 USC-3100 では、高温・高圧条件の発電用火力設備の機器を分<br />
類した上で、構成を規定する必要がある。機器の種類は次とする。<br />
(a) 容器<br />
(b) 管及び管台<br />
通常運転状態での管及び管台の設計では、伝熱管と管(管寄せ、マニホールド<br />
及び配管を含む)に分けて規格構成し、管及び管台の設計では、容器の仕様規定<br />
を引用して仕様規定を構成した。この構成においては、現時点では公式による設<br />
計では内圧のみを考慮(管の設計の一部に自重、熱荷重他も考慮)することとし<br />
ている。<br />
非通常状態では、内圧の他に熱膨張によるモーメント荷重の他に、必要に応じ<br />
て外圧及び軸荷重を考慮可能な構成とした。<br />
基本的には、公式による設計と考えるが、荷重状態及び詳細構造を加味した解<br />
析を行うことにより、安全性が確認できれば解析結果により求められた構造・形<br />
状及び最小肉厚を採用しても良いと考える。解析による設計の構成については今<br />
後詳しく検討を行なうこととする。<br />
平成 21 年度においては、損傷防止の中で重要なクリープ疲労について調査及び<br />
- 350 -<br />
- 350 -
検討を主体に実施した。調査及び検討内容については、第 2.2.2.6 項の高温機器設<br />
計法の調査に記載した。公式による設計及び解析による設計に加えて、一般には<br />
実験による設計が知られているが、高温高圧条件の発電用火力設備の設計では、<br />
高温での検証を要することから、実験による設計が現実的でないとして、現時点<br />
では実験による設計を制限することとした。<br />
- 351 -<br />
- 351 -
表Ⅱ.2.2.2.4-1 仕様規定(構造)構成(案)及び仕様規定事項案(1/11)<br />
USC 番号 規定項目名称 技術要素 技術的要件 仕様規定事項の検討の方法(案)<br />
USC-3000 設計 - - -<br />
USC-3010 設計に対する一般要求事項 設計及び他に設 (a) 合理的に予知できる運転状態及び 性能規定(省令第 51 号)との関連を規定する。<br />
計上考慮すべき 外圧が付加される荷重等に対して<br />
事項<br />
設計されていなければならない。 省令第Ⅹ条に規定する「耐圧部分」とは、USC-3012<br />
(b) 材料温度における内圧及び外圧に に規定する部分をいう。<br />
省令第 Y 条に規定する「安全なもの」とは、次の各号<br />
に掲げるものをいう。<br />
一 USC-3013 に規定する荷重について、USC-3100<br />
から USC-3300 に定める構造とする。<br />
二 USC-6000 に規定する水圧に係る性能を有する。<br />
対して設計されていなければなら<br />
ない。<br />
(c) 次の状態を適切に考慮しなければ<br />
ならない。<br />
自重、支持荷重、非通常状態、他<br />
同上 同上 仕様規定で規定する A-USC ボイラーの範囲及び荷重<br />
条件は、各々USC-3012 及び USC-3013 とする。<br />
USC-3011 範囲及び荷重条件<br />
- 352 - 352 -<br />
-<br />
(注)USC-3012 及び USC-3013 との重複規定となる<br />
ことから、不要とする。<br />
USC-3012 範囲 同上 同上 仕様規定で規定する A-USC ボイラーの範囲を定義す<br />
る。<br />
A-USC ボイラー及びその付属設備の範囲は、ボイラー<br />
に属する容器又は管の中、新材料が使われる部位であ<br />
って、その金属温度が 630℃以上であるものをいう。<br />
(注)金属温度については未定である。<br />
新材料とは、鉄-Ni 基合金、あるいは、Ni 基<br />
合金並びに開発中の高 Cr 系鋼をいう。
表Ⅱ.2.2.2.4-1 仕様規定(構造)構成(案)及び仕様規定事項案(2/11)<br />
USC 番号 規定項目名称 技術要素 技術的要件 仕様規定事項の検討の方法(案)<br />
USC-3013 荷重条件 同上 同上 A-USC ボイラーに想定される荷重条件を規定する。<br />
A-USC ボイラー及びその附属設備に想定される荷重<br />
は、次に掲げる各号によるものであること。<br />
一 通常運転状態、非通常状態及び試験状態における<br />
内圧<br />
二 (以下省略)<br />
(注)具体的な荷重の種類は、今後の検討事項とする。<br />
また、ここで、「試験状態」、「通常運転状態」及<br />
び「非通常状態」を定義する必要がある。<br />
A-USC ボイラーの公式による設計を規定する。<br />
USC-30XX 特別な考慮 推奨事項であるため、仕様規定とはしない。<br />
USC-3100 公式による設計 設計方法 (a) 次の方法の一つ又は適切な組合せ<br />
を用いなければならない。<br />
(a1) 公式による設計<br />
(a2) 解析による設計<br />
(a3) 実験又は試験による設計<br />
(b) 設計情報と想定される破壊モード<br />
を含んだ設計システムを基本とし<br />
なければならない。<br />
- 353 - 353 -<br />
-<br />
USC-3012 の範囲の機器の設計に適用する。<br />
USC-3013 の荷重による損傷防止に関する「公式によ<br />
る設計」の方法を規定する。<br />
(注)設計式中の寸法には、腐れ代が考慮されていな<br />
い計算厚さであることを示す。<br />
付け代についても、厚さ計算式から外し、付け<br />
代に関する一般要求を示す。
表Ⅱ.2.2.2.4-1 仕様規定(構造)構成(案)及び仕様規定事項案(3/11)<br />
USC 番号 規定項目名称 技術要素 技術的要件 仕様規定事項の検討の方法(案)<br />
USC-3110 標準品の適用 同上 同上 公式による設計によらず、A-USC ボイラーに適用でき<br />
る標準品を規定する。<br />
1 フランジは次の各号に適合するものであること。<br />
一 JIS B2222(2004)他<br />
二 ASME B16.5-2003 他<br />
三 JPI-7S-15-99 他<br />
2 管継手は次の各号に適合するものであること。<br />
一 JIS 2311(2001)他<br />
二 ASME B16.9-2003 他<br />
3 ボルト材(ナットを含む)<br />
一 JIS B0205(2001)<br />
二 ASME B1.13M-2001 他<br />
- 354 - 354 -<br />
-<br />
(注)標準品の材料は、USC-2000 で規定のものに限<br />
ることを示す。<br />
ガスケットについては規定しない。(フランジ据<br />
付までは、仕様規定の範囲としないため。)<br />
USC-3120 通常運転状態 同上 同上 A-USC ボイラーの通常運転状態における公式による<br />
設計を規定する。
表Ⅱ.2.2.2.4-1 仕様規定(構造)構成(案)及び仕様規定事項案(4/11)<br />
USC 番号 規定項目名称 技術要素 技術的要件 仕様規定事項の検討の方法(案)<br />
3121 容器の胴 同上 同上 A-USC ボイラーの容器の胴の形式を規定する。<br />
容器の胴の形は、円筒形又は円すい形とする。<br />
最大内径と最小内径の差を規定する。<br />
(注)円すい形の形状は、Sec. VIII Div.1 を参照して<br />
規定する。<br />
3121.1 円筒胴 円筒胴の計算式を規定する。<br />
(注)継手効率及びクリープ強度低減係数を計算式に<br />
考慮する。<br />
円筒胴の穴の部分の効率は、Sec. I, PG-52 を参<br />
照する。<br />
- 355 - 355 -<br />
-<br />
3121.2 球形胴 (注)A-USC ボイラーの設計に球形胴の規定は不要<br />
と判断する。<br />
3121.3 同軸円すい胴 同軸円すい胴の計算式を規定する。<br />
3121.4 偏心円すい胴 (注)A-USC ボイラーの設計から削除したい。<br />
3121.5 円すい胴と円筒胴の接続 大径端部及び小径端部の厚さを規定する。
表Ⅱ.2.2.2.4-1 仕様規定(構造)構成(案)及び仕様規定事項案(5/11)<br />
USC 番号 規定項目名称 技術要素 技術的要件 仕様規定事項の検討の方法(案)<br />
3121.6 胴の穴 補強を要しない穴及び補強の方法を規定する。<br />
(注)補強を要しない穴は、Sec. I, PG-32.1.3.1 を参<br />
照して規定する。<br />
補強の方法は、Sec. I, PG-33 を参照して規定す<br />
る。(Sec. VII, UG-37 も参照)<br />
3122 容器の鏡板 同上 同上 A-USC ボイラーの容器の鏡板の形式を規定する。<br />
容器の鏡板の形は、全半球形鏡、皿形鏡、半だ円形鏡<br />
又は平鏡<br />
(注)鏡板の形状の制限を規定する。<br />
- 356 - 356 -<br />
-<br />
3122.1 全半球形鏡 同上 同上 全半球形鏡の計算式を規定する。<br />
(注)継手効率及びクリープ強度低減係数を計算式に<br />
考慮する。<br />
3122.2 皿形鏡 同上 同上 皿形鏡の計算式を規定する。<br />
(注)ASME Sec. VIII Div.1, 1-4(d)の計算式の適用を<br />
考慮する。<br />
3122.3 半だ円形鏡 同上 同上 半だ円形鏡の計算式を規定する。<br />
(注)ASME Sec. VIII Div.1, 1-4(c)の計算式の適用を<br />
考慮する。
表Ⅱ.2.2.2.4-1 仕様規定(構造)構成(案)及び仕様規定事項案(6/11)<br />
USC 番号 規定項目名称 技術要素 技術的要件 仕様規定事項の検討の方法(案)<br />
3122.4 平鏡 同上 同上 平鏡の計算式を規定する。<br />
(注)溶接部の設計を限定する。<br />
例えば、第 10 章別図第 3(1), (3)<br />
最高使用圧力 20MPa 未満の場合は、第 10 章別<br />
図第 3(5), (7), (8),・・・:適用可能な設計の見直し<br />
を行う。<br />
ASME Sec. VIII Div.1, Fig. UG-34(a), (b-1),<br />
(b-2), (d)の設計を規定する。<br />
第 10 章の溶接設計の A-USC ボイラー仕様規定<br />
への採り込みを計画する。<br />
- 357 - 357 -<br />
-<br />
3122.5 鏡の穴 同上 同上 補強を要しない穴及び補強の方法を規定する。<br />
(注)補強を要しない穴は、Sec. I, PG-32.1.4 を参照<br />
して規定する。<br />
補強の方法は、Sec. I, PG-33 を参照して規定す<br />
る。(Sec. VII, UG-37 も参照)<br />
3123 容器のふた板 同上 同上 容器のふた板の形式を規定する。<br />
(注)A-USC ボイラーにふた板を認めるか?<br />
3123.1 平ふた板 同上 同上 (Pending)<br />
3123.2 皿形ふた板 同上 同上 (Pending)
表Ⅱ.2.2.2.4-1 仕様規定(構造)構成(案)及び仕様規定事項案(7/11)<br />
USC 番号 規定項目名称 技術要素 技術的要件 仕様規定事項の検討の方法(案)<br />
3124 容器の管板 同上 同上 (Pending)<br />
3125 管及び管台 同上 同上 管(伝熱管を含む)及び管台の計算式を規定する。<br />
3125.1 伝熱管 同上 同上 伝熱管の計算式を規定する。<br />
外径 127mm 以下のものの計算式:PG-27.2.1<br />
(A-317 の代替規定の適用は検討しない。)<br />
(注)外径 127mm を超える伝熱管が存在するか?<br />
3125.1.1 付着物の溶接部 同上 同上 伝熱管の溶接による付着物について、作用する荷重を<br />
許容荷重に制限されることを確認する。<br />
- 358 - 358 -<br />
-<br />
(注)Sec. I, PW-43 及び A-71~A-74 を参照して規定<br />
する。<br />
3125.2 管 同上 同上 管の計算式を規定する(内圧に関して、最小必要厚さ<br />
の規定をする。)。<br />
外圧を考慮する必要がある場合については、Sec. VIII<br />
Div.1, UG-28, UG-29 及び UG-30 を参照した規定を検<br />
討する。<br />
管には、蒸気管、連結管(連絡管)、管寄せ、マニホー<br />
ルドを含む。<br />
(注)容器との区別を規定する必要がある。
表Ⅱ.2.2.2.4-1 仕様規定(構造)構成(案)及び仕様規定事項案(8/11)<br />
USC 番号 規定項目名称 技術要素 技術的要件 仕様規定事項の検討の方法(案)<br />
管については、外径の制限を規定しない。計算式は、<br />
PG-27.1.2 を参照して規定する。<br />
(注)蒸気管については、軸方向応力と自重等による<br />
応力が許容応力に制限されることを確認する。<br />
熱膨張制限を規定する。<br />
蒸気管の付着物に作用する荷重の制限に関して<br />
は、規定しない。<br />
3125.2.1 管の穴 同上 同上 補強を要しない穴及び補強の方法を規定する。<br />
(注)容器の穴の規定を準用する。<br />
- 359 - 359 -<br />
-<br />
3125.2.2 管の鏡板 同上 同上 管の鏡板の設計を規定する。<br />
(注)容器の鏡板の規定を準用する。<br />
3125.3 管継手(レジューサ) 同上 同上 レジューサの設計を規定する。<br />
(注)容器の同軸円すい胴の規定を準用する。<br />
3125.4 曲げ管 同上 同上 曲げ管の計算式を規定する。<br />
(注)B31.1, 102.4.5 を参照して規定する。
表Ⅱ.2.2.2.4-1 仕様規定(構造)構成(案)及び仕様規定事項案(9/11)<br />
USC 番号 規定項目名称 技術要素 技術的要件 仕様規定事項の検討の方法(案)<br />
3125.5 管台 同上 同上 管台(分岐)の形状を規定する。<br />
管台及び管台部の補強を規定する。<br />
(注)容器の穴の規定を準用する。ただし、角度が 45<br />
~90°の分岐については、B31.1, 104.3.1 を参<br />
照して規定する。<br />
3125.6 管の平板 同上 同上 平板の計算式を規定する。<br />
(注)USC-3 10 に規定の標準品(閉止フランジ)の<br />
適用を可能とする。<br />
容器の平板の規定を準用する。<br />
差し込み閉止版は、B31.1, 104.5.3 を参照して<br />
規定する。<br />
- 360 - 360 -<br />
-<br />
USC-3130 非通常状態 同上 同上 A-USC ボイラーの通常運転状態における公式による<br />
設計を規定する。<br />
3131 管 同上 同上 管の計算式を規定する。<br />
(注)非通常状態で、蒸気管に作用する応力が許容応<br />
力に制限されることを確認する。<br />
熱膨張制限を規定する。<br />
蒸気管の付着物に作用する荷重の制限に関して<br />
は、規定しない。
表Ⅱ.2.2.2.4-1 仕様規定(構造)構成(案)及び仕様規定事項案(10/11)<br />
USC 番号 規定項目名称 技術要素 技術的要件 仕様規定事項の検討の方法(案)<br />
USC-3140 外圧による設計 同上 同上 通常運転状態でのみ考慮する。<br />
荷重の種類を外圧と軸荷重とする。<br />
3141 外圧 同上 同上 通常運転状態でのみ考慮する。<br />
外圧を考慮する必要がある場合については、Sec. VIII<br />
Div.1, UG-28, UG-29 及び UG-30 を参照した規定を検<br />
討する。<br />
通常運転状態でのみ考慮する。<br />
3142 軸荷重 同上 同上<br />
軸荷重を考慮する必要がある場合については、Sec.<br />
III , NB-3133.6 を参照した規定を検討する。<br />
- 361 - 361 -<br />
-<br />
USC-3200 解析による設計 同上 同上 解析による設計の対象及び設計の方法を規定する。<br />
3210 耐圧試験時の制限 同上 同上 過圧防止規定に対応する応力制限を規定する。<br />
3220 疲労設計 同上 同上 疲労設計の方法を規定する。<br />
疲労設計として、簡易疲労設計法のみを規定する。参<br />
考となる規格に EN-12952 がある。<br />
適用する設計疲労線図を指定する。<br />
(注)クリープ疲労は USC-3400 参照。
表Ⅱ.2.2.2.4-1 仕様規定(構造)構成(案)及び仕様規定事項案(11/11)<br />
USC 番号 規定項目名称 技術要素 技術的要件 仕様規定事項の検討の方法(案)<br />
3221 疲労設計の免除 同上 同上<br />
疲労設計の免除条件を規定する。<br />
(注)疲労設計の免除に関して、例えば、コールドス<br />
タート 1000 回未満を規定する。<br />
起動モードおよび回数に対しては、未定である。<br />
疲労設計の対象は容器及び蒸気管とし、伝熱管<br />
は対象外とする。<br />
試験状態及び非通常状態の荷重については疲労<br />
解析の対象としない。<br />
3222 繰返し応力強さ 同上 同上 疲労計算のための応力解析方法を規定する。<br />
USC-3300 実験による設計 同上 同上 実験による設計は規定しない。<br />
- 362 - 362 -<br />
-<br />
USC-3400 クリープ疲労設計 同上 同上 高温設計の方法を規定する。<br />
クリープ疲労設計として、基本的に線形累積損傷則を<br />
ベースとして規定する。参考となる規格に ASME Sec.<br />
Ⅲ NH がある。<br />
適用する設計疲労線図及び最小のクリープ破断カー<br />
ブ等を指定する。<br />
(注)クリープ疲労のクリープ-疲労損傷のエンヴェロ<br />
ープは今後の検討課題である。
ASME Section III Division 1 Subsection NH Class 1 Components in Elevated Temprature Service<br />
ASME規定の構成 備 考<br />
規定No. ASME規定のタイトル タイトル和訳<br />
NH- 3000 Design 設計<br />
NH- 3100 General Requirements for Design 設計に対する一般要求事項<br />
NH- 3110 Scope, Acceptability, and Loading 範囲、適用、荷重<br />
NH- 3111 Scope 範囲<br />
NH- 3112 Acceptability 適用<br />
NH- 3113 Loading Categories 荷重条件<br />
NH- 3114 Load Histogram 荷重度数分布図 *1 *1 設計仕様書に荷重度数<br />
NH- 3130 General Design Rules 公式による設計 分布図を記載すること。<br />
NH- 3131 Scope 範囲<br />
NH- 3132 標準品に対する使用基準 *2<br />
NH- 3133<br />
ノズル、分岐、配管及びその他接続物<br />
の寸法制限<br />
*2 配管、フランジ、ボルト、弁等<br />
の標準品に対する使用基準<br />
(ASME,ANSI等)の一覧表<br />
NH- 3134 Leak Tightness 漏洩防止 *3 系の漏洩防止が水圧試<br />
NH- 3135 Attachments 付属物 験要求より大きい場合、各<br />
NH- 3136 Reinforcement for Openings<br />
NH- 3137<br />
穴の補強<br />
規格の他の条項に関係する設計上<br />
の考慮<br />
機器の漏洩防止要求は設<br />
計仕様に記載すること。<br />
NH- 3138 Elastic Follow-up 弾性追従 *4 *4 弾性追従による有害な<br />
NH- 3139 Welding 溶接 結果を防ぐ設計とすること。<br />
NH- 3200 Design by Analysis 解析による設計<br />
NH- 3210 Design Criteria 設計基準<br />
NH- 3211 Requirements for Acceptability 許容のための要求事項<br />
NH- 3212<br />
応力、ひずみ及び変形量決定のベー<br />
ス<br />
NH- 3213 Terms Relating to Analysis 解析に関係する語句<br />
NH- 3214 Stress Analysis 応力解析<br />
NH- 3215 Derivation of Stress Intensities 応力強さの誘導<br />
NH- 3216 応力差及びひずみ差の誘導<br />
NH- 3217 Classification of Stresses 応力のクラス分類<br />
NH- 3220 ボルト以外の許容応力限界<br />
NH- 3221 General Requirements 一般要求事項<br />
NH- 3222 Design and Service Limits 設計及び供用限界<br />
NH- 3223 Level A and B Service Limits レベルA及びB供用限界<br />
NH- 3224 Level C Service Limits レベルC供用限界<br />
NH- 3225 Level D Service Limits レベルD供用限界<br />
NH- 3226 Pressure Testing Limitations 圧力試験時の限界<br />
NH- 3227 Special Stress Limits 特別な応力制限 *5 *5 支圧荷重、純せん断等<br />
NH- 3230 ボルトの許容応力限界<br />
NH- 3231 General Requirements 一般要求事項<br />
NH- 3232<br />
NH- 3233<br />
高温時のボルトの設計限界<br />
高温時のボルトのレベルA及びB供用<br />
限界<br />
NH- 3234 Level C Service Limits 高温時のレベルC供用限界<br />
NH- 3235 Level D Service Limits 高温時のレベルD供用限界<br />
NH- 3240 高温機器に対する特別な要求<br />
NH- 3241 Nonductile Fracture 脆性破壊 *6<br />
NH- 3250 Limits on Deformation Controlled Quantities 変形制限量における制限 *7<br />
表Ⅱ.2.2.2.4-参考1 仕様規定(構造)構成の調査(1/4)<br />
Dimensional Standards for Standard<br />
Products<br />
Size Restrictions in Nozzle, Branch,<br />
Piping, and Other Connections<br />
Design Considerations Related to Other<br />
Articles of the Code<br />
Basis for Determining Stress, Strain, and<br />
Deformation Quantities<br />
Derivation of Stress Differences and<br />
Strain Differences<br />
Design Rules and Limits for Load Controlled<br />
Stresses in Structures Other Than Bolts<br />
Stress Limits for Load Controlled Stresses on<br />
Bolts<br />
*6 フェライト系材料に対して<br />
Design Limits for Bolts at Elevated<br />
Level A and B Service Limits for Bolts at<br />
Elevated Tempratures<br />
Appendix Gを適用できる。<br />
Appendix Gが適用できない場<br />
合は破壊解析を考慮のこと。<br />
Special Requirements for Elevated Temprature<br />
Components<br />
NH- 3251 General Requirements<br />
NH- 3252 Criteria<br />
一般要求事項<br />
基準<br />
*7 特定の運転状態により発<br />
生するひずみや変形を評価<br />
すること。この評価にはラチェッ<br />
ト効果、クリープ疲労相互作用、<br />
座屈や構造不安定性の可能<br />
NH- 3300 Vessel Designs 容器の設計<br />
性を含むこと。<br />
NH- 3400 Design of Class 1 Pumps クラス1ポンプの設計<br />
NH- 3500 Design of Class 1 Valves クラス1弁の設計<br />
NH- 3600 Piping Design 配管の設計<br />
T- 1400 Creep-Fatigue Evaluation クリープ疲労設計<br />
- 363 -<br />
- 363 -
ASME Section III Division 1 Subsection NB Class 1 Components<br />
ASME規定の構成 備 考<br />
規定No.<br />
NB- 3000 Design<br />
NB- 3100 General Design<br />
ASME規定のタイトル タイトル和訳<br />
NB- 3110 Loading Criteria 荷重条件<br />
NB- 3111 Loading Conditions 荷重条件<br />
NB- 3112 Design Loadings 設計荷重<br />
NB- 3113 Service Conditions 供用状態<br />
NB- 3120 Special Considerations 特別な考慮 *1 *1 コロージョン、クラッディング、異<br />
NB- 3121 Corrosion 腐食 材継手溶接、環境効果<br />
NB- 3122 Cladding クラッディング<br />
NB- 3123 Welding 溶接<br />
NB- 3124 Environmental Effects 環境効果<br />
NB- 3125 Configuration 形状 *2 配管、フランジ、ボルト、弁等<br />
NB- 3130 General Design Rules 公式による設計 の標準品に対する使用基準<br />
NB- 3131 Scope 範囲 (ASME,ANSI等)の一覧表<br />
NB- 3132 標準品に対する使用基準 *2<br />
表Ⅱ.2.2.2.4-参考1 仕様規定(構造)構成の調査(2/4)<br />
Dimensional Standards for Standard<br />
Products<br />
NB- 3133 Components Under External Pressure 外圧がかかる機器<br />
NB- 3134 Leak Tightness 漏洩防止 *3 *3 系の漏洩防止が水圧試<br />
NB- 3135 Attachments 付属物 験要求より大きい場合、各<br />
NB- 3137 Reinforcement for Openings 穴の補強 機器の漏洩防止要求は設<br />
NB- 3200 Design by Analysis 解析による設計 計仕様に記載すること。<br />
NB- 3210 Design Criteria 設計基準<br />
NB- 3211 Requirements for Acceptability 許容のための要求事項<br />
NB- 3212 応力決定のベース *4 Basis for Determining Stress<br />
*4 応力決定のベースは最<br />
NB- 3213 Terms Relating to Analysis 解析に関係する語句 大せん断応力説である。<br />
NB- 3214 Stress Analysis 応力解析<br />
NB- 3215 Derivation of Stress Intensities 応力強さの誘導<br />
NB- 3216 Derivation of Stress Differences 応力差の誘導<br />
NB- 3217 Classification of Stresses 応力のクラス分類<br />
NB- 3220 Stress Limits for Other Than Bolts ボルト以外の許容応力限界<br />
NB- 3221 Design Loadings 設計荷重<br />
NB- 3222 Level A Service Limits レベルA供用限界<br />
NB- 3,222.1 Primary Membrane and Bending Stress 1次膜及び曲げ応力<br />
NB- 3,222.2 Primary Plus Secondary Stress Intencity 1次+2次応力<br />
NB- 3,222.3 Expansion Stress Intencity 膨張応力<br />
NB- 3,222.4 Analysis for Cyclic Operation 疲労設計<br />
NB- 3,222.5 Thermal Stress Ratchet 熱応力ラチェット<br />
NB- 3,222.6 Deformation Limits 変形制限 *5 *5 設計仕様書に規定される<br />
NB- 3223 Level B Service Limits レベルB供用限界 変形制限を満足すること。<br />
NB- 3224 Level C Service Limits レベルC供用限界<br />
NB- 3225 Level D Service Limits レベルD供用限界<br />
NB- 3226 Testing Limits 圧力試験時の限界<br />
NB- 3227 Special Stress Limits 特別な応力制限 *6 *6 支圧荷重、純せん断等<br />
NB- 3228 Applications of Plastic Analysis 塑性解析の適用 *7 *7 実験による解析、塑性解<br />
NB- 3229 Design Stress Values 設計応力値 析、シェークダウン解析、簡易断<br />
NB- 3230 Stress Limits for Bolts ボルトの許容応力限界 塑性解析<br />
NB- 3231 Design Conditions 設計条件<br />
NB- 3232 Level A Service Limits レベルA供用限界<br />
NB- 3233 Level B Service Limits レベルB供用限界<br />
NB- 3234 Level C Service Limits レベルC供用限界<br />
NB- 3235 Level D Service Limits レベルD供用限界<br />
NB- 3236 Design Stress Intensity Values 設計応力値<br />
NB- 3300 Vessel Design 容器の設計<br />
NB- 3400 Pump Design ポンプの設計<br />
NB- 3500 Valve Design 弁の設計<br />
NB- 3600 Piping Design 配管の設計<br />
- 364 -<br />
- 364 -
ASME Section III Division 1 Appendices<br />
ASME規定の構成 備 考<br />
規定No. ASME規定のタイトル タイトル和訳<br />
Ⅱ- 1000 実験による応力解析<br />
Ⅱ- 1100 Introduction 序文<br />
Ⅱ- 1200<br />
非繰返し試験の許容形式及び応力<br />
の計算 *1<br />
Ⅱ- 1300 Test Procedures 試験手順<br />
Ⅱ- 1400 Interpretation of Results 結果の記載<br />
Ⅱ- 1500 Cyclic Tests 繰返し試験<br />
Ⅱ- 1600 疲労強度低減係数の決定 *2<br />
Ⅱ- 1700 Experimental Stress Analysis of Openings 穴の実験的応力解析<br />
Ⅱ- 1800<br />
配管に対する応力指数の実験的決<br />
定 *3<br />
*3 準備中。 応力指数は、<br />
NB-3680に従うこと。<br />
Ⅱ- 1900 柔性係数の実験的決定 *4 表Ⅱ.2.2.2.4-参考1 仕様規定(構造)構成の調査(3/4)<br />
Experimental Stress Analysis<br />
Permissible Types of Noncyclic Tests and<br />
Caluculation of Stresses<br />
*1 支配応力決定、破壊荷重<br />
決定のための試験、ひずみ<br />
測定試験他<br />
Determination of Fatigue Strength Reduction<br />
Factors<br />
*2 実験的に疲労強度低減係<br />
数を決定する場合の手順を<br />
記載<br />
Experimental Determination of Stress indices<br />
for Piping<br />
Experimental Determination of Flexibility<br />
Factors<br />
*4 準備中。<br />
- 365 -<br />
- 365 -
表Ⅱ.2.2.2.4-参考1 仕様規定(構造)構成の調査(4/4)<br />
ASME Section Ⅰ Rules for Construction of Power Boilers<br />
ASME規定の構成 備 考<br />
規定No. ASME規定のタイトル タイトル和訳<br />
PART PG<br />
General Requirements for All Methods of<br />
Construction<br />
すべての製作方法に関する一般要求事<br />
項<br />
Design 設計<br />
PG- 16 General 一般事項<br />
PG- 17 Fablication by a Combination of Methods 複数の方法による製造<br />
PG- 18 Hydrostatic Deformation Test 水圧による変形試験<br />
PG- 19 Cold Forming of Austenitic Materials オーステナイト鋼の冷間加工<br />
PG- 21 Maximum Allowable Working Pressure 最高許容運転圧力<br />
PG- 22 Loadings 荷重<br />
PG- 23 Stress Values for Calculation Formulas 計算式に用いる応力値<br />
PG- 25 Quantity Factors for Steel Castings 鍛造品の鍛造係数<br />
PG- 27<br />
Cylindrical Components Under Internal<br />
Pressure<br />
内圧を受ける円筒容器<br />
PG- 28<br />
Welded Access or Inspection Openings Under<br />
External Pressure<br />
外圧を受ける溶接アクセス又は検査穴<br />
PG- 29 Dished Heads 皿型鏡板<br />
PG- 30 Stayed Dished Heads ステーで支えられた皿型鏡板<br />
PG- 31 Unstayed Flat Heads and Covers ステーのない平鏡及びふた板<br />
Opening and Compensation 穴の補強<br />
PG- 32 Openings in Shells, Headers, and Heads 胴、管寄せ及び鏡板の穴<br />
PG- 33<br />
Compensation Required for Openings in Shells<br />
and Formed Heads<br />
胴及び成形鏡板の穴に必要な補強<br />
PG- 34 Flanged-in Openings in Formed Heads 成形鏡板のフランジイン穴<br />
PG- 35<br />
Compensation Required for Openings in Flat<br />
Unstayed Heads and Flat Stayed Heads<br />
ステーのない平鏡及びステーで支えられた<br />
平鏡の穴に必要な補強<br />
PG- 36 Limits of Metal Available for Compensation 補強に利用できる金属の制限<br />
PG- 37 Strength of Compensation 補強の強度<br />
PG- 38 Compensation for Multiple Openings 多数の穴に対する補強<br />
PG- 39<br />
Methods of Attachment of Pipe and Nozzle<br />
Necks to Vessel Walls<br />
管及びノズルネック部の容器壁への取付け<br />
方法<br />
PG- 42<br />
General Requirements for Fittings, Flanges, and<br />
Valves<br />
フィッティング、フランジ及び弁の一般要求事項<br />
PG- 43 Nozzle Neck Thickness ノズルネック部の厚さ<br />
PG- 44 Inspection Openings 点検用穴<br />
PG- 46 Stayed Surfaces ステーで支えられた面<br />
PG- 47 Staybolts ステーボルト<br />
PG- 48 Location of Staybolts ステーボルトの位置<br />
PG- 49 Dimensions of Staybolts ステーボルトの寸法<br />
PG- 52 Ligaments リガメント<br />
PG- 53 Ligaments リガメント<br />
PG- 55 Supports and Attachment Lugs サポートと取付けラグ<br />
Boiler External Piping and Boiler Proper Connections ボイラ外部配管とボイラ本体の接続<br />
PG- 58 Outlets and External Piping 出口及び外部配管<br />
PG- 59 Application Requirements for the Boilers Proper ボイラ本体の適用要求<br />
Design and Application 設計と適用<br />
PG- 60<br />
Requirements for Miscellaneous Pipe, Valves,<br />
and Fittings<br />
各種管、弁及びフィッティングに対する要求<br />
事項<br />
PG- 61 Feedwater Supply 給水装置<br />
Safety Valves and Safety Relief Valves 安全弁及び安全逃し弁<br />
PG- 67 Boiler Safety Valve Requirements ボイラ安全弁の要求事項<br />
PG- 68<br />
Superheater and Reheater Safety Valve<br />
Requirements<br />
過熱器及び再熱器安全弁の要求事項<br />
PG- 69<br />
Certification of Capacity of Safety and Safety<br />
Relief Valves<br />
安全弁及び安全逃し弁の容量の認証<br />
PG- 70 Capacity of Safety Valves 安全弁の容量<br />
PG- 71 Mounting 取り付け<br />
PG- 72 Operation 操作<br />
PG- 73<br />
Minimum Requirements of Safety and Safety<br />
Relief Valves<br />
安全弁及び安全逃し弁の最小要求事項<br />
- 366 -<br />
- 366 -
ASME Sec. III Div. 1 Subsec. NH<br />
表Ⅱ.2.2.2.4-参考2 USC用仕様規定構成案(1/2)<br />
ASME Sec. III Div. 1 Subsec. NB USC用仕様規定構成案<br />
No. 規定 No. 規定 No. 仕様規定構成案 技術要素項目No.<br />
ISO NISA<br />
NH- 3000 設計 NB- 3000 設計 USC- 3000 設計<br />
NH- 3100 設計に対する一般要求事項 NB- 3100 一般設計 USC- 3100 設計に対する一般要求事項 7.3.1<br />
NH- 3110 範囲、適用、荷重 NB- 3110 荷重クライテリア USC- 3110 範囲、適用、荷重条件<br />
NH- 3111 範囲 NB- 3111 荷重条件 USC- 3111 範囲<br />
NH- 3112 適用 NB- 3112 設計荷重 USC- 3112 適用<br />
NH- 3113 荷重条件 NB- 3113 供用状態 USC- 3113 荷重条件 3.1<br />
NH- 3114 荷重度数分布図<br />
NB- 3120 特別な考慮 USC- 3120 特別な考慮<br />
NH- 3130 公式による設計 NB- 3130 公式による設計 USC- 3130 公式による設計<br />
NH- 3131 範囲 NB- 3131 範囲<br />
7.3.2,7.3.4<br />
,7.3.7<br />
NH- 3132 標準品に対する使用基準 NB- 3132 標準品に対する使用基準<br />
NH- 3133 ノズル、分岐、配管及びその<br />
他接続物の寸法制限<br />
NB- 3133 外圧がかかる機器<br />
NH- 3134 漏洩防止 NB- 3134 漏洩防止<br />
NH- 3135 付属物 NB- 3135 付属物<br />
NH- 3136 穴の補強<br />
NH- 3137<br />
NB- 3137 穴の補強<br />
規格の他の条項に関係する<br />
設計上の考慮<br />
NH- 3138 弾性追従<br />
NH- 3139 溶接<br />
NH- 3200 解析による設計 NB- 3200 解析による設計 USC- 3200 解析による設計 7.3.2 3.2<br />
NH- 3210 設計基準 NB- 3210 設計基準<br />
NH- 3211 許容のための要求事項 NB- 3211 許容のための要求事項<br />
NH- 3212 応力、ひずみ及び変形量決<br />
定のベース<br />
NB- 3212 応力決定のベース<br />
NH- 3213 解析に関係する語句 NB- 3213 解析に関係する語句<br />
NH- 3214 応力解析 NB- 3214 応力解析<br />
NH- 3215 応力強さの誘導 NB- 3215 応力強さの誘導<br />
NH- 3216 応力差及びひずみ差の誘<br />
導<br />
NB- 3216 応力差の誘導<br />
NH- 3217 応力のクラス分類 NB- 3217 応力のクラス分類<br />
NH- 3220 ボルト以外の許容応力限界 NB- 3220 ボルト以外の許容応力限界 USC- 3220 ボルト以外の許容応力限界 7.3.3 3.3<br />
NH- 3221 一般要求事項 NB- 3221 設計荷重 USC- 3221 設計荷重<br />
NH- 3222 設計及び供用限界 NB- 3222 レベルA供用限界 USC- 3222 レベルA及びB供用限界<br />
NH- 3223 レベルA及びB供用限界 NB- 3,222.1 1次膜及び曲げ応力 USC- 3223 レベルC供用限界<br />
NH- 3224 レベルC供用限界 NB- 3,222.2 1次+2次応力 USC- 3224 レベルD供用限界<br />
NH- 3225 レベルD供用限界 NB- 3,222.3 膨張応力 USC- 3225 圧力試験時の限界<br />
NH- 3226 圧力試験時の限界 NB- 3,222.4 疲労設計 USC- 3226 特別な応力制限<br />
NH- 3227 特別な応力制限 NB- 3,222.5 熱応力ラチェット<br />
NB- 3,222.6 変形制限<br />
NB- 3223 レベルB供用限界<br />
NB- 3224 レベルC供用限界<br />
NB- 3225 レベルD供用限界<br />
NB- 3226 圧力試験時の限界<br />
NB- 3227 特別な応力制限<br />
NB- 3228 塑性解析の適用<br />
NB- 3229 設計応力値<br />
USC- 3227 クリープ疲労設計<br />
NH- 3230 ボルトの許容応力限界 NB- 3230 ボルトの許容応力限界 USC- 3230 ボルトの許容応力限界 7.3.3 3.3<br />
NH- 3231 一般要求事項 NB- 3231 設計条件 USC- 3231 高温時のボルトの設計限界<br />
NH- 3232 高温時のボルトの設計限界 NB- 3232 レベルA供用限界 USC- 3232 高温時のボルトのレベルA及<br />
びB供用限界<br />
NH- 3233 高温時のボルトのレベルA及<br />
びB供用限界<br />
NB- 3233 レベルB供用限界 USC- 3233 高温時のレベルC供用限界<br />
NH- 3234 高温時のレベルC供用限界 NB- 3234 レベルC供用限界 USC- 3234 高温時のレベルD供用限界<br />
NH- 3235 高温時のレベルD供用限界 NB- 3235 レベルD供用限界<br />
NH- 3240 高温機器に対する特別な要<br />
求<br />
NB- 3236 設計応力値 USC- 3240 高温機器に対する特別な要<br />
求<br />
NH- 3241 脆性破壊<br />
NH- 3250 変形制限量における制限<br />
NH- 3251 一般要求事項<br />
NH- 3252 基準<br />
USC- 3241 脆性破壊 7.3.3 3.3<br />
- 367 -<br />
- 367 -<br />
3.2
ASME Sec. III Div. 1 Subsec. NH<br />
表Ⅱ.2.2.2.4-参考2 USC用仕様規定構成案(2/2)<br />
ASME Sec. III Div. 1 Subsec. NB USC用仕様規定構成案<br />
No. 規定 No. 規定 No. 仕様規定構成案 技術要素項目No.<br />
ISO NISA<br />
NH- 3300 容器の設計 NB- 3300 容器の設計<br />
NH- 3400 クラス1ポンプの設計 NB- 3400 ポンプの設計<br />
NH- 3500 クラス1弁の設計 NB- 3500 弁の設計<br />
NH- 3600 配管の設計 NB- 3600 配管の設計<br />
T- 1400 クリープ疲労設計<br />
Ⅱ- 1000 実験による応力解析 USC- 3300 実験による応力解析 7.3.2 3.2<br />
Ⅱ- 1100 序文<br />
Ⅱ- 1200 非繰返し試験の許容形式及<br />
び応力の計算<br />
Ⅱ- 1300 試験手順<br />
Ⅱ- 1400 結果の記載<br />
Ⅱ- 1500 繰返し試験<br />
Ⅱ- 1600 疲労強度低減係数の決定<br />
Ⅱ- 1700 穴の実験的応力解析<br />
Ⅱ- 1800 配管に対する応力指数の実<br />
験的決定<br />
Ⅱ- 1900 柔性係数の実験的決定<br />
注) 技術要素項目No.は、下記表項目No.を示す。<br />
ISO: 表Ⅱ.2.2.1-1 技術基準に対応した技術要素及び技術的要件の調査(ISO/DIS 16528)<br />
NISA: 表Ⅱ.2.2.1-2 技術基準に対応した技術要素及び技術的要件<br />
- 368 -<br />
- 368 -
2.2.2.5 設計マージンの調査<br />
仕様規定(構造)の構造強度規定の基本となる許容引張応力設定に関する火技<br />
解釈及び海外規格(ASME Sec. I、Sec. VIII Division 1、Sec. Ⅲ subsec. NB、subsec.<br />
NH 及び EN12952 規格)の比較結果を表Ⅱ.2.2.2.5-参考 1(平成 18 年度調査結果)<br />
に示した。これら火技解釈及び海外規格の引張強さ、降伏強さ及び 10 万時間平均<br />
クリープ破断強さに対して設定された設計マージンを表Ⅱ.2.2.2.5-1 に示す。<br />
高温・高圧条件下での設備機器の公式による設計による必要厚さの計算は次式<br />
(例えば、火技解釈第 12 条第 1 項第一号による蒸気管の計算式)で示すことがで<br />
きる。<br />
Pd<br />
t =<br />
+ α<br />
2σ<br />
η + 2kP<br />
a<br />
ただし、t:蒸気管の最小厚さ(mm) P:最高使用圧力(MPa)<br />
d:蒸気管の外径(mm) σa:材料の許容引張応力(N/mm 2 )<br />
η:長手継手効率(-) k:クリープ修正係数(-)<br />
α:付け代(mm,α=0)<br />
上記の(1)式の計算で代入する材料の許容引張応力は、最高使用温度での許容引<br />
張応力である。高温・高圧条件下での設備機器の設計では、材料の許容応力は非<br />
時間依存である引張強さ及び降伏強さで決まるものではなく、時間依存であるク<br />
リープ強度に依るものである。この許容引張応力設定の設計マージンは<br />
表Ⅱ.2.2.2.5-1 に示すと≒1.5 となる。<br />
許容引張応力設定の設計マージンの大きさとクリープ破断試験結果に含まれる<br />
試験結果の最長時間との間には、許容引張応力の信頼度の上において逆比例的な<br />
関係にある。<br />
すなわち、ある材料の高温域で使用する許容応力を設定しようとした場合、仮<br />
に、ある温度での 10 万時間前後のデータがあり、ある温度での 10 万時間の許容<br />
応力を求めようとした場合には、材料データのバラつきのみが不確定因子となる。<br />
一方、1 万時間程度のデータしかない場合には、10 万時間までの外挿に対する方<br />
法の精度も不確定因子に加わるためこれらの不確定因子を加味し信頼性を上げる<br />
ため、前者に比し大きめの係数、すなわち、設計マージンとならざるを得ない。<br />
設計マージンを上記の不確定因子で表すと以下のようになる。<br />
〔設計マージン〕≒〔データのバラつき〕×〔長時間側への外挿精度〕<br />
実際には、これらの他に、試験環境、寸法効果、応力状態等による因子が加わ<br />
り精度を低下させることとなる。<br />
ASME と EN で規定されている最長側の最小のクリープ破断時間の比較を<br />
表Ⅱ.2.2.2.5-2 に示すが、各々、6,000[10,000](h)及び 30,000(h)超えとなり、約 4[2]<br />
倍の開きとなる。但し、ASME には, log time-to-rupture versus log stress plot で 10<br />
万時間に対する傾きの制限 Fave.なる値を導入し強度上の信頼性を確保している。<br />
- 369 -<br />
- 369 -<br />
(1)
また、EN においては、クリープ破断試験結果の最長時間により、長時間側の<br />
外挿時間幅に対して設計マージンを変えている。<br />
このように、10 万時間に対する許容引張応力を設定する上において、最短の期<br />
間で信頼性を保ちながら有益なデータとするような方法が取られている。<br />
A-USC ボイラーの許容引張応力を設定する上において、クリープ破断時間の<br />
長時間側の最短時間を何時間に設定するか等検討すべき項目はある。<br />
次に、表Ⅱ.2.2.2.5-1 に示したクリープ温度域における設計マージンについて、<br />
火技解釈及び ASME Sec. I を比較して記したものを表Ⅱ.2.2.2.5-3 に示す。<br />
クリープ温度域における許容引張応力が、1,000 時間に 0.01%クリープひずみを<br />
与える応力の平均値に依存することなく、殆どの場合、10 万時間平均クリープ破<br />
断強さで決定されることから、設計マージン 1.5 の場合の安全裕度を次のとおり<br />
推定した。<br />
(a) 10 万時間平均クリープ破断強さの 0.67 倍は、10 万時間最小クリー<br />
プ破断強さの 0.8 倍よりも小さい。<br />
0. 67S<br />
mean ≤ 0.<br />
8S<br />
(2)<br />
10<br />
10 min<br />
(b) (2)式で左辺と右辺が等しい場合が、設計マージンを 1.5 とした場合<br />
の最も安全裕度が小さいケースである。<br />
0. 67S<br />
mean = 0.<br />
8S<br />
(3)<br />
10<br />
10 min<br />
(c) 10 万時間最小クリープ破断強さが、破壊確率 95%で設定されている<br />
と仮定する。<br />
. 67 = 0.<br />
8S<br />
= 0.<br />
8(<br />
m −1.<br />
645SEE)<br />
(4)<br />
0 S10mean 10 min<br />
(d)<br />
ただし、m:10 万時間平均クリープ破断強さ<br />
SEE:クリープ破断強さの残差の標準偏差<br />
(4)式が成立する場合には、次が得られる。<br />
SEE = 0.<br />
0987841m<br />
(5)<br />
(e) (4)式の左辺を 10 万時間クリープ破断強さの残差の標準偏差に関し<br />
て表示すると次式が得られる。<br />
⎛ SEE ⎞<br />
0. 67m<br />
= m − 0.<br />
33m<br />
= m − 0.<br />
33⎜<br />
⎟ = m − 3.<br />
3406SEE<br />
⎝ 0.<br />
0987841⎠<br />
(6)<br />
(f) (6)式の破壊確率で表示すると、次式が得られる。<br />
Φ ( 3 . 34)<br />
= 0.<br />
999567<br />
(7)<br />
通常運転状態及び非通常状態における設計マージンによる安全裕度は上述のと<br />
おりであるが、試験状態における設計マージンに対する安全裕度を上述と同様に<br />
推定した。設計マージンに応じた安全裕度の推定は、次を前提として行った。<br />
(a) 規定最小引張強さ 500 MPa の材料の引張強さの平均値を 600 MPa とす<br />
る。<br />
(b) 規定最小引張強さが平均値の 95%確率値とする。<br />
この推定に従えば、設計マージン 4 の場合の安全裕度は次のとおり計算するこ<br />
とが可能である。<br />
- 370 -<br />
- 370 -
1 . 645 = 100<br />
SEE (8)<br />
(8)式によれば、設計マージン 4 の場合の許容引張応力は次のとおり示すことが<br />
できる。<br />
500 4 = 125 = 600 − 475 = m − 7.<br />
81375SEE<br />
(9)<br />
−14<br />
1−<br />
Φ(<br />
7.<br />
81)<br />
= 1×<br />
10<br />
(10)<br />
この推定によれば、設計マージンの大小で安全裕度は変わるもの、塑性崩壊に<br />
関して大きな裕度があることが分かる(表Ⅱ.2.2.2.5-4 参照)。同様に、降伏強さ<br />
(規定最小降伏強さ 250 MPa の材料の降伏強さの平均値を 300 MPa と仮定する。)<br />
に対しても破壊確率を計算すると次が得られる。<br />
−7<br />
1−<br />
Φ(<br />
5.<br />
4833)<br />
= 0.<br />
2138×<br />
10<br />
(11)<br />
- 371 -<br />
- 371 -
表Ⅱ.2.2.2.5-1 火技解釈及び海外規格の設計マージン<br />
火技解釈<br />
ASME Sec. I<br />
(Sec. VIII-1)<br />
- 372 -<br />
ASME Sec. III<br />
Subsec. NB<br />
EN12952<br />
引張強さ 4.0 3.5 3.0 2.4<br />
降伏強さ 1.5 1.5 1.5 1.5<br />
クリープ強度 1/0.67(≒1.5) 1/0.67(≒1.5) 1/0.67(≒1.5)<br />
(注 1)<br />
1.5<br />
(注 2)<br />
(注1) クリープ温度域の設計は想定外であることから、Sec. II, Appendix の規定に<br />
よった。<br />
(注2) クリープ破断試験結果における最長のクリープ破断時間が 10 万時間以下の<br />
場合には、内圧が作用する条件下では、10 万時間クリープ破断強さに対す<br />
る設計マージンは 1.5 である。また、10 万時間を超える場合には、20 万時<br />
間クリープ破断強さに対する設計マージンは 1.25 である。<br />
表Ⅱ.2.2.2.5-2 新材の許容応力を設定するための最長時間側の最短クリープ破断時間<br />
最短クリープ破断時間(h)<br />
ASME Sec. I EN12952<br />
6,000[10,000] <<br />
(注 3)<br />
30,000 <<br />
(注 4)<br />
(注3) 2007 ASME Sec.Ⅱ, Part D MANDATORY APPENDIX 5 の GUIDELINE ON<br />
THE APPROVAL OF NEW MATERIALS UNDER THE ASME BOILER AND<br />
PRESSURE VESSEL CODE による。<br />
現在、時間依存の許容応力を設定するためのクリープ破断結果の時間に関し、<br />
最短時間:500(h)、最長時間:10,000(h)にするような動きがある。<br />
(注4) EN 12952 Water-tube boilers and auxiliary installations – Part 2:Materials for<br />
pressure parts of boilers and accessories の Annex B による。<br />
表Ⅱ.2.2.2.5-3 火技解釈及び ASME Sec. I のクリープ温度域での設計マージン<br />
火技解釈<br />
ASME Sec. I<br />
(Sec. VIII-1)<br />
10 万時間平均クリープ破断強さ 1/0.67(≒1.5) 1/0.67(≒1.5)<br />
10 万時間最小クリープ破断強さ 1/0.8(=1.25) 1/0.8(=1.25)<br />
1,000 時間に 0.01%クリープひずみ<br />
を与える応力の平均値<br />
1.0 1.0<br />
表Ⅱ.2.2.2.5-4 火技解釈及び海外規格の設計マージン<br />
火技解釈<br />
ASME Sec. I<br />
(Sec. VIII-1)<br />
ASME Sec. III<br />
Subsec. NB<br />
EN12952<br />
設計マージン 4.0 3.5 3.0 2.4<br />
Φ(x) x = 7.<br />
81 x = 7.<br />
52 x = 7.<br />
13 x = 6.<br />
44<br />
1-Φ(x) 1×10 -14 1×10 -13 1×10 -12 1×10 -10<br />
- 372 -
表Ⅱ.2.2.2.5-参考 1 設計マージンの調査(1/2)<br />
発電用火力設備の技術基準の解釈 :2006.1 ASME Sec.Ⅰ:2005<br />
ASME Sec.Ⅲ NB:2005 ASME Sec.Ⅲ NH:2005 EN12952 :2002<br />
(ASME Sec.Ⅷ Div.1 :2005 も同様)<br />
Water-tube boilers and auxiliary installations<br />
4.0 3.5 3.0 3.0 2.4<br />
6.3 Design stress(設計応力)<br />
NB-3229 Design Stress Values (設計応力値) NH-2123 Design Stress Intensity Values (設計<br />
応力値) 、 NH-2160 Deterioration of Material<br />
in Service(供用中の材料の劣化)<br />
NH-3220 Design Rules and Limits for Load<br />
Controlled Stresses in Structures Other Than<br />
Bolts(ボルト以外の構造物における荷重制御<br />
Sec.Ⅰ:PG-23 Stress Values for Calculation<br />
Formulas (計算式に用いる応力値)<br />
Sec.Ⅷ Div.1 :UG-23 Maximum Allowable<br />
Stress Values (最大許容応力値)<br />
(材料の許容応力)第4条第1項第2号<br />
設計マー<br />
ジン<br />
許容応力<br />
の規定の<br />
記載箇所<br />
型応力のための設計規則及び限界)<br />
引用されている材料規格で規定されてい<br />
る引張強さ、耐力又は降伏強さ、クリープラ<br />
プチャー強さ等を用いて、計算により許容応<br />
力を求める。(Part3:Design and calculation of<br />
pressure parts に規定)<br />
各材料の適用できる温度範囲における最<br />
大許容応力値が、Sec.Ⅱ Part D Subpart1 の<br />
Table2A 及び 2B で与えられている。(Sec.<br />
Ⅱ Part D Appendix2 に表中の応力確立の根<br />
拠を規定)<br />
ただし、NH-2160 に記載されているよう<br />
に、高温による Smt 及び Sm 値の低減を Table<br />
Ⅰ-14.3 により適切に行う必要がある。<br />
クリープに関する許容応力値 St について<br />
各材料の適用できる温度範囲における最大<br />
許容応力値が、Sec.Ⅱ Part D Subpart1 の<br />
Table2A 及び 2B で与えられている。(Sec.Ⅱ<br />
Part D Appendix2 に表中の応力確立の根拠を規<br />
定)<br />
各材料の適用できる温度範囲における最<br />
大許容応力値が、Sec.Ⅱ Part D Subpart1 の<br />
Table1A 及び 1B で与えられている。(Sec.Ⅱ<br />
Part D Appendix1 に表中の応力確立の根拠を<br />
規定)<br />
各材料の適用できる各温度における許<br />
容引張応力値が別表で与えられている。<br />
許容応力<br />
の規定方<br />
法<br />
は、NH-3221 に記載されている。<br />
設計応力値は、下記の要領で算出する。<br />
Sec.Ⅱ Part D Appendix2 に記載している表<br />
中の応力確立の根拠の規定は左記と同じ。<br />
(NH-2160 における Smt 及び Sm 値の低減に<br />
関する記載)<br />
降伏強さ及び引張強さが高温により低減<br />
される場合には、Smt 及び Sm の値を適切に低<br />
減する必要がある。長時間の高温状態の影響<br />
を反映するために、TableⅠ-14.3 の Smt の値<br />
は、(a)~(f)に掲げる値のうち最小のものとし<br />
て再決定すること。また、Sm の値は、(b)~<br />
(f)に掲げる値のうち最小のものとすること。<br />
(a) TableⅠ-14.3 の Smt 値<br />
(b) 室温における規定最小引張強さの 1/3<br />
(c) 当該温度における引張強さの 1/3(表<br />
NH-3225-1)及び引張強さ低減係数(表<br />
NH-3225-2)<br />
(d) 室温における規定最小降伏強さの<br />
2/3(表Ⅰ-14.5) 及び降伏強さ低減係数<br />
(表 NH-3225-2)<br />
(e) 2 1/4Cr-1Mo 及び 9Cr-1Mo-V に対して<br />
は、<br />
当該温度における降伏強さの 2/3(表<br />
Ⅰ-14.5) 及び降伏強さ低減係数(表<br />
NH-3225-2)<br />
(f) 304 及び 316 オーステナイト系ステンレ<br />
ス鋼及び合金鋼 800H に対しては、当該<br />
温度における降伏強さの 90%(表<br />
Ⅰ-14.5) 及び降伏強さ低減係数(表<br />
NH-3225-2)<br />
材料の最大許容応力は Table2-100(a),<br />
Table2-100(b) 及び Table2-100(c)に示す基準か<br />
ら得られる最小の値とすること。最大許容応力<br />
値を確立するために考慮される機械的性質や<br />
係数は、2-110 から 2-130 に与えられる。<br />
2-110 ボルト以外の材料の基準:表 2A 及び2B<br />
任意の温度での設計応力値は、以下に掲げる<br />
値のうち最小のものとする。<br />
(a) 室温における規定最小引張強さの 1/3<br />
(b) 当該温度における引張強さの 1/3<br />
(c) 室温における規定最小降伏強さの 2/3<br />
(d) 当該温度における降伏強さの 2/3<br />
ただし、表 2A 及び2B に示すように、オー<br />
ステナイト系ステンレス鋼及び特定の非鉄金<br />
属の場合は、当該温度における降伏強さの<br />
90%としてもよい。(ただし、規定最小降伏強<br />
さの 2/3 以下であること。)<br />
(e) (a)~(d)の基準を適用する場合、当該温度<br />
における引張強さ及び降伏強さは、次に<br />
より算出する。<br />
当該温度における引張強さ = 1.1ST RT<br />
当該温度のおける降伏強さ = SYRY<br />
ST:室温における規定最小引張強さ<br />
SY:室温における規定最小降伏強さ<br />
RT:当該温度における引張強さの平均<br />
トレンドカーブ値/室温におけ<br />
る引張強さ<br />
RY:当該温度における降伏強さの平均<br />
トレンドカーブ値/室温におけ<br />
る降伏強さ<br />
別表第 1 に規定されていない材料の許 材料の最大許容応力は Table1-100 に示す<br />
容引張応力にあっては、鉄鋼材料はイによ 基準から得られる最小の値とすること。最大<br />
り算出した値。<br />
許容応力値を確立するために考慮される機<br />
イ.次に掲げる値のうち最小のもの(鋳鋼 械的性質や係数は、下記のとおり与えられ<br />
品にあっては、その値の 2/3)とする。 る。<br />
(イ) クリープ温度領域未満での許容引張 (a)クリープ温度領域未満での最大許容引<br />
応力<br />
張応力は、(1)~(4)に掲げる値のうち最小<br />
(1) 室温における規定最小引張強さの のものとする<br />
1/4<br />
(1) 室温における規定最小引張強さの<br />
(2) 当該温度における引張強さの 1/4 1/3.5<br />
(3) 室温における規定最小降伏点又は耐 (2) 当該温度における引張強さの 1/3.5<br />
力の 2/3<br />
(3) 室温における規定最小降伏強さの 2/3<br />
(4) 当該温度における降伏点又は耐力の (4) 当該温度における降伏強さの 2/3<br />
2/3<br />
(1)~(4)の基準を適用する場合、当該温<br />
ただし、オーステナイト系ステンレ 度における引張強さ及び降伏強さは、次<br />
ス鋼鋼材にあって、水管、過熱器管、 により算出する。<br />
再熱器管、節炭器管、熱交換器及びこ 当該温度における引張強さ = 1.1ST RT<br />
れらに類するものに使用される部材に 当該温度のおける降伏強さ = SYRY<br />
対しては、降伏点又は耐力の 0.9 倍、室 ST:室温における規定最小引張強さ<br />
温未満の温度における許容引張応力<br />
SY:室温における規定最小降伏強さ<br />
は、(1)又は(3)の小さい方とする。 RT:当該温度における引張強さの平<br />
当該温度における引張強さ及び降伏<br />
均トレンドカーブ値/室温にお<br />
点又は耐力は、次の計算式により算出<br />
ける引張強さ<br />
する。<br />
RY:当該温度における降伏強さの平<br />
当該温度における引張強さ = 1.1σt Rt<br />
均トレンドカーブ値/室温にお<br />
当該温度における降伏点又は耐力<br />
ける降伏強さ<br />
= σy Ry<br />
オーステナイト系鋼材にあっては、<br />
Table 1A に 2 種類の許容応力値が与えら<br />
れ、高い方の許容応力値は、表に注記を付<br />
けている。高い方の許容応力値は、当該温<br />
度における降伏点の 2/3 を超えるが、<br />
許容応力<br />
の計算式<br />
⎟ R ⎞<br />
1.<br />
25 ⎠<br />
0 2tc<br />
mTtc<br />
;<br />
1.圧延鋼材及び鍛鋼品<br />
⎜ ⎛ Rmat20℃<br />
Rp<br />
.<br />
f = min ;<br />
⎝ 2.<br />
4 1.<br />
5<br />
2.鋳鋼<br />
- 373 - 373 -<br />
-<br />
⎞<br />
⎟<br />
⎠<br />
0 tc mTtc<br />
R<br />
2.<br />
0<br />
;<br />
Rp<br />
. 2<br />
2.<br />
0<br />
;<br />
at20℃<br />
3.<br />
2<br />
m<br />
R<br />
⎛<br />
min⎜<br />
⎝<br />
=<br />
f<br />
3.黒鉛球状鋳鉄(焼きなましされたもの)<br />
⎞<br />
⎟<br />
⎠<br />
p0.<br />
2tc<br />
R<br />
3.<br />
0<br />
;<br />
at20℃<br />
4.<br />
8<br />
m<br />
R<br />
⎛<br />
min⎜<br />
⎝<br />
=<br />
f<br />
4.黒鉛球状鋳鉄(焼きなましされないもの)<br />
⎞<br />
⎟<br />
⎠<br />
p0.<br />
2tc<br />
R<br />
4.<br />
0<br />
;<br />
at20℃<br />
5.<br />
8<br />
m<br />
R<br />
⎛<br />
min⎜<br />
⎝<br />
=<br />
f<br />
(注)<br />
f :設計応力(design stress)<br />
:各温度における最小降伏強さ又は最<br />
Rp0 . 2tc<br />
小 0.2%耐力<br />
R m :室温における最小引張強さ<br />
373
表Ⅱ.2.2.2.5-参考 1 設計マージンの調査(2/2)<br />
発電用火力設備の技術基準の解釈 :2006.1 ASME Sec.Ⅰ:2005<br />
ASME Sec.Ⅲ NB:2005 ASME Sec.Ⅲ NH:2005 EN12952 :2002<br />
(ASME Sec.Ⅷ Div.1 :2005 も同様)<br />
Water-tube boilers and auxiliary installations<br />
ここに、<br />
降伏点の 90%を超えないこと。高い方の許 2-120 及び 2-130 はボルトに対する基準を記 (NH-3221 における許容応力値 Stに関する記<br />
R mTtc :各温度における T 時間でのクリープ<br />
σt:室温における規定最小引張強さ 容応力値は、ある程度の変形が許容できる 載。<br />
載)<br />
σy:室温における規定最小降伏点又 ところにのみ適用することができる。これ<br />
各規定時間 t に対して、St 値は、以下のも ラプチャーを生ずる応力の平均値<br />
は耐力<br />
らの高い方の許容応力値は、フランジの設<br />
のより最小ものとする:<br />
・T は運転寿命の最小値であり、最低<br />
Rt:(当該温度における引張強さの 計又はその他のひずみに敏感な箇所への<br />
(1)1%の全ひずみ(弾性、塑性、第一期及び<br />
100,000h、運転寿命が不明の場合は<br />
実績値/室温における引張強 適用には、推奨されない。<br />
第二期クリープ)を得るのに必要な平均<br />
200,000h とする。<br />
さの実績値)の平均値 (b)クリープ温度領域での最大許容引張応<br />
応力<br />
・100,000h を超えるクリープラプチャ<br />
Ry:(当該温度における降伏点又は 力は、(1)~(3)に掲げる値のうち最小のも<br />
(2)第三期クリープを開始する最小応力<br />
ー の強度値が利用できない場合<br />
耐力の実績値/室温における のとする<br />
の 80%<br />
には、100,000h のデータは内圧に対<br />
降伏点又は耐力の実績値)の平 (1) 当該温度において 1,000 時間に 0.01%<br />
(3)破断を生じる最小応力の 67%<br />
して安全係数 1.5 と共に用いてよ<br />
均値<br />
のクリープを生ずる応力の平均値の<br />
い。<br />
(ロ)クリープ温度領域での許容引張応力 100%<br />
・例外として、例えば、放出、逃しラ<br />
(1) 当該温度において 1,000 時間に (2) 当該温度において 100,000 時間でのラ<br />
インのように、耐圧部が短期間<br />
0.01%のクリープを生ずる応力の平 プチャーを生ずる応力の平均値の<br />
(10,000h 未満)にクリープ領域に<br />
均値<br />
100Favg %<br />
おいて運転される場合には、T は安<br />
(2) 当該温度において 100,000 時間でク (3) 当該温度において 100,000 時間でのラ<br />
全係数 1.25 と共に 10,000h に減らし<br />
リープラプチャーを生ずる応力の プチャーを生ずる応力の最小値の 80%<br />
てよい。<br />
最小値の 0.8 倍<br />
高温での応力値は、可能な限り ASTM<br />
・中間の寿命に対するクリープラプチ<br />
(3) 当該温度において 100,000 時間でク 規格の試験条件又は試験環境の下で得<br />
ャーの強度値は、両軸対数で線形補<br />
リープラプチャーを生ずる応力の られた材料の単軸の代表特性によるも<br />
間により求めること。<br />
平均値の 0.67 倍<br />
のとする。応力値は、材料の基本特性に<br />
よるものであり、腐食環境、異常な温度<br />
及び応力条件、或いはその他の設計考慮<br />
には考慮を払わない。<br />
Favg;100,000 時間でのラプチャーを生じる平均<br />
応力に乗ずる係数<br />
815℃以下の場合は、Favg = 0.67、<br />
815℃を超える場合は、100,000 時間で<br />
の対数ラプチャー時間-対数応力の<br />
傾き、すなわち log Favg=1/n で決定さ<br />
れ、0.67 を超えない値。<br />
SRavg;100,000 時間でのラプチャーを生ずる<br />
応力の平均値<br />
SRmin;100,000 時間でのラプチャーを生ずる<br />
応力の最小値<br />
Sc; 1,000 時間に 0.01%のクリープを生ず<br />
る応力の平均値<br />
許容応力<br />
の計算式<br />
(続き)<br />
- 374 - 374 -<br />
-<br />
374
2.2.2.6 高温機器設計方法の調査<br />
高温・高圧条件の発電用火力設備の仕様規定(構造)構成案に対応して、機器<br />
設計方法の仕様規定案に関する調査を行った。<br />
(1) 高温・高圧条件の発電用火力設備の範囲(USC-3012)<br />
平成 18 年度調査で A-USC ボイラー及びその附属設備の範囲案として、図<br />
Ⅱ.2.2.2-2 を示した。ASME Sec. I(Power Boiler)PG-58 によれば、強制循環式の<br />
ボイラシステムの範囲として、図Ⅱ.2.2.2.6-1 が与えられる。また、EN12952-1<br />
(Water-tube Boiler)では、表Ⅱ.2.2.2.6-1 のとおり与えられる。図Ⅱ.2.2.2-2 に示<br />
したボイラー及びその附属設備の範囲は、ASME 規格及び EN 規格の範囲と同様<br />
であり合理的である。非耐圧部については、火技解釈のボイラー及びその附属設<br />
備の範囲から外れ、耐圧部に直接溶接される非耐圧部との溶接部に関しても火技<br />
解釈の範囲外であることから、当面、範囲から外すこととする。<br />
発電用火力設備の範囲は上述のとおりであるが、高温・高圧条件を追加すれば、<br />
図Ⅱ.2.2.2.6-1 で 630℃を超える温度域の設備である。最高使用温度がこの温度域<br />
に到達する火技解釈のボイラー及びその附属設備以外の設備に関しても同様に高<br />
温設計方法の対象とする。<br />
(2) 荷重条件(USC-3013)<br />
ボイラー及びその附属設備を設計建設する場合に考慮すべき設計荷重は、国際<br />
性能規定 ISO16528-1(ボイラ及び圧力容器の性能要求)に例示されている。基本<br />
的な荷重として内圧及び外圧が指定されていて、必要に応じて考慮すべき荷重の<br />
例が示されている。ASME Sec. I、Sec.VIII-1 及び B31.1 に規定の設計荷重を<br />
ISO16528-1, 7.3.1 に規定の設計荷重に対比して表Ⅱ.2.2.2.6-2 に示し、EN12952 及<br />
び EN13445 に規定の設計荷重も同様に表Ⅱ.2.2.2.6-3 に示し、JIS 規格(火技解釈<br />
引用 JIS 規格)に規定の設計荷重も同様に表Ⅱ.2.2.2.6-4 に示した。表Ⅱ.2.2.2.6-2<br />
から表Ⅱ.2.2.2.6-4 を比較対照すると、ISO16728-1 で規定の基本的設計荷重(内圧<br />
及び外圧)すら、火技解釈、海外規格の全てに網羅されてはいなかった。また、<br />
ISO16528-1 に規定の必要に応じて考慮すべき荷重以外にも様々な荷重が規定さ<br />
れている海外規格もあった。<br />
ISO16528-1 に規定の設計荷重及び ISO16528-1 に規定されていない設計荷重を<br />
全てリストアップして、それらの仕様規格での要否を検討した結果を表<br />
Ⅱ.2.2.2.6-5 に示した。荷重考慮の検討は、ボイラー本体内部に設置の機器をボイ<br />
ラーとし、ボイラー本体外部に設置の機器を配管として整理した。<br />
次に、現行のボイラーの設計で考慮している荷重項目について、ISO16528-1<br />
7.3.1 「設計荷重およびその他の設計考慮事項の要求」に対して、ASME、EN 及<br />
び火技解釈並びにその他の国内の規定(荷重設計考慮参考規定)について調べた結<br />
果を表Ⅱ.2.2.2.6-6 に示す。表中の「参考(自主的)にしている規格・基準」は「設<br />
計荷重」項目に対して事業者/製造者が参考(自主的)に用いている規格・基準の<br />
一例を示している。尚、本資料は、平成 19 年度 電気施設技術基準国際化調査(発<br />
電設備)報告書の表Ⅲ.4-3 設計荷重 規定リスト(その 1~その 5)の抜粋資料<br />
- 375 -<br />
- 375 -
である。<br />
現行のボイラーが考慮してある荷重項目を ISO16528-1 の設計荷重項目をベー<br />
スに比較した結果を表Ⅱ.2.2.2.6-7 に示すが、基本的に ISO16528-1 の設計荷重或<br />
いはそれ以外の荷重項目に対して設計段階で考慮されていることが言える。<br />
従って、A-USC ボイラーにおいても現行ボイラーと同じ設定の荷重項目で十分<br />
であると考えられる。<br />
(3) 荷重が付与される機器の状態<br />
A-USC ボイラー(ボイラー本体及び主配管等含む)の設計の前提となる運転状<br />
態の区分を定め、試運転時から廃缶に到るまでの供用期間中の構造の健全性を確<br />
保しなければならない。従って、設計荷重が付与される機器の状態を規定するこ<br />
とが、仕様規定(構造)を損傷の防止規準に従って構築するために重要である。<br />
機器の状態を規定するための検討は、次の理由により、ASME B31.1 規格を参照<br />
して行った。<br />
① 国際性能規定規格 ISO16528-1 には機器の状態の規定がない。<br />
② ASME B&PV 規格(Sec. I 及び Sec. VIII-1)にも規定がない。<br />
③ EN 規格(EN12952 及び EN13445)にも規定がない。運転状態の設定方法<br />
の妥当性<br />
④ JIS 規格(B 8265-2003、B 8265-2008 及び B 8201-2005)にも機器の状態<br />
の規定がない。<br />
機器の状態を検討するにあたって、設計圧力(設計で使用する圧力)及び設計<br />
温度(設計で使用する温度)の組合せを基本的な機器の状態として検討を行った。<br />
検討で考慮した事項は次に示すとおりである。<br />
① 運転状態の設定方法の妥当性<br />
② 状態を運転状態と試験状態の 2 区分に区分する妥当性<br />
③ 運転状態を通常運転状態と非通常状態に区分し、その定義の妥当性<br />
先ず、設計圧力及び設計温度の組合せを通常運転状態とし、これらの設計圧力、<br />
設計温度の少なくともいずれか一方がこれらを超える状態を非通常状態として、<br />
B31.1 を参照して、表Ⅱ.2.2.2.6-8 に示す状態を検討した。<br />
ボイラー起動時における通常運転状態及び非通常状態の模式図(例)を図<br />
Ⅱ.2.2.2.6-2 に示す。非通常状態の例は、ボイラー起動時の事象として、例えば、<br />
燃料の投入過多により主蒸気温度が設計温度をオーバーシュートしたと想定した<br />
ものである。<br />
この例の事象を含む非通常状態に対して、従来材料である SA335P22 と A-USC<br />
ボイラーで使用する Ni 基合金の候補材料とは異なるが、Ni 基合金として ASME<br />
規格にある SB-167 を採り上げ高温状態で問題となるクリープ強度について比較<br />
検討を行った。検討を行った内容は、表Ⅱ.2.2.2.6-8 に記載の非通常状態の状態 1<br />
と状態 2 を加味した場合と加味しない場合の相対的なクリープ強度比率である。<br />
- 376 -<br />
- 376 -
≪検討内容≫<br />
暫定的に、ASME Sec.Ⅱ Part. D にデータとしてある Alloy617(SB-167)及び従来<br />
材との比較鋼種として SA335P22(2.25Cr-1Mo)を選定した。材料のクリープ温度領<br />
域を明確にするため許容引張応力の温度特性曲線を各々図Ⅱ.2.2.2.6-3 に示す。<br />
これらの図より明らかに、SA335P22 は 900degF 以上、Alloy617 は 1,250degF 以<br />
上がクリープ温度領域(許容引張応力の時間依存領域)であることが分かる。この<br />
温度領域の許容引張応力を用いてクリープ破断曲線を推定した。<br />
推定したクリープ破断曲線を用いて表Ⅱ.2.2.2.6-8 で断定的に定義した非通常状<br />
態での許容応力の増分に対する温度増分を求め等価なクリープ破断時間を算出し、<br />
許容する運転時間から等価な消費率を求め、非通常状態を加味する場合としない<br />
場合の等価なクリープ破断時間を比較した。これらを式で記載すると以下のよう<br />
になる。<br />
各温度での許容引張応力における許容する応力増分に対する温度上昇分の検討<br />
を行う。<br />
各々の非通常状態に対する許容引張応力に乗じる値は、暫定的に下記のように<br />
設定した。<br />
① 非通常状態 1<br />
・年間運転時間の 10%以下 ・・・ 運転時間 800 時間/年間<br />
・許容応力の 1.15 倍<br />
② 非通常状態 2<br />
・年間運転時間の 1%以下 ・・・ 運転時間 80 時間/年間<br />
・許容応力の 1.20 倍<br />
高温域での許容引張応力 f は、<br />
f ≒ Min.(0.67×σave., 0.80×σmin.)=σa<br />
で与えられるとする。<br />
ここで、<br />
σave.:100,000 時間でクリープラプチャーを生じる応力の平均値<br />
σmin.:100,000 時間でクリープラプチャーを生じる応力の最小値<br />
100,000 時間でクリープラプチャーを生じる各温度での許容応力を、ラーソン・<br />
ミラー・パラメータ法で整理し、二次の回帰曲線<br />
logσa ≒ a0+a1×LMP+a2×LMP 2<br />
で近似化を行い、定数 a0, a1, a2 を求める。<br />
(1)<br />
許容応力σa に対して、許容する応力をσn とすると(図Ⅱ.2.2.2.6-4 参照)、<br />
σn = Ratio×σa<br />
で表される。<br />
(2)<br />
次に、σから LMP を算出(解の公式より)する式は、<br />
LMPa=[-a1-{a1 2 -4×a2×(a0-logσa)} 1/2 ]/(2×a2) (3)<br />
- 377 -<br />
- 377 -
LMPn=[-a1-{a1 2 -4×a2×(a0-logσn)} 1/2 ]/(2×a2)<br />
で表される。<br />
(4)<br />
また、許容応力σa に対する許容温度 Ta(℃)は、次式で与えられる。<br />
Ta=LMPa/{log(tro)+C}-To<br />
ここで、<br />
tro:100,000(h)<br />
To:273.15(℃)<br />
C:材料定数<br />
(5)<br />
さらに、σn に対するクリープ破断時間 trn(h)は、次式で与えられる。<br />
trn=10^{LMPn/(Ta+To)-C} (6)<br />
クリープ破断時間 tro から trn にする許容温度 Tn は、次式で与えられる。<br />
Tn={log(tro)+C}/{log(trn)+C)×(Ta+To)-To (7)<br />
従って、許容引張応力σa の非通常状態の事象に乗じる比率 Ratio から、許容す<br />
る温度上昇幅ΔT を算出することができる。<br />
ΔT=Tn-Ta (8)<br />
上記より、許容引張応力に乗じる定数 Ratio の値からこれに相当する温度上昇<br />
幅ΔTが求められる。<br />
前述した計算式を用いて具体的に SA335P22 と Alloy617 について計算を行う。<br />
使用した許容引張応力は、ASME Sec.Ⅱ Part. D より図Ⅱ.2.2.2.6-3 で時間依存領域<br />
とした SA335P22 と Alloy617 の許容引張応力であり下表に示す。<br />
SA335P22 の許容引張応力<br />
温度(degF) 900 950 1000 1050 1100 1150 1200<br />
応力(ksi) 13.6 10.8 8.0 5.7 3.8 2.4 1.4<br />
Alloy617(SB-167)の許容引張応力<br />
温度(degF) 1250 1300 1350 1400 1450 1500 1550 1600 1650 1700 1750 1800<br />
応力(ksi) 14.5 11.2 8.7 6.6 5.1 3.9 3.0 2.3 1.8 1.4 1.1 0.73<br />
これら許容引張応力値をラーソン・ミラー・パラメータ法を用いて整理し、二<br />
次の回帰曲線で近似化を行い、許容引張応力を 1~15 ksi の範囲を 1 ksi 刻みで許<br />
容温度差増分値を前述した(1)~(8)式より算出した。<br />
検討結果を図Ⅱ.2.2.2.6-5 に示す。図中のΔTa 及びΔTb は、各々許容応力の×1.20<br />
及び×1.15 に対する許容温度差増分値である。<br />
SA335P22 は、温度上昇につれ顕著に許容温度差増分値は低下するが、Alloy617<br />
は、単調減少はするものの許容温度差増分値の降下量は僅かである。<br />
次に、通常運転状態に非通常状態を加味した場合の等価な許容運転時間<br />
100,000h がどの程度になるかを検討した。<br />
検討結果を図Ⅱ.2.2.2.6-6~図Ⅱ.2.2.2.6-9 に示す。<br />
- 378 -<br />
- 378 -
ステップ 1 図Ⅱ.2.2.2.6-6<br />
メタル温度及び許容温度差増分値の計算<br />
ステップ 2 図Ⅱ.2.2.2.6-7<br />
非通常状態の許容温度差増分値を加味した等価なクリープ破断時間の算出<br />
ステップ 3 図Ⅱ.2.2.2.6-8<br />
年間当りの運転時間を 8,000 時間とした場合の通常運転状態及び非通常状態<br />
における等価な寿命消費率の計算<br />
ステップ 4 図Ⅱ.2.2.2.6-9<br />
年間あたりの等価な寿命消費率から等価な合計運転時間の算出<br />
上記の検討結果から次のことが言える。<br />
(1)SA335P22 は、許容引張応力の増加、換言すれば、温度が下がるにつて合計<br />
運転時間が低下する傾向にある。Alloy617 は、許容引張応力の増加につれ合計運<br />
転時間は低下するものの低下量は僅かである。<br />
(2)許容応力として 8 ksi 程度を使用するとした場合(図Ⅱ.2.2.2.6-5 より)<br />
SA335P22 温度 約 540℃<br />
Alloy617 温度 約 715℃<br />
ともに、等価な合計運転時間は約 60,000(h)程度となる。<br />
従って、実用域における非通常状態を考慮しても、従来材料である SA335P22<br />
と Ni 基合金の Alloy617 とも同程度の強度を有することが言える。<br />
(補足)<br />
クリープデータの下限値ベースとして、許容引張応力ベースのクリープ破断曲<br />
線を使用し、応力で×1.25 倍したクリープデータの下限値相当ベースにおける合<br />
計運転時間を算出し図Ⅱ.2.2.2.6-10 に示す。<br />
SA335922 及び Alloy617 の許容引張応力 8ksi における等価な合計運転時間は、<br />
非通常状態を加味しても共に約 250,000(h)程度であり、許容引張応力に対する<br />
100,000(h)と比しても十分裕度がある。<br />
非通常状態を加味する部位の検討を行う。<br />
A-USC ボイラーとしてボイラー本体と圧力配管に区分けし、各々の区分けに対<br />
しボイラーの状態として定義する通常運転状態と非通常状態の考慮・無考慮につ<br />
いて検討する。想定されるケースのまとめを表Ⅱ.2.2.2.6-9 に示す。<br />
現行の USC ボイラーのケースを case-0 として、A-USC ボイラーのケースを<br />
case-1 から case-4 に示す。<br />
圧力配管に関しては、従来の USC ボイラーと同様非通常状態を考慮すべきであ<br />
り、case-2 は消去される。ボイラー本体に関しては、A-USC ボイラーで使用され<br />
る Ni 基合金に関するデータ及び A-USC ボイラーの設計条件および検討結果等が<br />
ないため詳細検討はできないが、重要部品についてのみ非通常状態を加味すべき<br />
- 379 -<br />
- 379 -
と考える。<br />
従って、現段階では表Ⅱ.2.2.2.6-9 の case-4 を選定することとなる。<br />
どの部位を選定するかは、今後の検討課題であり検討結果によっては現行と同様<br />
の case-1 になる可能性も想定される。<br />
表Ⅱ.2.2.2.6-9 A-USC ボイラーとして考慮すべき運転状態<br />
USCボイラー(現行) A-USCボイラー<br />
case-0 case-1(現行と同じ) case-2 case-3 case-4<br />
対象箇所<br />
*1<br />
ボイラー本体 圧力配管 ボイラー本体 圧力配管 ボイラー本体 圧力配管 ボイラー本体 圧力配管 ボイラー本体 圧力配管<br />
(部品ごとに)<br />
通常運転状態<br />
*2<br />
○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
*3<br />
非通常状態 × ○ × ○ × × ○ ○ × or ○ ○<br />
(注)<br />
*1:ASME B31.1 Power Piping に関係する配管<br />
*2:記号の説明 ○:考慮 ×:無考慮<br />
*3:ボイラー本体の部品ごとに定義<br />
(4) 損傷モードと荷重条件の関連<br />
11 種類の損傷モードから絞り込まれた 7 種類の損傷モード(設計で考慮する損<br />
傷モードは 5 種類)が、機器の状態で作用する如何なる設計荷重に対応して作用<br />
するか検討した上で、損傷防止の規準が設定されるべきである。仕様規定(構造)<br />
である高温設計規定は、損傷防止の規準に従って検討される。表Ⅱ.2.2.2.6-10 に、<br />
通常運転状態、非通常状態及び試験状態で作用する荷重を推定し、その条件で推<br />
定される損傷モードについて検討した結果をドラフト版として示す。<br />
(5) 損傷防止の設計規準と海外規格の設計規定<br />
損傷防止の設計規準は、例えば、延性破壊の防海外規格の止に関しては、『通<br />
常運転状態で変形が生じないこと。』、『機器の生じる応力が弾性範囲内である<br />
こと。』等のように与えられなくてはならないが、これに関する検討が未完であ<br />
ることから、ここでは、平成 18 年度に調査した損傷モードに対応する設計規定を<br />
見直した。<br />
7 種類の損傷モードの中の「コロージョン」及び「エロージョン」については、<br />
ASME Sec. I では規定がなく、Sec. VII に運転段階で実施する損傷対策として、「コ<br />
ロージョン」、「エロージョン」他に対する対策がある。設計で考慮する 5 種類<br />
の損傷モード(脆性破壊、延性破壊、クリープ、疲労及びラチェッティング)に<br />
- 380 -<br />
- 380 -
ついては、表Ⅱ.2.2.2.6-11 に示すとおり規定化されている。ただし、ボイラー本<br />
体規格である Sec. I には、脆性破壊、クリープ、疲労及びラチェッティングに関<br />
する設計規定は認められなかった。平成 18 年度の抽出した 11 種類の損傷モード<br />
の中の残りの 4 種類の損傷モードに関する設計規定について参考に表<br />
Ⅱ.2.2.2.6-12 に示した。<br />
(6) 標準品の適用(USC-3110)<br />
火技解釈及び ASME 規格(Sec. I, Sec. VIII-1 及び B31.1)で適用を認めている標<br />
準品について比較して表Ⅱ.2.2.2.6-13 に示した。フランジ及び管継手に関しては、<br />
全ての規格基準で標準品を規定しているが、フランジ・ボルトについては、ASME<br />
Sec. VIII-1 及び B31.1 の両者が規定しているだけであった。また、フランジ締付<br />
けに必要なガスケットについては、ASME 規格では規定しているものの、火技解<br />
釈では規定していない。<br />
(7) 容器の胴(USC-3121)<br />
火技解釈における、円筒殻の厚さ計算式(公式による設計)は、修正 Lame の<br />
式に基づいたものである。火技解釈の規定を表Ⅱ.2.2.2.6-14 に示す。同表中の厚<br />
さ計算式の分母の含まれる「η」は継手効率であり、同様な規定のある ASME 規<br />
格及び EN 規格を比較して、表Ⅱ2.2.2.6-15 に示した。ASME Sec. I では、長手溶<br />
接部に対して全て放射線透過試験が要求されることから溶接継手効率の規定がさ<br />
れていない。Sec. VIII Div. 1 は最高使用圧力が 30 ksi に制限されていることもあ<br />
り、最高使用圧力の制限のない高温・高圧設備に関しては、長手溶接部に関して、<br />
全線放射線透過試験を要求する必要があるとすれば、厚さ計算式から溶接効率効<br />
率を省略(η=1)可能である。<br />
クリープによる溶接継手強度低減係数に関する検討が、我が国 SHC 委員会での<br />
検討に引き続き、米国で行なわれ ASME 2008a Sec.I, PG-26 として新規に追加され<br />
た(図Ⅱ.2.2.2.6-11 参照)。これに伴い PG-27.2 の修正 Lame の式及び PG-29 の<br />
皿形ヘッドの式に溶接継手強度低減係数が取り込まれ、高温・高圧条件の新材料<br />
の溶接部の時間強度が低下する傾向にあるとすれば、同様な考え方を採用するこ<br />
とを検討する必要がある。<br />
(8) 軸荷重(USC-3142)<br />
円筒殻(薄肉円筒殻)に軸荷重が作用した場合の臨界座屈荷重は次のとおり与<br />
えられる。<br />
E ⋅t<br />
E ⋅t<br />
σ C = ≈ 0.<br />
6<br />
r 3<br />
2 ( 1−ν<br />
) r<br />
ただし、 σ C :臨界座屈応力 E:縦弾性係数 t:円筒殻の厚さ<br />
r:円筒殻の半径 ν:ポアソン比<br />
実験結果によれば、臨界座屈応力は次のとおり与えられる。<br />
- 381 -<br />
- 381 -
E ⋅t<br />
σ C ≈ 0.<br />
2 ~<br />
r<br />
0 . 3<br />
E ⋅t<br />
r<br />
一方、長柱の軸方向の圧縮荷重による座屈破壊に関する Euler の理論式は次の<br />
とおり与えられことから、軸荷重を考慮する場合には、これらの式を考慮した仕<br />
様規定が必要と思われる。<br />
E ⋅ r E ⋅ r<br />
CE = n ≈ 2.<br />
27n<br />
4l l<br />
2<br />
2 2<br />
π<br />
σ<br />
ただし、 σ CE :座屈応力 n = 0.25~4 E:縦弾性係数<br />
r:長円柱の半径 l:長円柱の長さ<br />
(9) 疲労設計(USC-3220)<br />
火技解釈には疲労設計の規定はない。しかしながら、EN12952 には疲労設計が<br />
規定され、Sec. I においても HRSG(廃熱回収ボイラ)の規定に関連して疲労設計<br />
の導入が検討されていることから、高温・高圧条件の機器の構造に関する仕様規<br />
定の検討で疲労設計を除くことはできない。表Ⅱ.2.2.2.6-16 に ASME 規格及び<br />
EN12952 規格における疲労設計規定を比較して示した。<br />
疲労損傷を算出時に必要な項目としては、評価部位の使用環境条件(温度、圧<br />
力等)及び作用する繰返し荷重並びに繰返し回数が重要な項目である。<br />
A-USC ボイラーとして考慮すべき荷重として下記項目が挙げられる。<br />
① 内圧<br />
② 自重<br />
③ 支持荷重<br />
④ 熱過渡的温度差又は熱膨張差<br />
⑤ その他(荷重の組合せ)<br />
これらの考慮すべき荷重項目の中で、起動~運転(負荷変化運転含む)~停止<br />
過程の繰返し運転において、上記①、④及び⑤の項目を変動荷重として考慮しな<br />
ければならない。<br />
次に、A-USC ボイラーとしての基本的な 11 の損傷モードの中で、疲労損傷に<br />
関わる考慮すべき荷重の一つである熱過渡的温度差に起因する熱応力に関わる運<br />
転パターンについて検討を行った。<br />
ボイラー運転における基本的な 3 つの運用モードとしては、<br />
① ベースロード運用<br />
② 週末停止起動運用(略して WSS 運用)<br />
③ 毎日停止起動運用(略して DSS 運用)<br />
となる。<br />
この基本的な、運用モードと代表的な 4 つの起動モード<br />
① コールドスタート<br />
② ウォームスタート<br />
③ ホットスタート<br />
④ ベリーホットスタート<br />
- 382 -<br />
- 382 -
及び通常運転(負荷変化運転含む。)を加味して代表的な上記 3 つの運用モードに<br />
対して起動停止回数及び負荷変化回数を算出した。<br />
代表的な通常停止曲線及びホットスタートの起動曲線の例を図Ⅱ.2.2.2.6-16 に<br />
示す。<br />
運用パターンを想定するに当たっては、1 週間を考えこれを基本単位として月<br />
及び年間の回数を算出することとした。<br />
ベースロード運用、週末停止起動運用及び毎日停止起動運用の 1 週間の運用パ<br />
ターン及び設計年数を 20 年間とした場合の各々の運用回数を図Ⅱ.2.2.2.6-17 に示<br />
す。これらより、各運用モードの回数を纏め表Ⅱ.2.2.2.6-17 に示す。<br />
起動<br />
負荷変化<br />
表Ⅱ.2.2.2.6-17 運用回数(設計年数:20 年間)<br />
運用モード ベースロード 週末停止起動 毎日停止起動<br />
コールドスタート 240 240 240<br />
ウォームスタート - 720 720<br />
ホットスタート - - 4,800<br />
小 計 240 960 5,760<br />
大きい負荷変化 - 4,800 -<br />
小さい負荷変化 - 5,760 5,760<br />
小 計 - 10,560 5,760<br />
A-USC ボイラーに要求される起動停止回数は、設計耐用年数を 20 年間とした<br />
場合には、約 300~6,000 回程度の範囲と想定できる。<br />
(10) クリープ疲労設計(USC-3400)<br />
火技解釈には前記のとおり疲労設計の規定はなく、クリープ疲労設計に関する<br />
規定も当然のごとくない。クリープ温度領域に適用可能な高温構造設計基準とし<br />
ては、表Ⅱ.2.2.2.6-16 に ASME、EN 各規格における疲労設計の比較について記載<br />
しているが、ASME Sec.Ⅲ NH がある。<br />
クリープ疲労損傷を算出時に必要な項目としては、クリープ損傷を算出する上<br />
において必要な定常状態でのメタル温度及び圧力並びに運転時間(暴露時間)及<br />
び運用パターンによる繰返し荷重及び運用回数が重要な項目である。<br />
A-USC ボイラーとして考慮すべき荷重は疲労設計と同じであるが、評価時には<br />
運用モードの順番とその運用モードの運用時間を考慮した温度履歴及び定常状態<br />
での応力緩和も考慮した応力履歴から得られる情報をもとにクリープ疲労損傷を<br />
算出しなければならないのが、疲労設計と大きな違いであり、重要な内容である。<br />
従って、評価手法及び所定の材料データがあるとして実際に計算を実施しよう<br />
とすると具体的に下記項目が必要である。<br />
- 383 -<br />
- 383 -
クリープ疲労損傷算出に必要な項目<br />
(1) 評価部位の構造寸法及び材質<br />
(2) 予想起動及び停止曲線 ・・・例 図Ⅱ.2.2.2.6-16<br />
(3) 運用回数(設計年数) ・・・例 表Ⅱ.2.2.2.6-17<br />
(4) 運用パターン ・・・例 図Ⅱ.2.2.2.6-17<br />
(5) 材料データ(クリープ及び疲労関係データ並びに応力 vs.歪線図並びに物<br />
性値)<br />
(6) 各運転モードの定常時での運転時間(保持時間)<br />
上記(3)及び(4)から推定時間(保持時間)として得られる。<br />
クリープ疲労損傷を算出する上において、算出した値に最も影響を及ぼすのが<br />
運用モードの順番(応力値が関係)とその運転時間(保持時間;応力緩和を伴う<br />
時間)である。これに比べ疲労損傷を算出する場合には、運転時間は無関係であ<br />
り、また、運転モードの順番の影響もクリープ疲労のように評価結果に与える影<br />
響は顕著でないと予想されるため、クリープ疲労評価方法は疲労評価方法に比べ<br />
非常に煩雑なものであることが予想できる。<br />
従って、設計段階でクリープ疲労評価を行う場合には、むやみに評価方法を煩<br />
雑にするより、設計のし易さ及び安全に対する判断が容易にできるほうが賢明で<br />
ある。<br />
現在、クリープ温度領域に適用可能な高温構造設計基準としての代表的な基準<br />
は ASME Boiler and Pressure Vessel Code, Sec.Ⅲ NH であり、クリープ疲労損傷評<br />
価式としては、次式で表わしている累積損傷和側である。<br />
P<br />
∑<br />
j=<br />
1<br />
q<br />
⎛ n ⎞ ⎛Δt<br />
⎞<br />
⎜ ⎟ + ∑ ⎜ ⎟<br />
⎝ Nd ⎠ ⎝ Td ⎠<br />
j<br />
k = 1 k<br />
≤ D<br />
- 384 -<br />
(Ⅱ.2.2.2.6-1)<br />
ここで、<br />
n : 荷重状態jの繰返し回数<br />
Nd 荷重状態jの許容繰返し回数:<br />
サイクル中に生じる最大のメタル温度に対応する該当する<br />
:<br />
設計疲労曲線(Figs.T-1420-1)から決定される繰返しタイプ<br />
j における設計許容繰返し回数<br />
Δt : 荷重状態kの保持時間(継続時間)<br />
Td 荷重状態kの許容保持時間:<br />
荷重状態kの保持時間中に生じ、最大温度と与えられた応力<br />
:<br />
に対する Figs.I-14.6(応力 vs.クリープ破断曲線)から求まる<br />
許容保持時間<br />
D : クリープ疲労損傷の制限値<br />
- 384 -
但し、式(Ⅱ.2.2.2.6-1)で評価可能な材料及び上限温度を下記に示す。<br />
Material Maximum Temp.<br />
- 385 -<br />
deg-F(deg-C)<br />
A. 304SS 1,500(816)<br />
B. 316SS 1,500(816)<br />
C. Ni-Fe-Cr(Alloy800H) 1,400(760)<br />
D. 2.25Cr-1Mo 1,200(649)<br />
E. 9Cr-1Mo-V 1,200(649)<br />
式(Ⅱ.2.2.2.6-1)の左辺の第1項の累積疲労損傷と第2項の累積クリープ損傷<br />
の合計値は、図Ⅱ.2.2.2.6-18 のクリープ‐疲労損傷エンベロープで制限されてい<br />
る。<br />
図Ⅱ.2.2.2.6-18 クリープ‐疲労損傷エンベロープ<br />
(ASME Sec.III Subsection NH より)<br />
- 385 -
次に、ASME Sec.Ⅲ NH ,T-1400 クリープ‐疲労評価における非弾性解析(弾塑<br />
性解析)における評価手順について示す。<br />
【Step-1】・・・ 評価部の非弾性解析<br />
例えば、管寄せのリガメント部の評価を行なうために有限要素法(Finite Element<br />
Method)を用いた数値解析により、定常及び非定常温度分布解析並びに応力が厳し<br />
いと予想される時間の評価ポイントにおける弾塑性解析結果を実施後に得られた<br />
応力6成分(垂直応力:σx、σy、σz、せん断応力:τxy、τyz、τzx)より、<br />
主応力σ 1、σ 2及びσ 3を計算する。<br />
【Step-2】・・・ クリープ損傷の算出<br />
・相当応力σe の算出<br />
⎡ ⎛J1<br />
σe<br />
= σexp⎢C⎜<br />
⎣ ⎝ Ss<br />
ここで、<br />
J = σ + σ + σ<br />
1<br />
Ss =<br />
1<br />
2<br />
⎞⎤<br />
- 1⎟⎥<br />
⎠⎦<br />
[ ] 1/2<br />
2 2 2<br />
σ + σ + σ<br />
1<br />
2<br />
2<br />
2<br />
2 1 / 2<br />
[ ( σ -σ<br />
) + ( σ -σ<br />
) ( σ -σ<br />
) ]<br />
1<br />
σ =<br />
1 2<br />
2 3 +<br />
2<br />
3<br />
3<br />
定数 C は以下による。<br />
(a) SUS304&SUS316 : C=0.24<br />
(b) Alloy 800H : C=0<br />
(c) 2.25Cr-1Mo & 9Cr-1Mo-V :<br />
(1) J1/Ss ≧ 1.0 : C=0.16<br />
(2) J1/Ss < 1.0 : C=0<br />
3<br />
・許容保持時間 Td の算出<br />
最大応力(荷重状態kの保持時間中に生じる最大応力)を係数 K’(下表内値)で<br />
割った値及び温度並びに図Ⅱ.2.2.2.6-19 Alloy800H(例)より許容保持時間 Td を<br />
求める。<br />
・クリープ損傷の算出<br />
荷重状態kの保持時間(継続時間)Δt 及び許容保持時間 Td を式(Ⅱ.2.2.2.6-1)<br />
の第2項に代入しクリープ損傷を計算する。<br />
荷重状態k=1 から荷重状態総数k=qまで繰返し計算することで全クリープ<br />
損傷を得ることができる。<br />
- 386 -<br />
- 386 -<br />
1
- 387 -<br />
K’<br />
Material Inelastic Analysis<br />
Austenitic Stainless Steel 0.67<br />
Ni-Fe-Cr-(Alloy 800H) 0.67<br />
21/4Cr-1Mo 0.67<br />
9Cr-1Mo-V 0.87<br />
図Ⅱ.2.2.2.6-19 Alloy800H(例)<br />
(ASME Sec.III Subsection NH より)<br />
- 387 -
【Step-3】・・・ 疲労損傷の算出<br />
・相当歪範囲 Δεequiv.<br />
i の算出<br />
(1) 全てのサイクルに対する時間の各々のポイント i における歪成分を計算<br />
(εxi、εyi、εzi、γxyi、γyzi、γzxi)する。<br />
非弾性解析を実施するときは、局所的な幾何学的不連続の応力及び歪集中の<br />
影響を含む。<br />
(2) サイクルにおける極大値及び極小値のポイントの選定<br />
(3) 各々の時間 i の成分から時間 o の成分を差し引き、歪成分の履歴を計算<br />
Δεxi=εxi-εxo<br />
Δεyi=εyi-εyo<br />
など;<br />
(4) 時間ポイントに対する相当歪範囲を次式により計算<br />
2<br />
2<br />
2<br />
[ xi-Δεyi)<br />
+ (Δεyi-Δεzi)<br />
+(Δεzi-Δεxi<br />
( replace)<br />
]<br />
2<br />
Δεequiv<br />
. i = (Δε<br />
) +<br />
*<br />
2(<br />
1 + ν)<br />
3 2<br />
⎡<br />
2<br />
2<br />
⎤<br />
replace = ⎢ (Δγ xyi+Δγ<br />
yzi+Δγ<br />
zxi)<br />
⎥<br />
⎣2<br />
⎦<br />
ここで、<br />
ν*= 0.5 T-1420 の規則を使用する場合<br />
ν*= 0.3 T-1430 の規則を使用する場合<br />
(5) 計算した相当歪範囲 Δεequiv,i の最大値をΔεmax と定義<br />
・設計許容繰返し回数 Nd の算出<br />
荷重状態jの設計許容繰返し回数は、歪範囲εt=Δεmax とし、設計疲労線図<br />
である図Ⅱ.2.2.2.6-20 Alloy800H(例)より求める。<br />
・疲労損傷の算出<br />
荷重状態kのサイクル数n及び設計許容繰返し回数 Nd を式(Ⅱ.2.2.2.6-1)の<br />
第 1 項に代入し疲労損傷を計算する。<br />
荷重状態k=1 から荷重状態総数k=qまで繰り返し計算することで全疲労損<br />
傷を得ることができる。<br />
【Step-4】・・・ クリープ-疲労評価<br />
Step-1 から Step-3 を通して得られたクリープ損傷と疲労損傷の合計が、図<br />
Ⅱ.2.2.2.6-18 クリープ‐疲労損傷エンベロープの安全域にあることを確認する。<br />
- 388 -<br />
- 388 -
図Ⅱ.2.2.2.6-20 Alloy800H(例)<br />
(ASME Sec.III Subsection NH より)<br />
- 389 -<br />
- 389 -
ASME Sec.Ⅲ NH のクリープ‐疲労評価の判定基準に用いているクリープ‐<br />
疲労エンベロープについて、疲労損傷及びクリープ損傷算出に用いられている<br />
Factor について調査・検討を実施した。<br />
横軸の∑n/Nd(累積疲労損傷)及び縦軸の∑Δt/Td(累積クリープ損傷)<br />
に含まれる factor の内容について以下に示す。<br />
ASME Sec.Ⅲ Subsec. NH の Fig. T-1420-2 は、クリープ-疲労損傷を受ける部位<br />
に対して疲労損傷とクリープ損傷を個別に計算し、クリープ-疲労損傷の判定用<br />
に用いられものである。<br />
疲労損傷とクリープ損傷を個別に算出して評価出来ることは非常に利便性に富<br />
んでおり、かつ、合理的である。<br />
クリープ-疲労損傷を個々の損傷に分離しないで評価を企てるものなら、実機<br />
運用に合う種々の要求に答えるためには、パラメータとして使用材料ごとに対し<br />
て温度、初期応力及び保持時間等並びにこれらの組合わせを考え判定基準を作成<br />
しようとすると天文学的数字の検討・実験等を途方もなく行わなければならなく<br />
なる。このため、クリープ-疲労に関しては、クリープ損傷と疲労損傷を個別に<br />
分離して評価を行うことが合理的で実用的な方法である。<br />
- 390 -<br />
- 390 -
Stress amplitude (MPa)<br />
設計疲労線図について ・・・ 横軸の∑n/Nd(累積疲労損傷)<br />
ASME Sec.III Div.1 NH T-1400 CREEP-FATIGUE EVALUATION には、設計疲労<br />
線図である DESIGN FATIGUE STRAIN RANGE を求める手順等については記載さ<br />
れてないが、下記に示す文献に記載があった。<br />
(文献1)CRITERIA OF THE ASME BOILER AND PRESSURE VESSEL CODE<br />
FOR DESIGN BY ANALYSIS IN SECTIONS III AND VIII, DIVISION2<br />
(文献2)WRC BULLETIN 474 に ASME Sec.III の DESIGN FATIGUE CURVES<br />
ASME Sec.III の設計疲労線図は、スムース部材の実験結果である歪振幅に縦弾<br />
性係数を乗じた応力振幅と繰返し回数とのベストフィットカーブを求め、応力で<br />
×1/2 及び回数で×1/20 を乗じた2曲線の包絡線を設計疲労線図としている。<br />
尚、これらの値 2 及び 20 はエンジニアリングジャッジに基づいている。<br />
内訳は下記に示し、これらを全て乗じると 20 となる。<br />
データのバラつき ×2<br />
寸法効果 ×2.5<br />
表面仕上げ、大気条件下などの環境影響 ×4<br />
10000<br />
1000<br />
設計疲労線図<br />
ベストフィットカーブ<br />
100<br />
10 100 1000 10000 100000 1000000<br />
Number of cycles<br />
設計疲労線図(模式図)<br />
疲労損傷は、熱サイクルを含む応力サイクル履歴より得られる熱疲労カウント<br />
方法に基づいた各々の応力振幅を、上図に当てはめサイクル数を求め、その逆数<br />
を足し合わせることにより得られる。<br />
- 391 -<br />
- 391 -<br />
回数×1/20<br />
応力×1/2
クリープ破断曲線について ・・・ 縦軸の∑Δt/Td(累積クリープ損傷)<br />
ASME Sec.III Div.1 NH T-1400 CREEP-FATIGUE EVALUATION には、クリープ<br />
損傷を計算する上において必要な種々温度条件下での応力とクリープ破断時間と<br />
の関係について求める手順等について記載されてない。<br />
記載してある内容としては、FIG. (MATERIAL NAME) OF THE MINIMUM<br />
STRESS-TO- RUPTURE 及び TABLE (MATERIAL NAME) – EXPECTED<br />
MINIMUM STRESS-TO- RUPTURE VALUES のみである。<br />
文章中に明確な記載がないことから、上記の TABLE 値と許容応力値から各々<br />
クリープ破断曲線を求め、これらを比較検討することにした。<br />
クリープ破断曲線を表す式として一般的なパラメータであるラーソン・ミラ<br />
ー・パラメータを用いた。これを用いて整理することにより、種々温度条件下で<br />
の応力とクリープ破断時間との関係は、ばらつきは有するもののある一本の曲線<br />
で表すことができる。但し、Ac1 変態点温度以下のデータに限る。<br />
従来材の代表として 2.25Cr-1Mo 鋼を選定し、以下の手順にてデータを整理し検<br />
討を行った。<br />
データの整理手順<br />
(1) 鋼種の選定<br />
従来材の代表である、2.25Cr-1Mo 鋼を選定した。<br />
(2) クリープ温度領域の許容値の識別<br />
ASME Sec.II Part.D の許容応力表では、許容応力値が斜体(イタリック体)で<br />
記載されている温度領域がクリープ温度領域となっている。<br />
許容応力が斜体となっている温度と許容応力値を対象範囲とした。<br />
【表Ⅱ.2.2.2.6-18 参照】<br />
(3) ラーソン・ミラー・パラメータ(LMP)を用いたクリープ破断曲線の推定<br />
許容応力に対して、クリープ破断時間を 10 万時間として LMP を算出した。<br />
許容応力と LMP との関係をグラフ化した(片対数グラフ)。<br />
――――――> 曲線-1 【図Ⅱ.2.2.2.6-22 参照】<br />
尚、材料定数 C の値は、暫定値として一般的な値 20 を用いた。<br />
(4) 平均クリープ破断曲線の推定並びに参考として下限クリープ破断曲線の推定<br />
この鋼種であれば、平均値の×0.67 の方が下限値の×0.80 よりも下回る。<br />
従って、平均値に×0.67 を乗じた値が許容応力を算出するクリープ破断曲線<br />
になっている。よって、平均クリープ破断曲線は、許容応力を算出したクリ<br />
ープ破断曲線の応力に Factor×0.67 の逆数を乗じて求めた。<br />
――――――> 曲線-3 【図Ⅱ.2.2.2.6-22 参照】<br />
参考データとして、下限クリープ破断曲線を平均クリープ破断と同様に求め<br />
た。<br />
尚、Factor×0.67 の代わりの Factor×0.80 を用いた。<br />
――――――> 曲線-2 【図Ⅱ.2.2.2.6-22 参照】<br />
- 392 -<br />
- 392 -
(5) クリープ寿命評価に用いているクリープ破断曲線の推定<br />
続いて、ASME Sec.III Div.1 NH T-1400 内の同鋼種である Table I-14.6D のデ<br />
ータを 上記のラーソン・ミラー・パラメータを用いて整理し、許容応力と<br />
LMP との関係をグラフ化した。【図Ⅱ.2.2.2.6-21 参照、但し、1,000degF 以上と<br />
した。】<br />
――――――> ポイント 【図Ⅱ.2.2.2.6-22 参照】<br />
種々の温度に対して LMP で整理し、材料定数 C の値を変化させると C の値が<br />
20 の時、種々の温度の LMP と応力のデータが略一本の曲線として表すことが<br />
できたので、材料定数を 20 に固定した。データの回帰分析を行い定数 C の値<br />
を 17,18,19,20,21,22,23 と変化させると相関係数 R は、2次回帰の場合、C=20<br />
の時 R 2 ≒0.99923(R 2 :決定係数で相関係数 R の自乗に等しい)と最も大きか<br />
ったことを付記する。<br />
(6) Table I-14.6D のデータを用いて整理したクリープ破断曲線の位置付け<br />
クリープ寿命評価に用いているポイントが曲線-1と曲線-3の間にあり、<br />
かつ、曲線-2 よりも一部のデータを除いて下側にあるものの略、この曲線の<br />
近傍にデータが集まっている。2.25Cr-1Mo 鋼の場合であれば、この曲線-2<br />
は許容応力値を算出したクリープ破断曲線の応力値に Factor×0.80 の逆数を<br />
乗じたクリープ破断曲線であり、データのバラつきの下限データよりも下側、<br />
つまり、安全側(ある応力に対するクリープ破断時間を短時間側に算出する)な<br />
評価となる。<br />
(7) クリープ寿命評価用のクリープ破断曲線を下限値と見なした時の許容応力を<br />
算出するクリープ破断曲線の算出<br />
許容応力値は、クリープ下限データの応力値に×0.80 した値であることから、<br />
応力に×0.80 を乗じたクリープ破断曲線をもとめた。<br />
――――――> 曲線-4 【図Ⅱ.2.2.2.6-22 参照】<br />
プロット結果、許容応力より算出したクリープ破断曲線に略合致しているこ<br />
とが言える。<br />
以上のことから、寿命を算出するクリープ破断曲線は、クリープデータの下限<br />
値に略等しいことが言える。<br />
クリープ損傷は、熱サイクル履歴等で生じる応力より初期応力を求め、クリー<br />
プ温度域にある時間を基に、単軸の応力緩和曲線或いは多軸の影響を加味し補正<br />
を加えた応力緩和曲線並びに寿命評価用のクリープ破断曲線等を用いて時々刻々<br />
応力緩和を伴ったクリープ損傷を計算し、所定の時間まで加え合わせることによ<br />
り得られる。同様に、全運転時間の荷重条件のモードに対して同様な計算を行い<br />
加え合わせることにより累積クリープ損傷が得られる。<br />
- 393 -<br />
- 393 -
寿命評価に用いていると予想されるクリープ破断曲線の模式図を下記に示す。<br />
クリープ破断曲線<br />
クリープ寿命予測には、クリープデータの下限値を採用していると推定される。<br />
上図では、σmin.の曲線に対応する。<br />
- 394 -<br />
- 394 -
表Ⅱ.2.2.2.6-18 2.25Cr-1Mo Smls.tube & Smls.pipe の<br />
クリープ温度領域での許容応力(ASME Sec.II Part.D より)<br />
温度(degF) 900 950 1000 1050 1100 1150 1200<br />
〔温度(degC)〕 〔482.2〕 〔510.0〕 〔537.8〕 〔565.6〕 〔593.3〕 〔621.1〕 〔648.9〕<br />
許容応力(×ksi) 13.6 10.8 8.0 5.7 3.8 2.4 1.4<br />
図Ⅱ.2.2.2.6-21 2 1 /4Cr‐1Mo(例)<br />
(ASME Sec.III Subsection NH より)<br />
- 395 -<br />
- 395 -
応力 ksi<br />
100<br />
10<br />
曲線-4<br />
1<br />
17 18 19 20 21 22 23 24<br />
LMP(C=20)<br />
図Ⅱ.2.2.2.6-22 21/4Cr‐1Mo のクリープ破断曲線<br />
- 396 -<br />
- 396 -<br />
曲線-1<br />
537.8℃<br />
565.6℃<br />
593.3℃<br />
621.1℃<br />
648.9℃<br />
許容応力ベース<br />
推定平均値<br />
推定下限値<br />
寿命評価曲線× 0.8 σ<br />
曲線-3<br />
曲線-2
クリープ疲労寿命予測に要求される事項は、精度良く評価を行なえるか否かで<br />
ある。<br />
負荷の変動が伴う高温機器の構造健全性評価を行なうために、様々な機器に適<br />
用することを念頭に古くから検討が行なわれてきている。最も古典的な評価法で<br />
ある時間消費則(応力ベースでクリープ損傷を評価する方法)から歪範囲分割法<br />
(歪ベースでクリープ損傷を評価する方法)及び延性消耗則(保持中の非弾性歪<br />
をクリープ破断延性で除することでクリープ損傷を評価する方法)及び改良延性<br />
消耗則並びにエネルギーベースアプローチの開発(応力又は非弾性歪の代わりに<br />
非弾性歪エネルギーを用いてクリープ損傷を評価する)[Section 1.2 の[606]]が行<br />
なわれている。<br />
A-USC ボイラーで使われる予定の Ni 基合金或いは Fe-Ni 合金が、A-USC ボイ<br />
ラーの使用環境下において、累積疲労損傷と累積クリープ損傷の破壊に対する相<br />
関性を調査することは非常に重要なことである。<br />
文献 SYSTEMATIC EVALUATION OF CREEP-FATIGUE LIFE PREDICTION<br />
METHDS[Section 1.2 の[606]]に累積クリープ損傷と累積疲労損傷の各種評価法の<br />
相関図が記載されていたので抜粋した表及び図を各々表Ⅱ.2.2.2.6-19 及び図<br />
Ⅱ.2.2.2.6-23 に示す。<br />
但し、非弾性歪範囲の結果のみプロットしている。<br />
表Ⅱ.2.2.2.6-19 に記載の材料としては、フェライト鋼、オーステナイトステン<br />
レス鋼及び Ni 基である。<br />
図Ⅱ.2.2.2.6-23 には、時間消費則(Time fraction)、延性消耗則(Classical ductility<br />
exhaustion)、改良延性消耗則(Modified ductility exhaustion)及びエネルギーベースア<br />
プローチ(Energy-based approach)に対して表Ⅱ.2.2.2.6-19 に記載のクリープ疲労デ<br />
ータのプロット及び累積疲労損傷と累積クリープ損傷を加えた線形消費合計の許<br />
容値を1としバンド幅を2とした3本の線が引かれている。この4種類の方法の<br />
中では、改良延性消耗則及びエネルギーベースアプローチのバンドが最も狭いと<br />
記載されている。<br />
今後、A-USC ボイラーで使われる予定の Ni 基合金或いは Fe-Ni 合金に対する<br />
最適な評価方法を検討することが今後の課題である。実機への適用に対しては、<br />
新規材料ゆえ最適な評価方法による設計段階の評価及び実運用ベースでの評価並<br />
びに供用期間中の検査等の実施を合せた総合評価で運用して行くことも考えなけ<br />
ればならない。<br />
- 397 -<br />
- 397 -
表Ⅱ.2.2.2.6-19 クリープ疲労データのサマリー[Section 1.2 の[606]]<br />
図Ⅱ.2.2.2.6-23 モデル毎に評価した破壊時の累積損傷[Section 1.2 の[606]]<br />
- 398 -<br />
- 398 -
ボイラの範囲<br />
ボイラの範囲外<br />
表Ⅱ.2.2.2.6-1 EN12952-1 で規定のボイラの範囲<br />
- 399 -<br />
設備の詳細<br />
(a) 給水入口弁から蒸気/温水出口弁まで(出口弁がない場合は、<br />
管寄せ第一溶接線又はフランジまで)<br />
・ 過熱器管、再熱器管、節炭器管、安全設備及び燃焼ガスに触<br />
れかつ隔離弁で主要系統から隔離できない接続管<br />
・ ボイラ下流側の最初の隔離弁までのドレン、ベント、減温器<br />
等のように運転中にボイラ本体に接続される管<br />
・ 燃焼ガスに触れ又は単独に燃焼加熱される再熱器管及び制<br />
御系及び安全系を含む全ての安全設備を有する再熱器管<br />
(b) 隔離された過熱器管、再熱器管、節炭器管及び関係する接続管<br />
(c) 熱供給系又は燃焼系<br />
(d) 制御系を含むボイラへの燃料供給系<br />
(e) 制御系を含むボイラへの給水系<br />
(f) 圧力調整容器及び温水供給容器<br />
(a) ボイラ支持構造物、断熱熱材及びボイラ<br />
(b) 排気ファン及び空気予熱器を含む送風排気系統<br />
(c) 排気ファン、排ガス処理装置を含む設備で煙突入口まで<br />
(d) ボイラ設備の運転に必要な他の設備<br />
- 399 -
表Ⅱ.2.2.2.6-2 ボイラー及び圧力容器に関連する規格基準で規定されている<br />
設計荷重の比較(ASME 規格)<br />
ISO 16528-1<br />
7.3.1<br />
設計で考慮する荷重<br />
- 400 -<br />
ASME 規格<br />
Sec. I Sec. VIII, Div.1 B31.1<br />
PG-22 Loading<br />
荷重<br />
UG-22 Loading<br />
荷重<br />
内圧 UG-22(a) 内圧<br />
外圧 UG-22(a) 外圧<br />
自重 PG-22.1 静水頭<br />
支持荷重、配管等反力<br />
PG-22.2 伝熱管<br />
の付着品<br />
UG-22(b) 自 重<br />
(静水頭を含む)<br />
UG-22(c) 自重及<br />
び配管等反力<br />
UG-22(d) サポー<br />
ト等の荷重<br />
101 Design Conditions<br />
設計条件<br />
101.2.2 内圧<br />
101.4.2 流体の膨<br />
張による内圧の上<br />
昇<br />
101.2.4 外圧<br />
101.4.1 流体の冷<br />
却による外圧<br />
101.6.1 活荷重(静水頭)<br />
101.6.2 自重<br />
101.7.1 サポート<br />
風荷重 UG-22(f) 風 101.5.2 風<br />
地震荷重 UG-22(f) 地震 101.5.3 地震<br />
過渡的温度差又は熱<br />
膨張差<br />
UG-22(h) 温度勾<br />
配及び熱膨張差<br />
101.7.1 熱膨張<br />
101.7.2 熱膨張を<br />
吸収する部品<br />
圧力及び温度の変動<br />
荷重<br />
劣化メカニズム(腐<br />
食、エロージョン、ク<br />
リープ及び疲労)<br />
取回し、輸送及び据付<br />
荷重等<br />
UG-22(e) 圧力、<br />
温度変化による繰<br />
返し及び動的荷重<br />
荷重の組合せ<br />
- 400 -<br />
UG-22(e) 機械的<br />
な繰返し及び動的<br />
荷重<br />
UG-22(f) 雪<br />
101.6.1 活荷重(雪<br />
及び氷)
ISO 16528-1<br />
- 401 -<br />
ASME 規格<br />
Sec. I Sec. VIII, Div.1 B31.1<br />
UG-22(g) 流体の<br />
衝撃反力<br />
UG-22(i) 爆燃等<br />
による異常圧力<br />
101.5.1 衝撃力(水<br />
撃等)<br />
101.5.4 振動(配管<br />
振動)<br />
ISO 16528-1 : 2007 “Boilers and Pressure Vessels – Part 1 : Performance Requirements”<br />
Sec. I : 2007 “Power Boilers”<br />
Sec. VIII, Div.1 : 2007 “Rules for Construction of Pressure Vessels”<br />
- 401 -
表Ⅱ.2.2.2.6-3 ボイラー及び圧力容器の関連する規格基準で規定されている<br />
設計荷重の比較(EN 規格)<br />
ISO 16528-1<br />
7.3.1<br />
設計で考慮する荷重<br />
- 402 -<br />
EN 規格<br />
EN12952 Part 3 EN13445 Part 3<br />
5.3 Strength of Pressure<br />
Parts<br />
5.3 Load Cases<br />
内圧 5.3a) 内圧 5.3.1a) 内圧<br />
外圧 5.3.1a) 外圧<br />
自重 5.3b) 自重<br />
5.3.1b) 静水頭<br />
5.3.1c) 自重<br />
支持荷重、配管等反力 5.3d) ボイラー外部の反力 5.3.1i) サポート荷重<br />
風荷重 5.3 風(if applicable) 5.3.1f) 風<br />
地震荷重 5.3 地震(if applicable) 5.3.1g) 地震<br />
過渡的温度差又は熱<br />
膨張差<br />
5.3.1l) 温度差及び熱膨張差<br />
圧力及び温度の変動<br />
5.3.1m) 圧力、温度及び外部<br />
荷重<br />
劣化メカニズム(腐<br />
食、エロージョン、ク<br />
リープ及び疲労)<br />
荷重の変動<br />
取回し、輸送及び据付<br />
5.3.1h) 輸送及び据付時の荷<br />
荷重等<br />
荷重の組合せ<br />
5.3b) 内包物の重量、その他<br />
重<br />
部品の支持荷重、スラグ、燃<br />
料、灰又はほこりの重量、<br />
5.3c) 火炉及び煙道のガス<br />
圧差<br />
5.3.1d)e) 内包物の重量<br />
5.3.1f) 雪及び氷結<br />
5.3.1j) 衝撃荷重(水撃等)<br />
5.3.1.k) 容器の中立軸に対す<br />
る作用圧力中心の偏心による<br />
曲げモーメント<br />
5.3.1n) 不安定な流体の分解<br />
による応力<br />
ISO 16528-1 : 2007 “Boilers and Pressure Vessels – Part 1 : Performance Requirements”<br />
EN 12952, Part 3 : 2001 “Water-Tube Boilers and Auxiliary Installations. Design and<br />
Calculation of Pressure Parts”<br />
EN 13445, Part 3 : 2002 “Unfired Pressure Vessels. Design”<br />
- 402 -
表Ⅱ.2.2.2.6-4 ボイラー及び圧力容器の関連する規格基準で規定されている<br />
設計荷重の比較(JIS 規格)<br />
ISO 16528-1<br />
7.3.1<br />
設計で考慮する荷重<br />
- 403 -<br />
JIS 規格<br />
JIS B 8265-2003 JIS B 8265-2008 JIS B 8201-2005<br />
5. 設計 -<br />
6. 設計<br />
内圧 5.2.1 内圧 内圧 6.1.2 内圧<br />
外圧 5.2.3 外圧 外圧<br />
自重 a) 自重<br />
支持荷重、配管等反力<br />
風荷重 c) 風<br />
地震荷重 c) 地震<br />
過渡的温度差又は熱膨<br />
張差<br />
圧力及び温度の変動荷<br />
重<br />
劣化メカニズム(腐食、<br />
エロージョン、クリー<br />
プ及び疲労)<br />
取回し、輸送及び据付<br />
荷重等<br />
荷重の組合せ<br />
b) サポート、配管<br />
反力<br />
d) 熱(温度)<br />
e) 繰返し荷重<br />
f) 取扱い、輸送及<br />
び据付の荷重<br />
6.5 ステー構造<br />
a) 内部流体の荷<br />
重<br />
c) 積雪<br />
e) 動的荷重<br />
ISO 16528-1 : 2007 “Boilers and Pressure Vessels – Part 1 : Performance Requirements”<br />
JIS B 8265 “圧力容器の構造 – 一般事項”<br />
JIS B 8201 : 2005 “陸用鋼製ボイラ – 構造 ”<br />
- 403 -
表Ⅱ.2.2.2.6-5 A-USC ボイラーにおいて考慮すべき設計荷重(1/2)<br />
- 404 -<br />
A-USC の<br />
ISO16528-1 の設<br />
計荷重<br />
ISO16528-1 以外<br />
*1 の設計荷重<br />
USC<br />
での<br />
要求<br />
考慮要否<br />
ボ<br />
配<br />
イ<br />
管<br />
ラ<br />
*3<br />
*2<br />
・内圧 ○ ○ ○<br />
考慮を要しない理由<br />
・外圧 × × × 外圧荷重の想定がない<br />
ため。<br />
・自重 × △ ○<br />
・支持荷重、配管<br />
等反力<br />
× △ ○<br />
・風荷重 × × △ ボイラーには要求事項としな<br />
い。<br />
・地震荷重 × × ○ ボイラーには要求事項としな<br />
い。<br />
・過渡的温度差又<br />
は熱膨張差<br />
× ○ ○<br />
・圧力及び温度の<br />
変動<br />
× × ○<br />
ボイラーには、低サイク<br />
ル変動は考慮するが、高<br />
サイクル変動は想定が<br />
困難なため要求事項と<br />
しない。<br />
・劣化メカニズム × × × 要求事項としない。<br />
・取回し、輸送及<br />
× × × 要求事項としない。<br />
び据付荷重等<br />
・荷重の組合せ<br />
× ○ ○<br />
○:考慮する △:必要に応じ考慮する ×:考慮を要しない<br />
*1:ASME Code ( Sec.Ⅰ,Sec.Ⅷ Div.1,B31.1) and<br />
EN Standard(EN12952, Part3,EN13445 Part3)<br />
*2:ボイラー本体内部に設置されることを想定<br />
*3:ボイラー本体外部に設置されることを想定<br />
- 404 -
表Ⅱ.2.2.2.6-5 A-USC ボイラーにおいて考慮すべき設計荷重(2/2)<br />
A-USC の<br />
ISO16528-1 の設<br />
計荷重<br />
ISO16528-1 以外<br />
*1 の設計荷重<br />
USC<br />
での<br />
要求<br />
考慮要否<br />
ボ<br />
配<br />
イ<br />
管<br />
ラ<br />
*3<br />
*2<br />
考慮を要しない理由<br />
・熱的・機械的荷<br />
重の繰返し及<br />
び動的荷重<br />
× × ×<br />
低サイクル繰返しは考<br />
慮するが、高サイクル繰<br />
返しは想定が困難なた<br />
め要求事項としない。<br />
・雪及び氷の積載<br />
荷重<br />
× × △ ボイラーには要求事項としな<br />
い。<br />
・流体の衝撃 × × △ ボイラーには要求事項としな<br />
い。<br />
・爆燃等 × × × 要求事項としない。<br />
ボイラーには、高サイク<br />
・配管振動 × × △<br />
ル配管振動は想定が困<br />
難なため要求事項とし<br />
ない。<br />
・内包物重量 × △ ○<br />
・スラグ、灰等の<br />
重量<br />
× × × 要求事項としない。<br />
・ガス圧差<br />
・容器中立軸と圧<br />
× × × 要求事項としない。<br />
力中心の偏心<br />
による曲げモ<br />
ーメント<br />
× × × 要求事項としない。<br />
・流体の分解によ<br />
る応力<br />
× × × 要求事項としない。<br />
○:考慮する △:必要に応じ考慮する ×:考慮を要しない<br />
*1:ASME Code ( Sec.Ⅰ,Sec.Ⅷ Div.1,B31.1) and<br />
EN Standard(EN12952, Part3,EN13445 Part3)<br />
*2:ボイラー本体内部に設置されることを想定<br />
*3:ボイラー本体外部に設置されることを想定<br />
- 405 -<br />
- 405 -
表Ⅱ.2.2.2.6-6 設計荷重 規定リスト (その1)<br />
国内<br />
ASME EN<br />
規定内容<br />
参考(自主的)にしている規格・<br />
基準<br />
規定条項<br />
省令・解釈<br />
規定の有無<br />
Sec.Ⅰ Sec.Ⅷ Div.1 12952 13445<br />
内圧 内圧 内圧 火技省令 第6条 耐圧部分に生ずる応力<br />
静水頭による応<br />
力、使用圧力<br />
内圧<br />
内圧<br />
静水頭による応力,静水頭以外の作用による付加<br />
応力<br />
内側または外側の設計圧力<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
PG-9<br />
PG-22.1<br />
UG-22(a)<br />
有<br />
外圧を受ける胴及び鏡板<br />
JIS B 8265<br />
圧力容器の構造-一般事項<br />
外圧 外圧 外圧<br />
無<br />
内側または外側の設計圧力<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(a)<br />
必要に応じて以下を要求<br />
JEAG 4601<br />
原子力発電所の耐震設計技術 運転時荷重<br />
指針<br />
- 406 -<br />
- 406 -<br />
運転条件下での最大重量<br />
(社内基準)<br />
無<br />
運転条件下での最<br />
大重量<br />
運転状態の重量<br />
(自重+内包物の重量)<br />
運転条件または試験条件のもとでの容器および通<br />
常内容物の重量(液体の静的液頭圧による付加的<br />
圧力を含む)<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(b)<br />
水圧試験下における水の重量<br />
(社内基準)<br />
無<br />
水圧試験下におけ<br />
る水の重量<br />
ISO<br />
16528<br />
の要求<br />
事項<br />
(設計 水圧試験状態の重量<br />
荷重) (自重+内包物の重量)<br />
運転条件または試験条件のもとでの容器および通<br />
常内容物の重量(液体の静的液頭圧による付加的<br />
圧力を含む)<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(b)<br />
容器中に作用するサポート荷重<br />
(社内基準)<br />
無<br />
容器中に作用する<br />
サポート荷重<br />
サポートの荷重<br />
支持方法<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
PG-22.1
表Ⅱ.2.2.2.6-6 設計荷重 規定リスト (その2)<br />
国内<br />
ASME EN<br />
規定内容<br />
参考(自主的)にしている規格・<br />
基準<br />
規定条項<br />
省令・解釈<br />
規定の有無<br />
Sec.Ⅰ Sec.Ⅷ Div.1 12952 13445<br />
反力荷重<br />
JEAG 4601<br />
原子力発電所の耐震設計技術<br />
指針<br />
主要配管反力による応力<br />
(社内基準)<br />
無<br />
構造物の反力<br />
容器の支持構造物<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(d)(2)<br />
建築基準法 風荷重(建屋に限る)<br />
無<br />
風荷重<br />
風荷重 風荷重<br />
風<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(f)<br />
JEAC 3605<br />
火力発電所の耐震設計規程<br />
地震荷重<br />
ISO<br />
16528<br />
の要<br />
- 407 -<br />
- 407 -<br />
JEAG 4601<br />
原子力発電所の耐震設計技術<br />
指針<br />
求事<br />
項(設<br />
計荷<br />
重)<br />
建築基準法 地震荷重(建屋に限る)<br />
無<br />
地震荷重<br />
地震荷重<br />
地震荷重<br />
地震<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(f)<br />
地震力による荷重<br />
JEAC 3701-2007<br />
発電用ボイラー規程<br />
4.2.1<br />
遷移的状態を含めた温度差異<br />
(社内基準)<br />
温度勾配および熱膨張差<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(h)<br />
無<br />
遷移的状態を含め<br />
た温度差異<br />
過渡的な条件による温度差 温度勾配<br />
不当に熱膨張が拘束されることがない支持構造<br />
JEAC 3701-2007<br />
発電用ボイラー規程<br />
4.2.1
表Ⅱ.2.2.2.6-6 設計荷重 規定リスト (その3)<br />
EN 国内<br />
ASME<br />
規定内容<br />
参考(自主的)にしている規格・<br />
基準<br />
規定条項<br />
省令・解釈<br />
規定の有無<br />
Sec.Ⅰ Sec.Ⅷ Div.1 12952 13445<br />
熱膨張率の差による応力<br />
(社内基準)<br />
温度勾配および熱膨張差<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(h)<br />
無<br />
熱膨張率の差によ<br />
る応力<br />
熱膨張差<br />
熱膨張率の差<br />
不当に熱膨張が拘束されることがない支持構造<br />
JEAC 3701-2007<br />
発電用ボイラー規程<br />
4.2.1<br />
容器への圧力変動、温度、外荷重による応力(社内<br />
基準)<br />
圧力変化、温度変化または容器に取付けられた装<br />
置および機械荷重による繰返しの動的反力<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(e)<br />
無<br />
容器への圧力変<br />
動、温度、外荷重<br />
による応力<br />
圧力・熱的変動に<br />
よる繰返し及び動<br />
的荷重<br />
通常運転状態の圧力及び<br />
温度の変動<br />
ISO<br />
16528<br />
の要<br />
- 408 -<br />
- 408 -<br />
熱膨張の拘束、ボイラー等の運転中に生じる内部の<br />
温度差等による有害な熱応力を生じない<br />
JEAC 3701-2007<br />
発電用ボイラー規程<br />
4.2.2<br />
求事<br />
項(設<br />
計荷<br />
重)<br />
容器への圧力変動、温度、外荷重による応力(社内<br />
基準)<br />
圧力変化、温度変化または容器に取付けられた装<br />
置および機械荷重による繰返しの動的反力<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(e)<br />
無<br />
容器への圧力変<br />
動、温度、外荷重<br />
による応力<br />
圧力・熱的変動に<br />
よる繰返し及び動<br />
的荷重<br />
変動状態の圧力及び温度<br />
の変動<br />
熱膨張の拘束、ボイラー等の運転中に生じる内部の<br />
温度差等による有害な熱応力を生じない<br />
JEAC 3701-2007<br />
発電用ボイラー規程<br />
4.2.2<br />
腐れ代、クリープは省令に考慮済み<br />
(社内基準)<br />
無<br />
劣化機構(浸食、腐食、ク<br />
リープ、疲労)<br />
腐食、浸食、酸化その他の劣化<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-4(f)
表Ⅱ.2.2.2.6-6 設計荷重 規定リスト (その4)<br />
国内<br />
ASME EN<br />
規定内容<br />
参考(自主的)にしている規格・<br />
基準<br />
規定条項<br />
省令・解釈<br />
規定の有無<br />
Sec.Ⅰ Sec.Ⅷ Div.1 12952 13445<br />
取扱いによる荷重 無<br />
輸送による荷重 輸送荷重 無<br />
機器の重量<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
PG-22.1<br />
据付け荷重 据付け荷重 無<br />
重畳する荷重の確率 無<br />
ISO<br />
16528<br />
の要<br />
求事<br />
項(設<br />
計荷<br />
重)<br />
重畳する荷重の規模 無<br />
建築基準法 雪荷重(建屋に限る)<br />
顧客スペックによる雪荷重<br />
無<br />
雪荷重<br />
雪荷重<br />
雪荷重<br />
雪<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(f)<br />
- 409 -<br />
- 409 -<br />
氷結荷重 氷結荷重 無<br />
運転条件または試験条件のもとでの容器および通<br />
常内容物の重量(液体の静的液頭圧による付加的<br />
圧力を含む)<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(b)<br />
無<br />
運転条件下での流<br />
体の最大静水頭<br />
運転条件下の最大静水頭<br />
での影響<br />
自重(社内基準)<br />
運転条件または試験条件のもとでの容器および通<br />
常内容物の重量(液体の静的液頭圧による付加的<br />
圧力を含む)<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(b)<br />
無<br />
容器の重量<br />
自重<br />
構造物の重量 構造物の重さ<br />
ISO<br />
16528<br />
の要求<br />
外事<br />
項(設<br />
計荷<br />
重)<br />
自重、保温材、弁類の重量<br />
JEAC 3701-2007<br />
発電用ボイラー規程<br />
4.2.1<br />
内包物の重量(社内基準)<br />
運転条件または試験条件のもとでの容器および通<br />
常内容物の重量(液体の静的液頭圧による付加的<br />
圧力を含む)<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
無<br />
内包物の重量 内包物の重さ 内包物の重量<br />
UG-22(b)<br />
内部流体の重量<br />
JEAC 3701-2007<br />
発電用ボイラー規程<br />
4.2.1
表Ⅱ.2.2.2.6-6 設計荷重 規定リスト (その5)<br />
ASME EN 国内<br />
規定内容<br />
参考(自主的)にしている規格・<br />
基準<br />
規定条項<br />
省令・解釈<br />
規定の有無<br />
Sec.Ⅰ Sec.Ⅷ Div.1 12952 13445<br />
積載荷重 積載荷重 無 積載荷重(社内基準)<br />
(チューブの)取付け金物の荷重<br />
(社内基準)<br />
構造物の取付金物に係る重量<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
PW-43<br />
無<br />
取付け装置の荷重<br />
(チューブの)取付<br />
け金物の荷重<br />
取付け装置の荷重<br />
無 灰重量(社内基準)<br />
スラグ・燃料・灰・ほ<br />
こりによる重量<br />
スラグ・燃料・灰・ほこりによ<br />
る重量<br />
安全弁反力による応力(社内基準)<br />
流体による衝撃等の衝撃反力<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(g)<br />
無<br />
流体による衝撃荷重 流体による衝撃<br />
無 ウォーターハンマー(社内基準)<br />
ウォーターハンマー<br />
による衝撃応力<br />
- 410 -<br />
- 410 -<br />
無<br />
容器のサージング<br />
容器 サ ジ グ<br />
による衝撃応力<br />
ISO ウォーターハンマー<br />
16528<br />
の要求<br />
外事 サージング<br />
項(設<br />
計荷<br />
重)<br />
異常圧力(社内基準)<br />
爆燃により起こるような異常な圧力<br />
JSME S TA1-2003<br />
発電用火力設備規格<br />
UG-22(i)<br />
無<br />
異常圧力 爆燃等異常圧力<br />
無<br />
火炉と煙道のガス<br />
圧差による荷重<br />
ガス圧差による荷重<br />
容器の中心軸のずれに対する偏心性による曲げ<br />
モーメント(社内基準)<br />
無<br />
容器の中心軸のず<br />
れに対する偏心性<br />
による曲げモーメン<br />
ト<br />
中心軸からのずれによる<br />
モーメント<br />
無<br />
ボイラーと他の箇<br />
所との接続により発<br />
生する荷重<br />
接続部に発生する荷重<br />
無<br />
サポートラグ、リン<br />
グ、ガーダー、サド<br />
ル、内部構造物あ<br />
るいは接続配管等<br />
の中線分岐による<br />
応力<br />
接続配管等の中線分岐に<br />
よる応力
ISO16528-1 の設計<br />
荷重<br />
表Ⅱ.2.2.2.6-7 A-USC ボイラーにおいて考慮すべき設計荷重<br />
A-USC の<br />
ISO16528-1 以外*1 の<br />
設計荷重<br />
USC<br />
での<br />
要求<br />
- 411 -<br />
考慮要否<br />
ボ<br />
イ<br />
ラ<br />
*2<br />
配<br />
管<br />
*3<br />
備考欄/火技省令外<br />
で考慮している荷重<br />
*4<br />
・内圧 ○ ○ ○<br />
・外圧 × × ×<br />
・自重 × △ ○ ・水圧試験下における水の重量<br />
・運転条件下での最大重量<br />
・支持荷重、配管等<br />
反力<br />
× △ ○ ・容器等に作用するサポート荷重<br />
・主要配管反力<br />
・風荷重 × × △ ・風荷重<br />
・地震荷重 × × ○ ・地震荷重<br />
・過渡的温度差又は<br />
熱膨張差<br />
× ○ ○ ・熱過渡的状態を含めた温度差<br />
・熱膨張差<br />
・圧力及び温度の変<br />
動<br />
× × ○ ・圧力変動、温度変動及び外荷重<br />
・劣化メカニズム × × × ・腐れ代<br />
・取回し、輸送及び<br />
据付荷重等<br />
× × ×<br />
・荷重の組合せ<br />
× ○ ○<br />
・熱的・機械的荷重の<br />
繰返し及び動的荷<br />
重<br />
× × ×<br />
・雪及び氷の積載荷重 × × △ ・雪荷重<br />
・流体の衝撃 × × △ ・安全弁噴出し反力<br />
・ウォータハンマー<br />
・爆燃等 × × × ・異常圧力<br />
・配管振動 × × △<br />
・内包物重量 × △ ○ ・内包物重量<br />
・スラグ、灰等の重量 × × × ・灰重量<br />
・ガス圧差 × × ×<br />
・容器中立軸と圧力中<br />
心の偏心による曲<br />
げモーメント<br />
・流体の分岐による応<br />
力<br />
× × ×<br />
× × ×<br />
・容器の中心軸ずれに対する偏心<br />
性による曲げモーメント<br />
○:考慮する △:必要に応じ考慮する ×:考慮を要しない<br />
*1:ASME Code ( Sec.Ⅰ,Sec.Ⅷ Div.1,B31.1) and EN Standard(EN12952, Part3,EN13445 Part3)<br />
*2:ボイラー本体内部に設置されることを想定<br />
*3:ボイラー本体外部に設置されることを想定<br />
*4:平成 19 年度 電気施設技術基準国際化調査(発電設備)報告書より<br />
- 411 -
表Ⅱ.2.2.2.6-8 A-USC ボイラーの状態<br />
定 義 設計で考慮する条件例(イメージ)<br />
状 態<br />
大区分 小区分<br />
設計圧力及び設計温度の組合せを設計条件とする。<br />
A-USC ボイラーの通常の運<br />
転状態(運転圧力及び運転温<br />
度)であって、設計圧力及び設<br />
通常運転状態<br />
計温度【注 1】を超えない状態。<br />
構造健全性を担保する設計を行なう条件の例として ASME B31.1-2006, “Power<br />
Piping” para. 102.2 の規定を参考として示すと次の 2 つの条件について考慮するこ<br />
ととなる。応力条件については、検討を要するため例示には記載していない。<br />
また、設計圧力と設計温度がそれぞれを超える状態を個々に比較すると、設計温<br />
度を超える状態の方が設計圧力を超える状態より応力条件が厳しくなることが予想<br />
される。それぞれの状態での応力条件を同等として扱うか等について検討する必要<br />
がある。<br />
(1) 非通常状態 1<br />
設計圧力又は設計温度を超える状態での 1 回あたりの時間が年間通算運転時間<br />
の 0.1%【注 2】以内であって、かつ、年間での累積超過時間が年間通算運転時間<br />
の 10%【注 2】以内である場合<br />
(2) 非通常状態 2<br />
設計圧力又は設計温度を超える状態での 1 回あたりの時間が年間通算運転時間<br />
の 0.01%【注 2】以内であって、かつ、年間での累積超過時間が年間通算運転時間<br />
A-USC ボイラーの設計圧力<br />
又は設計温度を超える運転状<br />
態であって、構造健全性が担保<br />
される範囲の状態。<br />
運転状態<br />
非通常状態<br />
- 412 - 412 - -<br />
の 1%【注 2】以内である場合<br />
試験圧力は、規定される圧力以上であって、試験時における変形防止の上限圧力<br />
を超えない圧力とする。<br />
試験温度は、試験時の金属温度であって、試験時における急速な損傷防止の下限<br />
温度以上の温度とする。その温度を最低使用温度とする。<br />
A-USC ボイラーの水圧試験<br />
又は気圧試験での圧力を有す<br />
試験状態 試験状態<br />
る状態。<br />
【注 1】設計で使用する圧力及び温度。<br />
【注 2】ASME B31.1 para. 102.2.4 で与えている時間を年間時間(8000 時間)で除し、百分率で記載している。
【表Ⅱ.2.2.2.6-8 の「A-USC ボイラーの状態」を補足する参考記述】<br />
(参考 1)現行の火技解釈の貫流ボイラーの安全弁の吹出し圧力は次のように規定されている。<br />
① 設ける安全弁が 1 個の場合、最高使用圧力以下の圧力<br />
② 設ける安全弁が 2 個以上の場合、1 個は最高使用圧力以下の圧力、他の安全弁は最高使用圧力の 1.03 倍(超臨界圧ボイラーにあっては、<br />
その出口の最高使用圧力の 1.16 倍)以下の圧力<br />
(参考 2)最高使用圧力及び最高使用温度は、ボイラーの保安管理として用いるために事業者が定める圧力及び温度。<br />
(参考 3)最高使用圧力は、設計圧力以下の圧力となる。現行の USC ボイラーの高温部での両者の値は、ほぼ同等となっている。<br />
(参考 4)最高使用温度は、設計温度以下の温度となる。現行の USC ボイラーの高温部での両者の値は、ほぼ同等となっている。<br />
【表Ⅱ.2.2.2.6-8 の検討のための参照規格 ASME B31.1-2006 “Power Piping”の関連記述】<br />
- 413 - 413 - -<br />
102.2.3 通常運転状態(Normal Operating Condition)<br />
配管システムの機器又はその一部に作用する最大持続運転圧力及び最大持続運転温度が、特定の機器又は部品に対して、この規格で許容される最高<br />
圧力及び最高温度を超えない場合に、システムは、運転に関して、安全であるとみなされる。設計圧力及び設計温度は、表 126.1「仕様及び標準」に<br />
記載の規格に規定の特定の部品及び材料の圧力-温度 Rating を超えないこと。<br />
102.2.4 非通常運転状態(Allowance for Variation from Normal Operation)<br />
許容される最大内圧と温度については、短期荷重(Occasional Loads)及び圧力と温度の過渡(Transient)を含むこと。<br />
配管システムは圧力と温度の変動が避けられないことから、102.2.1 項「特定の Ratings を持つコンポーネントの規格」又は 102.2.2 項「特定の Ratings<br />
を持たないコンポーネントの製造者」で制限されている場合を除き、設計圧力又は設計温度より高い状態で短時間の安全について考慮すること。もし、<br />
次の(A)又は(B)のケースに相当する温度で計算された周方向応力が Appendix A「許容応力表」の最大許容引張応力を超えなければ、このような<br />
圧力又は温度のどちらか、又は両方の変化に対して、設計値を超えても良い。<br />
(A)事象の 1 回あたりの時間が 8 時間以内であって、かつ、事象が年間で 800 時間以内である場合は、15%<br />
(B)事象の 1 回あたりの時間が 1 時間以内であって、かつ、事象が年間で 80 時間以内である場合は、20%
【表Ⅱ.2.2.2.6-8 の検討のための参照規格 ASME B31.1-2006 “Power Piping” 表 126.1「仕様と標準」の一例】<br />
ASTM, API, ASME 等のボルト、鋳物品、鍛造品、シームレス配管、溶接配管、継手、弁及びフランジ等の規格番号と規格名称が掲載されている。<br />
掲載されている内の、ASME B16.5“Pipe Flanges and Flanged Fittings”の 2003 年版の圧力-温度の表 2-1.1 を一例として下記に示す。<br />
表 2-1.1 材料グループ 1.1 の圧力-温度の格付け(Ratings)<br />
名 称 鍛造材 鋳造材 板材<br />
C-Si A105(1) A216 Gr. WCB(1) A515 Gr. 70(1)<br />
C-Mn-Si A350 Gr. LF2(1) A516 Gr. 70(1),(2)<br />
C-Mn-Si-V A250 Gr. LF6 Cl.(4)<br />
3 1/2 Ni A350 Gr. LF3 A537 Cl. 1(3)<br />
各クラスの使用圧力(Working Pressure)(bar)参考 : 1 bar = 0.1 MPa = 1.0197 kg/cm2 クラス<br />
150 300 400 600 900 1500 2500<br />
温度(℃)<br />
-29~38 19.6 51.1 68.1 102.1 153.2 255.3 425.5<br />
50 19.2 50.1 66.8 100.2 150.4 250.6 417.7<br />
- 414 - 414 - -<br />
100 17.7 46.6 62.1 93.2 139.8 233.0 388.3<br />
途中省略 途中省略 途中省略 途中省略 途中省略 途中省略 途中省略 途中省略<br />
425 5.5 28.8 38.4 57.5 86.3 143.8 239.7<br />
450 4.6 23.0 30.7 46.0 69.0 115.0 191.7<br />
475 3.7 17.4 23.2 34.9 52.3 87.2 145.3<br />
500 2.8 11.8 15.7 23.5 35.3 58.8 97.9<br />
538 1.4 5.9 7.9 11.8 17.7 29.5 49.2<br />
(1)425℃以上の温度で長期間暴露された場合、炭素鋼のカーバイト相がグラファイトに変化する。許容はされるが、425℃以上での長期間の使用は、<br />
望ましくない。<br />
(2)455℃を超えた温度では使用しない。<br />
(3)370℃を超えた温度では使用しない。<br />
(4)260℃を超えた温度では使用しない。
表Ⅱ.2.2.2.6-10 ボイラ及びその附属設備の状態で作用する荷重及び考慮すべき損傷モードの関連(ドラフト版)<br />
損傷モード 通常運転状態 非通常運転状態 試験状態<br />
コロージョン 注1 - -<br />
エロージョン 注2 - -<br />
脆性破壊 - - 内圧、自重(静水頭を含む)<br />
延性破壊 内圧、自重 内圧、自重、熱 内圧、自重(静水頭を含む)<br />
クリープ破壊 内圧、自重 内圧、自重、熱 -<br />
疲労 内圧、熱 - -<br />
ラチェッティング 内圧、熱 - -<br />
注1:材料選定で対応(使用環境において腐食速度が小さな材料を選定し、機器に余肉を付した設計を行なうことで対応)<br />
例えば、水蒸気酸化性の環境では、Cr 量の多いオーステナイト系ステンレス鋼を選定して機器設計を行なう。<br />
注2:材料選定で対応(使用環境において壊食速度が小さな材料を選定し、機器に余肉を付した設計を行なうことで対応)<br />
例えば、気液二相流の環境では、Cr 量の多い低合金鋼又はオーステナイト系ステンレス鋼を採用して機器設計を行なう。<br />
- 415 - 415 - -
表Ⅱ.2.2.2.6-11 損傷モードと設計規定の関連(1/2)<br />
規定項目 設計規定内容 必要データ<br />
損傷モードに対応する<br />
規定の状況<br />
No. 損傷モード<br />
推奨規定として、運転中、試験時、保管時<br />
他の状態での注意事項が規定されている。 -<br />
Sec. VII, Recommended<br />
Guidelines for the Care of<br />
1 コロージョン 該当なし。<br />
Power Boilers<br />
2 エロージョン 該当なし。<br />
靭性要求値<br />
破壊靭性免除曲線<br />
UG-84 に靭性要求が規定されている。<br />
UCS-66 に鋼材の衝撃試験の免除を決定す<br />
るための破壊靭性免除曲線を規定してい<br />
ASME Sec. VIII, Division 1<br />
UG-84<br />
UCS-66 Material<br />
ASME Sec. I に規定なし。<br />
ASME Sec. VIII-1 に規定あ<br />
り。<br />
脆性破壊<br />
3<br />
る。<br />
許容引張応力 S<br />
内圧を受ける円筒胴の最小必要板厚 t は、<br />
t=PD/(2SE+2yP)+C<br />
P:最大許容使用圧力、D:円筒の外径、S:最<br />
大許容応力値、E:効率、y:温度係数、C:ね<br />
じ切り及び構造安定性のための最小許容<br />
値<br />
ASME Sec.Ⅰ PG-27 Cylidrical<br />
Components under Internal<br />
Pressure PG27.2 Formulas for<br />
Calculation<br />
延性破壊 ASME Sec. I に規定あり。(円<br />
筒殻の板厚算定式)<br />
4<br />
設計疲労線図、熱膨張係数、<br />
縦弾性係数<br />
疲れ係数 U1=n1/N1,U2=n2/N2,・・,Un=nn/Nn<br />
累積疲れ係数 U=U1+U2+・・・+Un≦1.0<br />
n1,n2,・・,nn:各応力サイクルのくり返し数<br />
N1,N2,・・,Nn:設計疲労線図による最大<br />
ASME Sec. III subsec NB<br />
NB-3222.4 Analysis for Cyclic<br />
Operation<br />
5<br />
- 416 -<br />
- 416 -<br />
くり返し数<br />
ASME Sec. VIII Division 2 ASME Sec. III-NB と同様な式<br />
疲労 ASME Sec. I に規定なし。<br />
ASME Sec. VIII-1 に規定な<br />
し。<br />
ASME Sec. III subsec. NB、Sec.<br />
VIII-2 及び EN12952 には規定<br />
がある。<br />
EN12952 Water Tube Boiler ASME Sec. VIII-NB と同様な式<br />
416
表Ⅱ.2.2.2.6-11 損傷モードと設計規定の関連調査(2/2)<br />
規定項目 設計規定内容 必要データ<br />
設計疲労線図、設計クリープ<br />
破断曲線<br />
ASME Sec. III Division<br />
1, NH T-1400<br />
Creep-Fatigue Evaluation<br />
損傷モードに対応する<br />
No. 損傷モード<br />
規定の状況<br />
9 クリープ ASME Sec. I に規定なし。<br />
ASME Sec. VIII-1 に規定なし。<br />
ASME Sec. III-NH に規定あり。<br />
D = 総クリープ疲労損傷<br />
(Nd)j =設計疲労線図から求められるサイクル<br />
型式 j の設計許容サイクル数<br />
(n)j =サイクル型式 j に適用される繰返し数<br />
(Td)k =時間間隔 k において発生する最大<br />
温度について設計クリープ破断曲線から<br />
求まる許容時間分<br />
(Δt)k =時間間隔 k の長さ<br />
D は、図 T-1420-2 のクリープ疲労損傷包絡<br />
線を超えないこと。<br />
上記の式の第1項は疲労、第2項はクリ<br />
ープに関するものである。<br />
- 417 -<br />
- 417 -<br />
降伏応力 Sy<br />
熱応力ラチェットが発生しない条件:<br />
厚さ方向に線形温度分布の場合;<br />
(1) 0
表Ⅱ.2.2.2.6-12 計算規定と損傷モード(設計で考慮しない損傷モード)の関連調査<br />
規定項目 設計規定内容 必要データ<br />
損傷モードに対応する<br />
規定の状況<br />
規格フランジは、Sec. I, PG-42<br />
で規定しており、ANSI B16.5<br />
を引用している。<br />
計算フランジは、Sec. I に規定<br />
なし。<br />
Sec. VIII-1, Appendix 2 に規定<br />
あり。<br />
No. 損傷モード<br />
ボルトの許容引張応力、ガス<br />
ケット寸法<br />
(ANSI B16.5)検査目的のために、製造時点<br />
でのフランジドフィッティングの最小板厚<br />
tm は、表9及び12に示す板厚であること。<br />
(ASME Sec. VIII-1, Appendix 2)フランジの<br />
設計ボルト荷重 W は、設計条件に対して、<br />
W=Wm1、ガスケット<br />
着座条件に対して、W=(Am+Ab)Sa/2<br />
Wm1:設計条件に対する最小必要ボルト荷重<br />
Am : ボルトの必要断面積、Ab:ねじ山の根<br />
元又は応力上最小直径におけるボルトの実<br />
断面積、Sa: ボルトの許容引張応力<br />
ANSI B16.5 Steel Pipe Flanges<br />
and Flanged Fittings<br />
フランジ継手部か<br />
らの漏洩<br />
ASME Sec. VIII Division 1、<br />
Appendix 2<br />
Rules for Bolted Flange<br />
Connections with Ring Type<br />
Gaskets<br />
1<br />
に対する最小必要ボルト荷重 Wm1<br />
座屈 ASME Sec. I に規定なし。 ASME Sec. VIII Division 1 外圧を受ける円筒胴の許容外圧 Pa は、Pa= 縦弾性係数、外圧チャート<br />
2<br />
Sec. VIII-1 に規定あり。 UG-28 Thickness of Shells and 4B/(3D0/T) B :係数、D0:円筒胴の外径、<br />
Tubes under External Pressure T :円筒胴の最小必要厚さ<br />
3 環境助長割れ 該当なし。 ― ― ―<br />
シェークダウン ASME Sec. I に規定なし。 ASME Sec. III Division 1 NB シェークダウン基準:Sn≦3Sm<br />
設計応力強さ Sm<br />
Sec. VIII-1 に規定あり。 NB-3222.2 Primary Plus Sn:一次+二次応力強さ範囲、Sm:設計応<br />
4<br />
ASME Sec. III-NB に規定あ Secondary Stress Intensity<br />
力強さ<br />
り。<br />
- 418 -<br />
- 418 -
表Ⅱ.2.2.2.6-13 火技解釈及び ASME 規格における標準品の適用の比較<br />
ASME 規格<br />
Sec. I Sec. VIII Div. 1 B31.1<br />
UG-44 Flanges and Pipe ASME B16.1, ASME B16.5<br />
Fittings<br />
ASME B16.42, ASME B16.47<br />
標準品 火技解釈<br />
ASME B16.5, ASME B16.24<br />
ASME/ANSI B16.42<br />
PG-42 General Requirements<br />
for Fittings, Flanges, and<br />
Valves<br />
ASME B16.1, ASME B16.5<br />
ASME B16.24, ASME B16.42<br />
第 13 条(フランジ)第 1 項<br />
JIS B2220「鋼製管フランジ」<br />
JIS B2239「鋳鉄製管フランジ」<br />
ASME B16.5, AMSE B16.47<br />
フランジ<br />
ASME B16.47<br />
JPI-7S-15, JPI-7S-43<br />
(Gasket ASME B16.20)<br />
(Gasket ASME B16.21)<br />
(Gasket ASME B16.20)<br />
UG-44<br />
ASME B16.5, ASME B16.9<br />
ASME B16.11, ASME B16.15<br />
ASME B16.24,<br />
ASME/ANSI B16.42<br />
(Gasket ASME B16.20)<br />
ASTM A234, ASTM A403<br />
ASTM A420, ASTM A815<br />
ASTM B361, ASTM B366<br />
ASME B16.1, ASME B16.3<br />
ASME B16.4, ASME B16.5<br />
ASME B16.11, ASME B16.15<br />
ASME B16,18, ASME B16.22<br />
PG-42<br />
ASME B16.1, ASME B16.3<br />
ASME B16.4, ASME B16.5<br />
ASME B16.9, ASME B16.11<br />
ASME B16.20, ASME B16.24<br />
ASME B16.25, ASME B16.42<br />
第 3 条(ボイラー等の構造)<br />
第 1 項 JIS B8265 検定水圧試<br />
験による構造<br />
第 2 項 管継手(検定水圧試験<br />
の省略)<br />
JIS B2311、JIS B2312<br />
JIS B2313、JIS B2316<br />
管継手<br />
- 419 -<br />
- 419 -<br />
ASME B16.24, ASME B16.42<br />
ASTM A193, A194, A307<br />
A354, A437, A449, A453<br />
他、ASTM A 及び B 材料<br />
ASME B18.2.1<br />
(注 1) (注 1) UG-23 Maximum Allowable<br />
Stress Values<br />
Table UCS-23, II-D Table 3<br />
Table UNF-23, II-D Table 3<br />
Table UHA-23, II-D Table 3<br />
ボルト<br />
ASME B18.2.2<br />
ASME B18.2.3.5M<br />
ASME B18.2.3.6M<br />
(注 1)使用状態のボルト荷重をボルト材の許容引張応力以下に制限する設計を実際には行なっているため、規定はないものの、材料、寸法及び許容<br />
引張応力について、標準を暗黙の裡に認めている。
表Ⅱ.2.2.2.6-14 火技解釈に規定の円筒殻の厚さ計算式(1/4)<br />
ボイラー等及び独立節炭器に属するもの 円筒形の胴、円すい形の胴<br />
ボイラー等及び独立節炭器以外のものに属する容器の胴<br />
条項番号 第 6 条第 2 項第一号 第 6 条第 2 項第二号<br />
円筒形の胴にあっては、日本工業規格 JIS B8201(2005)「陸用鋼製<br />
ボイラ-構造」の「6.1.2 内圧胴の最小厚さ」に規定されている計算<br />
式により算出した値、円すい形の胴にあっては日本工業規格 JIS<br />
B8201(2005)「陸用鋼製ボイラ-構造」の「6.1.11 円すい胴の最小厚<br />
さ」に規定されている計算式により算出した値(偏心円すい胴にあっ<br />
ては、偏心円すいとそれに接続する円筒のなす角度の最大値を半頂角<br />
として算出した値)、ただし、ボイラー等及び独立節炭器以外のものに<br />
規定内容 ボイラー等及び独立節炭器に属するものにあっては、日<br />
本工業規格 JIS B8201(2005)「陸用鋼製ボイラ-構造」の<br />
「6.1.1 胴の最小厚さの制限」に規定されている値、ボイ<br />
ラー等及び独立節炭器以外のものに属し、かつ、溶接継手<br />
を有するものにあっては炭素鋼鋼板又は低合金鋼鋼板の<br />
場合は 3mm、その他の場合は 1.5mm<br />
属する容器の胴にあっては、計算式における付け代は 0 とする。<br />
c) 厚さが内半径の 1/2 を超え、かつ、使用温度が 374℃以下の場合は<br />
a)及び b)にかかわらず、次の式による。<br />
σ a + P<br />
t = R(<br />
Z −1)<br />
+ α Z =<br />
σ a − P<br />
6.1.11 円すい胴の最小厚さ<br />
a) 円すい部<br />
( ) α<br />
PD<br />
t =<br />
+<br />
2 cosθ<br />
σ aη<br />
− 0.<br />
6P<br />
b) 大径端部<br />
( ) α<br />
PD1W<br />
t =<br />
+<br />
4 cosθ<br />
σ aη<br />
− 0.<br />
1P<br />
c) 小径端部<br />
円すい胴と円筒胴との取付部のうち、円すい胴の小径端部の板の最<br />
小厚さは、a)で算出した円すい部の最小厚さとするものとする。<br />
6.1.1 胴の最小厚さの制限<br />
a) 内径 900mm 以下のものは 6mm。ただし、ステーを取<br />
り付ける場合は 8mm。<br />
b) 内径 900mm を超え 1350mm 以下のものは 8mm。<br />
c) 内径 1350mm を超え 1859mm 以下のものは 10mm。<br />
d) 内径 1850mm を超えるものは 12mm。<br />
JIS 規定又は<br />
計算式<br />
- 420 -<br />
- 420 -<br />
6.1.2 内圧胴の最小厚さ<br />
a) 外径を基準とする場合<br />
PDo<br />
t =<br />
+ α<br />
2σ<br />
aη<br />
+ 2kp<br />
b) 内径を基準とする場合<br />
( ) α<br />
PDi<br />
t =<br />
+<br />
2σ<br />
aη<br />
− 2 p 1−<br />
k
表Ⅱ.2.2.2.6-14 火技解釈に規定の円筒殻の厚さ計算式(2/4)<br />
水管、過熱管、再熱管、節炭器管、下降管、上昇管及び管寄せ連絡管並びに蒸気管の厚さ計算式<br />
外径が 127mm 以下のもの(除く、蒸気管)<br />
外径が 127mm 以下のもの及び蒸気管<br />
(鋳鉄管を使用するものを除く)<br />
(鋳鉄管を使用するものを除く)<br />
条項番号 第 12 条第 1 項第一号 第 12 条第 1 項第二号<br />
規定内容 水管、過熱管、再熱管、節炭器管(鋳鉄管を使用するも 水管、過熱管、再熱管、節炭器管、下降管、上昇管及び管寄せ連絡<br />
のを除く。次号及び第五号において同じ。)、下降管、上昇 管であって、外径が 127mm を超えるもの及び蒸気管にあっては、日<br />
管及び管寄せ連絡管であって、外径が 127mm 以下のもの 本工業規格 JIS B8201(2005)「陸用鋼製ボイラ-構造」の「6.7.4 蒸気<br />
にあっては、日本工業規格 JIS B8201(2005)「陸用鋼製ボ 管の最小厚さ」に規定されている計算式により、付け代αを 0 として<br />
イラ-構造」の「6.7.2 水管、過熱管、再熱管、エコノマ 算出した値。ただし、最高使用圧力 P は、0.7MPa 未満の場合であっ<br />
イザ用鋼管などの最小厚さ」に規定されている計算式によ ても 0.7MPa とすることを要しない。<br />
って算出した値。この場合において、ころ広げをするもの<br />
以外の付け代αは、0 とする。<br />
6.7.2 水管、過熱管、再熱管、エコノマイザ用管などの最<br />
小厚さ<br />
JIS 規定又は<br />
計算式<br />
- 421 -<br />
- 421 -<br />
6.7.4 蒸気管の最小厚さ<br />
蒸気管の最小厚さは、次の式による。ただし、管の外径が 600mm<br />
を超えるもの、又は管の厚さが内半径の 1/2 を超えるものについては、<br />
6.1.2 の規定による。<br />
Pd<br />
t = 0.<br />
005d<br />
+ α<br />
2σ<br />
a + P<br />
Pd<br />
t =<br />
+ α<br />
2σ<br />
aη<br />
+ 2kP<br />
表 6.12 最小厚さ計算式中の「k」の値<br />
温度 ℃<br />
350 480 510 535 565 590 620<br />
フェライト鋼 0.4 0.4 0.5 0.7 0.7 0.7 0.7<br />
オーステナイト鋼 0.4 0.4 0.4 0.4 0.4 0.5 0.7<br />
配管用炭素鋼鋼管 0.4 - - - - - -<br />
6.1.2 内圧胴の最小厚さ<br />
a) 外径を基準とする場合<br />
PDo<br />
t =<br />
+ α<br />
2σ<br />
aη<br />
+ 2kp<br />
b) 内径を基準とする場合<br />
( ) α<br />
PDi<br />
t =<br />
+<br />
2σ<br />
aη<br />
− 2 p 1−<br />
k
表Ⅱ.2.2.2.6-14 火技解釈に規定の円筒殻の厚さ計算式(3/4)<br />
給水管及びボイラーから吹出し弁までの吹出し管の厚さ計算式<br />
給水管 ボイラーから吹出し弁(2 個以上ある場合は、ボイラーから最も遠い<br />
もの)までの吹出し管<br />
条項番号 第 12 条第 1 項第三号 第 12 条第 1 項第四号<br />
ボイラーから吹出し弁(2 個以上ある場合は、ボイラーから最も遠<br />
いもの)までの吹出し管にあっては、日本工業規格 JIS B8201(2005)<br />
「陸用鋼製ボイラ-構造」の「6.7.9 ブロー管の最小厚さ」に規定さ<br />
れている計算式により、付け代αを 0 として算出した値。ただし、最<br />
高使用圧力 P は、0.7MPa 未満の場合であっても 0.7MPa とすること<br />
を要しない。<br />
規定内容 給水にあっては、日本工業規格 JIS B8201(2005)「陸用<br />
鋼製ボイラ-構造」の「6.7.7 給水管の最小厚さ」及び「11.1<br />
給水管の最小厚さ」に規定されている計算式により、付け<br />
代αを 0 として算出した値。ただし、最高使用圧力 P は、<br />
0.7MPa 未満の場合であっても 0.7MPa とすることを要し<br />
ない。<br />
6.7.9 ブロー管の最小厚さ<br />
ボイラ本体からブロー弁(ブロー弁が 2 個以上ある場合にはボイラ<br />
本体から遠いもの。)までのブロー管の最小厚さは 6.7.4 の式による。<br />
ただし、P は、ボイラの最高使用圧力の 1.25 倍又はボイラの最高使用<br />
圧力に 1.5MPa を加えた圧力のうち小さいほうの圧力とし、0.7MPa<br />
未満の場合は 0.7MPa とする。<br />
6.7.7 給水管の最小厚さ<br />
給水管の最小厚さは、6.7.4 の式による。ただし、P は<br />
次のとおりとし、0.7MPa 未満の場合は、0,7MPa とする。<br />
a) ボイラ本体と給水逆止め弁との間では、ボイラ最高使<br />
用圧力の 1.25 倍又はボイラの最高使用圧力に 1.5MPa<br />
を加えた圧力のうち小さいほうの圧力。<br />
b) ボイラの給水逆止め弁とその給水管に取り付けた止め<br />
弁又は加減弁との間(バイパスがある場合は、これを<br />
含む。)では、給水に差し支えない圧力。<br />
11.1 給水管の最小厚さ<br />
給水管の最小厚さは、6.7.4 の式による。ただし、P は、<br />
JIS 規定又は<br />
計算式<br />
- 422 -<br />
- 422 -<br />
6.7.4 蒸気管の最小厚さ<br />
蒸気管の最小厚さは、次の式による。ただし、管の<br />
外径が 600mm を超えるもの、又は管の厚さが内半径の<br />
1/2 を超えるものについては、6.1.2 の規定による。<br />
Pd<br />
+ α<br />
2σ<br />
aη<br />
+ 2kP<br />
t =<br />
ボイラの入口最高使用圧力とする
表Ⅱ.2.2.2.6-14 火技解釈に規定の円筒殻の厚さ計算式(4/4)<br />
水管、過熱管、再熱管、節炭器管、下降管、上昇管及び管寄せ連絡管(炭素鋼管を使用するもの)並びに鋳鉄管を使用する節炭器管の厚さ計算式<br />
水管、過熱管、再熱管、節炭器管、下降管、上昇管及び管寄せ連<br />
鋳鉄管を使用する節炭器管<br />
絡管(炭素鋼管を使用するもの)<br />
条項番号 第 12 条第 1 項第五号 第 12 条第 1 項第六号<br />
鋳鉄管を使用する節炭器管にあっては、日本工業規格 JIS<br />
B8201(2005)「陸用鋼製ボイラ-構造」の「6.7.11 エコノマイ<br />
ザ用鋼管用鋳鉄管の最小厚さ」に規定されている計算式により算<br />
出した値<br />
規定内容 水管、過熱管、再熱管、節炭器管、下降管、上昇管及び管寄せ<br />
連絡管であって、炭素鋼管を使用するものにあっては、日本工業<br />
規格 JIS B8201(2005)「陸用鋼製ボイラ-構造」の「6.7.3 煙管、<br />
水管、過熱管、再熱管、エコノマイザ用鋼管などの最小厚さの制<br />
限」に規定された値<br />
6.7.11 コノマイザ用鋳鉄管の最小厚さ<br />
PD<br />
t =<br />
+ α<br />
2σ<br />
a −1.<br />
2P<br />
α:ひれ付きでないもの・・・・・・4mm<br />
ひれ付きのもの・・・・・・・・・・2mm<br />
6.7.3 煙管、水管、過熱管、再熱管、エコノマイザ用鋼管などの<br />
最小厚さの制限<br />
煙管、水管、過熱管、再熱管、エコノマイザ用鋼管などの最小<br />
厚さの制限は、表 6.11 による。<br />
JIS 規定又は<br />
計算式<br />
- 423 -<br />
- 423 -<br />
表 6.11 最小厚さの制限<br />
管の外径 最小厚さの制限<br />
38.1 以下 2.0<br />
38.1 を超え 50.8 以下 2.3<br />
50.8 を超え 76.2 以下 2.6<br />
76.2 を超え 101.6 以下 3.2<br />
101.6 を超え 127 以下 3.5<br />
127 を超えるもの 4.0<br />
火技解釈第 12 条第 1 項第七号 第一号から第四号及び第六号に規定する管以外のものにあっては、次の計算式により算出した値<br />
Pd<br />
2 σ aη<br />
+ 0.<br />
8P<br />
t =
表Ⅱ.2.2.2.6-15 円筒殻の厚さ計算式の継手効率の比較<br />
火技解釈 ASME Sec. I ASME Sec. VIII Div. 1 EN12952<br />
JIS B8201 6.1.2 PG-27.2.2 UG-27 Part 3, 7.2.1<br />
内圧胴の最小厚さ<br />
- Table UW-12<br />
Part 6, Table 9.1-1<br />
Maximum Allowable NDE of Drum Welds<br />
Joint Efficiency for Arc Part 6, Table 9.1-2<br />
and Gas Welded Joints NDE of Header Weld<br />
Part 6, Table 9.1-3<br />
NDE of Tube Welds<br />
JIS B8201<br />
PG-52 Ligaments<br />
UG-53 Ligaments Part 3, 8.2<br />
6.1.4~6.1.9<br />
PG-53 Ligaments<br />
Efficiency Factor, Calculation<br />
by way of Approximation, and<br />
Maximum Diameter of<br />
Unreinforced Openings<br />
別表第 24<br />
Table PW-11<br />
UW-11<br />
Part 6, Table 9.1-1<br />
溶接部の非破壊試験 Required Radiographic and Radiographic and Part 6, Table 9.1-2<br />
Part 6, Table 9.1-3<br />
(ドラム、ヘッダーの長手継手<br />
は全てが UT 又は RT 対象)<br />
計算式<br />
JIS B8201 表 8.2<br />
溶接継手の効率<br />
溶接継手効率<br />
継手効率<br />
穴のある部分<br />
の効率<br />
- 424<br />
- 424<br />
-<br />
-<br />
Ultrasonic<br />
Examination<br />
(例えば、厚さ 38mm 以<br />
下の炭素鋼の分類 A の継<br />
手は RT が免除される。)<br />
Ultrasonic Examination of<br />
Welded Butt Joints<br />
(長手継手は全てが RT 対象)<br />
溶接部の非破壊試験
表Ⅱ.2.2.2.6-16 ASME,EN 各規格における疲労設計の比較<br />
ASME Sec.Ⅷ Div.2 ASME Sec.Ⅲ NB ASME Sec.Ⅲ NH EN12952-3 Water Tube Boiler<br />
PVRC 内に Joint Task Group を 2000 年に<br />
2001 年版発行済み。<br />
発足させ、2006 年の春に原案が完成し、<br />
ASME規格2007年7月に発行<br />
5.5 繰り返し荷重に対する防護<br />
NB-3222.4 Analysis for Cyclic T-1400 Creep-Fatigue Evaluation 13 疲労<br />
5.7.2 ボルトの疲労評価<br />
Operation<br />
13.1 一般(手順、疲労荷重、変動<br />
応力の計算、疲労評価)<br />
13.2 記号及び略語<br />
13.3 疲労解析の除外規定<br />
13.4 疲労計算のための応力解析<br />
13.5 計算例<br />
ASME Sec.Ⅰ<br />
New HRSG<br />
ASME 委員会で検討<br />
中<br />
項 目<br />
①規定の発行<br />
状況<br />
規定の原案はできて<br />
いないが、検討項目と<br />
して、下記を含める予<br />
定。<br />
・設計疲労線図<br />
・クリープ・疲労設計<br />
②疲労設計の<br />
記載部分<br />
T-1410 一般要求事項<br />
T-1411 損傷式<br />
T-1412 疲労解析の免除<br />
T-1413 等価ひずみ範囲<br />
T-1414 代替計算法<br />
T-1420 塑性解析を用いた限界<br />
T-1430 弾性解析を用いた限界<br />
T-1431 一般要求事項<br />
T-1432 ひずみ範囲の決定<br />
T-1433 クリープ-損傷評価<br />
T-1434 配管に対するひずみ範囲の計算<br />
T-1435 クリープ-疲労評価の代替案<br />
(a)繰返し条件の適合<br />
(b)ピーク応力強さ<br />
(c)条件と手順<br />
(d)繰返し解析を必要としない機<br />
器<br />
(e)繰返し荷重に対する解析手順<br />
(1)応力差<br />
(2)局部構造不連続<br />
(3)設計疲労線図<br />
(4)ヤング率の補正<br />
(5)累積被害の評価<br />
5.5 繰り返し荷重に対する防護<br />
5.5.1 概要<br />
5.5.2 疲労解析のためのスクリーニング・クライテリ<br />
ア<br />
5.5.3 疲労評価-弾性応力解析と相当応力<br />
5.5.4 疲労評価-弾塑性応力解析と相当応<br />
力<br />
5.5.5 溶接部の疲労評価-弾性解析と構造<br />
応力<br />
5.5.6 ラチェッティング評価-弾性解析<br />
5.5.7 ラチェッティング評価-弾塑性解析<br />
5.7.2 ボルトの疲労評価<br />
③疲労設計の<br />
記載項目<br />
AnnexB 疲労割れ-変動応力に許<br />
容される設計<br />
AnnexC 疲労効果の計算例<br />
・EN12952-3(水管ボイラー)は非<br />
溶接構造物用設計疲労線図に溶<br />
接部の補正係数を考慮。<br />
(EN-13445(火なし圧力容器)は<br />
溶接・非溶接用両方ある。溶接構<br />
造物用は溶接継手毎に試験グルー<br />
プにより設計疲労線図を選択。)<br />
・非溶接構造物用設計疲労線図<br />
(EN13445 は以下のとおり。)<br />
・溶接継手の疲労試験データに<br />
基づく設計疲労線図<br />
・繰返し回数について-3σを取っ<br />
ている。(破壊確率 0.14%)<br />
線図: 図Ⅱ.2.2.2.6-15 参照<br />
・クリープ疲れのようなクリープに起因する破<br />
壊に関しては少数の応力サイクルであっても<br />
無視できないと判断し、緊急状態も疲れ<br />
解析の対象とすることを要求している。<br />
・低サイクル疲労破壊を破壊様式と<br />
してとらえている。<br />
・設計疲労線図に温度依存性は<br />
考慮していない。<br />
・通常の繰り返し弾塑性解析に加え、<br />
Kalnins により提案された Twice Yield<br />
Method(2 倍降伏応力法)を採用。<br />
・ひずみ範囲の評価式に従来の最大主ひ<br />
ずみではなく、有効ひずみ範囲を採用。<br />
・溶接継手の疲労評価における構造応力<br />
に基づく弾性解析評価法を採用。<br />
未定。 ・溶接継手の疲労試験データに基づく設<br />
計疲労線図(WRC BULLETIN 474)<br />
・繰返し回数について破壊確率 1%としてい<br />
る。<br />
④規定の特徴<br />
- 425 -<br />
- 425 -<br />
・温度依存性を考慮し、温度をパラメータ<br />
とした設計疲労線図<br />
・平滑丸棒の疲労試験データに<br />
基づく設計疲労線図<br />
・繰返し回数について20、応力に<br />
ついて2の係数をデータに乗じて<br />
いる。<br />
(ボルトでは繰返し回数について<br />
5.7、応力について 1.5)<br />
線図: 図Ⅱ.2.2.2.6-13 参照<br />
⑤設計疲労線<br />
図<br />
線図:図Ⅱ.2.2.2.6-14 参照<br />
線図: 図Ⅱ.2.2.2.6-12 参照<br />
未定。 ・疲労強度低減係数を考慮。 同左 溶接部の補正係数を考慮。<br />
⑥溶接継手に<br />
(EN13445:溶接継手毎に試験グル<br />
対する考慮<br />
ープにより設計疲労線図を選択。)<br />
⑦応力算定法<br />
未定。<br />
・有限要素法による構造応力算出を採<br />
用。<br />
・有限要素法により繰返しピーク 同左 ・ホットスポット応力推定法を採用<br />
応力を算定。<br />
(EN12952 は EN13445 を引用)<br />
設計マージン 3.5 2.4 3 3 2.4<br />
疲労設計部分の元になった WRC B474 の NB の疲労設計関連部分の抄訳 NH の疲労設計関連部分の和訳は、平成 EN12952-3 の疲労設計部分の和<br />
和訳は、平成 18 年度報告書の添付資料 5 は、平成 18 年度報告書の添付資 18 年度報告書の添付資料 7 参照 訳は、平成 18 年度報告書の添付<br />
参照<br />
料6参照<br />
資料 8 参照<br />
備 考<br />
①~④記載の出展:<br />
「先進圧力容器規格分科会報告書」H18.7<br />
(社)日本高圧力技術協会
図Ⅱ.2.2.2.6-1 ボイラ、ボイラ外部配管及び非ボイラ外部配管の範囲<br />
【出典】ASME Sec. I, PG-58<br />
Fig. PG-58.3.2 Code Jurisdiction Limits for Piping –Forced-Flow Steam Generator<br />
with No Fixed Steam or Waterline<br />
- 426 -<br />
- 426 -
諸量(MW, ×0.1rpm, ℃)<br />
諸量(MW, ×0.1rpm, ℃)<br />
800<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
800<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
0<br />
0 1 2 3 4 5 6 7 8<br />
時間 t(h)<br />
図a 通常運転状態起動モード模式図例<br />
図b 非通常状態起動モード模式図例<br />
図Ⅱ.2.2.2.6-2 通常運転状態と非通常状態の模式図(例)<br />
- 427 -<br />
負荷(MW)<br />
回転数(rpm)<br />
主蒸気温度(℃)<br />
設計温度(℃)<br />
超えた時間 : Δtmax(h)<br />
超えた最大温度 : 設計温度+ΔTmax(℃)<br />
非通常状態<br />
Δtmax(h)<br />
ΔTmax(℃)<br />
負荷(MW)<br />
回転数(rpm)<br />
主蒸気温度(℃)<br />
設計温度(℃)<br />
0 1 2 3 4 5 6 7 8<br />
時間 t(h)<br />
- 427 -
応力 σu、σy、f (ksi)<br />
応力 σu、σy、f (ksi)<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
100<br />
90<br />
80<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
σy 4 SA-335 K21590 P22<br />
σu 18 SA-335 K21590 P22<br />
f 29 SA-335 K21590 P22<br />
0 200 400 600 800 1000 1200 1400<br />
温度 T (゚F)<br />
図a SA387P22の許容引張応力<br />
図Ⅱ.2.2.2.6-3 許容引張応力の温度特性曲線<br />
- 428 -<br />
16.6<br />
13.6<br />
σy 18 SB-167 N06617<br />
σu 32 SB-167 N06617<br />
f 29 SB-167 N06617<br />
図b Alloy167(SB-167)の許容引張応力<br />
時間依存領域<br />
0 500 1000 1500 2000<br />
温度 T (゚F)<br />
- 428 -<br />
15.3<br />
14.5<br />
時間依存領域
log(σ)<br />
σn<br />
σa<br />
σmin.<br />
LMPn<br />
σave.<br />
図Ⅱ.2.2.2.6-4 クリープ破断強度<br />
- 429 -<br />
許容応力 f<br />
LMPa<br />
ラーソン・ミラー パラメータ法<br />
LMP=T×{log(tr)+C}<br />
ここで、 T:温度(゚K)<br />
tr:クリープ破断時間(h)<br />
C:材料による定数<br />
(100,000時間を確保する非通常状態)<br />
LMP<br />
許容応力 f ≒Min.(0.67×σave,0.80×σmin.)<br />
σn=Ratio×σa<br />
- 429 -
許容応力 f (ksi)<br />
許容応力 f (ksi)<br />
15<br />
10<br />
5<br />
0<br />
15<br />
10<br />
5<br />
0<br />
600 700 800<br />
温度 T (℃)<br />
900<br />
0<br />
1000<br />
図b Alloy617 許容温度差増加値<br />
図Ⅱ.2.2.2.6-5 許容引張応力に対する許容温度差増分値<br />
- 430 -<br />
許容応力 f ksi<br />
温度差 ΔTa ℃<br />
温度差 ΔTb ℃<br />
480 500 520 540 560 580 600 620 640 660 680<br />
温度 T (℃)<br />
図a SA335P22 許容温度差増加値<br />
許容応力 f ksi<br />
温度差 ΔTa ℃<br />
温度差 ΔTb ℃<br />
記号の説明<br />
ΔTa : 許容応力×1.20に対する許容温度差増加値(℃)<br />
ΔTb : 許容応力×1.15に対する許容温度差増加値(℃)<br />
- 430 -<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
0<br />
30<br />
25<br />
20<br />
15<br />
10<br />
5<br />
許容温度差増分値 ΔT(℃)<br />
許容温度差増分値 ΔT(℃)
各々×応力した場合の温度 (℃)<br />
各々×応力した場合の温度 (℃)<br />
800<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
5<br />
480 500 520 540 560 580 600 620 640 660 680<br />
1000<br />
900<br />
800<br />
700<br />
設計温度 (℃)<br />
図a SA335P22 設計温度に対する許容温度差増分値<br />
600<br />
5<br />
600 700 800 900 1000<br />
設計温度 (℃)<br />
図b Alloy617 設計温度に対する許容温度差増分値<br />
図Ⅱ.2.2.2.6-6 設計温度に対する許容温度差増分値<br />
- 431 -<br />
- 431 -<br />
1.2 温度 ℃<br />
1.15 温度 ℃<br />
温度 T ℃<br />
温度増分 1.2 ℃<br />
温度増分 1.15 ℃<br />
1.2 温度 ℃<br />
1.15 温度 ℃<br />
温度 T ℃<br />
温度増分 1.2 ℃<br />
温度増分 1.15 ℃<br />
25<br />
20<br />
15<br />
10<br />
25<br />
20<br />
15<br />
10<br />
温度差増分値 (℃)<br />
温度差増分値 (℃)
各々×応力した場合の等価破断時間<br />
(h)<br />
各々×応力した場合の等価破断時間<br />
(h)<br />
100,000<br />
80,000<br />
60,000<br />
40,000<br />
20,000<br />
100000<br />
80000<br />
60000<br />
40000<br />
20000<br />
破断時間× 1.2 (h)<br />
破断時間× 1.15 (h)<br />
0<br />
480 500 520 540 560 580 600 620 640 660 680<br />
図a SA335P22 設計温度に対する等価な破断時間<br />
破断時間× 1.2 (h)<br />
破断時間× 1.15 (h)<br />
0<br />
600 700 800 900 1000<br />
図b Alloy617 設計温度に対する等価な破断時間<br />
図Ⅱ.2.2.2.6-7 設計温度に対する等価なクリープ破断時間<br />
- 432 -<br />
- 432 -<br />
設計温度 (℃)<br />
設計温度 (℃)
各々×応力した場合の年間当りの等価な<br />
消費率 (%/year)<br />
各々×応力した場合の年間当りの等価な<br />
消費率 (%/year)<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
480 500 520 540 560 580 600 620 640 660 680<br />
図a SA335P22 非通常状態を加味した年間当りの等価な消費率<br />
(%/年)<br />
50<br />
40<br />
30<br />
20<br />
10<br />
消費率 φ0 (%/年)<br />
消費率 φ0+φa (%/年)<br />
合計消費率 φ0+φa+φb=Φc (%/年)<br />
設計温度 (℃)<br />
消費率 φ0 (%/年)<br />
消費率 φ0+φa (%/年)<br />
合計消費率 φ0+φa+φb=Φc (%/年)<br />
0<br />
600 700 800 900 1000<br />
設計温度 (℃)<br />
図b alloy617 非通常状態を加味した年間当りの等価な消費率<br />
(%/年)<br />
記号の説明<br />
φ0 : 通常運転状態 7,120(h/年)<br />
φa : 非通常状態(×1.20) 80(h/年)<br />
φb : 非通常状態(×1.15) 800(h/年)<br />
年間運転時間 8,000(h/年) として計算<br />
図Ⅱ.2.2.2.6-8 非通常状態を加味した年間当りの等価な消費率<br />
- 433 -<br />
- 433 -
等価な合計運転時間 Th (h)<br />
等価な合計運転時間 Th (h)<br />
100,000<br />
80,000<br />
60,000<br />
40,000<br />
20,000<br />
100,000<br />
80,000<br />
60,000<br />
40,000<br />
20,000<br />
0<br />
0 2 4 6 8 10 12 14 16<br />
許容応力 S (ksi)<br />
図a SA335P22の等価な合計運転時間<br />
0<br />
0 2 4 6 8 10 12 14 16<br />
許容応力 S (ksi)<br />
図b Alloy617の等価な合計運転時間<br />
図Ⅱ.2.2.2.6-9 非通常運転を加味した等価な合計運転時間(許容引張応力ベース)<br />
- 434 -<br />
- 434 -
等価な合計運転時間 Th (h)<br />
等価な合計運転時間 Th (h)<br />
400,000<br />
350,000<br />
300,000<br />
250,000<br />
200,000<br />
150,000<br />
100,000<br />
50,000<br />
300,000<br />
250,000<br />
200,000<br />
150,000<br />
100,000<br />
50,000<br />
0<br />
0 2 4 6 8 10 12 14 16<br />
許容応力 S (ksi)<br />
図a SA335P22の等価な合計運転時間(Min.ベース)<br />
0<br />
0 2 4 6 8 10 12 14 16<br />
許容応力 S (ksi)<br />
図b Alloy617の等価な合計運転時間(Min.ベース)<br />
図Ⅱ.2.2.2.6-10 非通常運転を加味した等価な合計運転時間(下限値ベース)<br />
- 435 -<br />
- 435 -
図Ⅱ.2.2.2.6-11 溶接継手強度低減係数<br />
(ASME 2008 Addenda に新規追加)<br />
- 436 -<br />
- 436 -
* 炭素鋼及びステンレス鋼の配管溶接部データ及び板継手データ<br />
* Lower 99% Limit が設計疲労線図<br />
図Ⅱ.2.2.2.6-12 WRC BULLETIN 474 の設計疲労線図<br />
- 437 -<br />
- 437 -
* ASME Sec. III Appendices の Appendix I より<br />
図Ⅱ2.2.2.6-13(1/2) ASME Sec.Ⅲ Subsection NB 設計疲労線図(炭素鋼等の場合)<br />
- 438 -
* ASME Sec. III Appendices の Appendix I より<br />
図Ⅱ2.2.2.6-13(2/2) ASME Sec.Ⅲ Subsection NB 設計疲労線図(オーステナイト鋼等の場合)<br />
- 439 -
図Ⅱ2.2.2.6-14 ASME Sec. III Subsection NH 設計疲労線図の一例<br />
- 440 -
* Rm:引張強さ<br />
図Ⅱ2.2.2.6-15(1/2) EN12952-3 設計疲労線図<br />
- 441 -
* 溶接構造物の場合の設計疲労線図<br />
* 縦軸は、応力範囲ΔσR(N/mm2)<br />
* 32,40・・・,100 は溶接継手毎、試験グループ別のクラスを示す。<br />
図Ⅱ2.2.2.6-15(2/2) EN13445 設計疲労線図<br />
- 442 -<br />
- 442 -
出典:(社)電気学会、火力発電総論、P211-P217、11.2 運転<br />
図Ⅱ.2.2.2.6-16 代表的な通常停止曲線及びホットスタートの起動曲線(例)<br />
- 443 -<br />
- 443 -
ボイラーの運用形態の推定<br />
代表的な3つの運用パターン<br />
(1) ベースロード運用<br />
負<br />
荷<br />
月 火 水 木 金 土 日<br />
起動停止回数 ×1 ×4 ×12 ≒48週/年*1 運用回数<br />
運用モード 回/週 回/月 回/年 設計年数 20<br />
コールド - 1 12 コールド 240<br />
合計 1 12 合計 240<br />
*1:約1ヶ月間は、停止期間(保守等)とする。(52-48=4週間)<br />
(2) 週末停止起動運用(WSS:weekly start stop ) ・・・ 1日/週停止の例<br />
負<br />
荷<br />
月 火 水 木 金 土 日<br />
起動停止回数 運用回数<br />
運用モード 回/週 回/月 回/年 設計年数 20<br />
コールド - 1 12 コールド 240<br />
ウォーム 1 3 36 ウォーム 720<br />
ホット 0 0 0 ホット 0<br />
合計 4 48 合計 960<br />
負荷変化回数 ×4 ×12 運用回数<br />
運用モード 回/週 回/月 回/年 設計年数 20<br />
大きい負荷変化 5 20 240 大きい負荷変化 4,800<br />
小さい負荷変化 6 24 288 小さい負荷変化 5,760<br />
合計 44 528 合計 10,560<br />
(3) 毎日停止起動運用(DSS:daily start stop ) ・・・ 6日/週停止の例<br />
負<br />
荷<br />
月 火 水 木 金 土 日<br />
起動停止回数 運用回数<br />
運用モード 回/週 回/月 回/年 設計年数 20<br />
コールド - 1 12 コールド 240<br />
ウォーム 1 3 36 ウォーム 720<br />
ホット 5 20 240 ホット 4,800<br />
合計 24 288 合計 5,760<br />
負荷変化回数 ×4 ×12 運用回数<br />
運用モード 回/週 回/月 回/年 設計年数 20<br />
大きい負荷変化 0 0 0 大きい負荷変化 0<br />
小さい負荷変化 6 24 288 小さい負荷変化 5,760<br />
合計 24 288 合計 5,760<br />
図Ⅱ.2.2.2.6-17 ボイラーの代表的な運用パターンの想定<br />
- 444 -<br />
- 444 -
2.2.2.7 仕様規定(溶接)構成の調査<br />
これまでの調査では、主に発電用火力設備の技術基準の解釈(以下[火技解釈]<br />
という)、及び ASME Sec. I, III, IX の仕様規定の項目の調査を行い、A-USC の仕<br />
様規定を構成する項目として、ASME Sec. III の NB-4000(製作)及び NB-5000(試<br />
験検査)の規定項目に不足がないことが確認できた。また、これらの項目をベー<br />
スに、内容の調査、また電気事業法第 52 条に基づく溶接事業者検査及び溶接安全<br />
管理審査の規定項目を調査し、A-USC 仕様規定への採入れを検討した。今年度は、<br />
関連する最新の各規定を参照し、仕様規定への過不足などないか確認を行った。<br />
(1) 仕様規定項目の調査<br />
火技解釈では、溶接関係の規定として次を例示している。<br />
① 溶接の施工方法<br />
② ボイラー等の溶接<br />
③ 熱交換器等の溶接<br />
④ 液化ガス設備の溶接<br />
上記の②~④では、溶接設計に係る事項、溶接部強度に係る事項、溶接後熱処<br />
理に係る事項、試験検査に係る事項他を規定している。表Ⅱ.2.2.2.7-1 に上記の①<br />
及び②で規定の項目及び火技解釈の条項番号等を示した。同表には、火技解釈の<br />
元となった ASME Sec. I(発電用ボイラー規格)及び Sec. IX(溶接施工法及び溶<br />
接士)の対応する条項を併せて示した。<br />
仕様規定(溶接)の範囲は、材料、構造設計及び耐圧試験を除く領域であって、<br />
製作、試験検査及び上記の①の溶接の施工方法に係るものである。表Ⅱ.2.2.2.7-2<br />
に火技解釈の元となった ASME Sec. I に規定される仕様規定(溶接)を示す。ASME<br />
Sec. I は、Part PG でボイラー本体の材料、設計、穴補強、安全弁、製造、試験検<br />
査、刻印及び品質管理記録を規定し、溶接式ボイラーに関する要求は Part PW に、<br />
水管ボイラーに関する追加要求は Part PWT に、給水加熱器に関する追加要求は<br />
Part PFH に規定されている。相互の Part に関連する機器は、関連する Part 全てに<br />
合致するように設計、製作、試験検査等されなくてはならい。したがって、仕様<br />
規定(溶接)については、Sec. I の構成は比較的複雑と考えられる。<br />
例えば、給水加熱器がボイラーの範囲外にある場合は、Sec. VIII Div. 1 に規定<br />
に従って設計、製作、試験検査等されるが、この規格も Sec. I と同様な構成であ<br />
り、分かり難いものである。<br />
ここでは、規格開発時期が比較的新しい ASME Sec. III に従って、700℃級超々<br />
臨界火力発電設備の仕様規定(溶接)を考えることとする。仕様規定(溶接)の<br />
構成の前提として次を考慮する。<br />
① 溶接の品質要求事項-金属材料の融接(JIS Z 3400)<br />
② 損傷モード<br />
JIS Z 3400 では、溶接が「特殊工程(Special Process)」として取り扱われており、<br />
- 445 -<br />
- 445 -
溶接で作り込む品質が、取り決められた品質に到達させるために必要な事項が示<br />
されている。それらの事項の中から、仕様規定(溶接)で規定すべき内容につい<br />
て表Ⅱ.2.2.2.7-3 に示した。また、損傷モードに関しては、平成 18 年度報告書の<br />
2.2.1 項で検討した技術要素及び技術的要件(平成 18 年度報告書の表Ⅱ.2.2.1-1 及<br />
び表Ⅱ.2.2.1-2)でリストアップされた項目を参照した。ASME Sec .III NB-4000(製<br />
作)及び NB-5000(試験検査)に規定の項目を前述の①溶接の品質要求事項-金<br />
属材料の融接(JIS Z 3400)及び②損傷モードの観点で確認した結果を表<br />
Ⅱ.2.2.2.7-4 に示すが、NB-4000 及び NB-5000 の規定項目に不足は無いことが分か<br />
った。従って、この表に基づいて A-USC 仕様規定(溶接)として不要な項目を除<br />
いて、仕様規定(溶接)の構成案を表Ⅱ.2.2.2.7 -5 に示す。<br />
(2) ASME Sec.Ⅲ NB-4000、NB-5000 の規定内容<br />
ASME Sec.Ⅲ Division1 NB-4000 及び NB-5000 の規定内容について、それぞれ<br />
表Ⅱ.2.2.2.7-6、表Ⅱ.2.2.2.7-7 に示す。これらの内容には、火技解釈の溶接、試験<br />
検査に関連するものだけではなく、材料、加工、及び作業手順などに関するもの<br />
などが含まれており、より幅広い範囲で規定されている。<br />
(3) 法令上の仕様規定に係る構成調査<br />
ASME の仕様規定の構成の特徴として、例えば表Ⅱ.2.2.2.7-6 に示す ASME Sec.<br />
Ⅲ NB-4000 には、技術的な内容と品質管理的な内容の部分が混在する形で記載さ<br />
れている。本邦での法令を頂点にした各規定の構成とは幾分異なっている。本邦<br />
の法令上においては、以下に示す通り電気事業法 第 52 条を頂点にして構成され<br />
ており、品質管理的又は技術的な要求事項がそれぞれ規定されている。<br />
① 電気事業法 第 52 条(溶接安全管理検査) (概略)<br />
a. 発電用ボイラー、タービンなどの電気工作物で、省令(*1)で定められたものの<br />
溶接部については、溶接事業者検査を行い、結果を記録し、保存すること。<br />
b. 溶接事業者検査においては省令(*2)で定める「技術基準に適合していること」<br />
を確認すること。<br />
c. 電気工作物を設置する者は、溶接事業者検査の実施に係る体制について、経<br />
済産業大臣が登録を受けた者が行う審査を受けること。<br />
d. 前項の審査は、溶接事業者検査に実施に係る組織、検査の方法、工程管理そ<br />
の他<strong>経済産業省</strong>令で定める事項について行うこと。<br />
② 電気事業法施工規則 第 73 条の 8<br />
法第50 条の 2(使用前安全管理検査)の第 4 項の<strong>経済産業省</strong>令で定める事項と<br />
は、次の通りである。<br />
a. 検査において協力事業者がいれば、その協力事業者の管理に関する事項<br />
b. 検査記録の管理に関する事項<br />
c. 検査に係る教育訓練に関する事項<br />
③ 溶接安全管理審査項目<br />
電気事業法 第 52 条が定める溶接安全管理審査は、上記の①及び②の法令の要<br />
- 446 -<br />
- 446 -
求による審査事項(下線部)である次の 6 項目について、登録された安全管理審<br />
査機関により実施される。<br />
・溶接事業者検査の実施に係る組織<br />
・検査の方法<br />
・工程管理<br />
・協力事業者の管理(協力事業者がいた場合)<br />
・検査記録の管理<br />
・検査に係る教育訓練<br />
また、上記の①電気事業法 第 52 条の c.項の「技術基準に適合していること」<br />
の確認は、省令(*2)の具体的な仕様規定となる火技解釈との適合について、設置<br />
者又は委託された製造者が行う溶接事業者検査の中で溶接事業者検査員が実施し<br />
ている。これらの検査状況についても上記の 6 項目と併せ安全管理審査機関によ<br />
る審査が行われる。<br />
溶接安全管理審査制度は、平成 12 年度の改正電気事業法により運用が開始され<br />
た。その後、制度改善を目的として平成 15 年度に安全管理審査実施要領の改正が<br />
なされ、溶接管理プロセスが構築されている溶接施工工場に対して審査の簡素化<br />
などのインセンティブを与える制度として民間認証規格(*3)が安全管理審査に取<br />
り入れられた。なお、これらの制度は更に H20 年度に改善(*4)が行われ、H21 年<br />
度から運用が開始されている。<br />
以上の電気事業法に従う現行の制度は、品質管理的な仕様規定の構成として見<br />
た場合、表Ⅱ.2.2.2.7-10 に示す ASME のスタンプホルダー(認定工場)の管理項<br />
目に対しても遜色ないものであり、特に追加する項目はないと考える。<br />
(*1):電気事業法施工規則 第 79 条(対象となる機器として、ボイラー、独立<br />
過熱器、外径 150mm 以上の管などを規定)<br />
電気事業法施工規則 第 80 条(対象となる圧力を規定)<br />
電気事業法施工規則 第 83 条(対象とならないものについて規定)<br />
(*2):発電用火力設備に関する技術基準を定める省令(通商産業省令第 51 号)(平<br />
成 9 年 3 月 27 日)<br />
(*3):「電気工作物の溶接部に関する民間製品認証規格(火力)」(TNS-S3101-2004)<br />
(TNS-S3101-2004)(←JIS Z 3400「溶接の品質要求事項−金属材料の融接」<br />
がベースになっている)<br />
(*4):NISA 文書「電気事業法第 52 条に基づく火力設備に対する溶接事業者検<br />
査ガイド」による。<br />
(4) ASME Sec.Ⅲ NB-4000、NB-5000 の仕様規定の採入れについて<br />
ASME Sec.Ⅲ NB-4000、NB-5000 の仕様規定に対して、現行の火技解釈および<br />
溶接安全管理審査の規定と比較し、採入れについて検討した結果を表Ⅱ.2.2.2.7-8<br />
及び表Ⅱ.2.2.2.7-9 に示す。これらの結果を踏まえて、Ⅱ.2.2.2.8 項(製作技術の調<br />
査)、Ⅱ.2.2.2.9 項(溶接の施工方法に関する規定の調査)及びⅡ.2.2.2.11 項(試験<br />
検査方法に関する規定の調査)における仕様規定の検討を進める。<br />
- 447 -<br />
- 447 -
表Ⅱ.2.2.2.7-1 火技解釈第10章「溶接部」の構成<br />
火技解釈項目 条項番号 別表番号 別図番号 関連ASME規格<br />
- -<br />
第1節 総則 - -<br />
用語の定義 第105条 - -<br />
一般要求事項 第106条 - -<br />
第2節 溶接の施工方法 - -<br />
溶接施工法 第107条 7,8,10,11,12 - QW-201<br />
判定基準 第108条 11 - QW-150 ~ QW-184<br />
溶接設備 第109条 - - -<br />
溶接士 第110条 7,13,14,15,16 - QW-300.2<br />
判定基準 第111条 13,14 - QW-304<br />
技能の認定 第112条 - - QW-305, QW-322, QW-350, QW-360<br />
作業範囲 第113条 17 - QW-300.2<br />
第3節 ボイラー等 - -<br />
ボイラー等の溶接部の形状 第114条 - -<br />
ボイラー等の溶接部の割れ及び欠陥 第115条 - -<br />
ボイラー等の溶接部の強度 第116条 - -<br />
溶接施工法等の確認 第117条 - -<br />
溶接部の設計 第118条 - 1,2,3,4,6 PW-9.1, PW-9.2, PW-41.2<br />
溶接の制限 第119条 - - PW-5<br />
開先面 第120条 - - PW-29, PW-36.1<br />
溶接部の強度 第121条 - - PW-53.8<br />
突合せ溶接による継手面の食違い 第122条 - - PW-31, PW-33<br />
厚さの異なる母材の突合せ溶接 第123条 - - PW-9.3<br />
溶接部の欠陥等 第124条 - - PW-35.1<br />
継手の仕上げ 第125条 - - PW-35.1, PW-36.2<br />
溶接後熱処理 第126条 21,22,23 - PW-10, PW-39<br />
非破壊試験 第127条 24,25,26,27,28 - PW-11, PW-16, PW-41<br />
機械試験 第128条 29,30,31 - PW-53<br />
再試験 第129条 31,32 - PW-53.10<br />
耐圧試験 第130条 - - PG-99<br />
準用 第131条 - -<br />
別表第7 溶接方法の区分 附図第1~第4<br />
別表第8 溶接方法別の確認項目 附表第1 溶接部の最小引張強さ<br />
別表第9 母材の区分<br />
別表第10 確認項目の要素の区分<br />
別表第11 溶接施工法試験方法及び判定基準<br />
別表第12 衝撃試験温度<br />
別表第13 手溶接士の技量試験事項<br />
別表第14 溶接士技能試験及び判定基準<br />
別表第15 溶接士の技能の区分の対応<br />
別表第16 技術基準の解釈とJISの資格区分の対応<br />
別表第17 試験材及び溶接姿勢の区分と作業範囲<br />
別表第18 溶接棒の区分<br />
別表第19 溶接金属の区分<br />
別表第20 添加材若しくはウェルドインサート又は心線の区分<br />
別表第21 溶接後熱処理における温度範囲及び溶接部の厚さに応じた保持時間<br />
別表第22 溶接後熱処理の方法<br />
別表第23 溶接後熱処理を要しないもの<br />
別表第24 溶接部の非破壊試験<br />
別表第25 放射線透過試験<br />
別表第26 超音波探傷試験<br />
別表第27 磁粉探傷試験<br />
別表第28 浸透探傷試験<br />
別表第29 溶接部の機械試験板<br />
別表第30 機械試験<br />
別表第31 継手引張試験、型曲げ試験、ローラ曲げ試験及び衝撃試験<br />
別表第32 再試験<br />
別図第1~第9 溶接設計<br />
- 448 -<br />
- 448 -
表Ⅱ.2.2.2.7-2 ASME Sec. I に規定される仕様規定(溶接)項目(1/2)<br />
Fabrication(製作) 製作関連の ASME 規定項目<br />
PG-75 一般<br />
PG-76 材料の切断<br />
PG-77 材料刻印及び照合 A-300 品質管理システム<br />
PG-78 母材の補修<br />
PG-79 伝熱管用の穴<br />
PG-80 円筒殻の扁平制限<br />
PG-81 成形鏡の寸法許容範囲<br />
PG-82 ステー用の穴 PW-29 材料準備<br />
Inspection and Tests(試験検査)<br />
PG-90 一般 PW-46.2<br />
PG-10<br />
PG-11<br />
PW-1.2<br />
PW-28<br />
PW-40.2<br />
PW-47<br />
PW-48<br />
PW-53<br />
PW-54.2<br />
PW-39<br />
PW-49<br />
PW-11<br />
PW-51<br />
PW-52<br />
PG-99/PW-54<br />
PG-91 検査員の認証<br />
PG-93 角溶接部の検査及び補修 A-260<br />
A-270<br />
- 449 -<br />
製作中の AI 検査<br />
規格材以外の材料の照合<br />
その他耐圧部用の材料<br />
製造者の責務<br />
溶接の施工方法及び記録<br />
伝熱管溶接部の欠陥の補修<br />
溶接施工法のチェック<br />
溶接士のチェック<br />
機械試験板<br />
水圧試験後の補修溶接<br />
溶接後熱処理<br />
熱処理プロセスのチェック<br />
突合せ溶接部の放射線透過試験<br />
及び超音波探傷試験<br />
放射線透過試験の判定基準<br />
超音波探傷試験の判定基準<br />
水圧試験<br />
磁粉探傷試験方法<br />
浸透探傷試験方法<br />
PG-99 水圧試験<br />
PG-100 水圧変形試験 A-22 MAWP を決定する検定試験<br />
General(一般) 製作関連の ASME 規定項目<br />
PW-1 一般 Sec. IX 溶接施工法<br />
AWS 標準 WPS<br />
Materials(材料)<br />
PW-5 一般 Part PG 使用可能な材料<br />
Sec. II 使用可能な材料<br />
Sec. IX 母材の区分(P-Number)<br />
SA-240 ESW 可能な材料<br />
Design(設計)<br />
PW-8 一般 Part PG 設計の要求<br />
PW-9 溶接継手の設計 PG-31 ステーなしの鏡板<br />
PG-39 容器への管及びノズル取付け<br />
PW-41 周継手<br />
PWT-11 伝熱管の継手<br />
PW-33 継手面の食違い<br />
PW-34 管及び伝熱管の継手面の食違い<br />
PW-10 熱処理 PW-38 予熱<br />
PW-39 溶接後熱処理<br />
PW-11 突合せ溶接部の放射線透過試<br />
験及び超音波探傷試験<br />
PW-13 鏡に取付くフランジ<br />
PW-14 溶接部に近接する穴 PG-32 穴の形状<br />
PG-44 検査穴<br />
PW-15 溶接部の形状 PG-37 補強部の強度<br />
PW-16 溶接部の形状要求 PG-37 補強部の強度<br />
ANSI B36.10(管の寸法)<br />
PW-19 ステーの溶接<br />
- 449 -
表Ⅱ.2.2.2.7-2 ASME Sec. I に規定される仕様規定(溶接)項目(2/2)<br />
Fabrication(製作) 製作関連の ASME 規定項目<br />
PW-26 一般 Part PG<br />
PW-27 溶接方法 Sec. IX<br />
PG-9.5<br />
PW-39<br />
- 450 -<br />
ERW 製品の使用制限<br />
溶接後熱処理<br />
ESR の制限<br />
PW-28 溶接施工法及び溶接士<br />
PW-5.3<br />
Sec. IX<br />
PW-1.2 製造者の責務<br />
PW-29 母材の準備<br />
PW-31 組立て PW-33<br />
Sec. IX<br />
継手面の食違い<br />
PW-33 継手面の食違い<br />
PW-34 管及び伝熱管の継手面の食違<br />
い<br />
PW-35 継手の仕上げ<br />
PW-35 継手の仕上げ PW-41 周継手<br />
PW-36 その他の溶接の要求<br />
PW-38 予熱 A-100<br />
Sec. IX<br />
予熱<br />
PW-39 溶接後熱処理 PW-40.2 伝熱管取付け溶接部の欠陥の補修<br />
PW-40.3 P-1 材の溶接欠陥の補修<br />
PW-40 欠陥の補修 PW-11 突合せ溶接部の放射線透過試験<br />
及び超音波探傷試験<br />
PW-39 溶接後熱処理<br />
PWT-11 伝熱管の継手<br />
A-260 磁粉探傷試験方法<br />
A-270 浸透探傷試験方法<br />
PW-54 水圧試験<br />
PW-41 周継手 PW-35.1 突合せ継手の仕上げ<br />
PW-15 溶接部の形状<br />
PG-42 管継手、フランジ等の一般要求<br />
PW-42 弁及び付着品の継手<br />
PW-43 付着品の荷重 A-73 付着品の荷重の計算例<br />
A-74 付着品の荷重の計算例<br />
PG-27.2.1 伝熱管の厚さ計算式<br />
Inspection and Tests(試験検査) 製作関連の ASME 規定項目<br />
PW-46 一般 Part PG<br />
PW-47 溶接施工法のチェック Sec. IX<br />
PW-48 溶接士のチェック Sec. IX<br />
PW-49 熱処理のチェック<br />
PW-50 非破壊検査員の認証 ASNT<br />
CP-189<br />
ACCP<br />
SNT-TC-1A<br />
A-360 参照図書<br />
PW-51 放射線透過試験の<br />
Sec. V<br />
判定基準<br />
PW-40 欠陥の補修<br />
A-250 円形状の傷のチャート<br />
PW-52 超音波探傷試験の<br />
判定基準<br />
Sec. V<br />
PW-53 試験板 Sec. IX<br />
SA-370 機械試験片<br />
PW-54 水圧試験 PG-99.3 強制循環蒸気発生器<br />
A-260 磁粉探傷試験方法<br />
A-270 浸透探傷試験方法<br />
- 450 -
表Ⅱ.2.2.2.7-3 仕様規定(溶接)に必要な規定項目(JIS Z 3400 参照)<br />
規定項目 規定内容<br />
6. 溶接要員<br />
6.2 溶接技能者 溶接技能者の認証の方法<br />
6.3 溶接管理技術者 溶接管理技術者の選定の方法<br />
7. 検査要員及び試験要員<br />
7.2<br />
8. 装置<br />
非破壊検査要員 非破壊検査要員の認証の方法<br />
8.1 製造及び試験の設備 必要な項目を、各々の方法で規定<br />
8.2 設備の概要 規定不要<br />
8.3 装置の適性 規定不要<br />
8.4 新設装置 規定不要<br />
8.5 保守 規定不要<br />
9. 溶接施工<br />
9.1 製造計画 規定不要<br />
9.2 溶接施工要領書 溶接施工要領書の認証の方法<br />
9.3 溶接施工要領書の承認 規定不要<br />
9.4 作業指示書 規定不要<br />
9.5 文書 規定不要<br />
10. 溶接材料<br />
10.2 バッチ試験 規定不要<br />
10.3 保管及び取扱い 規定不要<br />
11. 母材の保管 規定不要<br />
12. 溶接後熱処理<br />
13. 溶接関連の検査及び試験<br />
溶接後熱処理要否、条件、方法等<br />
13.2 溶接前の検査及び試験 母材の識別から溶接前の一連の項目を規定<br />
13.3 溶接中の検査及び試験 必要な項目を規定<br />
13.4 溶接後の検査及び試験 必要な項目を規定<br />
13.5 検査及び試験の状態 規定不要<br />
14. 不適合及び是正処置 規定不要(必要に応じて、規定)<br />
15. 校正 規定不要(必要に応じて、規定)<br />
16. 識別及びトレーサビリティ 規定不要(必要に応じて、規定)<br />
17. 品質記録 規定不要(必要に応じて、規定)<br />
- 451 -<br />
- 451 -
表Ⅱ.2.2.2.7-4 仕様規定(溶接)の構成(その1)<br />
Article NB-4000 Fabrication and Installation 第 NB-4000 章 製作 と 据付(設置) 技術要素及び技術的要件<br />
表Ⅱ.2.2.1-1 * 表Ⅱ.2.2.1-2* JIS Z3400<br />
NB-4100 General Requirements 一般的要求 7.4.1 4.1<br />
NB-4110 Introduction 序章<br />
NB-4120 Certification of Materials and Fabrication by Certificate Holder 材料の認証及び認証者による製作 7.4.2 4.2<br />
NB-4130 Repair of Material 材料の補修<br />
NB-4200 Forming, Fitting, and Aligning 成形、組立て及び調整<br />
NB-4210 Cutting, Forming, and Bending 切断、成形及び曲げ 7.4.3 4.3<br />
NB-4220 Forming Tolerances 成形精度(製作誤差)<br />
NB-4230 Fitting and Aligning 組立て及び調整 7.4.3<br />
NB-4240 Requirements for Weld Joints in Components 溶接継手に対する要求 7.4.4, 7.4.9 4.4, 4.8<br />
NB-4250 Welding End Transitions - Maximum Envelope 溶接端の形状-最大の傾斜<br />
NB-4300 Welding Qualifications 溶接の認証 7.4.5, 7.4.6, 7.4.7 4.5, 4.6 6.2, 6.3, 9.2<br />
NB-4310 General Requirements 一般的要求 8.1<br />
NB-4320 Welding Qualifications, Records, and Identifying Stamps 溶接認証、記録及び識別スタンプ<br />
NB-4330 General Requirements for Welding Procedure Qualification Tests 溶接施工法認証試験における一般的要求<br />
NB-4350 Special Qualification Requirements for Tube-to-tubesheet welds 管と管板の溶接における特別な認証要求<br />
NB-4360 Qualification Requirements for welding specially Designed Welded seals 特別なシール溶接における認証の要求事項<br />
- 452 -<br />
- 452 -<br />
NB-4400 Rules Governing Making, Examing, and Repairing Welds 製造、検査及び補修溶接を行うための規則<br />
NB-4410 Precaution to Be Taken Before welding 溶接前の注意事項<br />
NB-4420 Rules for Making Welded Joints 溶接継手の規則<br />
NB-4430 Welding of Attachments 付属品(付着金物)の溶接<br />
NB-4450 Repair of Weld Metal Defects 溶接金属欠陥の補修<br />
NB-4600 Heat treatment 熱処理 7.4.8 4.7 12<br />
NB-4610 Welding preheat requirements 溶接の予熱要求事項<br />
NB-4620 Postweld Heat Treatment 溶接後熱処理<br />
NB-4630 Heat treatment of Welds other than the Final Postweld Heat Treament 最終溶接後熱処理以外の溶接部の熱処理<br />
NB-4650 Heat Treatment after Bending of Forming for Pipes, Pumps, and Valves 管、ポンプ及びバルブの成形曲げ後の熱処理<br />
NB-4660 Heat Treatment of Electroslag Welds エレクトロスラグ溶接部の熱処理<br />
NB-4700 Mechanical Joints 機械継手 7.4.1<br />
NB-4710 Bolting and Threading ボルト締めとネジ止め<br />
NB-4720 Bolting Flanged Joints ボルト締めフランジ継手<br />
NB-4730 Electrical and Mechanical Penetration Assemblies 電気と機械式の貫通構造部品<br />
* : 平成18年度 <strong>火力関係設備効率化技術調査</strong>報告書の表番号
表Ⅱ.2.2.2.7-4 仕様規定(溶接)の構成(その2)<br />
Article NB-5000 第 NB-5000 章 検査 技術要素及び技術的要件<br />
表Ⅱ.2.2.1-1* 表Ⅱ.2.2.1-2* JIS Z3400<br />
NB-5100 General requirements for Examination 検査の一般的要求 7.5.1 5.1 13, 13.3<br />
NB-5110 Methods, Nondestructive Examination Procedures, and Cleaning 方法、非破壊検査手順及び洗浄 7.5.2, 7.5.3 5.2<br />
NB-5120 Time of Examination of Welds and Weld Metal Cladding 溶接検査の時期<br />
NB-5130 Examination of Weld Edge Preparation Surfaces 開先面の検査 13.2<br />
NB-5140 Examination of Welds and Adjacent Base Material 溶接部及び近接する母材の検査 13.4<br />
NB-5200 Required Examination of Welds for Fabrication and Preservice Baseline 製作と供用前の溶接部の検査<br />
NB-5210 Category A Vessel Welded Joints and Longitudinal Welded Joints in Other 分類A及び長手溶接継手<br />
Components<br />
NB-5220 Category B Vessel Welded Joints and Circumferential Welded Joints in 分類B及び周溶接継手<br />
Piping, Pump, and Valves<br />
NB-5230 Category C Vessel Welded Joints and Similar Welded joints in other 分類C及び同様な溶接継手<br />
Components<br />
NB-5240 Category D Vessel Welded Joints and Branch and Piping Connections in 分類D及び管台の溶接継手<br />
other Components<br />
NB-5260 Fillet, Partial Penetration, Socket, and Attachment Welded Joints すみ肉、部分溶込み、ソケット及び付着品の溶接継手<br />
NB-5270 Special Welded Joints 特殊な溶接継手<br />
NB-5280 Preservice Examination 供用前検査<br />
- 453 -<br />
- 453 -<br />
NB-5300 Acceptance Standards 判定基準 7.5.5, 7.5.6 5.4, 5.5<br />
NB-5320 Radiographic Acceptance Standards 放射線透過試験判定基準<br />
NB-5330 Ultrasonic Acceptance Standards 超音波探傷試験判定基準<br />
NB-5340 Magnetic Particle Acceptance standards 磁粉探傷試験判定基準<br />
NB-5350 Liquid Penetrant Acceptance Standards 浸透探傷試験判定基準<br />
NB-5360 Eddy Current Preservice Examination of Installed Nonferromagnetic Steam 蒸気発生器伝熱管の供用前渦流探傷試験<br />
Generator Heat Exchanger Tubing<br />
NB-5370 Visual Acceptance Standards for Brazed Joints ロウ付け継手の目視判定基準<br />
NB-5380 Bubble Formation Testing 気泡試験<br />
NB-5400 Final Examination of Vessels 容器の最終検査 7.6.1 5.7<br />
NB-5410 Examination after Hydrostatic Test 水圧試験後の検査<br />
NB-5500 Qualifications and Certification of Nondestructive Examination Personnel 非破壊検査員の資格と認証 7.5.4 5.3 7.2<br />
NB-5510 General Requirements 一般的要求<br />
NB-5520 Personnel Qualification, Certification, and Verification 検査員資格、認証及び検証<br />
NB-5530 Records 記録<br />
* : 平成18年度 <strong>火力関係設備効率化技術調査</strong>報告書の表番号
表Ⅱ.2.2.2.7-5 700℃級火力発電設備の仕様規定(溶接)の構成(案)<br />
ASME Sec. III Subsec. NB の構成からの抜粋 A-USC仕様規定(溶接)の構成(案)<br />
NB-4100 一般的要求 USC-4100 一般的要求<br />
NB-4120 材料の認証及び認証保有者による製作 USC-4120 材料の確認<br />
NB-4130 材料の補修 USC-4130 材料の補修<br />
NB-4200 成形、組立て及び調整 USC-4200 成形、組立て及び調整<br />
NB-4210 切断、成形及び曲げ USC-4210 切断、成形及び曲げ<br />
NB-4220 成形精度(製作許容差) USC-4220 成形精度(製作許容差)<br />
NB-4230 組立て及び調整 USC-4230 組立て及び調整<br />
NB-4240 溶接継手に対する要求 USC-4240 溶接継手に対する要求<br />
NB-4250 溶接端の形状-最大の勾配 USC-4250 溶接端の形状-最大の勾配<br />
NB-4300 溶接の認証 USC-4300 溶接の認証<br />
NB-4310 一般的要求 USC-4310 一般的要求<br />
NB-4320 溶接認証、記録及び識別 USC-4320 溶接認証、記録及び識別<br />
NB-4330 溶接施工法認証試験における一般的要求 USC-4330 溶接施工法認証試験における一般的要求<br />
NB-4350 管と管板の溶接における特別な認証要求 USC-4350 溶接における特別な認証要求<br />
NB-4400 製造、検査及び補修溶接を行うための規則 USC-4400 製造、検査及び補修溶接を行うための規則<br />
NB-4410 溶接前の注意事項 USC-4410 溶接前の注意事項<br />
NB-4420 溶接継手の規則 USC-4420 溶接継手の規則<br />
NB-4450 溶接金属欠陥の補修 USC-4450 溶接部の補修<br />
NB-4600 熱処理 USC-4600 熱処理<br />
NB-4610 溶接の予熱要求事項 USC-4610 溶接の予熱要求事項<br />
NB-4620 溶接後熱処理 USC-4620 溶接後熱処理<br />
NB-4650 管、ポンプ及びバルブの成形及び曲げ加工後の熱処理 USC-4650 管等の成形及び曲げ加工後の熱処理<br />
NB-4700 機械継手 USC-4700 機械継手<br />
NB-4710 ボルト締めとネジ止め USC-4710 ボルト締め<br />
NB-4720 ボルト締めフランジ継手 USC-4720 ボルト締めフランジ継手<br />
NB-5100 検査の一般的要求 USC-5100 検査の一般的要求<br />
NB-5110 方法、非破壊検査手順及び洗浄 USC-5110 方法、非破壊検査手順及び洗浄<br />
NB-5120 溶接検査の時期 USC-5120 溶接検査の時期<br />
NB-5130 開先面の検査 USC-5130 開先面の検査<br />
NB-5140 溶接部及び近接する母材の検査 USC-5140 溶接部及び近接する母材の検査<br />
NB-5200 製作と供用前の溶接部の検査 USC-5200 溶接部の検査<br />
NB-5210 分類A及びと長手溶接継手 USC-5210 長手溶接継手<br />
NB-5220 分類B及び周溶接継手 USC-5220 周溶接継手<br />
NB-5230 分類C及び同様な溶接継手 USC-5230 平板及びフランジの溶接継手<br />
NB-5240 分類D及び管台の溶接継手 USC-5240 管台の溶接継手<br />
NB-5260 すみ肉、部分溶込み、ソケット及び付着品の溶接継手 USC-5260 その他の溶接継手<br />
NB-5300 判定基準 USC-5300 判定基準<br />
NB-5320 放射線透過試験判定基準 USC-5320 放射線透過試験判定基準<br />
NB-5330 超音波探傷試験判定基準 USC-5330 超音波探傷試験判定基準<br />
NB-5340 磁粉探傷試験判定基準 USC-5240 磁粉探傷試験判定基準<br />
NB-5350 浸透探傷試験判定基準 USC-5350 浸透探傷試験判定基準<br />
NB-5400 容器の最終検査 USC-5400 最終検査<br />
NB-5500 非破壊検査員の資格と認証 USC-5500 非破壊検査員の資格<br />
NB-5510 一般的要求 USC-5510 一般的要求<br />
NB-5520 検査員資格、認証及び検証 USC-5520 検査員資格及び検証<br />
- 454 -<br />
- 454 -
表Ⅱ.2.2.2.7-6 ’09b Add. ASME Sec.Ⅲ Division1 NB-4000 の規定内容 (1/10)<br />
NB-4000 : FABRICATION AND INSTALLATON<br />
NB-4100 一般的要求 (主要な規定のみ記載)<br />
◇NB-4110 序章<br />
製品、部品および付属物は、この規定の要求事項に従って組立てられ、据え付けられたもので、NB-2000<br />
の必要条件を満たす材料から製造されるものとする。<br />
◇NB-4120 材料の認証及び認証保有者による製作<br />
・NB-4121 証明の意味<br />
機器に対するスタンプホルダーは、適切なコードシンボルの適用、および NCA-8000 に従う適切なデー<br />
タレポートの完成によって、保証するものとする。使用される材料は、NB-2000 の要求事項に応じ、ま<br />
た、組立ておよび設置は、この規定の要求事項に従うものとする。<br />
・NB-4121.1 処理、テストおよび検査の証明<br />
スタンプホルダーまたは下請者が、処理、試験、修理あるいはこのサブセクションの他の条項によって<br />
要求される検査を行なえば、スタンプホルダーは、この要求が満たされた(NCA-3862)ことを証明するも<br />
のとする。すべての要求された処理、試験、修理および行なわれた検査結果の報告書は、検査官に利用<br />
可能なものであること。<br />
・NB-4121.2 引張試験または衝撃試験の再現<br />
もし、機器の組立て、または設置の期間、材料が試験採取片(NB-2200)の処理によって網羅されておらず、<br />
要求された値より下側の引張特性又は衝撃特性のいずれかを縮小させる熱処理にさらされる場合、引張<br />
りおよび衝撃試験は、スタンプホルダーによって NB-2000 の必要条件に従って処理され、扱われる試験<br />
採取片から得られた試験片で再試験されるものとする。<br />
・NB-4121.3 機械加工後の再表面検査<br />
機器の組立てあるいは設置用の耐圧部品の材料が機械加工される場合、スタンプホルダーは NB-2500 に<br />
従って材料の表面を再試験するものとする。<br />
(a)その表面が NB-2500 に従って磁粉探傷あるいは浸透探傷試験方法によって試験を要求された場合<br />
(b)表面から取り除かれた材料の量が、その部分の最小要求厚さの10%または1/8インチ(3mm)<br />
の小さい方を超えた場合<br />
・NB-4122 材料確認<br />
(a)圧力保持部品の材料は、構成品が組み立てられるか据え付けられるまで、識別可能な様に識別刻印を<br />
維持するものとする。<br />
オリジナルの識別印が消されるか、材料が分割される場合、そのマークは部品切断の際に転刻されるも<br />
のとする。また、コード化された印は、後に行われる組立てあるいは設置において材料の各部分の識別<br />
を保証するために使用されるものとする。<br />
(省略)<br />
・NB-4122.1 材料のマーキング<br />
材料は NB-2150 に従ってマークされるものとする。<br />
・NB-4123 検査<br />
外観検査の行為は、NB-4000 の必要条件の確認を遵守するために行ったか、特定のコード、条項によっ<br />
て試験するための参照になるものではない。あるいは、仕事を監督する/実行する人によって行われて<br />
もよい。これらの外観検査は、特に規定された以外において、NB-5500 および NB-5100 で資格のある要<br />
員および手順によってそれぞれ行なわれるための要求事項ではない。<br />
NB-4125 溶接、ろう付け材料<br />
全ての溶接、ろう付け材料は、NB-2400 の要求事項を満足するものとする。<br />
◇NB-4130 材料の補修<br />
NB-4131 欠陥の補修および除去<br />
組立てまたは設置のプロセスの工程の中で、NB-2500 の限度を越える欠陥が、知られているか、あるい<br />
は発見された場合、元々容認され出荷されたものであっても許容されない。<br />
もしその条件が適用可能な NB-2500 の必要条件に従って修正されれば、下記以外の材料が使用されても<br />
よい。<br />
(a)溶接補修深さに対する制限は、適用しない。<br />
(b)開先加工部に対する溶接補修の試験時間は、NB-5130 に従うものとする。<br />
(c)放射線検査は、材料厚さが、1/4インチ(6mm)またはそれ以下の場合で、シールするための溶接補<br />
修に対しては要求しない。<br />
NB-4132 母材の溶接補修のドキュメンテーション<br />
補修深さが 3/8 インチ(10mm)あるいは厚さの 10%を超過する場合、スタンプホルダーは、準備の為に切<br />
削した穴、溶接材料確認、溶接施工方法、熱処理および修理の検査結果の位置およびサイズを示す図表<br />
を含んだ報告書を作成しておくこと。<br />
- 455 -<br />
- 455 -
表Ⅱ.2.2.2.7-6 ’09b Add. ASME Sec.Ⅲ Division1 NB-4000 の規定内容 (2/10)<br />
NB-4200 成形、組立て及び調整<br />
◇NB-4210 切断、成形及び曲げ<br />
NB-4211 切断<br />
材料は、機械的な手段(削るか、研削、あるいは熱切断)により、シャープ、サイズ化するために、切<br />
断されてもかまわない。<br />
・NB-4211.1 熱切断前の予熱<br />
熱切断が、溶接継手又は端部を作ったり、付属品や材料欠陥を除去したり、または他の目的のために実<br />
行する際、付録 D の中で示唆された予熱の計画書を使用し、材料を予熱することに考慮すべきである。<br />
・NB-4212 成形および曲げ工程<br />
どんなプロセスでも、もし必要な寸法が要求される(NB-4214 および NB-4220 を参照)場合、溶接金属を<br />
含め、耐圧保持材料(NB-4220)の冷間加工や熱間による成形や曲げがよく用いられる。<br />
そして、材料の衝撃特性が要求される場合、最小仕様値以下に減少されないように、それらは成形加工<br />
作業に伴う熱処理よって有効に回復される。<br />
熱間加工は、材料の低めの変態点温度以下で 100F°以上(56℃)より高い材料温度での成形加工として定<br />
義される。要求された場合、プロセスは、NB-4213 の中で概説されるように、衝撃特性に対して認定さ<br />
れるものとする。要求された場合、プロセスは NB-4223.1 の中で概説されるように厚さの必要条件を満<br />
たすために認定されるものとする。<br />
・NB-4213 衝撃特性要求による成形工程の認定<br />
認定試験は、同じ明細、等級あるいはクラスの材料から得られた標本を使用して、熱処理、そしてコン<br />
ポーネント中の材料に必要なような同様の衝撃特性で行なってもよい。<br />
これらの標本は、構成品中の材料のプロセスとして、熱処理、曲げ、成形と等価な加工にさらされるも<br />
のとする。適用可能なテストは、引張りの後に NB-2300 に規定されたな衝撃特性に合致することを決め<br />
るために行なわれるものとする。<br />
・NB-4213.1 免除<br />
手順認定試験は以下の(a)~(f)にリストされた材料には、必要としない。<br />
(a)衝撃試験片の除去に先立って材料組織により完成する熱間成形の熱間成形材や鍛造品のようなもの<br />
(b)部品に適用される熱間成形手順および熱処理にさらされた試験片による熱間材料<br />
(c)NB-2300 従い衝撃試験が要求されない材料<br />
(d)0.5%未満の最終引張がある材料<br />
(e)最終引張がその材料にための認定試験前のものより未満である場合の材料<br />
(f)成形加工後に適用できるとして、NB-2300 によって要求される衝撃試験が、各ヒートおよびロット毎<br />
に実行できる材料<br />
・NB-4213.2 認定試験手順<br />
認定試験要領は、以下の(a)~(f)下に要求された方法で行なわれるものとする。<br />
(a)テストは、熱処理の後及び成形の影響を確認するために変形前、変形後、熱処理後にそれぞれの三つ<br />
の異なるヒートにおいて行われる。<br />
(b)標本は、NB-2000 の必要条件に従って採取されるものとし、変形された材料の変形側から採取される<br />
こと。<br />
(c)変形のパーセントは、次の計算式によって確立されるものとする。(省略)<br />
(d)手順の認定は、材料の組立ての中で、標本又は直接の変形によって使用されるかそれに似た変形方法<br />
を使用して、最大の負荷をシミュレートするものとする。<br />
(e)より低く高い域を示す遷移曲線を確立するために、Cv 試験片は材料の 3 つのヒートの各々から得られ<br />
るものとする。3 つのヒートの各々においては、3 つの衝撃標本から成るテストが、遷移領域の至る所に<br />
設定された最低 5 つの異なる温度で行なわれるものとする。<br />
より低く高い域は各域につき 1 つの試験片の使用によって確立されてもよい。<br />
製品形式によっては、横膨出およびエネルギーのデータ(NB-2300)の両方を使用して、遷移曲線を計画す<br />
ることが必要かもしれない。<br />
さらに、NB-2300 によって要求された時落重試験は行われるものとする。<br />
(f)変形の前および変形後に得られた各々の 3 つのヒートからの衝撃試験データの結果は、どちらかを使<br />
用するか決定すること。<br />
(1)次のものに加えた NDT 温度の最大の変化<br />
(a)考慮の下、温度における横膨出及びエネルギーの最大の変化、又は、<br />
(b)考慮の下、横膨出およびエネルギーの温度の最大の変化、又は、<br />
(2)横膨出が、合格基準(NB-2300)である場合、温度の最大の変化あるいは横膨出の最大の変化のいずれか。<br />
・NB-4213.3 成形された材料の判定基準<br />
認定する為には、構成品の中で使用される成形材料には、成形加工前に認定された成形加工のプロセス<br />
により衝撃特性の最大の損失を補うのに十分な衝撃特性が備わっているものとする。<br />
・NB-4213.4 再適合性<br />
新しい適合テスト手順は、以下のa、b、cの変更の中で作成する必要がある。<br />
(a)実際の溶接後熱処理の温度、時間は、あらかじめ認定された考慮事項の NB-2211 より以上であること。<br />
もし、材料に溶接後熱処理ない場合、その手順は溶接後熱処理なしで認定を与えなければならない<br />
- 456 -<br />
- 456 -
表Ⅱ.2.2.2.7-6 ’09b Add. ASME Sec.Ⅲ Division1 NB-4000 の規定内容 (3/10)<br />
(b)材料の最大計算曲げが、あらかじめ認定された曲げを 0.5%毎に超過する場合<br />
(c)250F°以上(120℃)の予熱が、溶接後熱処理の後によるものに従わない曲げや成形作業に使用される場<br />
合<br />
・NB-4214 組立てた材料の最小厚さ<br />
いずれかの組立て作業が NB-3000 の規則を満たすのに必要な最小厚さが減少する場合、材料は NB-4130<br />
に従って修理されてもよい。<br />
◇NB-4220 成形精度(製作誤差)<br />
NB-4221 容器胴の公差<br />
完成した容器の円筒状の胴、円錐形の胴、あるいは球状の胴は、NB-4222 によって網羅された成形鏡板<br />
以外は、すべての断面で次の条項の必要条件を満たすものとする。<br />
・NB-4221.1 断面外径の最大食違い<br />
任意の断面での最大および最小の直径の間の差異は、ある検討中の断面にて、D が名目上の内径である<br />
場合、(D+50)/200[(D+1 250)/200]および D/100 の中でより小さなものを超過しないものとする。<br />
径は容器の内側か外部上で測定されてもよい。<br />
もし外部上で測定されれば、考慮した図 NB-4221.1-1 上で直径は断面の板厚のために下方に修正される。<br />
断面を通り抜ける穴がある場合、ここに与えられた内径の許容可能な差は穴の内径の 2%を増加させても<br />
よい。[図 NB-4221.1-1 断面径の最大食違い]<br />
・NB-4221.2 外圧に対しての逸脱事項<br />
外部圧力に対して設計された容器は、以下に与えられる(a)から(c)の中での公差に合致すること。<br />
(省略)<br />
・NB-4221.3 公差からの逸脱<br />
NB-4221.1 及び NB-4221.2 の中に明記された公差要求事項からの逸脱は、図面が設計報告書(NCA-3551)<br />
と調整し変更された場合、及びその改造が設計報告書への追加において登録専門技術者によって証明さ<br />
れた場合には、許容される。<br />
・NB-4221.4 管から組立てられた容器の逸脱公差<br />
パイプから製作され、外部、内部圧力のどちらかにさらされた圧力部品は、このサブセクションの他の<br />
全ての要求を満足し、そのようなパイプに対する仕様によって許容され、円形からの逸脱および径の変<br />
更を行ってもよい。<br />
NB-4222 成形された容器鏡板に対する公差<br />
成形された容器鏡板に対する公差は、次の条項の中で述べられた通りであること。<br />
・NB-4222.1 断面径の最大食違い<br />
成形鏡板のスカートか円筒状の端部は、D が公称内径である場合、最大および最小直径の間のインチ換<br />
算による差が(D+50/200[(D+1250)/200]および(D+12)/100[(D+300)/100]のより少ないものを超過しない程<br />
度までは円形であるものとする。また NB-4232 の中で指定された調整の公差内で隣接する部分の円筒状<br />
の端を一致するものであること。<br />
・NB-4222.2 指定された形状からの逸脱<br />
(以下省略)<br />
NB-4223 成形または曲げ管の公差<br />
所定の曲がり配管に対する公差は次の条項の中で述べられた通りであること。<br />
・NB-4223.1 最小肉厚<br />
(a)設計要求の肉厚が満足することを保証するために、実際の肉厚が測定され、あるいはそのプロセスが、<br />
必要な肉厚を維持するであろうということを実証することによって、認定されるものとする。<br />
(b)上記の(a)の代わりとして、テーブル NB-3642.1(b)-l の必要条件に従うものとする。<br />
・NB-4223.2 楕円公差<br />
設計報告によって、正当化したものではない限り、曲げ後の管の楕円程度は、次のものによって決定さ<br />
れる通り、8%を超過しないものとする。<br />
100×(Dmax-Dmin)/D0<br />
D0=公称外径, Dmin=成形または曲げ後の最小外径, Dmax=成形または曲げ後の最大外径<br />
[表 NB-4232-1 最終溶接状態での最大許容中心外れ] (以下省略)<br />
◇NB-4230 組立て及び調整<br />
・NB-4231 組立て、調整の方法<br />
棒、ジャッキ、クランプ、仮付け溶接あるいは仮の付着物の使用によって、溶接作業中の位置を保持し<br />
てもよい。<br />
・NB-4231.1 仮付け溶接<br />
それらの目的に合致する場合、調整を確実にするために使用される仮付け溶接は、完全に削除されるも<br />
のとする。あるいは、それらが本溶接に十分に組み入れられるように、それらのスタート、ストップす<br />
る端部は、グラインダーあるいは他の最適な手段により適切に整えらるものとする。仮付け溶接は認定<br />
された溶接施工要領を使用して、資格のある溶接士によって作られるものとする。仮付け溶接が、終了<br />
した溶接の一部になる場合、それらは目視により検査されるものとする。また、不完全な仮付け溶接は<br />
削除されるものとする。<br />
- 457 -<br />
- 457 -
表Ⅱ.2.2.2.7-6 ’09b Add. ASME Sec.Ⅲ Division1 NB-4000 の規定内容 (4/10)<br />
・NB-4232 両側から溶接される場合の公差の要求<br />
(a)2 つの側から溶接される断面の調整は、最終溶接の最大の食違いが表 NB-4232-1 に示された適用可能<br />
な量より大きくならないような状態であるものとする。 ここで t は継手中で最も薄い断面の公称厚さ<br />
とする。<br />
(b)球状の容器中の継手、鏡板内の継手、および円筒形胴と半球形鏡板の間の継手<br />
長手継手用の表 NB-4232-1 の中で要求を満たすものとする。<br />
(c)さらに、NB-3200 の要求を満足する場合、それらが表 NB-4232-1 の中で述べたものより以上の食違い<br />
は許容される。<br />
・NB-4232.1 食違いの整形<br />
上記に規定される許容公差内のどんな食い違いも、必要ならば、満足してない継手の端に補足の溶接金<br />
属を加えることによって、最終溶接部の幅を超え少なくとも 1:3 の勾配に少なくとも整形される。さら<br />
に、単一あるいは複数の勾配、あるいは 1:3 より厳しい勾配が、NB-3200 の要求事項を満足する場合、<br />
許容される。<br />
・NB-4233 内側表面に近寄れない場合の調整要求<br />
(a)機器の内側表面に、NB-4232 に従って溶接または整形のために近寄れない場合、断面の調整は、以下<br />
の(1)(2)の要求事項を満たすものとする。(以下省略)<br />
◇NB-4240 溶接継手に対する要求事項<br />
・NB-4241 容器の分類A溶接継手および他の構成品における長手溶接継手<br />
容器の分類 A の溶接継手及び他の構成品の長手継手は、完全溶込み突合わせ継手であるものとする。<br />
裏当てを削除し片側から溶接されたもの、または裏当てなしで片側から溶接された完全溶け込みが溶接<br />
部であるものは、継手の溶接開先側が NB-4424 の要求を満足するならば容認される。<br />
・NB-4242 容器の分類B溶接継手および他の構成品における円周溶接継手<br />
容器の分類 B 溶接継手及び他の構成品の周継手は、NPS 2(DN 50)より小さな配管がソケット溶接である<br />
場合を除いて、完全溶込み突合わせ継手であること。(省略)<br />
・NB-4243 容器の分類Cの溶接継手および他の構成品での類似溶接継手<br />
(省略)<br />
・NB-4244 容器の分類 D の溶接継手および他の構成での類似溶接継手<br />
(省略)<br />
・NB-4245 完全溶込み溶接継手<br />
(省略)<br />
NB-4246 管の分岐継手<br />
(省略)<br />
◇NB-4250 溶接端の形状―最大の傾斜<br />
溶接端部の形状は、機器から隣接する厚さの徐々の変化を規定するものとする。<br />
図 NB-4250-1 の中で示される許容範囲内に位置するどのような形状も許容する。<br />
(以下省略)<br />
NB-4300 溶接の認証<br />
◇NB-4310 一般的要求<br />
・NB-4311 認可プロセスの方式<br />
このセクションとサブセクション IX の溶接施工認定に従い溶接部を作り上げることができるそれらの<br />
溶接法だけが、耐圧材あるいは付着品をそれに溶接するために適用されてもよい。スタッド溶接の記録<br />
は、溶接士と自動溶接士を追跡調査するものを除いて、それぞれの溶接には必要としない。<br />
・NB-4311.1 スタッド溶接制限<br />
(省略)<br />
・NB-4311.2 電荷溶接<br />
(省略)<br />
NB-4311.4 慣性および連続的摩擦駆動溶接<br />
(省略)<br />
◇NB-4320 溶接認証、記録及び識別スタンプ<br />
NB-4321 要求資格<br />
(a)スタンプホルダーはそれぞれ自分の組織によって行われた溶接に責任を負う。また、スタンプホルダ<br />
ーは、それぞれ手順を確立し、溶接施工詳細、およびこれらの手順を適用する溶接士および自動溶接士<br />
の技量の両方に資格を与えるためにこの条、およびセクションⅨによって要求されるテストを行なうも<br />
のとする。<br />
(b)手順、溶接士および自動溶接士は、耐圧部に永久又は一時的に付着物を接続する場合に必要で、その<br />
ような溶接の中で使用される永久か一時的な仮付け溶接については、さらにこの条の要求資格に合致す<br />
るものであること。<br />
(c)突合せ溶接のために施工試験板を作る場合、考察は、角度、側面、溶接物に対する端部拘束の影響を<br />
考えておくものとする。これは、特に 80.0ksi(550MPa)引張強度、あるいはより高い材料や溶接金属、お<br />
よび低くても高伸張性の強さをもつ材料に当てはまる。(以下省略)<br />
- 458 -<br />
- 458 -
表Ⅱ.2.2.2.7-6 ’09b Add. ASME Sec.Ⅲ Division1 NB-4000 の規定内容 (5/10)<br />
・NB-4322 メンテナンスおよび証明の記録<br />
スタンプホルダーは、資格のある溶接施工詳細、および溶接士の記録を維持し、各溶接士に割り当てら<br />
れた識別記号、日付けと結果を示して、スタンプホルダーによって資格を与えられた溶接士に溶接させ<br />
るものとする。これらの記録は、認定保有者の品質保証プログラムに従って署名あるいは他の管理方法<br />
よるスタンプホルダーによって調査、確認、証明されるものとし、認可された検査官に利用可能である<br />
ものとする。<br />
・NB-4322.1 溶接士または自動溶接士による継手の識別<br />
(a)それぞれの溶接士、または自動溶接のオペレーターは、どの継手のものか、全ての永久的な溶接継手に隣<br />
接して、スタンプホルダーによる識別マークの査印を加えるべきである。そのマーキングは、3ft(1m)の間<br />
隔ごと、またはそれ以下で、ドットダイスタンプ印刷などにより行うべきである。<br />
代案として認定保有者は、各アイテム中の永久溶接された継手、および継手の各々を作るのに使用され<br />
る溶接士と自動溶接士の記録をとるものとする。<br />
(b)永久の構造としての多くの付着品が溶接される場合、非構造物的な溶接、隅肉溶接、ソケット溶接が<br />
行われる。(途中省略)<br />
(1)スタンプホルダーは、溶接機、あるいは溶接士あるいは自動溶接士がすべて適切に資格があったこと<br />
を検査官が確認することができるように、各機器上のそのような溶接を作った自動溶接士を識別するシ<br />
ステムを維持する。<br />
(2)各分類の溶接は同じタイプおよび配置のすべてにおいて、同じ溶接施工要領書で溶接される。<br />
(c)溶接士または自動溶接士の識別は仮付け溶接に必要ではない。<br />
・NB-4323 認定に先立った溶接<br />
使用されることになっている溶接施工法に資格が与えらるまで、溶接は試みられないものとする。<br />
NB-4320、Sec.Ⅸに従い認定された溶接士および自動溶接士のみが使用できる。<br />
・NB-4324 資格の移行<br />
QW-201 および QW-300.2 で提供された以外は、あるスタンプホルダーによって実施した自動溶接士およ<br />
び溶接士に対する技量資格試験および溶接施工法試験は、他のスタンプホルダーに対して、溶接要領の<br />
資格を与えないものとし、かつ溶接するための溶接士および自動溶接士にも資格を与えないものとする。<br />
◇NB-4330 溶接施工認証試験に対する一般的要求<br />
・NB-4331 セクション IX 要求事項への適合<br />
この条の要求によって修正されて、または追加される場合、全ての溶接施工認定試験は、Sec.IX の要求<br />
に従うものとする。<br />
・NB-4333 フェライト材に対する溶接施工認定の熱処理<br />
溶接施工認定の溶接後熱処理は、NB-4620 および Sec.IX の適用可能な要求に一致するものとする。その<br />
温度での溶接後熱処理の時間は、構成する溶接材料に適用される最大の時間の少なくとも 80%であるも<br />
のとする。溶接後熱処理総時間は、1 つの加熱サイクルに適用されてもよい。<br />
・NB-4334 試験片と採取片の準備<br />
(a)試験溶接、およびそれらから作られた標本の寸法からの試験採取片の取り出しは、衝撃試験採取片の<br />
取り出しおよび衝撃試験標本の寸法が、(b)に下に従うものとする以外は Sec.IX の要求に一致するものと<br />
する。(以下省略)<br />
・NB-4334.1 溶着金属の採取片再提示<br />
衝撃試験標本および試験方法は NB-2321 に一致するものとする。(以下省略)<br />
・NB-4334.2 熱影響部の標本<br />
熱影響域の衝撃試験が NB-4335.2 によって要求される場合、試験片は、以下の(a)から(c)に従い溶接施工<br />
認定試験から得ること。(以下省略)<br />
・NB-4335 衝撃試験要求<br />
材料が NB-2300 にてテストされる衝撃試験を要求される場合、溶接金属と熱影響部の衝撃試験は次の条<br />
項に従って行なわれるものとする。溶接施工認定衝撃試験片は、NB-2330 および NB-4334 の適用可能な<br />
要求に従って準備され、試験されるものとする。NB-2350 の条件に従う場合、再テストが許容される。<br />
・NB-4335.1 溶接金属の衝撃試験<br />
(省略)<br />
・NB-4335.2 熱影響部の衝撃試験<br />
(省略)<br />
・NB-4336 作成された溶着金属の認定要求<br />
(省略)<br />
・NB-4337 計装管の溶接<br />
P-8 材料計装管材料の溶接、NB-4337(a)から(j)の付則をすべて満足する場合、NB-5000 に規定された放射<br />
線透過試験なしで行なってもよい。(以下省略)<br />
◇NB-4350 管と管板の溶接における特別な認証要求<br />
(省略)<br />
◇NB-4360 特別なシール溶接における認証の要求事項<br />
・NB-4361 一般要求<br />
(省略)<br />
・NB-4362 自動、機械および半自動溶接に対する必要不可欠な確認項目<br />
- 459 -<br />
- 459 -
表Ⅱ.2.2.2.7-6 ’09b Add. ASME Sec.Ⅲ Division1 NB-4000 の規定内容 (6/10)<br />
(省略)<br />
・NB-4363 手溶接に対する不可欠な確認項目<br />
(省略)<br />
・NB-4366 テスト・アセンブリ<br />
(省略)<br />
・NB-4366.1 自動溶接<br />
(省略)<br />
・NB-4366.2 手動、自動及び半自動的溶接<br />
(省略)<br />
NB-4367 試験用組立品の検討<br />
(a)100%の溶込みが必要な場合、試験用組立品は、必要ならば、溶接表面下の全ての部分を許容するため<br />
にマクロ断面されるものとする。<br />
(b)最低4つのマクロ断面は、各試験用組立品から得られるものとする。1つの断面は、溶接始点、及び終<br />
点において作成するものとし、そして、他のものは任意にしてもよい。それぞれの断面は、試験用のASTM<br />
標準E883に従ってⅹ15へのⅹ10に拡大されるものとする。全ての表面は、クラック、溶け込み不良、消<br />
耗品を使用する溶接方法での挿入物による不完全溶融部、ポロシティが無く、また溶接の厚みの10%を<br />
超えない最大寸法である単独円状ボイドを超えないものであること。溶接部の認定に関して疑問が生じ<br />
る場合、4つの断面の検査の後、検査官は、溶接部および隣接した母材の検査のために追加の金属組織学<br />
の断面が準備されていることを要求してもよい。溶接の許容性に関して疑問がある場合、4つの断面の<br />
検査の後、検査官は継手および隣接した母材の検査のために追加の金属組織学の断面を要求してもよい。<br />
・NB-4368 技量検定テスト<br />
技量検定の試験用組立品は、NB-4366 の中で資格試験手順、組立のために指定された同じ要求を満たす<br />
ものとし、NB-4367 に従って検討されるものとする。<br />
更に、自動溶接士は、生産をするために使用される機械(複数可)が溶接されて、溶接の特性に影響する調<br />
節およびセッティングに関して機械をセット・アップするために要求されるものとする場合、溶接のヘ<br />
ッドを含む同じタイプの機器およびモデルを使用して資格を得てもよいものとする。<br />
NB-4400 製造、検査及び補修溶接を行うための規則<br />
◇NB-4410 溶接前の注意事項<br />
・NB-4411 溶接材料の保管、識別、取り扱い<br />
スタンプホルダーは、それぞれ、溶接棒の管理、および組立て材料(NB-4120)や使用される他の材料に責<br />
任を負う。溶接棒、フラックスおよび他の溶接材料の適切な識別、保管装置および取り扱いが維持され<br />
るものとする。溶接棒とフラックスの湿気を最小化するために注意すること。<br />
・NB-4412 溶接表面の清浄、保護<br />
溶接するために母材を準備するために使用される方法は、合理的に滑らかな表面を成形できるものであ<br />
ること。溶接する表面は、スケール、さび、油、グリースおよび他の有害物を除去しておくこと。それ<br />
らのものは溶接中に有害な汚染、雨、雪および風から保護されるものとすること。溶接は濡れた表面上<br />
で行なわないこと。<br />
◇NB-4420 溶接継手の規則<br />
・NB-4421 裏当てリング<br />
(省略)<br />
・NB-4422 ピーニング<br />
管理されているピーニングは、ひずみを最小化するために行なってよい。ピーニングは、最初の層、溶<br />
接金属のルート、あるいは、溶接部に溶接後熱処理がなければその最終層には、使用されないものとす<br />
る。<br />
・NB-4423 様々な溶接要求<br />
(省略)<br />
・NB-4424 溶接部の表面<br />
・NB-4424.1 一般<br />
(省略)<br />
(c)アンダーカットは、1/32in(0.8mm)超過しないものとする。そして、要求された断面の厚さを割り込ま<br />
ないものとする。<br />
(d)溶接継手の生じる厚さが NB-3000 の要求を満たす場合、均一に溶接された円周突合せ溶接部のルート<br />
の凹みは許容される。<br />
(e)溶接継手の表面を上記の基準を満たすため研削する場合、要求された溶接や母材の厚さを下回らない<br />
ことに注意するものとする。<br />
(f)もし認定された超音波探傷試験を行なうことができれば、直径に沿う溶接縮みは許容される。<br />
・NB-4424.2 供用前検査<br />
(省略)<br />
・NB-4425 径が相違する溶接品(以下省略)<br />
・NB-4426 溶接余盛り<br />
- 460 -<br />
- 460 -
表Ⅱ.2.2.2.7-6 ’09b Add. ASME Sec.Ⅲ Division1 NB-4000 の規定内容 (7/10)<br />
・NB-4426.1 容器、ポンプおよびバルブのための余盛り厚さ<br />
容器、ポンプおよびバルブ中のすべての突合せ溶接継手の表面は、母材と同じ高さ、あるいは一定の高<br />
さの溶接ビードがある。<br />
溶接表面上の余盛りの高さは次の表を超えないものであること。<br />
公称厚さ、インチ(mm) 最大余盛(mm)<br />
1 インチまで(25) 3/32 (2.5)<br />
1~2 インチまで(25~50) 1/8 (3)<br />
2~3 インチまで(50~75) 5/32 (4.0)<br />
3~4 インチまで(75~100) 7/32 (5.5)<br />
4~5 インチまで(100~125) 1/4 (6)<br />
5 以上(125) 5/16 (8)<br />
・NB-4426.2 配管の余盛り厚さ<br />
両側溶接された突き合わせ継ぎ手については、次の作表のカラム1で与えられた余盛りに対する制限は、<br />
継手の内側および外部の表面の両方に別々に当てはまるものとする。<br />
片側溶接された突き合わせ継ぎ手については、カラム2で与えられた余盛りは、内側に当てはまるもの<br />
とし、カラム1で与えられた余盛りは、外部の表面へ当てはまるものとする。<br />
余盛りは含まれる突合せ面より高い方から決定されものとする。<br />
公称厚さ、インチ(mm) 最大余盛(mm)<br />
カラム1 カラム2<br />
1/8 インチまで(3) 3/32 (2.5) 3/32(2.5)<br />
1/8~3/16 インチまで(3~5) 1/8 (3) 3/32(2.5)<br />
3/16~1/2 インチまで(5~13) 5/32 (4.0) 1/8(3)<br />
1/2~1 インチまで(13~25) 3/16 (5) 5/32(4.0)<br />
1~2 インチまで(25~50) 1/4 (6) 5/32(4.0)<br />
2 インチ以上(50) 溶接幅の1/8、 5/32(4.0)<br />
又は1/4(6mm)in の大きい方<br />
・NB-4427 隅肉溶接のサイズおよび形状<br />
(省略)<br />
・NB-4428 ねじ切り継手の漏止め溶接<br />
(省略)<br />
NB-4429 クラッド部品の溶接<br />
(省略)<br />
◇NB-4430 付着品(付着金物)の溶接<br />
・NB-4431 付着品(付着金物)の材料<br />
耐圧部に溶接された非耐圧部品の付着品(NB-1132.1)は、NB-2190 の要求を満たす材料であるものとする。<br />
耐圧部品の付着品の材料は NB-2120 を満足するものであること。<br />
・NB-4432 構造用付着品の溶接<br />
NB-432 が管理する溶接される資格の規則は、耐圧部への構造用アタッチメントの溶接に適用されるもの<br />
とする。<br />
・NB-4433 構造用付着品<br />
(省略)<br />
・NB‐4434 クラッド構成品の内部構造サポートの溶接<br />
(省略)<br />
・NB-4435 構造部品ではない付着品の溶接、およびそれらの除去<br />
(省略)<br />
・NB-4436 テスト後の配管機器への付着品取り付け<br />
(省略)<br />
◇NB-4440 付属物の溶接<br />
(省略)<br />
◇NB-4450 溶接金属欠陥の補修<br />
・NB-4451 一般要求<br />
NB-5000、あるいは NB-6000 のテストによって要求される検査によって検出された溶接金属の欠陥は除<br />
去され、補修するものとする。<br />
・NB-4452 表面欠陥の除去<br />
以下の a)~c)の要求事項を満足すれば、溶接金属の表面の欠陥は研磨、あるいは機械加工により削除さ<br />
れてもかまわない、溶接によって修理される必要はない。<br />
(a)削り込み後の断面の残りの厚さは、NB-3000 によって要求されるそれ以下でないこと。<br />
(b)削り込みによる凹みは、欠陥除去の後に、周囲の表面に合せ均しておくこと。<br />
(c)そのエリアは均した後に NB-5110 に従って磁粉探傷あるいは浸透探傷の方法によって検査され、欠陥<br />
が許容限度の欠陥に縮小されたことを保証するために NB-5300 の基準を満足しておくこと。内部の状況<br />
が表面の検査では単に得がたい場合には、最初は欠陥を検知した方法によって目視か体積検査によって<br />
検出し、内部にある欠陥を再調査する必要がある。<br />
- 461 -<br />
- 461 -
表Ⅱ.2.2.2.7-6 ’09b Add. ASME Sec.Ⅲ Division1 NB-4000 の規定内容 (8/10)<br />
・NB-4453 溶接の修理をするための要求事項<br />
溶接金属の開削は、溶接による補修の場合、次の要求を満たすものとする。<br />
・NB-4453.1 欠陥除去<br />
欠陥は機械的な手段、あるいは熱のよるプロセスによって削除される。<br />
そのエリアは溶接補修の準備をした後、NB-5110 に従う浸透探傷試験方法、及び磁粉探傷試験により検<br />
査されるものとする。これらの検査は、NB-5340 あるいは NB-5350 の判定基準を満たすこと。<br />
欠陥除去部の残りの厚さが十分な厚さを有しているところ、および欠陥除去部の底部において、検査材<br />
料の除去がアクセスできないところは、この検査は必要ではない。<br />
・NB-4453.2 溶接材料、要領書、溶接士の要求<br />
溶接補修は、溶接材料、溶接士、および NB-4125 と NB-4300 に従って資格を与えられた溶接施工法を使<br />
用してなされるものとする。<br />
・NB-4453.3 補修領域の均し<br />
補修後、表面は、周囲の表面へ一様に均しされるものとする。<br />
・NB-4453.4 溶接補修の検討<br />
(a)オリジナルの溶接部に必要な様に溶接補修の検討は、行われる。欠陥が、浸透探傷または磁粉探傷により<br />
検出されたオリジナルの欠陥である場合、そして補修による空洞部が、少なくとも厚みの 10%、または<br />
3/8(10mm)を超えないものである場合を除いて、浸透探傷試験か磁粉探傷方法によって再調査される。<br />
(b)P-No.1 および P-No.3 の材料の補修溶接が、上記の(a)の中の求められるような放射線による試験を要<br />
求する場合において、構造用部品が放射線検査を妨げる場合には、超音波試験を代用してもかまわない。<br />
(1)溶接部は、事前に放射線検査が行われており、適用される判定規準を満たしておくこと。<br />
(2)超音波試験は、NB-5330 の判定基準に対して、Sec.V Article 4 に従う手順を使用して行なうこと。<br />
(3)代用は容器の分類 A、B、その同様な他のものの溶接部に制限される。、<br />
適切な放射線透過試験の機器の欠如は、代用を正当化する事由ではない。<br />
・NB-4453.5 補修部の熱処理<br />
そのエリアは NB-4620 に従って熱処理すべきである。<br />
NB-4500 ろう付け<br />
◇NB-4510 ろう付けのための規則<br />
・NB-4511 ろう付けが使用されてもよい場合<br />
(省略)<br />
・NB-4512 ろう付け材料<br />
(省略)<br />
◇NB-4520 ろう付け資格<br />
・NB-4521 ろう付け要領、および技量資格<br />
(省略)<br />
・NB-4522 バルブシートリング<br />
(省略)<br />
・NB-4523 再加熱された継手<br />
(省略)<br />
・NB-4524 最高温度限界<br />
(省略)<br />
◇NB-4530 ろう付けするための部品の取り付け、調整<br />
(省略)<br />
◇NB-4540 ろう付け継手<br />
(省略)<br />
NB-4600 熱処理<br />
◇NB-4610 溶接の予熱要求事項<br />
・NB-4611 予熱が必要な場合<br />
予熱の温度や必要性は、化学成分、連結されている部品の拘束の程度、物理的性質および材料厚さの制<br />
約の程度のような多くの要因に依存する。予熱は、セクション IX の P-No.によって一般のガイドとして<br />
付録 D の中で与えらている。(以下省略)<br />
・NB-4612 予熱方法<br />
(省略)<br />
・NB-4613 パス間温度<br />
考察として、機械的性質に対する有害な影響を回避するために、焼入れ及び焼き戻しされた材料に対し<br />
ては、パス間温度の制限を与えられるものとする。<br />
◇NB-4620 溶接後熱処理<br />
NB-4621 加熱、冷却方法<br />
溶接後熱処理(PWHT)は、規定された冷却、加熱の速度、金属温度、金属温度の均一性、そして、温度調<br />
節が維持されている適切な方法によって遂行される。<br />
NB-4622 PWHT の時間、温度の要求<br />
・NB-4622.1 一般要求 (省略)<br />
・NB-4622.2 時間、温度の記録 (省略)<br />
- 462 -<br />
- 462 -
表Ⅱ.2.2.2.7-6 ’09b Add. ASME Sec.Ⅲ Division1 NB-4000 の規定内容 (9/10)<br />
・NB-4622.3 溶接後熱処理の管理上の公称板厚の定義<br />
(省略)<br />
・NB-4622.4 保持時間、温度 (省略)<br />
・NB-4622.5 P.No.相異の際の PWHT (省略)<br />
・NB-4622.6 非耐圧部品の溶接後熱処理要求<br />
(省略)<br />
・NB-4622.7 要求事項の免除<br />
(省略)<br />
・NB‐4622.8 ノズル、枝管の溶接後熱処理免除の要求事項(運転時)<br />
(省略)<br />
・NB-4622.9 テンパービード溶接補修<br />
(省略)<br />
・NB‐4622.10 溶接後熱処理後のクラッド鋼の補修溶接<br />
(省略)<br />
・NB-4622.11 異材金属溶接部、又は肉盛りへのテンパービード溶接補修<br />
(省略)<br />
・NB-4623 PWHT 加熱および冷却速度の規定<br />
(省略)<br />
・NB-4624 溶接後熱処理の方法<br />
溶接後熱処理は、次の条項の中の要求に従って行なわれるものとする。<br />
・NB-4624.1 炉加熱(一回)<br />
閉じた炉の中で機器を加熱する場合は、実用的で好ましい手順で行われるべきである。<br />
火炉の大気は、過度の酸化および直接の浸食を回避するように管理されるものとする。<br />
・NB-4624.2 火炉加熱(一回以上)<br />
もしその機器が、NB-4624.1 の火炉大気の管理がされており、構成品か機器の加熱箇所のオーバーラッ<br />
プ部が少なくとも 5 フィート(1.5m)ならば、火炉の中で一回以上の加熱を行ってもよい。この手順が使用<br />
される場合、温度傾度が有害でないように、火炉外の構成品あるいは機器の部分は養生されるものとす<br />
る。構成品か機器が火炉から突き出るところでの部分は、ノズルあるいは他の構造の不連続部と交差し<br />
ていないこと。<br />
・NB-4624.3 局部加熱<br />
溶接部は、部品全体または機器を熱処理することが実際的でない場合には、局部溶接後熱処理をしても<br />
よい。局部溶接後熱処理は、この条項で指定された範囲内の温度で構成品か機器の周辺の円周帯を熱す<br />
ることから成るものとする。<br />
溶接部の管理された均熱幅の最小の幅は、最も大きな溶接幅の端部から、溶接部の厚み、2 インチ(50mm)<br />
のどちらか小さい方であるものとする。加熱の管理帯域の端からの構成品か機器の温度は、外へ有害な<br />
熱こう配を回避するように徐々に縮小されるものとする。この要領は補修後の溶接後熱処理に使用され<br />
てもよい。<br />
・NB-4624.4 内部的な加熱アイテム<br />
(省略)<br />
◇NB-4630 最終溶接後熱処理以外の溶接部の熱処理<br />
(省略)<br />
◇NB-4650 パイプ、ポンプ、バルブの為の成形、または曲げ後の熱処理<br />
・NB-4651 曲げまたは成形後の熱処理要求条件<br />
(a)曲げあるいは他の成形作業のために加熱されたポンプあるいはバルブのフェライトを含む合金鋼パイ<br />
プは、NB-4620 に従って熱処理を受け取るものとする。(完全焼きなまし、焼ならし、焼き戻し、または<br />
焼きいれと焼き戻し)<br />
(b)セクションⅨの中のグループ P-1 に含まれた炭素鋼・パイプあるいは 3/4 インチ(19mm)を越える厚み<br />
を備えたポンプかバルブの所定の冷間曲げあるいは成形されてものについて、NB-4620 に従って熱処理<br />
を行うものとする。<br />
(c)セクション IX の P-3 から P-5 に含まれたフェライトを含む合金パイプあるいは 4 インチ(100mm)、お<br />
よび 1/2 インチ(13mm)を越える厚みを越える外径を備えたポンプかバルブの所定の冷間曲げあるいは成<br />
形されてものについて、NB-4620 に従って熱処理を行うものとする。<br />
・NB-4652 曲げ成形加工後の熱処理からの免除<br />
(a)~(d)に下に記述された条件が満たされる場合、曲げ、成形加工後の熱処理は必要ではない。<br />
(a) NB-4213 の要求を規定し、満足する場合、1650°F(900°C)またはそれ以上の温度で成形加工あるい<br />
は曲げられたポンプおよびバルブの部分、あるいは炭素鋼は、後に続く熱処理を要求しないものとする。<br />
(b)曲げあるいは成形加工に従う熱処理の設計仕様要求が無い限り、曲げあるいは他の生ずる成形作業の<br />
ために加熱されたオーステナイト鋼のパイプ、あるいはポンプまたはバルブの部分は、曲げられた状態<br />
で使用されてもよい。<br />
(c)曲げあるいは成形加工に従う熱処理を設計仕様要求が無い限り、冷間での曲げあるいは成形されたオ<br />
ーステナイト鋼のパイプ、あるいはポンプまたはバルブの部分は、曲げられた状態で使用されてもよい。<br />
- 463 -<br />
- 463 -
表Ⅱ.2.2.2.7-6 ’09b Add. ASME Sec.Ⅲ Division1 NB-4000 の規定内容 (10/10)<br />
(d)炭素鋼及び合金鋼パイプ、あるいは NB-4651(b)および NB-4651(c)の中で指定されたサイズおよび厚み<br />
未満であるポンプかバルブの部分については、曲げに伴う熱処理無しで、冷間曲げあるいは成形加工し<br />
てもよい。<br />
◇NB-4660 エレクトロスラグ溶接部の熱処理<br />
(省略)<br />
NB-4700 機械継手<br />
◇NB-4710 ボルト締めとネジ止め<br />
・NB-4711 ねじのかみ合い<br />
(省略)<br />
・NB-4712 ねじ潤滑剤<br />
(省略)<br />
・NB-4713 ねじ潤滑剤の除去<br />
(省略)<br />
・NB-4720 ボルト締めフランジ継手<br />
(省略)<br />
・NB-4730 電気と機械式の貫通構造部品<br />
(省略)<br />
- 464 -<br />
- 464 -
表Ⅱ.2.2.2.7-7 ’08a.Add. ASME Sec.Ⅲ Division1 NB-5000 の規定内容 (1/5)<br />
NB-5000 : EXAMINATION<br />
NB-5100 一般的要求 (主要な規定のみ記載)<br />
◇NB-5100 検査の一般要求<br />
◇NB-5110 方法、非破壊検査手順、及び洗浄<br />
・NB-5111 方法<br />
非破壊検査は、この条の要求によって修正されるもの以外は Sec.V の調査方法に従って行なわれるもの<br />
とする。<br />
(a)組立て<br />
放射線検査は、Sec.Ⅴ(Article2)に従ってフィルム撮影かリアルタイムでの X 線透過試験によるものとす<br />
る。(省略)<br />
超音波探傷試験は Sec.Ⅴ(Article4)に従うものとする。<br />
磁気探傷試験は Sec.Ⅴ(Article7)に従うものとする。<br />
液体浸透探傷試験は Sec.Ⅴ(Article6)に従うものとする。<br />
また、漏れ試験は Sec.Ⅴ(Article10)に従うものとする。<br />
(b)供用前<br />
供用前の溶接部の超音波探傷試験は、Sec.Ⅸ(Appendix.I)に従って、行うものとする。<br />
過流探傷検査は Sec.Ⅴ(Article18)に従うものとする。また、表面の検査は NB-5111(a)に従うものとする。<br />
(c)この条項、あるいはこの条項への言及によって要求される検査は、この条項によって要求される資格<br />
を与えられた人によって行なわれるものとする。検査の結果はこの条項の判定基準に従って評価される。<br />
・NB-5112 非破壊検査手順<br />
この条項よって要求される全ての非破壊検査は、検査官の認証を得る為実際のデモンストレーションに<br />
よって証明された書面による手順に従って行なわれるものとする。<br />
(省略)<br />
・NB-5113 試験後の洗浄<br />
(省略)<br />
◇NB-5120 溶接検査の時期<br />
(1)(2)(省略)<br />
(a)(b)(省略)<br />
(c)フェライト鋼と高ニッケル鋼やオーステナイト鋼、またはフェライト鋼の継手に使用される高ニッケ<br />
ル鋼やオーステナイト鋼の溶材を使用するような異材溶接継手の全ては、最終溶接後熱処理後に検査を<br />
行うこと。<br />
(d)(e)(省略)<br />
(f)オーステナイト鋼および非鉄金属の継手のすべては、実行できれば中間か最終の溶接後熱処理の後に<br />
浸透探傷試験によって検査すること。この要求は管と管板の継手には適用しない。<br />
(g)(省略)<br />
◇NB-5130 開先面の検査<br />
継手分類 A、B、C、D および 2in(50mm)以上の厚みの同様な継手における全ての完全溶け込みの開先表<br />
面は、磁粉探傷試験か浸透探傷試験よって検査されること。<br />
指示模様は、以下の(a)、(b)または(c)の判定基準に従い評価されること。<br />
(a)1/16 インチ(1.5mm)より大きな主要寸法を持つ指示模様だけが、評価対象な欠陥と考えられるものとす<br />
る。<br />
(b)長さが 1 インチ(25mm)を超えないラミネーションタイプの欠陥は、補修しなくても合格とする。長さ<br />
が 1 インチ(25mm)を超えるラミネーションタイプの欠陥の範囲は、超音波探傷試験によって判別される<br />
ものとする。<br />
(省略)<br />
(c)(d)省略<br />
◇NB-5140 溶接部及び近接する母材の検査<br />
溶接継手分類 A、B、C および D、および NB-5200 によって要求される配管、ポンプおよびバルブの同<br />
じような溶接継手の表面の検査を行う場合は、溶接部のそれぞれ側へ少なくとも 1/2in(13 ㎜)について母<br />
材側の内部や外部を含んで試験を行うこと。溶接部の判定基準は、この条項とし、母材側の判定基準の<br />
場合は、NB-2500 の中で述べられたものとする。<br />
◇NB-5200 製作と供用前の溶接部の検査<br />
◇NB-5210 分類A及び長手溶接継手<br />
分類Aの容器の溶接継手およびその他の構成品の長手溶接継手は、体積(*)検査と浸透探傷試験又は磁粉<br />
探傷試験のどちらかによって検査されること。<br />
(*):放射線透過試験[NB-5111(a)]が要求される。使用前試験[NB-5111(b)]は設計仕様[NCA-3252(c)]を厳守<br />
する要求ではないが、あっても構わない。<br />
◇NB-5220 分類B 及び周溶接継手<br />
・NB-5221 容器の溶接継手<br />
分類 B の容器の溶接継手は、体積検査と浸透探傷試験又は磁粉探傷試験のどちらかによって検査される<br />
こと。<br />
- 465 -<br />
- 465 -
表Ⅱ.2.2.2.7-7 ’08a.Add. ASME Sec.Ⅲ Division1 NB-5000 の規定内容 (2/5)<br />
・NB-5222 配管、ポンプおよびバルブの円周溶接継手<br />
(a)突合せ溶接継手は、体積検査と浸透探傷試験又は磁粉探傷試験のどちらかによって検査されること。<br />
(b)隅肉および部分溶け込み溶接継手は、浸透探傷試験又は磁粉探傷試験によって検査されること。<br />
(c)NB-4337 に従って認定された計装管の突合せ溶接継手は、浸透探傷試験によって検査されること。<br />
◇NB-5230 分類C 及び同様な溶接継手<br />
・NB-5231 一般要求<br />
(a)分類 C の完全溶け込み突合せ溶接継手および他の構成品の類似溶接継手は、体積検査と浸透探傷試験<br />
又は磁粉探傷試験のどちらかによって検査されること。<br />
(b)分類 C の完全溶け込み型の角溶接継手、および他の構成品の類似溶接継手は、超音波探傷試験又は放<br />
射線透過試験、および浸透探傷試験又は磁粉探傷試験のいずれかで検査すること。<br />
(c)(d)(省略)<br />
◇NB-5240 分類D 及び管台の溶接継手<br />
・NB-5241 一般要求<br />
分類 D 容器の溶接継手、および他の構成品の類似の溶接継手の全ては、以下の条項に述べた試験を行う<br />
こと。<br />
・NB-5242 完全溶け込み突合せノズル、枝管、連絡管溶接<br />
ノズル、枝、および図 NB4244(a)-l の中で示されるような完全溶け込み溶接継手によって取り付けられた<br />
継手は、放射線透過試験と浸透探傷試験又は磁粉探傷試験のいずれかによって検査されること。<br />
・NB-5243 ノズル、枝管、および連絡管の各継手溶接<br />
(a)図 NB-4244(b)-l の中で示されるような容器のノズルの完全溶け込み型の角継手溶接は、超音波探傷試<br />
験又は放射線透過試験のいずれか、および浸透探傷試験又は粉探傷試験のいずれかで実施すること。(省<br />
略)<br />
(b)(c)(省略)<br />
・NB-5244 ノズル開放時の溶接金属の強化<br />
(a)(b)(省略)<br />
・NB-5245 隅肉および部分溶け込み溶接継手<br />
隅肉溶接および部分溶け込み溶接、NB-3352.4(d)、NB-3661.3 で許可されたもの、そして、図 NB-4244(d)-l、<br />
NB-4244(d)-2、NB4246(b)-1の図で示されたものは、浸透探傷試験又は磁粉探傷試験のどちらかを使用し、<br />
検査されるものとする。検査の拡大範囲は、接続部の中心線に両側の計測された最大溶接継手長さの 2<br />
分の 1 または 1/2 インチ(13 ㎜)より少ない方とする。最終溶接継手の表面も、どちらかの試験によって検<br />
査を行うこと。<br />
・NB-5246 斜めのノズル、枝管、連絡管の完全溶け込み溶接部<br />
(a)図 NB-4244(e)-1の中で示されるような容器に取付けられる斜めのノズルの完全溶け込み溶接部も、超<br />
音波探傷試験又は放射線透過試験のどちらかで検査し、そして、浸透探傷試験又は磁粉探傷試験のどち<br />
らかで検査されること。(省略)<br />
(b)図 NB-4244(e)-1の中で示されたように、バルブ、ポンプ、管の連絡管、枝管の完全溶け込みである斜<br />
め溶接継手は、NB5243(b)(c)の規定した要求に従い検査されること。<br />
◇NB-5260 隅肉、部分溶け込み、ソケットと付着品の溶接継手<br />
・NB-5261 隅肉、部分溶け込み、そしてソケット溶接継手<br />
構造用ではない付着品(NB-1132.1)を除いた隅肉、部分溶け込み溶接継手及びソケット溶接は、磁粉探傷<br />
試験又は浸透探傷試験により検査されること。<br />
・NB-5262 構造用付着品の溶接継手<br />
耐圧保持材で作られた構造用付着品の溶接継手は、磁粉探傷試験又は浸透探傷試験のいずれかによって<br />
検査されること。<br />
◇NB-5270 特殊な溶接継手<br />
・NB-5271 特殊設計されたシールの溶接継手<br />
(省略)<br />
・NB-5272 グラッド溶接金属<br />
(省略)<br />
・NB-5273 硬化表面<br />
(省略)<br />
・NB-5274 管と管板の溶接継手<br />
(省略)<br />
・NB-5275 ろう付けの継手<br />
(省略)<br />
・NB-5276 慣性および連続駆動摩擦溶接<br />
(省略)<br />
・NB-5277 電子ビーム溶接<br />
検査される溶接の形式に対しての要求に加えて、電子ビーム溶接によってつくられた全ての完全溶込み<br />
溶接部は、超音波探傷試験により検査されること。<br />
・NB-5278 エレクトロスラグ溶接<br />
(省略)<br />
- 466 -<br />
- 466 -
・NB-5279 特殊例外<br />
継手の詳細部が、この条項に従って行なわれる放射線透過試験が可能でない場合、完全溶接部に関して<br />
浸透探傷試験又は磁気探傷試験試験と超音波探傷試験は、放射線透過試験の代わりでもかまわない。適<br />
切な放射線透過試験の機器の不備によるものは、このような代用の正当化の理由とはならない。もし、<br />
この条項に記述された欠陥を検出し見つけることができるとともに、実際のデモンストレーションによ<br />
って証明された詳細な手順書を使用して検査官の満足を得るまで検査が行なわれれば、超音波探傷試験<br />
の代用は規定させることができる。非破壊検査は NB-5110 に従い、NB-5300 のその判定基準に合致する<br />
ものとする。<br />
◇NB-5280 供用前検査<br />
・NB-5281 一般要求<br />
(a)(b)(省略)<br />
・NB-5282 検査要求<br />
(a)(b)(省略)<br />
・NB-5283 供用前検査からの免除される構成品<br />
(省略)<br />
◇NB-5300 判定基準<br />
・NB-5320 放射線透過試験判定基準<br />
不完全のような特徴を持つ溶接部の放射線透過試験に示された模様は、以下の条件下で、不合格とする。<br />
(a)融合不良または溶込み不良、又はクラックのような特徴がある指示模様<br />
(b)上記以外で、次の長さ以上の線状模様<br />
(1)tが、19mm 以下まで:1/4 インチ(6 ㎜)<br />
(2)tが、3/4 インチ(19 ㎜)を超え 2 1 /4(57 ㎜)まで:1/3t<br />
(3)tが、2 1 /4(57 ㎜)を超えるもの:3/4 インチ(19 ㎜)<br />
[tは、溶接の薄い部分の厚さ]<br />
(c)溶接部の開先内面の状況は、放射線透過試験写真の濃度の変化や輝度の違いが、急ではない場合には、<br />
合格とする。そのような状況でのどちらか端部での放射線の写真上の細長い指示模様は、上記の(b)で規<br />
定された様に、不合格とする。<br />
(d)12t の長さにおいて t インチ以上の総長さを持つ整列した模様の任意のグループでは、連続する指示模<br />
様の最小距離間が 6L を超えない限り、その場合には、総長さは無制限とする。L は、最大指示模様の長<br />
さである。<br />
(e)AppendixⅥにおいて合格として示されたものを超える円状指示模様<br />
◇NB-5330 超音波探傷試験判定基準<br />
・NB-5331 組立て<br />
基準レベルの 20%を超えるレスポンスが生じる全ての不完全なものについては、オペレータが形状、識<br />
別、そしてすべての欠陥のようなものの位置、また次の(a)から(b)での判定基準の条項において、それら<br />
を評価し、決定することが出来る程度まで調査するものとする。<br />
(a)表示が基準のレベルを超過し、次のものを超える長さの場合、欠陥は不合格とする。<br />
(1)tが 3/4 インチ(19mm)まで:1/4 インチ(6mm)<br />
(2)tが 3/4 インチ(19mm)を超え 2 1 /4(57 ㎜)まで:1/3t<br />
(3)tが 2 1 表Ⅱ.2.2.2.7-7 ’08a.Add. ASME Sec.Ⅲ Division1 NB-5000 の規定内容 (3/5)<br />
/4(57 ㎜)を超えるもの:3/4 インチ(19mm)<br />
[ここで t は検査している溶接部の厚さ]<br />
もし、二つの部材の溶接継手が、溶接部に相違する厚みならば、tは、それらの厚みの薄い方とする。<br />
(b)クラック、融合不良あるいは溶け込み不良と見なされた表示は、長さにかかわらず不合格とする。<br />
・NB-5332 供用前検査<br />
(a)(b)(省略)<br />
◇NB-5340 磁粉探傷試験判定基準<br />
・NB-5341 指示模様の評価<br />
(a)表面での機械的な不連続部は、探傷材の残留により明らかにされる。すべての指示模様は、必ずしも<br />
欠陥だとは限らない。しかしながら、ある冶金学的な不連続および透磁率の変化が、関係のない同じ様<br />
な指示模様を発生させるかも知れない。<br />
(b)擬似であると考えられるどんな指示模様も実際の欠陥が存在するかどうか確認するために同じ方法か<br />
又は他の非破壊検査方法によって再調査されるものとする。表面状態の調整は、再試験の前に先行させ<br />
てもよい。指示模様が無関係であると確認された後、同じタイプの反復の擬似模様を再調査することは、<br />
必要ではない。欠陥を覆う擬似模様は、不合格とする。<br />
(c)関連する指示模様とは、欠陥に起因する表示である。線状模様とは、長さが、幅の 3 倍以上である指<br />
示模様とする。円状模様とは、長さが幅と同じか、幅の3倍以下の円か楕円状である模様とする。<br />
・NB-5342 判定基準<br />
(a)1/16 インチ以上(1.5mm)の主要寸法を備えた模様が生じる欠陥だけが、妥当な欠陥と考えられるものと<br />
する。<br />
(b)次の模様を発生させる欠陥は、不合格とする。<br />
(1)全てのクラックおよび線状模様;<br />
(2)3/16 インチ(5mm)を越える寸法の円状欠陥;<br />
- 467 -<br />
- 467 -
表Ⅱ.2.2.2.7-7 ’08a.Add. ASME Sec.Ⅲ Division1 NB-5000 の規定内容 (4/5)<br />
(3)線上に 4 つ以上の円状模様があり、円状模様間が 1/16 インチ(1.5mm)以下であるもの。<br />
(4)評価する指示模様に関係する最も不利な位置で与えられる領域で主要寸法が 6 インチ(150 ㎜)を超えない<br />
任意の表面での 6 平方インチ(4 000 mm2)の中に円状指示模様が 10 個以上あるもの。<br />
・NB-5343 供用前検査<br />
(省略)<br />
◇NB-5350 浸透探傷試験判定基準<br />
・NB-5351 指示模様の評価<br />
(a)表面での機械的な不連続部は、浸透剤を滲み出すことにより明らかにされる。しかしながら、局部的<br />
な表面の不連続さ、機械加工痕、表面状態、あるいは母材とクラッド間の不完全溶着部から発生したよ<br />
うなもので、擬似であるような同じような模様を生じさせるかも知れない。<br />
(b)擬似である考えられるどんな模様も、実際の欠陥が存在するかどうかを確認する為に再試験を行うも<br />
のとする。表面状態の調整は、再試験の前に先行させてもよい。<br />
欠陥を覆う染色の擬似模様、及び染色された領域は不合格とする。<br />
(c)関連する指示模様は、欠陥に起因する模様である。線状欠陥は、幅の 3 倍以上の長さである模様であ<br />
る。円状模様は、長さが等しいか、あるいは幅の 3 倍以下である円か楕円の指示模様である。<br />
・NB-5352 合格基準<br />
(a)1/16(1.5)以上の主要寸法を備えた指示模様を生じる欠陥だけが、妥当な欠陥と考えられるものとする。<br />
(b)次の模様を生じる欠陥は、不合格とする。<br />
(1)全てのクラックあるいは線状欠陥<br />
(2)3/16 インチ(5mm)を越える寸法の円状欠陥;<br />
(3)線上に 4 つ以上の円状模様があり、円状模様の間が 1/16 インチ(1.5mm)かそれ以下であるもの<br />
(4)評価する指示模様に関係する最も不利な位置で与えられる領域で主要寸法が 6 インチ(150 ㎜)を超えない<br />
任意の表面での 6 平方インチ(4 000 mm2)の中に円状指示模様が 10 個以上あるもの。<br />
・NB-5353 供用前検査<br />
(省略)<br />
・NB‐5360 蒸気発生器伝熱管の供用前過流探傷試験<br />
(省略)<br />
・NB-5370 ろう付け継手の目視判定基準<br />
(省略)<br />
・NB‐5380 気泡試験<br />
気泡試験は Sec.Ⅴ(Article 10)に従うものとする。真空箱試験が使用される場合、浸す時間は最小 10 秒と<br />
する。漏洩によるどんな指示模様、気泡の形成によるもの、または連続的な石鹸泡の破壊によるもの、<br />
これらは不合格状態を表すものとする。<br />
◇NB-5400 容器の最終検査<br />
・NB-5410 水圧試験後の検査<br />
容器の耐圧試験後、<br />
(a)フェライト鋼の継手を使用された分類 A、B、C、または D のすべての溶接継手および熱影響部、及び<br />
厚みの 10%又は 3/8 インチ(10mm)の深さを超えるどちらか少ない方のフェライト鋼の補修溶接部は、物理<br />
的に近づくことできる場合には、磁粉探傷試験または浸透探傷試験によって検査されるものとする。<br />
(b)すべての要求された供用前体積検査は、実施するものとする。<br />
◇NB-5500 非破壊試験員の資格と認証<br />
・NB-5510 一般要求<br />
要求された規定により非破壊試験を実施する組織は、NB-5520 により規定された等級に対して、有能で<br />
知識が豊富である要員を使用するものとする。<br />
これらの運用が、スタンプホルダーまたは品質システムのスタンプホルダーにより下請けされる場合、<br />
スタンプホルダーはNB-5520 の要求事項に要員の認証の為に確認するものとする。<br />
この条項によって要求される全ての非破壊検査は、認定された非破壊検査要員により結果が評価され、<br />
実行されるものとする。<br />
◇NB-5520 検査員資格、認証及び検証<br />
・NB-5521 認定手順<br />
(a)非破壊検査を行なう要員は、SNT-TC-l A の推奨されたガイドラインに従って認定されるものとする。<br />
雇用者の Written Practice は、SNT-TC-IA のパラグラフ5によって要求される推奨されたガイドラインに<br />
関する要求を識別するものとする。SNT-TC-IA の推奨されたガイドラインは、以下の(1)から(5)の中で修<br />
正された以外は最小の要求事項と見なされるものとする。<br />
(1)非破壊検査要員レベルⅢの認定は、試験によるものとする。<br />
(a)基礎的な試験の要領(SNT-TC-IA のパラグラフ 8.8(1)および 8.8(2))は、雇用者、ASNT あるいは外部の<br />
機関によって準備され処理されてもよい。(省略)<br />
(b)(2)(3)(4)(5)(6)(b)(c)(d)(省略)<br />
- 468 -<br />
- 468 -
表Ⅱ.2.2.2.7-7 ’08a.Add. ASME Sec.Ⅲ Division1 NB-5000 の規定内容 (5/5)<br />
・NB‐5522 検査員の資格<br />
(a)雇用者は、プログラムの妥当性に対する責任を保持し、レベル 1、2 および 3 の非破壊検査要員の証明<br />
に責任を負う。<br />
(b)ASNT が、レベル3の[NB-5521](a)(1)(a)の基礎的な試験方法が外部機関である場合、雇用者は、証明<br />
を基づかせる証拠として、ASNT からのレターを使用してもよい。<br />
(c)外部機関が、雇用者の人員中のレベル3のための検査代理人である場合、検査結果は雇用者の記録の<br />
中に含まれているものとする。<br />
・NB‐5523 非破壊検査員の資格の検証<br />
資格保持者は、組織によって雇用した非破壊検査要員の資格、認定、そして NCA‐3820 に従い、それら<br />
により認定され、それらに対して非破壊試験を準備する下請けを検証する責任を有する。<br />
・NB-5530 記録<br />
SNT-TC-1A のパラグラフ 9.4 の中で識別された要員の認定記録は、雇用者によって保持されるものとす<br />
る。<br />
- 469 -<br />
- 469 -
項 目 仕様規定(溶接)構成への採り入れ検討結果<br />
NB-4100 一般的要求 ―<br />
NB-4110 序章 ―<br />
NB-4120<br />
表Ⅱ.2.2.2.7-8 ASME Sec.Ⅲ Division1 NB-4000 の仕様規定への採入れについて (1/6)<br />
材料の認証及び認証保有<br />
者による製作<br />
NB-4121 証明の意味 不要:本邦は、電事法第 52 条に基づく溶接安全管理審査、使用前<br />
検査による材料の確認がある。また、NISA 文書(NISA-234a-07-3)<br />
電気事業法施工規則に基づく溶接事業者検査(火力設備)の解釈(以<br />
下、検査解釈という)にて材料検査が規定されている。<br />
NB-4121.1 処理、テストおよび検査の<br />
証明<br />
NB-4121.2 引張試験または衝撃試験<br />
の再現<br />
NB-4121.3 機械加工後の表面検査の<br />
再現<br />
不要:同上<br />
不要:設置者、製造者が判断すべきものである。<br />
不要:同上<br />
NB-4122 材料確認 不要:検査解釈にて材料の識別表示、記録とのトレースが規定されている。<br />
材料のマーキング 不要:同上<br />
NB-4122.1<br />
NB-4123 検査 不要:電事法に基づく溶接事業者検査員が実施する。<br />
NB4125 溶接、ろう付け材料 不要:設置者、製造者が判断すべきものである。<br />
NB-4130 材料の補修 ―<br />
NB-4131 欠陥の補修および除去 要検討:材料の欠陥補修は、基本的に JIS に従い材料メーカの判断事項とな<br />
っており、A-USC の材料については、溶接性の問題、過酷な使用環境を<br />
考慮するとユーザーへのトレース出来るような規定が必要と考える。<br />
NB-4132 母材の溶接補修報告 要検討:同上<br />
NB-4200 成形、組立て及び調整 ―<br />
NB-4210 切断、成形及び曲げ ―<br />
NB-4211 切断 ―<br />
NB-4211.1 熱切断前の予熱 不要:A-USC の材料特性により判断すべきであるが、現状は不要<br />
と考える<br />
NB-4212 成形および曲げ工程 必要:過度な加工部には脆化などが懸念される為必要と考える<br />
(Ⅱ.2.2.2.8-(9)③項参照)。<br />
NB-4213 衝撃特性要求による成形<br />
工程の認定<br />
要検討:A-USC の材料特性により判断する必要がある。<br />
NB-4213.1 免除 要検討:同上<br />
NB-4213.2 認定試験手順 要検討:同上<br />
NB-4213.3 成形された材料の合否基<br />
準<br />
要検討:同上<br />
NB-4213.4 再適合性 要検討:同上<br />
NB-4214 組立てた材料の最小厚さ 不要:一般的事項であり不要である。<br />
NB-4220 成形精度(製作誤差) ―<br />
NB-4221 容器胴の公差 ―<br />
NB-4221.1 断面外径の最大食違い 不要:同様規定あり(火技解釈第 6 条)。<br />
NB-4221.2 外圧に対しての逸脱事項 不要:外圧が加わる容器なし。<br />
NB-4221.3 公差からの逸脱 不要:火技解釈の技術的要件を満たさなくても、別な方法により技術的に<br />
保安水準を満たすことを証明できればよいことになっている。<br />
NB-4221.4 管から組立てられた容器<br />
の逸脱公差<br />
不要:一般的事項であり不要である。<br />
- 470 -<br />
- 470 -<br />
―
NB-4222<br />
NB-4222.1<br />
項 目 仕様規定(溶接)構成への採り入れ検討結果<br />
―<br />
成形された容器鏡板に対<br />
する公差<br />
断面径の最大食違い 不要:A-USC の候補材を使用する容器の製作計画はない。<br />
NB-4222.2 指定された形状からの逸<br />
脱<br />
不要:同上<br />
NB-4223 成形または曲げ管の公差 ―<br />
NB-4223.1<br />
最小肉厚 不要:一般的事項であり不要である。<br />
楕円公差 必要:Ⅱ.2.2.2.8-(9)③項に記載している様に必要と考える。<br />
NB-4223.2<br />
NB-4230 組立て及び調整 ―<br />
NB-4231 立て、調整の方法 不要:一般的事項である。<br />
NB-4231.1<br />
NB-4232<br />
NB-4232.1<br />
NB-4233<br />
NB-4240<br />
NB-4241<br />
NB-4242<br />
NB-4243<br />
NB-4244<br />
仮付け溶接 不要:検査解釈の開先検査での確認項目となっている。<br />
両側から溶接される場合<br />
の調整公差の要求<br />
食違いの整形 不要:同上<br />
内側表面に近寄れない場<br />
合の調整要求<br />
溶接継手に対する要求事<br />
項<br />
容器のカテゴリ‐A溶接継手<br />
および他の構成品におけ<br />
る長手溶接継手<br />
容器のカテゴリ‐B溶接継手<br />
および他の構成品におけ<br />
る円周溶接継手<br />
容器のカテゴリーCの溶<br />
接継手および他の構成品<br />
での類似溶接継手<br />
器のカテゴリーD の溶接<br />
継手および他の構成での<br />
類似溶接継手<br />
不要:同様規定あり(火技解釈第 122 条、第 123 条)<br />
- 471 -<br />
―<br />
不要:一般的事項であり不要である。<br />
不要:A-USC の候補材を使用する容器の製作計画はない。<br />
不要:A-USC の候補材を使用する容器の製作計画はない。<br />
不要:A-USC の候補材を使用する容器の製作計画はない。<br />
不要:A-USC の候補材を使用する容器の製作計画はない。<br />
NB-4245 完全溶込み溶接継手 不要:A-USC の候補材を使用する容器の製作計画はない。<br />
NB-4246 管の分岐継手 不要:A-USC の候補材を使用する容器の製作計画はない。<br />
NB-4250<br />
不要:同様規定あり(火技解釈第 106 条、第 123 条、別図第 1~4)<br />
溶接端の形状―最大の傾<br />
斜<br />
NB-4300 溶接の認証 ―<br />
NB-4310 一般的要求 ―<br />
NB-4311 認可プロセスの方式 不要:同様規定あり(火技解釈第 107~第 111 条<br />
NB-4311.1<br />
NB-4311.2<br />
スタッド溶接制限 不要:対象外<br />
電荷溶接 不要:対象外<br />
NB-4311.4 慣性および連続的摩擦駆<br />
動溶接<br />
溶接認証、記録及び識別ス<br />
タンプ<br />
NB-4320<br />
表Ⅱ.2.2.2.7-8 ASME Sec.Ⅲ Division1 NB-4000 の仕様規定への採入れについて (2/6)<br />
不要:対象外<br />
NB-4321 要求資格 不要:同様規定あり(火技解釈第 107~第 111 条<br />
NB-4322<br />
不要:同様規定あり(火技解釈第 107~第 111 条<br />
メンテナンスおよび証明<br />
の記録<br />
- 471 -<br />
―
項 目 仕様規定(溶接)構成への採り入れ検討結果<br />
NB-4322.1 溶接士または自動溶接士<br />
による継手の識別<br />
不要:同様規定あり(火技解釈第 107~第 111 条)、及び検査解釈の溶接作<br />
業検査の記録で継手に対してトレース出来る様に管理されている。<br />
NB-4323 認定に先立った溶接 不要:同様規定あり(検査解釈別表 2 のハ項)<br />
NB-4324 資格の移行 不要:溶接事業者検査では施工工場単位となっており、同様である。<br />
NB-4330<br />
―<br />
NB-4331<br />
NB-4333<br />
溶接施工認証試験に対す<br />
る一般的要求<br />
セクション IX 要求事項へ<br />
の適合<br />
フェライト材に対する溶<br />
接施工認定の熱処理<br />
- 472 -<br />
―<br />
不要:火技解釈の運用上、溶接施工法取得時の PWHT 保持温度以<br />
上で、実機の施工を実施している。<br />
NB-4334 試験片と採取片の準備 不要;同様規定あり(火技解釈第 107 条、第 108 条、別表第 11)<br />
NB-4334.1 溶着金属の採取片再提示 不要:同様規定あり(火技解釈第 107 条、第 108 条、別表第 11)<br />
NB-4334.2 熱影響部の標本 不要:同様規定あり(火技解釈第 107 条、第 108 条、別表第 11)<br />
NB-4335 衝撃試験要求 不要:同様規定あり(火技解釈第 107 条、第 108 条、別表第 11)<br />
NB-4335.1 溶接金属の衝撃試験 不要:同様規定あり(火技解釈第 107 条、第 108 条、別表第 11)<br />
NB-4335.2 熱影響部の衝撃試験 不要:同様規定あり(火技解釈第 107 条、第 108 条、別表第 11)<br />
NB-4336<br />
不要:同様規定あり(火技解釈第 107 条、第 108 条、別表第 11)<br />
NB-4337<br />
作成された溶着金属の認<br />
定要求<br />
計装管の溶接<br />
管と管板の溶接における<br />
特別な認証要求<br />
特別なシール溶接におけ<br />
る認証の要求事項<br />
不要:現行火技解釈では小径(外径 150 ㎜未満)のため対象外となる。<br />
NB-4350<br />
NB-4360<br />
不要:A-USC の候補材を使用する熱交換器の製作計画はない。<br />
不要:A-USC の候補材を使用する当該溶接方法の計画はない。<br />
NB-4361 一般要求 ―<br />
NB-4362<br />
不要:A-USC の候補材を使用する当該溶接方法の計画はない。<br />
NB-4363<br />
自動、機械および半自動溶<br />
接に対する必要不可欠な<br />
確認項目<br />
手溶接に対する不可欠な<br />
確認項目<br />
不要:A-USC の候補材を使用する当該溶接方法の計画はない。<br />
NB-4366 テスト・アセンブリ 不要:A-USC の候補材を使用する当該溶接方法の計画はない。<br />
NB-4366.1 自動溶接 不要:A-USC の候補材を使用する当該溶接方法の計画はない。<br />
不要:A-USC の候補材を使用する当該溶接方法の計画はない。<br />
NB-4366.2 手動、自動及び半自動的溶<br />
接<br />
NB-4367 テスト・アセンブリの検討 不要:A-USC の候補材を使用する当該溶接方法の計画はない。ただし、<br />
A-USC の候補材ニッケル基合金の溶接施工法/技量試験にて断面マクロ<br />
試験の追加を検討している為参考規定とする(Ⅱ.2.2.2.9.(2)項参照)。<br />
NB-4368 技量検定テスト 不要:A-USC の候補材を使用する当該溶接方法の計画はない。<br />
NB-4400<br />
表Ⅱ.2.2.2.7-8 ASME Sec.Ⅲ Division1 NB-4000 の仕様規定への採入れについて (3/6)<br />
造、検査及び補修溶接を行<br />
うための規則<br />
NB-4410 溶接前の注意事項 ―<br />
NB-4411<br />
不要:一般的事項であり不要である。<br />
溶接材料の保管、識別、取<br />
り扱い<br />
NB-4412 溶接表面の清浄、保護 不要:一般的事項であり不要である。<br />
NB-4420 溶接継手の規則 ―<br />
NB-4421 裏当てリング 不要:一般的事項である。<br />
NB-4422 ピーニング 要検討:厚板の場合の応力緩和のため溶接中の中間ピーニングを検討<br />
している(Ⅱ.2.2.2.9.(2)項参照)。<br />
- 472 -<br />
―
項 目 仕様規定(溶接)構成への採り入れ検討結果<br />
NB-4423 様々な溶接要求 不要:対象外<br />
NB-4424 溶接部の表面 ―<br />
NB-4424.1<br />
NB-4424.2<br />
一般 要検討:火技解釈第 125 条に規定があるが定量的ではないため見<br />
直す必要があると考える(Ⅱ.2.2.2.11.(2)項参照)。<br />
実施前試験 不要:対象外<br />
NB-4425 径が相違する溶接品 ―<br />
NB-4426 溶接余盛り ―<br />
NB-4426.1 容器、ポンプおよびバルブ<br />
のための余盛り厚さ<br />
NB-4426.2<br />
NB-4427<br />
NB-4428<br />
要検討:同様規定あり(火技解釈第 125 条)、但し A-USC の候補材<br />
の溶接部は放射線透過試験及び溶接事業者検査対象の有無に拘ら<br />
ず、規定化する必要があると考える(Ⅱ.2.2.2.11.(2)項参照)<br />
配管の余盛り厚さ 不要:同様規定あり(火技解釈第 125 条)<br />
隅肉溶接のサイズおよび<br />
形状<br />
ねじ切り継手の漏止め溶<br />
接<br />
不要:一般的事項であり不要である。<br />
不要:対象外<br />
NB-4429 クラッド部品の溶接 不要:対象外<br />
NB-4430 付着品(付着金物)の溶接 ―<br />
NB-4431 付着品(付着金物)の材料 不要:一般的事項であり不要である。<br />
NB-4432 構造用付着品の溶接 不要:対象外ではあるが、溶接施工の管理、検査は行う必要があ<br />
る。<br />
NB-4433 構造用付着品 不要:一般的事項であり不要である。<br />
NB-4434<br />
NB-4435<br />
NB-4436<br />
クラッド構成品の内部構<br />
造サポートの溶接<br />
構造部品ではない付着品<br />
の溶接、およびそれらの除<br />
去<br />
テスト後の配管機器への<br />
付着品取り付け<br />
不要:対象外ではあるが、溶接施工の管理、検査は行う必要があ<br />
る。<br />
不要:対象外ではあるが、溶接施工の管理、検査は行う必要があ<br />
る。<br />
不要:対象外ではあるが、溶接施工の管理、検査は行う必要があ<br />
る。<br />
NB-4440 付属物の溶接 不要:対象外ではあるが、溶接施工の管理、検査は行う必要があ<br />
る。<br />
NB-4450 溶接金属欠陥の補修 ―<br />
NB-4451 一般要求 ―<br />
NB-4452 表面欠陥の除去 要検討:欠陥の除去要領は、火技解釈には特に規定はないが、現<br />
行の溶接事業者検査での運用においては、溶接安全管理審査項目<br />
である工程管理、及び民間認証規格の中で製造者が補修に対する<br />
補修要領書を作成し、場合により設置者の確認を受け補修を実施<br />
し管理されている。過度な補修による材料劣化を防止する目的で<br />
規定化を検討する必要があると考える(Ⅱ.2.2.2.9.(2)項参照)。<br />
溶接の修理をするための<br />
要求事項<br />
NB-4453.1 溶接材料、要領書、溶接士<br />
の要求<br />
NB-4453.2 溶接材料、要領書、溶接士<br />
の要求<br />
NB-4453<br />
表Ⅱ.2.2.2.7-8 ASME Sec.Ⅲ Division1 NB-4000 の仕様規定への採入れについて (4/6)<br />
要検討:NB-4452 と同様に規定化を検討する必要があると考える。<br />
要検討:NB-4452 と同様に規定化を検討する必要があると考える。<br />
要検討:NB-4452 と同様に規定化を検討する必要があると考える。<br />
NB-4453.3 補修領域の均し 要検討:NB-4452 と同様に規定化を検討する必要があると考える。<br />
NB-4453.4 溶接補修の検討 要検討:NB-4452 と同様に規定化を検討する必要があると考える。<br />
定量的に欠陥の削除範囲、非破壊検査の適用範囲等検討する必要<br />
がある。<br />
NB-4453.5 補修部の熱処理 要検討:NB-4452 と同様に規定化を検討する必要があると考える。<br />
- 473 -<br />
- 473 -
項 目 仕様規定(溶接)構成への採り入れ検討結果<br />
NB-4500 ろう付け 不要:対象外<br />
NB-4510 ろう付けのための規則 不要:対象外<br />
NB-4511<br />
ろう付けが使用されても<br />
よい場合<br />
不要:対象外<br />
NB-4512 ろう付け材料 不要:対象外<br />
NB-4520 ろう付け資格 不要:対象外<br />
NB-4521<br />
不要:対象外<br />
ろう付け要領、および技量<br />
資格<br />
NB-4522 バルブシートリング 不要:対象外<br />
NB-4523 再加熱された継手 不要:対象外<br />
NB-4524 最高温度限界 不要:対象外<br />
NB-4530<br />
不要:対象外<br />
ろう付けするための部品<br />
の取り付け、調整<br />
NB-4540 ろう付け継手 不要:対象外<br />
NB-4600 熱処理 ―<br />
NB-4610 溶接の予熱要求事項 ―<br />
NB-4611 予熱が必要な場合 不要:溶接施工法にて規定する事項であり不要である。<br />
NB-4612 予熱方法 不要:一般的事項であり不要である。<br />
NB-4613 パス間温度 必要:A-USC 候補材ニッケル基合金の溶接については、溶接施工<br />
法での確認項目として必要である(Ⅱ.2.2.2.9.(2)参照)。<br />
NB-4620 溶接後熱処理 要検討:同様規定(火技解釈 126 条)があるが、A-USC 候補材ニッ<br />
ケル基合金の材料特性から検討する必要があると考える<br />
(Ⅱ.2.2.2.8.(9).④項参照)。<br />
NB-4621 加熱、冷却方法 要検討:同様規定(火技解釈 126 条,別表第 21,22 条)があるが、A-USC<br />
候補材ニッケル基合金の材料特性から検討する必要があると考え<br />
る(Ⅱ.2.2.2.8.(9).④項参照)。<br />
NB-4622 PWHT の時間、温度の要求 ―<br />
NB4622.1 溶接後熱処理の管理上の<br />
公称板厚の定義<br />
NB-4622.2<br />
不要:同様規定あり(火技解釈第 126 条,別表第 21)<br />
時間、温度の記録 不要:同様規定あり(検査解釈別表第 2,ハ項)<br />
NB-4622.3 溶接後熱処理の管理上の<br />
公称板厚の定義<br />
NB-4622.4<br />
NB-4622.5<br />
不要:同様規定あり(火技解釈第 126 条,別表第 21)<br />
保持時間、温度 要検討:同様規定(火技解釈 126 条,別表第 21)があるが、A-USC 候<br />
補材ニッケル基合金の材料特性から検討する必要があると考える<br />
(Ⅱ.2.2.2.8.(9).④項参照)。<br />
P.No.相異の際の PWHT 不要:解釈では明確に記載されていないが、火技解釈の解説で記<br />
載されており不要である。<br />
不要:火技解釈に準じた一般的事項であり不要である。<br />
NB4622.6 非耐圧部品の溶接後熱処<br />
理要求<br />
要求事項の免除 不要:火技解釈に準じた一般的事項であり不要である。<br />
NB4622.7<br />
不要:火技解釈に準じた一般的事項であり不要である。<br />
NB4622.8 溶接後熱処理の免除の要<br />
求事項(運転時)<br />
テンパービード溶接補修 不要:火力では火技解釈では認めていないが、今後の検討課題である。<br />
NB4622.9<br />
NB4622.10 溶接後熱処理後のクラッ<br />
ド鋼の補修溶接<br />
異材金属溶接部、又は肉盛<br />
りへのテンパービード溶<br />
接補修<br />
NB4622.11<br />
表Ⅱ.2.2.2.7-8 ASME Sec.Ⅲ Division1 NB-4000 の仕様規定への採入れについて (5/6)<br />
不要:対象外<br />
不要:火力では火技解釈では認めていないが、今後の検討課題である。<br />
- 474 -<br />
- 474 -
NB4623<br />
項 目 仕様規定(溶接)構成への採り入れ検討結果<br />
要検討:NB-4621 と同様に見直しの必要があると考える。<br />
PWHT 加熱および冷却速<br />
度の規定<br />
NB-4624 溶接後熱処理の方法 不要:対象外<br />
NB-4624.1<br />
NB-4624.2<br />
NB-4624.3<br />
NB-4624.4<br />
NB-4630<br />
NB-4650<br />
NB-4651<br />
NB-4652<br />
NB-4660<br />
火炉加熱(一回) 要検討:同様規定あり(火技解釈 126 条,別表第 21)。<br />
火炉加熱(一回以上) 要検討:同様規定(火技解釈 126 条,別表第 21)があるが、A-USC 候<br />
補材ニッケル基合金の材料特性から検討する必要があると考える<br />
(Ⅱ.2.2.2.8.(9).④項参照)。<br />
局部加熱 要検討:同様規定(火技解釈 126 条,別表第 21)があるが、A-USC 候<br />
補材ニッケル基合金の材料特性から検討する必要があると考える<br />
(Ⅱ.2.2.2.8.(9).④項参照)。<br />
内部的な加熱アイテム 不要:対象外<br />
最終溶接後熱処理以外の<br />
溶接部の熱処理<br />
パイプ、ポンプ、バルブの<br />
為の成形、または曲げ後の<br />
熱処理<br />
曲げまたは成形後の熱処<br />
理要求条件<br />
曲げ成形加工後の熱処理<br />
からの免除<br />
エレクトロスラグ溶接部<br />
の熱処理<br />
不要:一般的事項であり不要である。<br />
要検討:現行は JIS に基づき製造者の判断で行われているが、<br />
A-USC 候補材ニッケル基合金の材料特性を考慮し、規定化する必<br />
要があると考える(Ⅱ.2.2.2.8.(9).③項参照)。<br />
要件等:NB-4650 と同様に規定する必要があると考える。<br />
要検討:NB-4650 にて併せて検討する。<br />
不要:対象外<br />
NB-4700 機械継手 要継手:A-USC のタービン廻りの配管にはボルトフランジによる締結箇所<br />
が発生すると考えられるため、使用環境下で使用できるかどうか<br />
規定(JIS 等)などの調査の必要がある。<br />
NB-4710 ボルト締めとネジ止め 不要:対象外<br />
NB-4711 ねじのかみ合い 不要:対象外<br />
NB-4712 ねじ潤滑剤 不要:対象外<br />
NB-4713 ねじ潤滑剤の除去 不要:対象外<br />
NB-4720 ボルト締めフランジ継手 不要:対象外<br />
NB-4730<br />
表Ⅱ.2.2.2.7-8 ASME Sec.Ⅲ Division1 NB-4000 の仕様規定への採入れについて (6/6)<br />
電気と機械式の貫通構造<br />
部品<br />
不要:対象外<br />
- 475 -<br />
- 475 -
項 目 仕様規定(溶接)構成への採り入れ検討結果<br />
NB-5100 検査の一般要求 ―<br />
NB-5110<br />
方法、非破壊検査手順、及<br />
び洗浄<br />
NB-5111 方法 不要:一般的事項であり不要である。<br />
NB-5112 非破壊検査手順 不要:電事法の溶接安全管理審査と ASME の検査制度とは相異す<br />
るため比較できないが、両方共手順書は必要となる。<br />
NB-5113 試験後の洗浄 不要:一般的事項であり不要である。<br />
NB-5120 溶接検査の時期 要検討:火技解釈及び検査解釈では最終溶接後熱処理後の非破壊<br />
試験は規定してないが、NISA の検査ガイドでは割れなどが発生す<br />
る恐れのある場合のみ実施することと規定している。割れ感受性<br />
が高いことを考慮すれば必要と考える(Ⅱ.2.2.2.11-(3)①項)。<br />
NB-5130 開先面の検査 要検討:検査解釈の開先検査にてラミネーションなどの欠陥を目<br />
視確認による検査の規定がある。候補材ニッケル基合金のラミネ<br />
ーションなどの欠陥の発生頻度により浸透探傷試験又は磁粉探傷<br />
NB-5140<br />
NB-5200<br />
溶接部及び近接する母材<br />
の検査<br />
製作と供用前の溶接部の<br />
検査<br />
試験による検査を採り入れるかどうか検討する。<br />
- 476 -<br />
―<br />
不要:一般的事項であり不要と考えるが、NB-5140 の様に定量的<br />
に範囲を規定する必要があるのか損傷事例などを調査し検討して<br />
おく必要があると考える。<br />
―<br />
NB-5210 分類A及び長手溶接継手 要検討:完全溶込み溶接継手に対しての非破壊検査は、火技解釈<br />
と相異し、体積検査(放射線透過試験又超音波探傷試験)と表面検査<br />
(浸透探傷試験又は磁粉探傷試験)の組合となっている。割れ感受性<br />
が高いことを考慮すれは必要と考える(Ⅱ.2.2.2.11-(3)項)。<br />
NB-5220 分類 B 及び周溶接継手 要検討:同上<br />
NB-5221 容器の溶接継手 要検討:同上<br />
NB-5222<br />
NB-5230<br />
配管、ポンプおよびバルブ<br />
の円周溶接継手<br />
分類 C 及び同様な溶接継<br />
手<br />
要検討:NB-5210 と同様に検討する。<br />
隅肉、部分溶込み溶接には、表面検査(浸透探傷試験又は磁粉探傷<br />
試験)を適用することを検討する。<br />
要検討:NB-5210 と同様に検討する。<br />
NB-5231 一般要求 要検討:NB-5210 と同様に検討する。<br />
NB-5240<br />
―<br />
分類 D 及び管台の溶接継<br />
手<br />
NB-5241 一般要求 ―<br />
NB-5242<br />
NB-5243<br />
NB-5244<br />
NB-5245<br />
NB-5246<br />
NB-5260<br />
NB-5261<br />
表Ⅱ.2.2.2.7-9 ASME Sec.Ⅲ Division1 NB-5000 の仕様規定への採入れについて (1/3)<br />
完全溶け込み突合せノズ<br />
ル、枝管、連絡管溶接<br />
ノズル、枝管、および連絡<br />
管の各継手溶接<br />
ノズル開放時の溶接金属<br />
の強化<br />
隅肉および部分溶け込み<br />
溶接継手<br />
斜めのノズル、枝管、連絡<br />
管の完全溶け込み溶接部<br />
隅肉、部分溶け込み、ソケ<br />
ットと付着品の溶接継手<br />
隅肉、部分溶け込み、そし<br />
てソケット溶接継手<br />
要検討:完全溶込み溶接継手に対しての非破壊検査は、火技解釈<br />
と相異し、体積検査(放射線透過試験又超音波探傷試験)と表面検査<br />
(浸透探傷試験又は磁粉探傷試験)の組合となっている。割れ感受性<br />
が高いことを考慮すれは必要と考える(Ⅱ.2.2.2.11-(3)項)。<br />
要検討:NB-5242 と同様に検討する。<br />
―<br />
要検討:NB-5242 と同様に検討する。隅肉、部分溶込み溶接には、<br />
表面検査(浸透探傷試験又は磁粉探傷試験)を適用する必要がある<br />
と考える。<br />
要検討:NB-5242 と同様に検討する。<br />
―<br />
不要:対象外ではあるが、表面検査(浸透探傷試験又は磁粉探傷試<br />
験)の適用を検討しておく必要があると考える。<br />
- 476 -
項 目 仕様規定(溶接)構成への採り入れ検討結果<br />
NB-5262 構造用付着品の溶接継手 不要:対象外ではあるが、表面検査(浸透探傷試験又は磁粉探傷試<br />
験)の適用を検討しておく必要があると考える。<br />
NB-5270 特殊な溶接継手 ―<br />
NB-5271<br />
特殊設計されたシールの<br />
溶接継手<br />
不要:対象外<br />
NB-5272 グラッド溶接金属 不要:対象外<br />
NB-5273 硬化表面 不要:対象外<br />
NB-5274 管と管板の溶接継手 不要:対象外<br />
NB-5275 ろう付けの継手 不要:対象外<br />
NB-5276<br />
不要:対象外<br />
慣性および連続駆動摩擦<br />
溶接<br />
NB-5277 電子ビーム溶接 不要:電子ビーム溶接方法は現行火技解釈に採り入れられてない。<br />
採り入れる際に超音波探傷試験の追加を検討する。<br />
NB-5278 エレクトロスラグ溶接 不要:対象外<br />
NB-5279 特殊例外 不要:火技解釈第 127 条に代替試験についての規定がある。溶接<br />
事業検査において代替試験の場合は、要領書を審査機関へ提出し<br />
ているおり、ほぼ NB-5279 と同様である。<br />
NB-5280 供用前検査 不要:対象外<br />
NB-5281 一般要求 不要:対象外<br />
NB-5282 検査要求 不要:対象外<br />
NB-5283<br />
供用前検査からの免除さ<br />
れる構成品<br />
不要:対象外<br />
NB-5300 判定基準 ―<br />
NB-5320 放射線透過試験判定基準 不要:なお、判定基準は、火技解釈(別表第 25)が厳しい。クラッ<br />
ク、融合不良、溶け込み不良などの指示模様については NB 及び火<br />
技解釈共不合格となり同じであるが、ブロホールなどの欠陥は、大き<br />
く相異する。<br />
NB-5330 超音波探傷試験判定基準<br />
―<br />
NB-5331 製造時 不要:判定基準は、火技解釈(別表第 26)とほぼ同様である。<br />
NB-5332 供用前検査時 不要:対象外<br />
NB-5340 磁粉探傷試験判定基準 ―<br />
NB-5341 指示模様の評価 不要:一般的事項であり不要である。<br />
NB-5342 判定基準 不要:判定基準は、火技解釈(別表第 27)とほぼ同様である。<br />
NB-5343 供用前検査 不要:対象外<br />
NB-5350 浸透探傷試験判定基準 ―<br />
NB-5351 指示模様の評価 不要:一般的事項であり不要である。<br />
NB-5352 合格基準 不要:判定基準は、火技解釈(別表第 28)とほぼ同様である。<br />
NB-5353 供用前検査 不要:対象外<br />
NB-5360<br />
不要:対象外<br />
NB-5370<br />
表Ⅱ.2.2.2.7-9 ASME Sec.Ⅲ Division1 NB-5000 の仕様規定への採入れについて (2/3)<br />
蒸気発生器伝熱管の供用<br />
前過流探傷試験<br />
ろう付け継手の目視判定<br />
基準<br />
不要:対象外<br />
- 477 -<br />
- 477 -
項 目 仕様規定(溶接)構成への採り入れ検討結果<br />
NB-5380 気泡試験<br />
不要:対象外<br />
NB-5400 容器の最終検査 ―<br />
NB-5410 水圧試験後の検査 不要:対象外と考えるが、規定の意図を調査し検討する。<br />
―<br />
NB-5500 非破壊試験員の資格と認<br />
証<br />
NB-5510 一般要求 不要:溶接事業者検査において、非破壊検査を下請した場合は溶<br />
接安全管理審査の項目の一つである協力事業者の管理に含まれる<br />
ため、確認が義務付けられることになる。<br />
NB-5520 検査員資格、認証及び検証 ―<br />
NB-5521 認定手順 不要:火技解釈第 127 条に規定があり、一般的には NDIS(日本非<br />
破壊検査協会規格)の有資格者が行っており、特に遜色はない。<br />
NB-5522 検査員の資格 不要:溶接事業者検査において管理と記録の保管が行われており<br />
不要である。<br />
NB-5523<br />
表Ⅱ.2.2.2.7-9 ASME Sec.Ⅲ Division1 NB-5000 の仕様規定への採入れについて (3/3)<br />
非破壊検査員の資格の検<br />
証<br />
不要:同上<br />
NB-5530 記録 不要:溶接事業者検査において管理と記録の保管が行われており<br />
不要である。また記録は溶接安全管理審査の項目の一つである検<br />
査記録の管理に含まれている。<br />
- 478 -<br />
- 478 -
表Ⅱ.2.2.2.7-10 ASME スタンプホルダー(認定工場)品質管理項目<br />
ASME Sec.Ⅰ,Appendix A-300<br />
ASME Sec.Ⅲ,NCA-4000<br />
ASME Sec.Ⅷ Div.1,Appendix 10<br />
1.一般 1.品質保証の方針<br />
2.QA マニュアル 2.組織<br />
3.責任と権限 3.責任と権限<br />
4.組織 4.設計及び文書管理<br />
5.文書管理 5.購買管理<br />
6.材料管理 6.材料管理<br />
7.試験、検査 7.溶接<br />
8.不具合の是正 8.熱処理<br />
9.溶接 9.試験、検査及びテスト<br />
10.非破壊試験 10.非破壊試験<br />
11.熱処理 11.不具合の是正<br />
12.計量器の校正 12.現地工事<br />
13.記録の保管 13.計量器管理<br />
14.サンプルフォーム集 14.記録の保管<br />
15.AI(Authorized Inspector:公認検査官) 15.AI(Authorized Inspector:公認検査官)<br />
16.多層円筒容器の製作管理<br />
17.添付資料類<br />
補足事項:<br />
(1)ASME Sec.Ⅰ,Ⅷの項目は QC 的内容であるに対し、原子力の規格である Sec.Ⅲでは<br />
QA 的内容が盛り込まれている。例えば、監査(社内、社外)、外注に対する品質シ<br />
ステムの要求など。<br />
(2)ASME の品質管理で重要なものとして、人と組織がある。人に対しては、ASME Code<br />
の内容を十分に理解し適用できる能力をもっているか、組織に対しては、QA/QC<br />
部門の独立性を要求している。<br />
(3)H21 年度に運用予定の NISA 文書「電気事業法第 52 条に基づく火力設備に対する<br />
溶接事業者検査ガイド」(以下「検査ガイドという。」)によれば、溶接事業者検査<br />
において、ASME と同じような監査、人の能力、独立性などについても記載されて<br />
いる。<br />
(4)上記の ASME の品質管理項目及び検査ガイドの管理項目の共通点として、いずれも<br />
溶接は特殊工程(*)を前提にした管理すべき項目であることである。<br />
(*):ISO9000 では、「結果として得られる製品の適合が容易に、または、経済的に<br />
検証できないプロセスのこと」を表す。その代表的なもので、「溶接」工程がある。<br />
溶接とは熟練を要する作業で、溶接が健全かどうかは、例えその後に非破壊検査を<br />
行ったとしても必ずしも全て検証できている訳ではない。また、非破壊検査も特殊<br />
工程である。<br />
- 479 -<br />
- 479 -
- 480 -<br />
2.2.2.8 製作技術の調査<br />
A-USC ボイラーの候補材は、650℃程度までの高温度域では更に改良が加えら<br />
れた高 Cr フェライト系鋼(例えば、9Cr-3W-3Co 鋼)が適用され、650℃を超え<br />
760℃程度までの高温度域にはニッケル基合金(含む鉄ニッケル基合金)が適用さ<br />
れる計画である。これらの候補材に対して、現行材(炭素鋼、低合金鋼、オース<br />
テナイト系ステンレス鋼等)と比較し、製作上の課題として特に注視すべき点は、<br />
表Ⅱ.2.2.2.8-1 に示すように、溶接作業性、溶接金属(含む熱影響部)の組織制御、<br />
冷間加工性、及び機械加工性についてである。候補材は、高温域でのクリープ変<br />
形抵抗を高め、破断時間を延ばすことを目的に、合金の組成(母相金属、添加金<br />
属の種類と量等)、金属組織(結晶粒径、転位組織、析出粒子の形態等)、熱処理<br />
(固溶化、析出化等)などを繊細に調整し改善しながら開発が進められている材<br />
料である。そのため、素材としては、所定の各機械的強度を達成する材料だとし<br />
ても、製作上の例えば溶接や加工などの取扱いを少しでも間違えると、溶接欠陥、<br />
組成の不均一、結晶粗大化、硬化、又は脆化などの問題が発生しやすく強度への<br />
影響が大きい材料でもある。<br />
このような製作上の問題を顕在化し、管理すべき項目を明確にする目的で、平<br />
成 20 年度の調査においては、実際の耐圧機器の製作工程をベースに候補材のニッ<br />
ケル基合金(含む鉄ニッケル基合金)の材料特性及び溶接性などから想定される<br />
欠陥、損傷、及び高温環境下での損傷を抽出し、それらの防止策を検討した。平<br />
成 21 年度では、最新の文献による見直し、ニッケル基合金鋼以外の候補材に関す<br />
る課題と対策の追加、及び加工に関る仕様規定への反映事項などについて検討し<br />
た。<br />
(1) 製作工程<br />
一般的な耐圧機器の製作工程として、設計から完成検査までの製作工程を表<br />
Ⅱ.2.2.2.8-2 に示す。新規の溶接施工法を採用する場合、又は新規の溶接士を溶接<br />
作業に従事させる場合には、溶接作業の前に必ずあらかじめの確認として溶接に<br />
係る溶接施工法の試験、溶接士の技能試験を行う必要があり、それぞれの確認の<br />
工程を表Ⅱ.2.2.2.8-3 及び表Ⅱ.2.2.2.8-4 に示す。これらの製作工程及びあらかじめ<br />
の確認の工程には、関連する火技解釈の条項を付け加えている。<br />
(2) 想定される欠陥、損傷の抽出<br />
表Ⅱ.2.2.2.8-2 に示す各製作工程おいて、候補材(ニッケル基合金)の材料特性、<br />
溶接部特性から想定される欠陥、損傷、及び高温環境下で想定される損傷の抽出<br />
を行い、次の 4 つの工程ごとにそれぞれ整理、集約した。<br />
① 溶接工程<br />
② 試験検査工程<br />
③ 加工工程<br />
④ 熱処理工程<br />
- 480-<br />
- 480 -
- 481 -<br />
① 溶接工程における欠陥、損傷の抽出<br />
溶接工程において、候補材(ニッケル基合金)の溶接に関する文献、及び一般<br />
的なニッケル基合金の溶接に関する文献などを参考し、想定される欠陥、損傷の<br />
抽出を行い整理、集約した結果を表Ⅱ.2.2.2.8-5 に示す。この表を基に主要な欠陥、<br />
損傷について以下に記載する。<br />
a. 高温割れ、再熱割れの発生<br />
AD700 では、各候補材(Inconel740、Hayness230、CCA617、HR6W)の溶接継<br />
手部の欠陥として、比較的大きな溶接電流を使用する SMAW、SAW の溶接方法<br />
による溶接部には、凝固割れと呼ばれる高温割れが発生する傾向があると報告さ<br />
れている。この要因は、ニッケル基合金鋼の特徴として 600~900℃の温度域に延<br />
性が著しく低下する特性があるため、溶接電流が大きい(必然的に溶融池は大き<br />
くなる)と凝固時の収縮応力が増大し、割れに至ることによる。また、フラック<br />
スを用いる SAW、SMAW では酸化物を材料として使用しており、この酸化物が、<br />
溶融池において強化相であるガンマプライム(γ’)の析出に影響を及ぼし添加材<br />
である Al、Ti 量の歩留まりを減少させることで強度を低下させる。なお、肉厚が<br />
薄いチューブなどの溶接継手部には、フラックスを用いない小電流による GTAW<br />
の溶接方法を用いるため、比較的割れは発生しない。<br />
一般的なニッケル基合金は、耐食用途と耐熱用途に大きく分けられ、耐食用途<br />
は、固溶強化型の合金がほとんどで溶接性は比較的良いが、耐熱用途は、添加材<br />
Al、Ti、Nb などの成分を多く含み、これらの合金間化合物 Ni3(Al、Ti、Nb)を析<br />
出させることによって高温強度を確保する析出強化型合金が多く溶接性は大きく<br />
劣る。欠陥、損傷については、特に析出強化型合金の場合、特定の温度域での延<br />
性が大きく低下する傾向が強く、高温割れや再熱割れを生じやすい。析出強化型<br />
のニッケル基耐熱合金の溶接は、一般的に固溶化処理した状態で行われ、その後、<br />
固溶化処理及び時効処理が行われる。この固溶化処理の温度域で、溶接部に液化<br />
割れと呼ばれる再熱割れが発生するおそれがある。液化割れは、P、S などの不純<br />
物元素が最終凝固域に濃化し、一般的な鉄鋼材料の場合に比べより低融点の液膜<br />
が残留することに起因する。炭素鋼での低融点化合物である FeS の融点及び<br />
FeS-Fe の共晶温度はそれぞれ 1,190℃、988℃であるが、ニッケル基合金の場合で<br />
は NiS の融点 920℃及び NiS-Ni の共晶温度 645℃であり、かなりの低温域まで液<br />
膜が残留しやすい温度域であり高温割れ性を高める要因となる。また、ニッケル<br />
基合金の熱伝導率(0.02~0.05Cal/cm/sec/℃)は、炭素鋼と比べて小さく、溶接部<br />
が急冷しにくい環境であり、HAZ の結晶が粗大化する傾向を持つ。このため粒界<br />
の総長さが短縮され、粒界単位長さ当りの析出物の量が多くなり粒界の接着力が<br />
低下し、冷却時の収縮応力により粒界から割れが生じる場合がある。この様にニ<br />
ッケル基合金の溶接部は、高温割れ、再熱割れなどの割れ感受性が高い特徴を持<br />
つと言える。これらの欠陥、損傷の影響因子として以下のものが挙げられる。<br />
・影響因子:入熱量(電圧、電流、溶接速度)、パス間温度、ワイヤー/棒径、<br />
ストリンガービード(ウィービング方法)、熱処理など<br />
- 481-<br />
- 481 -
- 482 -<br />
b. じん性値、クリープ強度の低下、SCC 耐性劣化<br />
最近の研究の中で、ニッケル基合金やオーステナイト系ステンレス鋼において、<br />
溶接金属中の酸素濃度とじん性値、クリープ強度及び SCC(Stress Corrosion<br />
Cracking : 応力腐食割れ)発生などとの関連性が報告されており、いずれの研究<br />
でも酸素濃度が高いほどじん性値、クリープ強度は低下し、SCC 耐性は劣り、熱<br />
疲労にも影響を与えるとある。これは、未だ完全に解明されていない面もあるが、<br />
結晶粒界に酸化介在物が多量に析出し熱応力等により界面剥離組織が形成される<br />
ことによると述べられている。酸素濃度は、溶接方法により大きな差異が見られ、<br />
アルゴンガスで酸化性雰囲気を遮断して溶接を行う GTAW の場合は、母材とほぼ<br />
同等の酸素濃度 10~30 ppm であるが、SAW、SMAW の場合には、フラックスを<br />
溶融させ酸化性雰囲気を遮断しているが完全なものではなく、またフラックス自<br />
体にも酸化材を含んでいるために 10 倍以上高い 300~500 ppm の値を示す。じん<br />
性値、クリープ強度の低下、SCC 耐性劣化、又は腐食などの欠陥や損傷は、前項<br />
の高温割れが残存している場合にも、言うまでもなく大きな影響を与えてしまう。<br />
これらの欠陥、損傷の影響因子として以下のものが挙げられる。<br />
・影響因子:溶接材料や溶接方法による溶接金属中の酸素濃度、入熱量(電<br />
圧、電流、溶接速度)、パス間温度、ワイヤー/棒径、ストリ<br />
ンガービード(ウィービング方法)など<br />
c. 鋭敏化<br />
ニッケル基合金は、入熱量が高い SAW や SMAW などによる溶接がなされた後<br />
に、430~900℃の温度域を緩やかに冷却された際には、Cr、Mo や添加材の Ti、<br />
Nb などの M23C6、M6C、M2C、MC などの炭化物が粒界に析出する傾向がある。<br />
これは鋭敏化と呼ばれ、Cr が Cr リッチの M23C6 を生成し粒界に析出することで、<br />
粒界近傍の Cr 量の低値域ができ、耐食性が著しく劣る性質を持つ。腐食環境にお<br />
いては、Cr 低値域と粒界に析出した Cr23C6 間に電位差が生じ電食が始まり、粒界<br />
腐食となり割れにまで進んでしまう。入熱量が小さく冷却速度が早い場合には、<br />
NbC、TiC 等が結晶のマトリックスに固定されて、Cr や Mo の粒界析出を防止す<br />
る作用があり、鋭敏化を避けることが出来る。これらの欠陥、損傷の影響因子と<br />
して以下のものが挙げられる。<br />
・影響因子:入熱量(電圧、電流、溶接速度)、パス間温度、ワイヤー/棒径、<br />
ストリンガービード(ウィービング方法)など<br />
d. 溶接欠陥の残存<br />
一般的にニッケル基合金は、オーステナイト系ステンレス鋼、フェライト鋼と<br />
比較し、溶融金属の湯流れが悪い為、凝固時に窒素が逃げ遅れて気孔として残留<br />
しやすくこれがブローホールとなったり、開先面やビードへの溶融が不足し溶け<br />
込み不良や融合不良が発生する可能性が高い。湯流れを良くしようとすると入熱<br />
が大きくなり、前述した高温割れの危険性を高めることになる。また、開先の形<br />
状や溶接姿勢などによって更に溶接欠陥の発生を高めることになり、ニッケル基<br />
- 482-<br />
- 482 -
- 483 -<br />
合金の溶接難易度は高いものに分類されている。そのため溶接施工法の試験、及<br />
び溶接士の技能試験に対しては、高い精度のものが求められる。<br />
溶接欠陥は、幾ら高い精度の施工法、及び溶接士の技能をもってしても発生を<br />
完全に未然防止することは出来ない。そのため、非破壊検査により検出する必要<br />
があるが、現行の火技解釈に従い目視による表面検査、放射線検査による体積検<br />
査を実施したとしても、例えば微細な高温割れや面状となった融合不良などに対<br />
しての検出は困難であり残存する可能性が考えられる。<br />
これらの欠陥、損傷の影響因子として以下のものが挙げられる。<br />
・影響因子:溶接材料、開先形状/幅、溶接姿勢、溶接方法、溶接士の技能、<br />
非破壊検査、入熱量(電圧、電流、溶接速度)など<br />
e. 溶接補修による材料強度の低下<br />
特に析出強化型材料のニッケル基合金 Inconel740 などの溶接補修においては、<br />
溶接方法、範囲、回数及び溶接後熱処理の回数などの影響により、強化合金成分<br />
である Al、Ti などの酸化による濃度の低下、不純物 P、S の濃化、炭化物の凝集、<br />
硬度のバラツキ、又は結晶粗大化を伴うミクロ組織の変化が起こり、強度や靭性<br />
などへの影響が大きいと考えられる。<br />
② 試験検査工程における欠陥、損傷の抽出<br />
溶接部に対する外観検査、非破壊検査などの試験検査工程において、候補材(ニ<br />
ッケル基合金)の溶接欠陥に関する文献、及び一般的なニッケル基合金の溶接欠<br />
陥や検査試験溶接に関する文献などを参考し、想定される欠陥、損傷の抽出を行<br />
い整理、集約した結果を表Ⅱ.2.2.2.8-6 に示す。この表から主要な欠陥、損傷につ<br />
いて以下に記載する。<br />
a. 外観不良による疲労き裂<br />
繰返し荷重のもとでは、材料は静荷重の場合よりもはるかに小さい荷重でき裂<br />
が生じ破壊に至る。高温高圧での使用環境下では、ボイラーの起動、停止の繰返<br />
しの度に材料には加熱/冷却による延びや収縮力、内圧による荷重が加わること<br />
で応力が発生し、また運転時の内部流体による振動などでも応力が発生する。例<br />
えその応力が低い値であっても、応力が集中し易いエッジ部などには複合された<br />
これらの応力による繰り返しの荷重が数多く加わることで疲労き裂が生じる。特<br />
に A-USC のメタル温度は 750℃に達することが予想され、応力は従来の使用条件<br />
に比べ著しく大きい。<br />
溶接継手における疲労き裂の発生は、継手形状と表面状態に影響される。特に<br />
溶接余盛り部の止端部半径、アンダーカット、オーバーラップなど形状がシャー<br />
プで深くなるほどに、応力集中は大きくなる。この部位に熱、内圧及び振動など<br />
による応力が加わり、場合によっては溶接による残留応力も加わることで、疲労<br />
き裂が発生しやすくなる。疲労き裂の一例として、アンダーカットの深さと疲労<br />
き裂の関係を求めた試験データを表Ⅱ.2.2.2.8-9(a)、(b)及び図Ⅱ.2.2.2.8-1(a)~(c)に<br />
- 483-<br />
- 483 -
- 484 -<br />
示す。これらの試験から、破断繰返し数 Nf = 2×10 6 における疲労強度を求めた結<br />
果を表Ⅱ.2.2.2.8-9(c)に示す。アンダーカットの深さが深いほどアンダーカット先<br />
端での応力集中が大きくなり、疲労強度が減少する。<br />
・影響因子:アンダーカット、オーバーラップ、ビードの凸凹/重なりの形状、<br />
ピーニング、熱処理<br />
b. 溶接欠陥の残存<br />
ASME Sec. VIII Div.1 のように非破壊試験の適用程度に応じて溶接部の継手効<br />
率を決め強度を減じている規定もあるが、基本的に溶接部は、母材と同等以上の<br />
機械的強度(引張り、延び/曲げ、衝撃、クリープ、疲労など)をもつことで、<br />
機器の健全性、安全性を保証している。そのためには欠陥が無いことが最も望ま<br />
しくはあるが、実際には完全無欠な溶接部を造り上げることは不可能に近い。し<br />
たがって、溶接部にどの程度の欠陥を含んでいるか非破壊検査により検出し、機<br />
器の使用目的、条件に応じて、有害なものか無害なものか判断する必要がある。<br />
非破壊検査の手段としては内部を調べる放射線透過試験、超音波探傷試験などの<br />
体積検査、外表面を調べる浸透探傷試験、磁粉探傷試験、目視検査などの表面検<br />
査がある。<br />
ニッケル基合金の溶接部は、前述したように他の金属と比べ高温割れ、融合不<br />
良などの欠陥が生じ易い傾向を持つ。表面上の微細な割れの検出は、目視検査で<br />
は難しく、また体積を持たない割れや融合不良などの内部欠陥の検出は放射線透<br />
過試験では困難な面があり、欠陥が残存してしまう可能性がある。検出精度を高<br />
めるため放射線透過試験に超音波探傷試験を加えた場合、オーステナイト系ステ<br />
ンレス鋼と同様にニッケル基合金にも音響異方性の問題があり、特に溶接部のよ<br />
うに結晶粒が粗大化し柱状晶の向きが乱れている部位では音波が散乱し欠陥の反<br />
射波を正しく検出できないという問題が生じる。水圧試験の代替試験の位置づけ<br />
においても、超音波探傷試験での欠陥検出精度を高めることは重要であり、既に<br />
AD700 では、“AD700 P/J No.296「Testability of Thick-walled Components Made from<br />
Nickel-based Alloys and Welded Connections Us」”の中で、超音波探傷試験の要領、<br />
判定基準などに関する研究が現在も行われている。<br />
法令上、火技解釈の適用対象とはならない溶接事業者検査対象外の部位につい<br />
ての検査規定は、設置者または製造者の自主基準に任せられているが、必ずしも<br />
溶接部に非破壊検査が適用されるとは限らないため溶接欠陥が残存する可能性が<br />
ある。A-USC の溶接部において、過去運転実績がある使用温度域の部位について<br />
は、自主基準でも問題ないと思われるが、この温度域を超える部位については、<br />
ミニマムリクァィメントとして仕様規定の適用対象とすべきかどうか検討の必要<br />
があると考える。<br />
・影響因子:非破壊検査の方法、適用範囲、判定基準<br />
c. 強度不足<br />
溶接部が母材と同等以上の強度を有していることを保証するためには、非破壊<br />
- 484-<br />
- 484 -
- 485 -<br />
検査による溶接欠陥の検出だけでは網羅できない部分がある。ニッケル基合金の<br />
溶接では、入熱、パス間温度、積層方法、ウィービング、熱処理温度、速度、環<br />
境等と言った実機溶接時に想定されるこれらの変動要因に対してのロバスト性は<br />
低く、非常に狭く限られた溶接条件範囲内での溶接施工が要求されることになる。<br />
これらの変動要因による欠陥は、必ずしも可視化された溶接欠陥として現れるも<br />
のではなく、そのため実機溶接部については可能な範囲での機械試験が必要と考<br />
える。<br />
・影響因子:機械試験の適用範囲、判定基準<br />
③ 加工工程における欠陥、損傷の抽出<br />
冷間、熱間による板/管の曲げ、絞り加工、又は機械加工などによる加工工程<br />
において、候補材(ニッケル基合金)の加工に関する文献、及び一般的なニッケ<br />
ル基合金の加工に関する文献などを参考し、想定される欠陥、損傷の抽出を行い<br />
整理、集約した結果を表Ⅱ.2.2.2.8-7 に示す。この表から主要な欠陥、損傷につい<br />
て以下に記載する。<br />
a. 冷間加工部の延性低下、クリープ強度低下、SCC<br />
管の曲がり加工等による冷間加工部には、必ず曲げの腹側(内側)には圧縮応<br />
力、背側(外側)には引張り応力が残留する。特に背側には、塑性変形を伴う加<br />
工時の過大な延びによって原子配列の滑り現象が起こり、粒界に微細な剥離が発<br />
生し、延性の低下やクリープ強度の低下をまねく恐れがある。ASME Sec. I PG-19<br />
には、プラントの損傷事例に伴い、オーステナイト系ステンレス鋼、ニッケル基<br />
合金の伸び率が 15%又は 20%を超える部位には延性の低下やクリープ強度の低<br />
下をまねき、特に応力集中部は早期にそれらの低下現象が現れることを背景に、<br />
定められた伸び率を超えれば熱処理を施工することが規定されている。<br />
オーステナイト系ステンレス鋼、ニッケル基合金の冷間加工部の伸び率 15%又<br />
は 20%、及び減面率 30%超える加工部には、大きな引張り応力が残留し粒界の微<br />
細な剥離が生じ、また双晶粒界が少なくこれに高温高圧下での腐食環境が加わる<br />
ことで SCC が生じる可能性が考えられる。双晶粒界は、原子配列の乱れが少ない<br />
ため不純物の偏析、粒界腐食などが発生しにくい性質を持っている。冷間加工を<br />
加えることで双晶粒界は減少するが、焼きなましや固溶化処理による熱処理を施<br />
工すると増加する。冷間加工部には、この様に熱処理を行うことが最適であり、<br />
例えば Alloy617 のテクニカルデータでは焼きなましが推奨されている。なお、<br />
AD700、COMTES700 のプロジェクトにおいては、伸び率 10%を超える全てもの<br />
には熱処理が施工されている。<br />
・影響因子:伸び率、減面率、熱処理<br />
b. 熱間加工部の材料欠陥<br />
管の曲げ半径が小さい場合、厚板の曲げの場合、又は厚肉管や大径間の径の拡<br />
張(フレア加工)や絞り(スエージ加工)を行なう場合などの成形加工において<br />
- 485-<br />
- 485 -
- 486 -<br />
は、熱間塑性加工が用いられる。一般的な耐熱用ニッケル基合金は、高温状態で<br />
の強度がフェライト鋼と比べ優れている分、熱間塑性加工性は極めて悪く、例え<br />
ば大きな加工率を持つ熱間鍛造を行う場合は、小さな加工率の鍛造を繰り返して<br />
行うなどの配慮が必要である。候補材の Alloy617、HR6W についてのグリーブル<br />
試験による熱間加工性の評価を図Ⅱ.2.2.2.8-3 に示す。1,000℃付近の絞り値は、<br />
HR6W は約 80%、Alloy617 は約 35%であり、Alloy617 は、HR6W と比べ著しく<br />
低延性である。ニッケル基合金は、材料ごとの延性が大きく相異しており、仮に<br />
熱間加工温度に対して過度な絞り値による加工を行った場合、材料に微細な延性<br />
割れ、皺などが生じる可能性がある。<br />
・影響因子:加工温度、絞り値<br />
c. 管の扁平による応力過大<br />
例えば管の曲げ加工を行う場合、曲げ半径が小さければ小さいほど大きな扁平<br />
が生じる。容器の場合には、火技解釈に扁平率(真円度)1%以内の規定があるが、<br />
管については無い。扁平部には、内圧による曲げ応力が加わり、場合によっては<br />
材料の降伏点を越える可能性があり、疲労に対する耐力が大きく低下する。ここ<br />
でいう扁平率(真円度)とは、図Ⅱ.2.2.2.8-4 に示すように胴の中心軸に垂直な平<br />
面と胴が交わる断面内での最大内径と最小内径との差を基準内径(呼び内径)で<br />
割った値をいう。<br />
・影響因子:扁平率(真円度)<br />
d. 食違い、中心線のずれ・勾配、及び仕上げ不良による応力過大<br />
突合せ溶接部の継手面の食違い、厚さが異なる場合の中心線のずれ及び勾配が<br />
大きく、又は溶接部やコーナー部の仕上げが不良な場合は、応力集中部が生じ、<br />
疲労破壊が発生するおそれがある。疲労破壊は、内圧による繰り返し応力に加え、<br />
その多くはボイラー起動、停缶時の加熱、冷却時に生じる熱応力とその回数が積<br />
算されることにより発生する。<br />
④ 熱処理工程<br />
溶接後に行う溶接後熱処理は、大きく分けて、溶接部やその熱影響部に発生す<br />
る残留応力(凝固時の引張り応力など)の除去、溶接熱影響部の適度の軟化、溶<br />
接部の延性、じん性の向上及び SCC 防止などの材質改善の目的で実施される。ま<br />
た、特殊な合金鋼では、曲げなどの冷間加工をした部位には強度の低下が生じる<br />
為に、強度を回復する目的での固溶化熱処理が実施される。ニッケル基合金の候<br />
補材で、文献から溶接後熱処理を実施しているのは析出強化型の Alloy740 であり、<br />
その他の固溶強化型の Alloy617、HR6W などでは実施されていない。これらのニ<br />
ッケル基合金は、合金の添加、及び熱処理などによって高温時での強度向上が更<br />
に図られており、一般的には母材と同じ熱処理(固溶化熱処理など)を実施する<br />
ことが望ましいと考える。なお、現状候補材の熱処理に関る情報は少ないが、今<br />
後の各種研究において熱処理の必要性、条件などが明らかにされた時点で更に検<br />
- 486-<br />
- 486 -
- 487 -<br />
討を進めて行く。<br />
現行の火技解釈には、ニッケル基合金についての溶接後熱処理については、不<br />
要と判断し規定されていない。そのため、仮に溶接後や加工後に熱処理を実施し<br />
たとして、一般的なニッケル基合金の材料特性に関する知見などを基に、想定さ<br />
れる欠陥、損傷の抽出を行い整理、集約した結果を表Ⅱ.2.2.2.8-8 に示す。この表<br />
から主要な欠陥、損傷について以下に記載する。<br />
a. 熱処理不良により材質改善不足(軟化不足、延性、じん性低下等)<br />
ニッケル基合金の顕著な材質特性の一つとして、熱伝導率が、炭素鋼、低合金<br />
鋼、及びオーステナイト系ステンレス鋼よりも更に劣ることが挙げられる。その<br />
ため、管の溶接部の局部的な熱処理に使用されるニクロム線ヒータや誘導コイル<br />
による加熱を実施した場合、ヒータやコイルを取り付けている外面と取り付けな<br />
い内面との温度の差が大きくなることが考えられる。外面及び内面に温度制御点<br />
があればそれ程の温度差は生じないと考えるが、局部溶接後熱処理の場合の温度<br />
制御点は、通常、内面に取付けることが出来ない為に外面のみに取付けている。<br />
熱伝導率の違いによる内外面の温度差がどの位になるかシミュレートした結果を<br />
表Ⅱ.2.2.2.8-10(a)、(b)、及び図Ⅱ.2.2.2.8-2 に示す。表Ⅱ.2.2.2.8-10(b)より熱伝導率<br />
が低くなるにつれ内外面の温度差ΔTr は大きくなる相関関係があり、このシミュ<br />
レート条件におけるニッケル基合金のΔTr は 44℃で、火 STPA28(Mod9Cr-1Mo<br />
鋼)に比べても更に約 8℃の温度差が生じることになる。その為、内面側の温度<br />
が規定の熱処理温度まで達せず所定の材質改善(軟化不足、延性、じん性低下な<br />
ど)が不足する可能性がある。加熱速度が遅く加熱幅が広いほどΔTr は小さくな<br />
り、保持時間が長いほど温度は均一化するため、特にニッケル基合金の局部的な<br />
熱処理する場合には、これらの特性を考慮した施工条件を確立しておく必要があ<br />
る。<br />
・影響因子:加熱速度、加熱幅、保持時間<br />
b. 再熱割れ<br />
高ニッケル基合金には、550~750℃(Alloy740 は 800℃)付近に延性が低下す<br />
る現象があり、溶接による残留応力及び熱処理時の歪の補正や歪防止用の補強板<br />
などによる拘束力が大きいと熱処理の加熱による再熱割れ(延性低下割れ)が生<br />
じやすい。特に析出強化型の Alloy740、IN718、IN263 の熱影響部においては、熱<br />
処理の温度がその部分に含まれる低融点化合物の溶融する領域にあたると液相<br />
(膜)が生じ、延性が低下し再熱割れが生じやすい傾向がある。<br />
・影響因子:入熱量、残留応力、拘束力、材料の不純物<br />
(3) 防止策の検討と規定の調査<br />
前の(2)項にて抽出された欠陥、損傷に対して、防止策について検討した内容を<br />
以下に記載する。なお、①項の溶接工程及び②項の試験検査工程の防止策につい<br />
ては、規定の調査と併せて、それぞれⅡ.2.2.2.9 項、Ⅱ.2.2.2.11 項に記載する。<br />
- 487-<br />
- 487 -
- 488 -<br />
① 溶接工程における防止策の検討<br />
(Ⅱ.2.2.2.9 項[溶接の施工方法に関する規定の調査]に記載)<br />
② 試験検査工程における防止策の検討<br />
(Ⅱ.2.2.2.11 項[試験検査方法に関する規定の調査]に記載)<br />
③ 加工工程における防止策の検討<br />
a. 冷間加工部の延性低下、クリープ強度低下、SCC の防止策<br />
過大な伸びを伴う冷間加工部には、加工硬化、残留応力、双晶粒界の減少、鋭<br />
敏化及び粒界の剥離などが生じ、延性やクリープ強度低下による割れ、SCC など<br />
を引き起こす。特に、候補材の固溶化焼鈍した状態の材料(固溶強化型合金:例<br />
Alloy617、HR6W)や固溶化焼鈍後時効処理の材料(析出強化型合金:例 Alloy740)<br />
は、添加材や熱処理などにより高温強度が高められた硬い材料だけに、冷間加工<br />
による影響が従来材に比べ大きい可能性がある。防止策として、冷間加工部の応<br />
力除去や材質回復の目的で、熱処理(焼きなましや固溶化処理)が有効であるが、<br />
全ての冷間加工部に熱処理を行うのは経済的でないため、任意の伸び率を設定し、<br />
この値を超えるものは熱処理を行う必要がある。現行の火技解釈には、これらに<br />
関る規定は無いが、ASME Sec.Ⅰでは、表Ⅱ.2.2.2.8-11 に示す PG-19 の規定があり、<br />
対象機器に応じて次の計算式で伸び率が管理されている。<br />
50t<br />
⎛ R<br />
円筒殻の場合 :伸び率 (% strain)<br />
=<br />
⎜<br />
⎜1−<br />
R f ⎝ R<br />
75t<br />
⎛ R<br />
半球又は皿型鏡の場合:伸び率 (% strain)<br />
=<br />
⎜<br />
⎜1−<br />
R f ⎝ R<br />
100r<br />
管の場合 :伸び率 (% strain)<br />
=<br />
R<br />
ただし、R: 管中心線の公称曲げ半径<br />
Rf: 加工後の平均半径<br />
R0: 加工前の平均半径<br />
r: 管の公称外半径<br />
t: 加工前の公称厚さ<br />
なお、 PG-19 以外にも、ASME Sec. III NB 4000、ISO/DIS2694 及び JIS B 8267 に<br />
も同様な規定がある。また、PG-19 には、近年中に候補材である Alloy230、Alloy617<br />
のニッケル基合金についても冷間加工部の伸び率、熱処理の規定が追加される予<br />
定である。<br />
最近のASME の動向として、Gr. 91、Gr. 92 及び Gr. 23 といった高強度フェラ<br />
イト系耐熱鋼の冷間加工部には、オーステナイト系ステンレス鋼及びニッケル基<br />
合金と同様に冷間加工の伸び率に応じてクリープ強度が著しく低下する現象が報<br />
- 488-<br />
- 488 -<br />
f<br />
0<br />
f<br />
0<br />
⎞<br />
⎟<br />
⎠<br />
⎞<br />
⎟<br />
⎠
- 489 -<br />
告されているため、新に規定化(PG-20)の方向で現在審議されている。この審<br />
議中の PG-20 の規定について、表Ⅱ.2.2.2.8-18 に示す。例えば、同表の Gr. 91 に<br />
おいては、使用温度が 538℃未満の場合では冷間加工後の熱処理は不要、使用温<br />
度がクリープ領域である 538℃を超える場合では伸び率が大きくなるほど、熱処<br />
理温度 732~774℃(これは ASME Sec. I PW-39 の溶接後熱処理温度と同じ)の熱<br />
処理から、更に材質回復効果が大きい N(焼きならし 1,040~1,080℃)+T(焼き<br />
戻し 730~800℃、ただし上限 800℃は Mn+Ni の成分量で変わる)の熱処理を施工<br />
する規定となっている。<br />
これらのことを踏まえ、ASME の規定を参照にし、冷間加工に関る規定案とし<br />
て作成したものを表Ⅱ.2.2.2.8-19 の(1)~(4)に示す。<br />
b. 熱間加工部の材料欠陥の防止策<br />
ニッケル基合金は、従来材と比べ熱間加工性は劣り、それぞれの材料に合せた<br />
熱間加工の条件として温度、絞り値を設定し加工を行う必要がある。事例として<br />
図Ⅱ.2.2.2.8-3 の Alloy617 のケースでは、一度の加工で絞り値約 30%以下を目標<br />
とする熱間加工に適した温度は 800~950℃、絞り値 50%程度の加工を行う場合は<br />
1,100~1,150℃である。なお熱間加工の温度は、絞り値に応じて焼ならし温度域、<br />
又はそれに近い温度で実施するため ASME にもこれらに係る規定は設けられて<br />
いない。現状では特に規定の必要性はないと考えるが、今後、候補材の熱間加工<br />
の特性が明らかになるにつれて規定すべき項目なのか確認しておく必要がある。<br />
c. 管の扁平による応力過大の防止策<br />
図Ⅱ.2.2.2.8-4 に定義される扁平率(真円度)に対する応力解析の結果を図<br />
Ⅱ.2.2.2.8-5(a)~(c)に示す。例えば、図Ⅱ.2.2.2.8-5(b)より、扁平率が 3%での応力<br />
は、1%のものと比べると弾性応力で約 1.4 倍(=約 82/58MPa)、10 万時間後の<br />
応力で約 1.2 倍(=約 69/57MPa)増加しており、この解析条件では許容応力の値<br />
に達している。またクリープ損傷率も図Ⅱ.2.2.2.8-5(c)より、1 を超えており、扁<br />
平率の規定は重要である。扁平率に係る各規定を比較したものを表Ⅱ.2.2.2.8-12<br />
に示す。容器についての扁平率(真円度)1%以下は、火技解釈も含め他にも規定<br />
があるが、管については、ASME Sec. III 及び B31.1 を除き規定されていない。管<br />
の直管部には、各材料の規定に定める外径公差、厚さ公差の規格があり、この規<br />
格の中で内径は必然的に決まってくる。例えば、冷間仕上継目無鋼管 STBA24、<br />
φ267.4、18.2t の寸法公差は、外径-1.6、+0.4 mm、厚さ 0~22%で、この場合の扁<br />
平率は計算上 4.3%(*)となるが、実際には開先ルートフェイス部の内径寸法の差、<br />
及び外面の食違い量を最小限にするために公差を更に狭めて製造者から素材メー<br />
カへ発注されており、実質的な扁平率は 2%程度と思われる。<br />
(*):((外径が最大で厚さが最小時の内径)-(外径が最小で厚さが最大時の内径))/(基準内径)<br />
=(231.4-221.4)/231=4.3%<br />
管の曲げ加工部の扁平率は、ASME Sec. III 及び B31.1 に 8%(外径で管理)の<br />
規定、また、図Ⅱ.2.2.2.8-6 に示す JIS の規定がある。蒸発管に関しては、この規<br />
- 489-<br />
- 489 -
- 490 -<br />
定に従い自主規定としている製造者が多く、配管用の溶接鋼管などに関しては、<br />
容器の規定の 1%以下を準用しているところが多い。仕様規定としては、容器の<br />
場合は現行の規定の通りとし、管の場合は蒸発管と配管等を分けて考える必要が<br />
ある。蒸発管は、小径(外径 30~70 mm 位)であるため仮に扁平率が 8%でも断<br />
面での内径の長径と短径の差が小さく、また熱延びなどのフレキシビリティが構<br />
造上大きいため ASME の規定を採用しても問題ないものと考える。配管は、径が<br />
大きくなるほど断面での内径の長径と短径の差が大きくなり、また熱延びのフレ<br />
キシビリティが構造上拘束を受けている部分もあるため、安全側の見地からほぼ<br />
真円に近い扁平率 1%以下を規定した方がよいと考える。これらを考慮し、管の<br />
真円度に関る規定案として作成したものを表Ⅱ.2.2.2.8-20 に示す。なお、これら<br />
の規定(案)は、候補材の物性値、熱応力などが明らかになった時点で真円度に<br />
対する応力解析を実施し、十分なものであるのか、又は規定の必要性などを含め<br />
て検討しておく必要がある。<br />
d. 突合せ継手部の食違いによる応力過大の防止策<br />
突合せ継手の食違い量は、応力集中の防止及び溶接施工の作業性確保などの観<br />
点から表Ⅱ.2.2.2.8-13 に示す様に火技解釈も含め他にも規定されている。火技解<br />
釈では、板厚が 50 mm までは他の規定とほぼ同等であるが、50 mm を超えると保<br />
守的(厳しめ)に規定されている。現行規定の値のままで問題ないのか、候補材<br />
の物性値、熱応力などが明らかになった時点で応力解析を実施し検証しておく必<br />
要がある。<br />
e. 厚さが異なるな場合の中心線のずれ/勾配不良による応力過大の防止策<br />
母材の厚さが異なる場合の突合せ継手の寸法公差として、火技解釈第 123 条に<br />
は、中心線のずれ量、勾配の公差が規定されている。またバルブなどとの継手の<br />
場合の勾配については、火技解釈別図第 1 に示されている。この火技解釈の勾配<br />
の規定については、他の ASME Sec. I PG-42,PW-9、JIS B 8201(陸用鋼製ボイラー<br />
構造)と同じであるが、円周継手の勾配および長手継手の場合における中心線の<br />
ずれの規定については、表Ⅱ.2.2.2.8-22 に示すように ASME 及び JIS B 8201 と相<br />
異(なお、円周継手については同じ)しており、他と比べやや保守的(厳しめ)<br />
の規定となっている。これも前項と同じく、現行規定の値のままで問題ないのか、<br />
候補材の物性値、熱応力などが明らかになった時点で応力解析を実施し検証して<br />
おく必要がある。<br />
f. 溶接部の仕上げ不良による応力過大の防止策<br />
火技解釈第125 条には、非破壊試験(放射線透過試験)を適用する突合せ溶接<br />
部の仕上げとして、「滑らかで、母材の表面より低くなく、かつ、母材の表面と段<br />
がつかないように仕上げなければならない」が規定され、かつ余盛り量について<br />
も定量的に規定されている。しかしながら、非破壊検査対象外の溶接部、例えば<br />
火技解釈別図第 2(2)~(6)に示すような隅肉溶接部、又は別表第 24 に規定された<br />
- 490-<br />
- 490 -
- 491 -<br />
ものなどについては、この規定が必ずしも適用しなくてもよいことになる。A-USC<br />
の使用条件下では、特に溶接部における応力集中部の排除に努める必要があるこ<br />
とから、溶接部の仕上げについて、その対象範囲を見直すべきと思われる。なお、<br />
この仕上げに関る規定の案などについてはⅡ.2.2.2.11.(2)、(5)項で述べる。<br />
④ 熱処理工程における防止策の検討<br />
a. 熱処理による材質改善不足の防止<br />
ニッケル基合金の熱伝導率は従来材より劣るため、外面からのニクロム線ヒー<br />
タなどによる局部溶接後熱処理の加熱速度、加熱幅、保持時間では内面の温度が<br />
規定の温度に達せず、材質改善が不足する可能性がある。内外面の温度差ΔTr を<br />
極力小さくするためには、保持時間を長くする、加熱速度を遅くする、及び加熱<br />
幅を大きくすることである。その中で保持時間、加熱速度については、熱処理時<br />
間を長くすることになり工程上非効率である。加熱幅については施工時には手間<br />
が掛かるが工程への影響が少なく、また、表Ⅱ.2.2.2.8-10(a)、(b)の条件に加熱幅<br />
を 2 倍(B : 150→300 mm)にした場合のΔTr をシミュレートしてみると、表<br />
Ⅱ.2.2.2.8-15 に示す様に 38.4℃となり 5.6℃(=44℃-38.4℃)小さくすることが出<br />
来る。<br />
溶接後熱処理の保持時間、加熱速度に関る火技解釈と ASME 等の規定を比較し<br />
たものを表Ⅱ.2.2.2.8-14(a)、加熱幅又は均熱幅に関るものを表Ⅱ.2.2.2.8-14(b)に示<br />
す。この比較において、保持時間と加熱速度の規定は基本的には同じであるが、<br />
加熱幅又は均熱幅については相異している。加熱幅と火技解釈で規定している均<br />
熱幅との相関については、図Ⅱ.2.2.2.8-9 の近似式から推測することができ、この<br />
式から表Ⅱ.2.2.2.8-15 に示す加熱幅 B = 300 mm を均熱幅に換算すると 140 mm と<br />
なり、この値と表Ⅱ.2.2.2.8-16 に示す各規格に規定する均熱幅(規定が加熱幅の<br />
場合は均熱幅に換算)を比較すれば、火技解釈の均熱幅がより近い値となり、次<br />
に EN、ASME と続く。このシミュレートにおいては、いずれの規定も妥当と言<br />
える加熱幅又は均熱幅ではない。火技解釈での許容温度範囲の目安としては、通<br />
常施工上のバラツキを考慮し火技解釈別表第 21 の温度範囲内でかつ目標温度に<br />
対し 25℃以内としており、この範囲内で局部溶接後熱処理が確実に施工できるか<br />
どうか、実際の候補材を使用し規格の妥当性を検証しておく必要がある。また、<br />
火技解釈別表第 21 には、候補材のニッケル基合金の区分がないため、新たに設け<br />
る必要がある。<br />
b. 再熱割れの防止策の検討<br />
再熱割れの根本的な防止策は、高温割れと同じ様に溶接時の入熱量の影響が大<br />
きく、溶接時の施工管理が重要である。熱処理工程での防止策としては、出来る<br />
限り拘束力を与えない状態での熱処理を行うこと、及び温度差による熱応力を抑<br />
えることである。前者については規定化の必要性はないと考えるが、後者に関す<br />
る規定ついては、表Ⅱ.2.2.2.8-17 に示す火技解釈の規定がある。この規定の中で<br />
特に熱伝導率が劣る特性により加熱速度への影響が考えられ、著しい熱応力が生<br />
- 491-<br />
- 491 -
- 492 -<br />
じないのか検証しておく必要がある。また、熱処理後には、溶接部に再熱割れ等<br />
が生じていないか表面検査を行う必要がある。<br />
c. 溶接後熱処理方法、条件の検討課題<br />
現行火技解釈における溶接後熱処理に関る規定の見直しなどの必要性につい<br />
ては、A-USC 候補材の熱処理方法、条件に関る文献等は殆んど見当たらない(一<br />
部材料については熱処理温度、時間のデータあり)ため、現状判断つかないとこ<br />
ろが多いが、現状予想される今後の調査、検討課題を表Ⅱ.2.2.2.8-21 に記載する。<br />
(4) その他の製作技術(締結)<br />
前項までは、予想される欠陥、損傷に対して、主に溶接、熱処理、及び成形<br />
加工といった製作技術上における防止策について記載した。本項では、これらの<br />
製作技術以外の重要なものとして、フランジ継手による締結の製作技術について<br />
記載する。<br />
締結部は、フランジ、ボルト、ガスケットで構成され、機器を締結し内部流体<br />
の漏洩を防止する機能をもつ。締結できる使用温度、圧力条件は、メタリックガ<br />
スケットを使用した場合、現状最高 800℃、45 MPa 程度まで使用することができ、<br />
A-USC においても、弁管台、過熱低減器などのごく一部の機器には使用される<br />
可能性がある。高温、高圧になるほど漏洩が発生する恐れは高くなることになり、<br />
締結の設計技術として、熱による温度勾配/熱膨張差、外荷重(内圧、曲げモー<br />
メントなど)作用、ボルト座面/ガスケット接触面のへたり、ガスケットのリラ<br />
クゼーション、及びボルトの軸力低下などを見込んだガスケットの初期締め付け<br />
力を特に精度高く検討し決定しておくる。設計に関る規定は、以下のものがあり、<br />
火技解釈においては、JIS、ASME などを引用している。<br />
・JIS B 8265(圧力容器の構造)<br />
・JIS B 8266(圧力容器の構造-特定規格)<br />
・JIS B 2205(管フランジの計算基準)<br />
・JIS B 2220(鋼製管フランジ)<br />
・JIS B 2239(鋳鉄製フランジ)<br />
・石油学会規格 JPI-7S-15-99, JPI-7S-43-2001(石油工業用大口径フランジ)<br />
・ASME Sec. I, VIII Div.1, Div.2 App’2, B16.5, B16.47a<br />
・EN13445-3 Clause11 (Flanges)<br />
・EN1591(Design Rules for Gasketed Circular Flange)<br />
締結作業における製作技術としては、設計が計画した通りのガスケット締め付<br />
け力が円周に渡り均等に生じさせることを目的に、そのフランジボルトの締め付<br />
け手順が挙げられる。フランジボルトの締め付けによるガスケットの締め付け力<br />
は、ボルトの軸力に決まるもので、その軸力が一定でない場合や軸力を掛ける順<br />
序が偏って要ればガスケット応力が不均一なものとなり、漏洩の要因となりえる。<br />
フランジボルト締め付け手順の規定は、ASME 指針 PCC-1-2000 に規定され、国<br />
内においても一般的にそれに基づき自主管理されている。ASME で規定する締め<br />
- 492-<br />
- 492 -
- 493 -<br />
付け手順は、表Ⅱ.2.2.2.8-23 に示すように少々面倒な手順となっている。国内に<br />
おいては、その手順を簡略するため日本高圧力技術協会が主体となり表<br />
Ⅱ.2.2.2.8-24 に示す手順を構築し、新に JIS B 2251(フランジ継手締付け方法 :<br />
2008)が制定された。手順の大きな相異点は、同表から分かるように、締付けト<br />
ルクが ASME ではラウンド毎に段階的に上げて行くのに対し、JIS ではラウンド<br />
1 から 100%で行う点と、締め付けの手順が ASME では星型に対し、JIS では、時<br />
計廻りとしている点である。<br />
これらの締め付け手順は、電事法、又は他の法令でも規制されていることでは<br />
ないが、製作上の自主管理項目としては重要なものである。<br />
- 493-<br />
- 493 -
- 494 -<br />
表Ⅱ.2.2.2.8 -1 A-USC 候補材の製作上の課題<br />
種類 材料の状態 製作上の課題(注)<br />
ニッケル基合金<br />
鉄ニッケル合金<br />
固溶化焼鈍し<br />
固溶化焼鈍し後<br />
時効処理<br />
固溶化焼鈍し<br />
改良型高クロム鋼 焼ならし焼戻し<br />
(a) 溶接作業性<br />
(b) 溶接金属(含む熱影響部)の組織制御<br />
(c) 冷間加工性<br />
(a) 溶接作業性<br />
(b) 溶接金属(含む熱影響部)の組織制御<br />
(c) 冷間加工性<br />
(d) 機械加工性(切削性)<br />
(a) 溶接作業性<br />
(b) 溶接金属(含む熱影響部)の組織制御<br />
(c) 冷間加工性<br />
(a) 溶接金属(含む熱影響部)の組織制御<br />
(b) 冷間加工性<br />
(c) 機械加工性(切削性)<br />
(注)現行材(炭素鋼、低合金鋼、オーステナイト系ステンレス鋼)と比較した課題<br />
- 494-<br />
- 494 -
- 495 -<br />
表Ⅱ.2.2.2.8-2 耐圧機器の製作工程 (1/2)<br />
製作工程 (概略)<br />
工程<br />
No.<br />
区<br />
分<br />
工程名 内 容<br />
関連する火技解<br />
釈の条項(*1)<br />
1 ‐ 設計 顧客仕様に基づき強度計算、開先図を含めた製<br />
作図を作成し、材質、寸法を決める。<br />
第 2,15 条<br />
2 ‐ 材料入手 板、管などの素材を入手する。 該当無し<br />
3 検 材料検査 仕様、図面に指示された材料で JIS などの規格 第 119 条(ボイラー<br />
を満たすものなのかミルシートなどにより検査 等 ) 、検査解釈<br />
する。<br />
(*2)別表 2.イ項<br />
4 加 マーキング 図面に従い切断位置、取付け位置をマーキング<br />
する。切断前には材料記号のシフトを行う。<br />
該当無し<br />
5 加 材料切断、機械 マーキングに従いガス又は切削機械などを使用 該当無し<br />
加工<br />
し切断、加工する。<br />
6 加 成形加工 材質の特性、設計上の曲げ率や絞り値に従い、<br />
適した冷間又は熱間加工を選択し曲げ、絞りな<br />
どの成形加工を行う。<br />
該当無し<br />
7 熱 成形加工部の熱 板や管の曲げ率、板厚の絞り値により熱処理が 該当無し<br />
処理<br />
必要な場合は実施する。<br />
8 検 成形加工部検査 成形加工部の寸法、減肉、扁平率検査、必要に<br />
応じ非破壊検査(*3)を行う。<br />
該当無し<br />
9 加 開先加工 ガス又は切削機械を使用し開先加工する。 該当無し<br />
10 加 開先合せ 加工された開先面を治具又は仮付け溶接にて合 第 118,120,122,<br />
せる。開先内に仮付けの場合は、認証された溶 123 条 ( ボイラー<br />
接士が、認証された溶接施工法を用い行う。 等 ) 、検査解釈<br />
(*2)別表 2.ロ項<br />
11 検 開先検査 食違い、ギャップ、形状、寸法及び清浄などを目<br />
視やゲージにより検査する。また仮付け溶接部が<br />
ある場合には有害な欠陥がないか検査する。<br />
同上<br />
12 溶 耐圧継手部溶接 認証された溶接士が、認証された溶接施工法に 第 107~113 条、<br />
( 補修溶接を含 従い溶接する。<br />
検査解釈(*2)別<br />
む)<br />
溶接施工法には、溶接方法、母材、厚さ、溶接<br />
棒、電圧電流、予熱及び後熱などが指示される。<br />
表 2.ハ項<br />
13 検 溶接作業検査 認証された溶接士が、認証された溶接施工法に<br />
従い溶接されたかなどを検査する。<br />
同上<br />
14 検 溶接部外観検査 割れ、有害なアンダーカット、オーバーラップ 第 118,122~125<br />
等がないか、および必要に応じ余盛り量を検査 条、検査解釈<br />
する。<br />
(*2)別表 2.ト項<br />
区分欄の[溶]は溶接工程、[検]は検査・試験工程、[加]は加工工程、[熱]は熱処理工程を表す。<br />
- 495-<br />
- 495 -
- 496 -<br />
[続き]表Ⅱ.2.2.2.8-2 耐圧機器の製作工程 (2/2)<br />
製作工程 (概略)<br />
工程<br />
No.<br />
区<br />
分<br />
工程名 内 容<br />
関連する火技解<br />
釈の条項(*1)<br />
15 検 溶接部非破壊検 低温割れ、高温割れ又は拘束割れなどが発生す 第 124,125,127<br />
査<br />
る恐れがある場合には、溶接部の非破壊検査 条(ボイラー等)、検<br />
(*1)を実施する。<br />
査解釈(*2)別表<br />
2.ホ項<br />
16 加 付着金物類取付 付着金物(非耐圧部)を仮付けする。 該当無し<br />
17 溶 付着金物類溶接 溶接施工法に従い溶接する。 該当無し<br />
18 検 付着金物類取付 取付け位置、溶接部の外観に有害なアンダーカ 該当無し<br />
け検査<br />
ット、オーバーラップなどが無いか検査する。<br />
19 検 溶接部非破壊検 低温割れ、高温割れ又は拘束割れなどが発生す 該当無し<br />
査<br />
る恐れがある場合には、溶接部の非破壊検査<br />
(*3)を実施する。<br />
20 熱 溶接後熱処理 加熱方法、材質、溶接部の厚さに応じた加熱・ 第 109,126 条(ボ<br />
冷却速度、保持温度・時間に従い熱処理を実施 イラー等)、検査解<br />
する。<br />
釈(*2)別表 2.ニ<br />
項<br />
21 検 溶接後熱処理検 熱処理チャートなどにより、規定された通りの 同上<br />
査<br />
熱処理が行われたか検査する。<br />
22 検 非破壊検査 再熱割れなどの溶接後熱処理によって割れが発 第 124,125,127<br />
生する恐れがある場合は、溶接部の非破壊検査 条(ボイラー等)、<br />
(*3)を実施する。<br />
検査解釈(*2)別<br />
表 2.ホ項<br />
23 検 構造、寸法検査 製作図面通りのものであるのか、検査する。 該当無し<br />
24 検 機械試験 溶接継手部に機械試験が要求される場合は、溶 第 121,128,129<br />
接試験片による機械試験(曲げ、引張り、場合 条(ボイラー等)、検<br />
により衝撃)を実施する。<br />
査解釈(*2)<br />
25 検 耐圧検査 最高使用圧力の 1.5 倍の水圧試験圧力に耐える 第 5 条、第 130<br />
こと(通常 10 分から 30 分間)を確認し、最高 条(ボイラー等)、検<br />
使用圧力以上の状態で、漏洩が無いことを検査 査解釈(*2)別表<br />
する。<br />
2.ト項<br />
26 加 清掃、塗装 清掃を行い、塗装など腐食防止を行う。 該当無し<br />
27 検 完成検査 損傷部、腐食や異物などがないか検査する。 該当無し<br />
(*1) 関連する火技解釈の条項は、「ボイラー等」の区分を代表で記載した。<br />
(*2) 検査解釈とは、「電気事業法施工規則に基づく溶接事業者検査(火力設備)の解釈」を示す。<br />
(*3)表面検査としては目視検査、浸透探傷試験又は磁粉探傷試験、体積検査としては放射線<br />
透過試験又は超音波探傷試験を実施する。<br />
- 496-<br />
- 496 -
- 497 -<br />
表Ⅱ.2.2.2.8-3 溶接に係るあらかじめの工程 [溶接施工法試験]<br />
工程 区 工程名<br />
あらかじめの確認 (概略) [溶接施工法試験]<br />
内 容 関連する火技<br />
No. 分<br />
解釈の条項<br />
1 溶 試験要領書作成、 火技解釈を基に取得する施工法について溶接 第 107~109 条、<br />
確認<br />
方法の区分、組合せ、設備、溶接条件(電流電圧、 別表第 8、検査<br />
予熱後熱、速度、積層など)、母材の区分、判定 解釈(*1)別表 1.<br />
基準などの作業、試験手順を記載した要領書を<br />
作成する。<br />
イ項<br />
2 ‐ 材料入手 試験に必要な材料を入手する。 該当無し<br />
3 検 材料確認 要領書に指示された材料で JIS などの規格を満 第 107~109 条、<br />
たすものかミルシートなどにより確認する。 別表第 8、検査<br />
解釈(*1)別表 1.<br />
イ項<br />
4 加 開先加工 切削機械を使用し開先加工する。 該当無し<br />
5 加 開先合せ 加工された開先面を治具などで合せる。 該当無し<br />
6 検 開先確認 食違い、ギャップ、形状、寸法及び清浄などを目 第 107~109 条、<br />
視やゲージにより確認する。<br />
別表第 8、検査<br />
解釈(*1)別表 1.<br />
イ項<br />
7 溶 溶接 認証された溶接士が、要領書に従い溶接する。<br />
要領書には、溶接方法、母材、厚さ、溶接棒、<br />
電圧電流、予熱及び後熱などが指示される。<br />
同上<br />
8 検 溶接作業確認 要領書に従った溶接が行われているか工程中<br />
に確認する。<br />
同上<br />
9 検 溶接外観確認 外観が良好であることを確認する。 同上<br />
10 熱 溶接後熱処理(必 要領書に従い加熱方法、材質、溶接部の厚さに 同上<br />
要な場合) 応じた加熱・冷却速度、保持温度・時間に従い<br />
熱処理を実施する。<br />
11 加 機械試験片製作 要領書に従い継手引張り試験、曲げ試験、衝撃<br />
試験(必要な場合)用の試験片を製作する。<br />
同上<br />
12 検 機械試験 継手引張り試験、曲げ試験、衝撃試験(必要な場<br />
合)を行い、溶接部の強度、延性、靭性等の機械<br />
的性質が規定を満足するか確認する。<br />
同上<br />
13 検 判定 全ての工程において、火技解釈及び要領書を満<br />
足する場合、適合と判定することができる。<br />
同上<br />
区分欄の[溶]は溶接工程、[検]は検査・試験工程、[加]は加工工程、[熱]は熱処理工程を表す。<br />
- 497-<br />
- 497 -
- 498 -<br />
表Ⅱ.2.2.2.8-4 溶接に係るあらかじめの工程 [溶接士の技能試験]<br />
工程 区 工程名<br />
あらかじめ確認 (概略) [溶接士技能試験]<br />
内 容 関連する火技<br />
No. 分<br />
解釈の条項<br />
1 溶 試験要領書作成、 火技解釈を基に取得する資格の種類に応じて、 第 110~113 条、<br />
確認<br />
溶接方法の区分、組合せ、試験材、姿勢、溶接 別表第 8、検査<br />
棒、溶接条件(電流電圧、予熱後熱、速度、積層 解釈(*1)別表 1.<br />
など)、判定基準などの作業、試験手順を記載し<br />
た要領書を作成する。<br />
ロ項<br />
2 ‐ 材料入手 試験に必要な材料を入手する。 該当無し<br />
3 検 材料確認 要領書に指示された材料で JIS などの規格を満 第 110~113 条、<br />
たすものかミルシートなどにより確認する。 別表第 8、検査<br />
解釈(*1)別表 1.<br />
ロ項<br />
4 加 開先加工 切削機械を使用し開先加工する。 該当無し<br />
5 加 開先合せ 加工された開先面を治具などで合せる。 該当無し<br />
6 検 開先確認 食違い、ギャップ、形状、寸法及び清浄などを目 第 110~113 条、<br />
視やゲージにより確認する。<br />
別表第 8、検査<br />
解釈(*1)別表 1.<br />
ロ項<br />
7 溶 溶接 溶接士は、要領書に従い溶接する。<br />
要領書には、溶接方法、厚さ、積層方法、溶接<br />
棒、電圧電流、予熱及び後熱などが指示される。<br />
同上<br />
8 検 溶接作業確認 要領書に従った溶接が行われているか工程中に<br />
確認する。<br />
同上<br />
9 検 溶接外観確認 外観が良好であることを確認する。 同上<br />
10 加 機械試験片製作 要領書に従い曲げ試験用の試験片を製作する。 同上<br />
11 検 機械試験 曲げ試験を行い、溶接部の延性の機械的性質が<br />
規定を満足するか確認する。<br />
同上<br />
12 検 判定 全ての工程において、火技解釈及び要領書を満<br />
足する場合、溶接士の技能は適合と判定するこ<br />
とができる。<br />
同上<br />
区分欄の[溶]は溶接工程、[検]は検査・試験工程、[加]は加工工程、[熱]は熱処理工程を表す。<br />
- 498-<br />
- 498 -
表Ⅱ.2.2.2.8-5 溶接工程における欠陥、損傷の抽出 (1/7)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
[1]<br />
[2]<br />
入熱量(電<br />
圧、電流、速<br />
[300]:候補材Ni基合金<br />
の溶接の結果、薄肉厚の<br />
SAW などの比較的大きな電流を使用すると、<br />
強化相であるガンマプライム(γ’)の析出に<br />
[ニッケル基合金]<br />
Inconel740<br />
Haynes230、<br />
HR6W、CCA617<br />
1 高温割れ<br />
(凝固割れ)<br />
度)、短アー<br />
ク条件、ウィ<br />
チューブは良好である<br />
が、SAW は CCA617(但し<br />
影響する添加材 Al、Ti 量が不足し強度が低下<br />
する。また溶融池が大きくなると、その分、<br />
ービング(ス<br />
トリンガー<br />
細径 1.6φワイヤー使用)以外<br />
は溶接欠陥が発生し NG、<br />
凝固時の収縮応力が大きくなり高温割れ(凝<br />
固割れ)が生じ易い。(低電流で溶接する<br />
ビード)、ワ<br />
イヤー/ 棒<br />
SMAW も同じく NG とな<br />
った。尚、引き続き、米<br />
GTAW では、高温割れは生じにくい。)<br />
径、パス間温<br />
度、溶接士の<br />
国 ORNL で調査/試験中<br />
である。<br />
技能<br />
[1]<br />
[2]<br />
フラックス<br />
(←高塩基<br />
GTAW の溶接施工の確立<br />
は、見通しが立っている<br />
フラックスを用いる SAW、SMAW では酸化物<br />
を原材料として用いており、この酸化物が溶<br />
[ニッケル基合金]<br />
Alloy617mod<br />
2 高温割れ(凝固<br />
割れ)<br />
- 499 -<br />
- 499 -<br />
性フラック<br />
スを用い低<br />
が、SAW、SMAW の溶接<br />
施工については、未だ研<br />
融池での Al、Ti の歩留まりに影響し、Al、Ti<br />
量が減少することになる。SAW、SMAW は、<br />
Alloy740<br />
酸素化)新開<br />
発、酸素量、<br />
電源(直流→<br />
交流)<br />
究段階である。<br />
GTAW に比べ、酸化性雰囲気で溶接すること<br />
になり同じ線材を使用しても Al、Ti の量がよ<br />
り減少することになる。その為強度が低下し<br />
凝固割れが生じ易い。<br />
- 499-
表Ⅱ.2.2.2.8-5 溶接工程における欠陥、損傷の抽出 (2/7)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
3 高温割れ [ニッケル基合金] 板厚が厚くなるほど、凝固時の収縮応力が積 30mm の板厚の板材で拘 入熱量、短ア [3]<br />
(凝固割れ)、拘 Alloy617、HR6W 算され、より高温割れが発生し易くなる。 束溶接試験の結果、熱影 ーク条件、ス<br />
トリンガー<br />
ビード、ワイ<br />
響部に高温割れが発生し<br />
た。<br />
束割れ<br />
ヤー/棒径、<br />
パス間温度<br />
[4]<br />
[5]<br />
母材、溶接材<br />
料の不純物<br />
一般的に炭素鋼やステン<br />
レス鋼に比べ割れ感受性<br />
ニッケル基合金の凝固割れは、P、S などの不<br />
純物元素が最終凝固域の濃化し、鉄鋼材料の<br />
[ニッケル基合金]<br />
Inconel600、<br />
4 高温割れ<br />
(液化割れ)<br />
元素の低減、<br />
入熱量、<br />
凝固組織の<br />
微細化<br />
が、高い傾向にある。<br />
場合に比べより低融点の液膜が残留すること<br />
に起因する。炭素鋼での代表的な低融点化合<br />
Inconel740<br />
物である FeS の融点及び FeS-Fe の共晶温度は<br />
それぞれ 1190℃、988℃であるが、ニッケル基<br />
- 500 -<br />
- 500 -<br />
合金の場合では NiS の融点 920℃及び NiS-Ni<br />
共晶温度 645℃であり、かなり低温域まで液膜<br />
が残留しやすく高温割れ性を高める要因とな<br />
る。<br />
[6]<br />
入熱量、短ア<br />
ーク、ストリ<br />
溶接後熱処理時にも、溶<br />
接による引張り応力が残<br />
ニッケル基合金は、800℃前後に延性が著しく<br />
低下する特性があり、この温度域での延性低<br />
[ニッケル基合金]<br />
Inconel740<br />
5 高温割れ(延性<br />
低下割れ)<br />
ンガービー<br />
ド、棒径、パ<br />
留し、溶接後熱処理温度<br />
が延性の低下する領域温<br />
下の部分が溶接時(凝固時)の引張応力が作<br />
用する領域に当ると高温割れ(延性低下割れ)<br />
ス間温度、拘<br />
束状態<br />
度にある場合、再熱割れ<br />
(延性低下割れ)が生じる<br />
が生じる。<br />
可能性がある。<br />
- 500-
表Ⅱ.2.2.2.8-5 溶接工程における欠陥、損傷の抽出 (3/7)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
6 高温割れ [ニッケル基合金] 厚板(>0.5 インチ)の熱影響部に微細な高温割れ [R36]GTAW 、 SMAW 、 入熱量、短ア [7]<br />
(凝固割れ)、(延 SAVE12、HR6W、 (凝固割れ、延性低下割れ、液化割れ)が、発生 SAW、GMAW の方法で溶 ーク条件、ス<br />
トリンガー<br />
ビード、ワイ<br />
接性を評価し、結果的に<br />
は、GTAW は他に比べ良<br />
している。凝固時の収縮応力大、600~900℃<br />
温度域での延性値の低下、低融点化合物の濃<br />
Inconel74、<br />
Haynes230、<br />
性低下割れ)、<br />
(液化割れ)<br />
ヤー/棒径、<br />
パス間温度<br />
好な結果が得られたが、<br />
全般的に割れ、曲げテス<br />
化による強度低下が複合的に作用することで<br />
高温割れが生じる。この傾向は、Inconel740<br />
Super304H、<br />
CCA617<br />
ト不良などの欠陥が生<br />
じ、特に析出強化型合金<br />
などに代表される析出強化型合金に強く表れ<br />
る。<br />
の厚板に関しては、大き<br />
な溶接性課題(入熱量、溶<br />
融池サイズ)が判明した。<br />
[6]<br />
母材、溶接材<br />
料の不純物<br />
板厚が厚いと拘束が増<br />
し、熱処理も均一にされ<br />
熱影響部の結晶粒界において、PWHT の熱に<br />
より、その部分に含まれる低融点化合物が、<br />
[ニッケル基合金]<br />
Inconel740<br />
7 再熱割れ(液化<br />
割れ)<br />
- 501 -<br />
- 501 -<br />
元素の低減、<br />
入熱量、短ア<br />
にくくなるため好ましく<br />
ない。SAW、SMAW の溶<br />
溶融し液相(膜)が形成され、再熱割れ(液化割<br />
れ)が生じる。<br />
ーク、ストリ<br />
ンガービー<br />
接は入熱が高すぎて拘束<br />
が大きくなりより欠陥が<br />
ド、棒径、パ<br />
ス間温度、拘<br />
発生する。<br />
束状態<br />
[6]<br />
入熱量、パス<br />
間温度<br />
析出硬化(主としてγ’)により生じる収縮応<br />
力、溶接時の残留応力と合わさって熱影響部<br />
8 ひずみ時効割れ [ニッケル基合金]<br />
Inconel740<br />
に割れが発生する。<br />
- 501-
表Ⅱ.2.2.2.8-5 溶接工程における欠陥、損傷の抽出 (4/7)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
9 高温割れ [ニッケル基合金] Ni 基合金は、耐食用途と耐熱用途に分けられ、 析出強化型のニッケル基 入熱量(電 [4]<br />
(延性低下割れ、 全般<br />
耐食用途は、固溶強化型の合金がほとんどで 耐熱合金は、一般に固溶 圧、電流、速<br />
度)、固溶化<br />
処理、余盛り<br />
化処理した状態で溶接さ<br />
れ、その後、固溶化処理<br />
溶接性が比較的良いが、耐熱用途は、Al、Ti、<br />
Nb などの成分を多く含み、これらの合金間化<br />
再熱割れ、<br />
延性低下割れ)<br />
止端部応力<br />
に引き続いて時効処理さ<br />
れる。再熱割れは余盛り<br />
合物 Ni3(Al、Ti、Nb)を析出させることによ<br />
って高温強度を確保する析出強化型合金が多<br />
止端部の応力集中係数が<br />
大きく、ここでは固溶化<br />
く溶接性は劣る。この析出強化型合金の場合、<br />
特定の温度域での延性が大きく低下する傾向<br />
処理温度へ加熱中に残留<br />
応力が緩和され塑性変形<br />
にあり、高温割れや再熱割れを生じやすい。<br />
が集中すると考えられ<br />
る。<br />
- 502 -<br />
- 502 -<br />
[8]<br />
[9]<br />
入熱量、短ア<br />
ーク条件、ス<br />
ニッケル基溶加材の延性<br />
低下割れの感受性は高<br />
窒化物(TiN)、炭化物が結晶境界での不均一な<br />
沈殿により、粒子の滑りが生じ延性低下を生<br />
[ニッケル基合金]<br />
溶接材料<br />
10 高温割れ<br />
(延性低下割れ)<br />
トリンガー<br />
ビード、棒<br />
い。溶加材 FM‐82、FM<br />
‐52 を使用し多層パス<br />
じていると推定されたが、明確なものではな<br />
く引き続き解明中である。<br />
径、パス間温<br />
度、拘束状態<br />
溶接した結果、625 ~<br />
1200℃の幅広い範囲で微<br />
―<br />
細クラックが観察され<br />
た。<br />
― 入熱量、残留<br />
応力<br />
特に多層盛りの隅肉溶接の場合、収縮歪が蓄<br />
積し、残留応力が大きくなり、溶接中/後、熱<br />
11 引割れ [ニッケル基合金]<br />
全般<br />
処理中に引き割れが発生する。<br />
- 502-
表Ⅱ.2.2.2.8-5 溶接工程における欠陥、損傷の抽出 (5/7)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
12 クリープ強度低 ニッケル基合金 GTAW の方は、添加強化材である Al、Ti の含<br />
― フラックス [2]<br />
下<br />
Alloy617mod 有量が母材と等しいが、SAW では GTAW に比<br />
の開発、酸素<br />
べより酸化性雰囲気下での溶接となり、Al、<br />
量、電源(DC<br />
Ti が減少する為、クリープ強度は低くなる。<br />
→AC)<br />
13 界面剥離、クリ ニッケル合金 酸素量が多い SMAW(被覆アーク溶接)の溶接 溶接部の機械的改善、特 溶接金属の [9]<br />
ープ強度低下、 Inco‐Weld182 金属には、結晶粒界に酸化介在物が多量に析 にじん性改善において、 酸素量、衝撃 [10]<br />
衝撃値低下、<br />
出しており、熱応力により粒界割れが発生す 近年溶接金属中の酸素濃 試験<br />
[11]<br />
SCC<br />
ると考えられえる。また 650~815℃の熱処理 度の低減について検討、<br />
[12]<br />
で Ni3Nb(δ相)が析出することが考えられ 0℃ 及び溶接方法の開発が行<br />
[13]<br />
での衝撃値はソリッドワイヤに比べ半減す われている。MIG はビード<br />
る。SMAW の衝撃試験片には、界面剥離組織 安定化の為に Ar ガスに添<br />
が見られるが、ソリッドワイヤの衝撃試験片 加される CO2 より酸素<br />
には見られない。<br />
濃度が 200ppm であり好<br />
・SMAW による酸素量は 300~500ppm、GTAW ましくない。現在 GTAW<br />
による酸素量は母材と同じ 10~30ppm で、 の品質を MIG で実現す<br />
SMAW は 10 倍以上高い。<br />
るための研究が開始され<br />
ている。<br />
- 503 -<br />
- 503 -<br />
[9]<br />
[14]<br />
入熱量(電<br />
圧、電流、速<br />
析出する炭化物は、<br />
M23C6、M6C、M2C、MC<br />
ニッケル基合金は、入熱量が大きい溶接がな<br />
された後、430~900℃の温度域を緩やかに冷<br />
度)、パス間<br />
温度<br />
等<br />
却された場合、粒界に炭化物が析出(鋭敏化<br />
と呼ばれる)する傾向がある。この析出によ<br />
り粒界腐食に進む。<br />
14 鋭敏化 ニッケル基合金<br />
全般<br />
溶加材:<br />
52M,152M(Alloy<br />
600&690 向け)<br />
- 503-
表Ⅱ.2.2.2.8-5 溶接工程における欠陥、損傷の抽出 (6/7)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
溶接材料 [4]<br />
[15]<br />
[16]<br />
ブローホール防止のため<br />
に溶接材料には脱酸元素<br />
一般的に、溶融金属では、温度の低下ととも<br />
に次第にガスが放出され、凝固時に急激に多量<br />
[ニッケル基合金]<br />
全般<br />
15 ブローホール、<br />
溶け込み不良<br />
(Al、Ti)が適量添加され<br />
ており、GTAW、MIG の<br />
のガスが凝固界面に放出される。ニッケルの場<br />
合、溶融金属の流動性が悪く凝固時にNが逃<br />
シールドに不良が生じた<br />
場合、溶接材料に含まれ<br />
げ遅れて気孔となり残留しやすくブローホールの<br />
要因となる。一般的にニッケル基合金は、オ<br />
る Al、Ti などの脱酸剤が<br />
酸化物となり溶融金属の<br />
ーステナイト系ステンレス鋼、フェライト鋼<br />
と比較し溶接金属の湯流れが悪く融合不良が<br />
流動性を妨げ、融合不良<br />
やなどが発生しやすくな<br />
発生しやすい。<br />
る。<br />
- 504 -<br />
- 504 -<br />
―<br />
開先幅、入熱<br />
量、ウィービ<br />
溶接部の多少の偏析は避<br />
け得ないので、細粒均一<br />
開先形状が狭く溶接姿勢(特に水平継手)によ<br />
っては、ウィービングの動作が生じ入熱過大<br />
[ニッケル基合金]<br />
全般<br />
16 高温割れ、溶け<br />
込み不良<br />
ング<br />
化のための固溶化処理が<br />
望ましい。<br />
となり高温割れが発生しやすい。また入熱を<br />
抑えた溶接では壁面の溶融が不足し溶け込み<br />
不良が発生しやすい。<br />
[17]<br />
溶接中の非<br />
破壊試験、溶<br />
AD700、COMTES700 の<br />
プロジェクトでは溶接中に深<br />
溶接性として湯流れが悪く割れ感受性が高い<br />
材料である為、溶接欠陥が発生しやすい材料<br />
接士の技能<br />
17 溶接欠陥の残存 [ニッケル基合金]<br />
Alloy617mod,<br />
Alloy740mod, 他<br />
さの 1/3、1/2 ごとに非破<br />
壊試験(放射線透過試験<br />
である。最終溶接後の非破壊試験(放射線透<br />
過試験および浸透探傷試験)では、溶接金属<br />
および浸透探傷試験)を<br />
実施している。<br />
中の微小な割れ、面状欠陥などを検出できな<br />
い可能性がある。<br />
- 504-
表Ⅱ.2.2.2.8-5 溶接工程における欠陥、損傷の抽出 (7/7)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
18 補修による強度 [ニッケル基合金] 特に析出強化型材料のニッケル基合金 限度を越えれば、ノルマ、 補 修 範 囲 [18]<br />
低下全般 全般<br />
Inconel740 などは、補修による材質劣化(*)の テンパなどによる材質回 (幅、深さ)の<br />
制限、材質回<br />
復処理、熱影<br />
復を施工させること、ま<br />
たは廃却するといった処<br />
リスクがあるため、補修溶接の範囲、回数に<br />
ついての限度規定が必要と考える。<br />
響部の除去、<br />
各溶接条件<br />
置方法の明確化が必要と<br />
考える。現状、ニッケル<br />
(*):補修回数に比例し顕著な材質劣化を示す<br />
とは必ずしも言えないが、補修溶接の方法、<br />
基合金(候補材)について<br />
の補修溶接と強度に関す<br />
範囲及び溶接後熱処理の回数によっては、残<br />
留応力の増大、強化合金成分濃度の低下、不<br />
る技術的な文献など現状<br />
見当たらないが、仕様規<br />
純物の濃化、炭化物の凝集、硬度のバラツキ、<br />
結晶粗大化を伴うミクロ組織の変化などによ<br />
定としては範囲に入れて<br />
おく必要があると考え<br />
り、強度や靭性が低下することが考えられる。<br />
- 505 -<br />
- 505 -<br />
る。<br />
- 505-
表Ⅱ.2.2.2.8-6 試験検査工程における欠陥、損傷の抽出 (1/3)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
1 外観不良による [ニッケル基合金] 円周、長手の突合せ溶接部あるいは隅肉溶接 疲労き裂の発生は、ボイラ アンダーカ ―<br />
疲労き裂<br />
部の特に溶接止端部において、アンダーカッ ーの運用状況(ベースロー ット、オーバ<br />
ーラップ、ビ<br />
ードの凸凹/<br />
ド、または DSS など)に<br />
より左右される。<br />
ト、オーバーラップ、ビードの凹凸、ビード<br />
の重なり形状がシャープなほど応力集中が大<br />
重なりの形<br />
状、ピーニン<br />
グ゙、熱処理<br />
きくなる。この応力集中部に表面の残留応力<br />
や熱応力が加わることにより疲労き裂が発生<br />
しやすくなる。<br />
[18]<br />
[19]<br />
同上 余盛りの高<br />
さ、止端部半<br />
径<br />
[ニッケル基合金] 溶接部の余盛りの存在は疲労強度を著しく減<br />
少させる。特に溶接止端半径が小さく余盛り<br />
2 外観不良による<br />
疲労き裂<br />
角度の大きいものほど疲労強度は低下する。<br />
[20]<br />
[21]<br />
非破壊検査<br />
の方法、適用<br />
ニッケル基合金は、オー<br />
ステナイト系ステンレス<br />
[ニッケル基合金] 体積検査である放射線透過試験では、ニッケ<br />
ル基合金で顕著に生じやすい微細な高温割れ<br />
3 溶接欠陥の残存<br />
(高温割れ、融合<br />
- 506 -<br />
- 506 -<br />
範囲、判定基<br />
準<br />
鋼と同じく、溶接部の結<br />
晶は特に溶接方法、積層<br />
や面状の融合不良は検出が難しい。表面検査<br />
である目視検査では表面上の微細な高温割れ<br />
不良等)<br />
方法、速度、電流、姿勢、<br />
ウィービングなどにより<br />
やビード止端部の溶込み不良の検出は難し<br />
い。また、放射線透過試験が不可能な継手部<br />
結晶の大きさや成長方向<br />
が相異し音波が途中で屈<br />
(完全溶込み管台溶接部など)の内部欠陥の<br />
検出や水圧試験の代替試験としての放射線透<br />
折したり反射波が擬似エ<br />
コーとなったりし欠陥信<br />
過試験以外の非破壊検査に用いられる超音波<br />
探傷試験では、炭素鋼と比較し結晶粒が粗大<br />
号との識別が非常に難し<br />
い。ニッケル基合金の超<br />
であるため音波の散乱、減衰が生じ検出精度<br />
が劣る。ニッケル基合金は、オーステナイト<br />
音波試験の研究が AD700<br />
にて既に始まっている。<br />
系ステンレス鋼と同様な音響異方性の特性を<br />
持つ。<br />
- 506-
表Ⅱ.2.2.2.8-6 試験検査工程における欠陥、損傷の抽出 (2/3)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
4 溶接欠陥の残存 [ニッケル基合金] ニッケル基合金は割れ感受性が高く、溶接後 固溶強化型のニッケル基 非破壊検査 ―<br />
(再熱割れ)<br />
熱処理後に、再熱割れ(液化割れ,延性低下 合金の溶接には、通常溶 の適用時期<br />
接後熱処理は実施されな<br />
い。<br />
割れ)が発生する恐れがある。発生理由の説<br />
は幾つかあり、一般的に析出強化型のニッケ<br />
もし候補材溶接部に遅れ<br />
割れ発生の可能性があれ<br />
ル基耐熱超合金は、固溶化処理した状態で溶<br />
接され,その後,固溶化処理に引き続いて時<br />
ば、例えば溶接後48時<br />
間後に非破壊検査を実施<br />
効処理される。再熱割れは余盛止端部の粗粒<br />
域の結晶粒界において発生している。これは,<br />
するような規定が必要で<br />
ある。<br />
余盛止端部は応力集中係数が大きく,ここで<br />
は固溶化処理温度へ加熱中に残留応力が緩和<br />
され塑性変形が集中するためと考えられる。<br />
再熱割れ感受性には,γ′相の析出温度領域<br />
- 507 -<br />
- 507 -<br />
における塑性変形能,結晶の粒径,後熱処理<br />
の雰囲気,加熱速度などが影響を及ぼすと言<br />
われている。<br />
―<br />
機械試験の<br />
適用範囲、判<br />
溶接施工法、溶接士の技<br />
能の確認の中で、各変動<br />
定基準<br />
要因に対し担保できるの<br />
であれば実機での機械試<br />
験は不要と考える。(なお<br />
容器には機械試験の要求<br />
はあるが、A-USC にてニッ<br />
ケル基合金で作られる容器<br />
は無いため検討不要)<br />
5 強度不足 [ニッケル基合金] 管の溶接部機械試験は現行火技解釈では要求<br />
されていない。特にニッケル基合金の溶接部<br />
は割れ感受性が高く、また熱処理による感受<br />
性も高い。これらの感受性は、変動要因(*)に<br />
より大きく左右され設計が要求する材料の強<br />
度など各物性値の担保が難しくなると考え<br />
る。そのため実機溶接部に対する機械試験が<br />
必要と考える。(*)例:溶接方法/姿勢、熱処理<br />
温度/方法、酸化性雰囲気、溶接作業環境<br />
- 507-
表Ⅱ.2.2.2.8-6 試験検査工程における欠陥、損傷の抽出 (3/3)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
6 加工部表面欠陥 [ニッケル基合金] 冷間加工、または熱間加工による成形加工部 成形加工の規定は製造者 非破壊検査 ―<br />
の残存(しわ、割<br />
表面のしわ、割れなどに対する非破壊検査規 内の製作基準がある。成<br />
形加工品は、曲がり管、<br />
Uチューブ、エルボー、<br />
定は、火技解釈では規定されてないため、製<br />
造者での検査方法、判定基準にバラツキがあ<br />
れ等)<br />
レジューサなどである。<br />
り、完全に除去されない場合が考えられる。<br />
しわ、割れが除去されない場合、疲労き裂、<br />
クリープ破壊などの起点となる可能性があ<br />
る。<br />
―<br />
溶接事業者<br />
検査対象範<br />
溶接事業者検査対象外部<br />
位の溶接検査は、現状製<br />
耐圧部に溶接される溶接事業者検査対象外部<br />
位(*)において、非破壊検査などの方法が規制<br />
[ニッケル基合金]<br />
候補材全般<br />
7 溶接事業者検査<br />
対象外部位の溶<br />
囲<br />
造者や設置者の基準によ<br />
り実施されている。<br />
されて無く、割れなどの溶接欠陥が除去され<br />
ず残留し、それが起因となりき裂が進展する<br />
接欠陥の残存<br />
- 508 -<br />
- 508 -<br />
恐れがある。<br />
(*)φ150 未満の管、孔φ61 以下に取付ける管<br />
台、付着品等の構造部材の耐圧部への溶接部<br />
など<br />
- 508-
表Ⅱ.2.2.2.8-7 加工工程における欠陥、損傷の抽出 (1/3)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
1 冷間加工部の延 [オーステナイト系ステンレス ASME Sec.ⅠPG‐19 の規定の背景には、「オー ASME Sec.ⅠPG‐19 及 伸び率、熱処 ―<br />
性低下、クリー 鋼]<br />
ステナイト系ステンレス鋼、ニッケル基合金 び JIS B 8267(圧力容器の 理<br />
設計←ASME と同じ)に<br />
は、オーステナイト系ス<br />
の冷間加工では、ある使用温度以上で伸び率<br />
15%又は 20%以上の冷間加工部は延性の低下<br />
304H,316H 等<br />
[ニッケル基合金]<br />
プ低下、材料欠<br />
陥(割れ、しわな<br />
テンレス鋼、ニッケル基<br />
合金(固溶強化型)の限界<br />
やクリープ゚強度の低下を生じ、特に応力集中<br />
の部位には早い時期に低下の現象が顕著に現<br />
NCF800HBN 等<br />
ど)<br />
伸び率に対する成形後の<br />
熱処理規定がある。<br />
れる」とある。これは、冷間加工時の過大な<br />
延びによる原子配列の滑りが生じ、粒界に微<br />
細な剥離が生じることによる。<br />
焼きなまし [22]<br />
双晶粒界は、ある結晶面<br />
に関して隣り合う2つに<br />
冷間加工後の焼きなましを実施しない場合に<br />
は、SCC が生じやすい。これは、ニッケル基<br />
[ニッケル基合金]<br />
[オーステナイト系ステンレス<br />
2 冷間塑性加工部<br />
の粒内型SCC<br />
結晶が鏡面対称の関係に<br />
なっており、通常の粒界<br />
合金、オーステナイト系ステンレス鋼、胴な<br />
どを冷間加工し焼なますと、双晶粒界と呼ば<br />
鋼]<br />
- 509 -<br />
- 509 -<br />
と比較として原子配列の<br />
乱れが少ないため、不純<br />
れる特別な粒界が多く観察されるが、焼きな<br />
ましが行われない場合は双晶粒界の割合が少<br />
物の偏析、粒界腐食、粒<br />
界破壊などが発生しにく<br />
ないことによる。<br />
いという性質を持つ。<br />
減面率 [23]<br />
[24]<br />
SUS316 での減面率と硬<br />
度の関係を調査した結<br />
冷間塑性加工(圧延部)の影響を調べた結果、<br />
減面率 30%以上で粒界に微細な剥離が生じ<br />
[オーステナイト系ステンレス<br />
鋼]<br />
3 冷間塑性加工部<br />
の粒内型SCC<br />
果、細粒強化硬さは、減<br />
面率 30%を超えると飽<br />
SCC の感受性が高まる。き裂発生は粒内型<br />
SCC で、き裂は粒界割れを呈し、すべり線状<br />
SUS304,SUS316,<br />
SUS316L<br />
和する。<br />
の模様が観察されている。冷間加工方位はき<br />
裂進展速度にも影響している。<br />
- 509-
表Ⅱ.2.2.2.8-7 加工工程における欠陥、損傷の抽出 (2/3)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
[17]<br />
[25]<br />
焼きなまし、<br />
伸び率<br />
AD700、COMTES700 の<br />
プロジェクトにおいて、<br />
Inconel617 の加工硬化性は高いが、冷間加工は<br />
可能な材料である。但し冷間加工を行う際に<br />
[ニッケル基合金]<br />
Inconel617、<br />
4 クリープ強度低下、<br />
延性低下<br />
Alloy617mod などの材料<br />
について、冷間加工性の<br />
は、加工後の焼きなましを行なわないと硬化<br />
が生じクリープ゚破断強度、屈曲延性などが低<br />
Alloy617<br />
実証調査を行った。その<br />
結果、冷間加工の作業性<br />
下する。最良の特性を求めるならば、結晶細<br />
粒化の状態で冷間加工を行ったが良く、煩雑<br />
は特に問題が無かった。<br />
尚、伸び率 10%を超える<br />
に焼きなまし(1038℃)使用を行うことである。<br />
通常 Alloy617 は、固溶化処理(2150F(1176℃))<br />
為に冷間加工後に熱処理<br />
を行っている。<br />
をされた状態で使用され、その状態は最良の<br />
クリープ破断強度、屈曲延性を示す。熱間成<br />
形特性においては、重度な成形加工は 1850F°<br />
(1010℃)~2200F(1204℃)、軽度な成形加工作<br />
業は 1700F(927℃)での成形加工が望ましい。<br />
- 510 -<br />
- 510 -<br />
温度、絞り値 [3]<br />
HR6W は、Alloy617 より<br />
良好な熱間加工特性を有<br />
熱間塑性加工時の温度、絞り値が不適切な場<br />
合、材料欠陥(延性破壊)が生じる。同じニッケ<br />
[ニッケル基合金]<br />
HR6W、Alloy617<br />
[オーステナイト系ステンレス<br />
鋼]<br />
5 熱間塑性加工部<br />
の材料欠陥(割<br />
している。候補材の曲げ、<br />
絞りの熱間加工の際に<br />
ル基合金であっても次の通り各材料にて高温<br />
での延性が相異しており熱間加工時には注意<br />
れ)<br />
は、熱間加工特性を十分<br />
評価しておく必要があ<br />
を要する。ニッケル基合金候補材の熱間加工<br />
性を評価するため、グリーブル試験後の絞り<br />
SUS316H<br />
る。<br />
値から試験温度で整理した結果、HR6W は、<br />
1000~1200℃の熱間延性はほぼ SUS316H と<br />
同等な延性を有しているが、Alloy617 は両合<br />
金に比較して著しく低延性であった。<br />
- 510-
表Ⅱ.2.2.2.8-7 加工工程における欠陥、損傷の抽出 (3/3)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
― [7]<br />
[26]<br />
候補材に選んだニッケル<br />
基合金は、現行材の多く<br />
機械加工の機械的エネルギーで発生した塑性変形<br />
型による表面の格子欠陥の乱れや増加、結晶<br />
[ニッケル基合金]<br />
SAVE12、HR6W、<br />
6 機械加工面(開<br />
先部)の残留応<br />
の固溶強化型合金の機械<br />
加工特性(適度に困難な<br />
粒の変形、微細化などの変質層により、溶接<br />
欠陥の要因となる可能性がある。<br />
Inconel740、<br />
Haynes230、<br />
力、組織変化を<br />
起因とする溶接<br />
部類)に似ている。従来の<br />
ニッケル基合金と同じ方<br />
一般的に機械加工による加工変質層の深さは<br />
最大 400μm 見込めば良く、溶接の溶け込み<br />
Super304H、<br />
CCA617<br />
欠陥<br />
式を使用して機械加工で<br />
きる。<br />
深さより十分小さい為、特に除去する必要は<br />
ないと言われている。<br />
[26]<br />
[27]<br />
熱切断面(開<br />
先面)の除去<br />
相変態については、ニッ<br />
ケル合金は、加工誘起マル<br />
熱切断(プラズマ切断、アークガウジング等)による熱<br />
エネルギーで発生した残留応力、組織変化(酸化/<br />
[ニッケル基合金]<br />
全般、[オーステナイト系<br />
7 熱切断面(開先<br />
部)の残留応力、<br />
テンサイト変態しないので、問<br />
題はない。<br />
窒化物、浸炭、硬化)、熱き裂などの変質層に<br />
より溶接欠陥の要因となる可能性がある。<br />
ステンレス鋼]全般<br />
組織変化を起因<br />
とする溶接欠陥<br />
-511-<br />
- 511 -<br />
―<br />
角部、端部の<br />
仕上げ<br />
角部、端部の他に、溶接<br />
部の割れ、溶込み不良、<br />
管に接続されるノズルなどの内側の角部、端<br />
部がシャープな部分、又は溶接仕上げ不良部<br />
[ニッケル基合金]<br />
全般<br />
8 角部、端部、仕<br />
上げ不良部の疲<br />
アンダーカット、オーバラップなど<br />
の溶接欠陥も応力集中が<br />
には、応力集中が生じる。応力集中部が存在<br />
すると、局所的に塑性変形を生じたり、繰返<br />
労強度低下によ<br />
る割れ<br />
しやすい部分である。<br />
し荷重が掛かる場合、疲労による破断に至る。<br />
―<br />
扁平率(真円<br />
度)<br />
容器の胴の真円度につい<br />
ては、各規格共ほぼ同じ<br />
容器胴の真円度の仕様規定はあるが、管類に<br />
ついては無く、扁平が大きいものについては<br />
[ニッケル基合金]<br />
[オーステナイト系ステンレス<br />
9 管の扁平による<br />
応力過大<br />
であり現行通りで問題な<br />
いと考える<br />
許容応力値を超える応力が生じ、疲労破壊に<br />
つながる恐れがある。<br />
鋼]、[新・高 Cr フェ<br />
ライト系鋼]<br />
食違い量 ―<br />
食違い量、勾配等の火技<br />
解釈の適正さについて評<br />
突合せ継手面の食違い量、厚さが異なる場合<br />
の中心線のずれ、又は勾配が大きくなるに連<br />
[ニッケル基合金]<br />
[新・高 Cr フェライト<br />
10 継手部の食違<br />
い、勾配などに<br />
価しておく必要がある。<br />
れて応力は増加する。<br />
系鋼]<br />
よる応力過大<br />
- 511-
表Ⅱ.2.2.2.8-8 熱処理工程における欠陥、損傷の抽出 (1/1)<br />
No. 欠陥/損傷名 対象材料 発生要因 補足事項 影響因子 参考文献<br />
1 熱処理不良によ [ニッケル基合金] ニッケル基合金の熱伝導率は、炭素鋼に比べ 各金属の熱伝導率 加熱速度、均 [28]<br />
り材質改善不足 Alloy740<br />
劣るため、従来の局部溶接後熱処理時の加熱 [W/(m・℃]を以下に示す。 熱幅、保持温<br />
度<br />
[ASME SecⅡ.PartD Table<br />
TCD より 400℃の場合]<br />
速度、均熱幅、保持時間では、内外面の温度<br />
差が生じ、加熱不足による材質改善(じん性回<br />
(軟化不足、延<br />
性、じん性低下<br />
・炭素鋼(Gr.A):44.9<br />
・2%Cr 鋼(Gr.C):36.8<br />
復等)効果が不足する可能性がある。<br />
等)<br />
・9%Cr 鋼(Gr.F):27.9<br />
・18%Cr-8Ni(Gr.J):20.8<br />
・Ni 基合金<br />
(Gr.N06002):16.9<br />
[6]<br />
[29]<br />
入熱量、残留<br />
応力、拘束<br />
特に析出強化型の<br />
IN718、IN263 には析出物<br />
ニッケル基合金は 550~750℃(Alloy740 は<br />
800℃)付近に延性低下する現象があり、残留<br />
2 再熱割れ [ニッケル基合金]<br />
Alloy740、IN740、<br />
IN718、IN263<br />
- 512 -<br />
- 512 -<br />
力、材料の不<br />
純物<br />
(低融点化合物)が生じ延<br />
性低下が生じやすい。<br />
応力や拘束力が大きいと熱処理による再熱割<br />
れ(延性低下割れ)が生じやすい。<br />
- 512-
- 513 -<br />
表Ⅱ.2.2.2.8-9(a) アンダーカットの深さに対する疲労試験 [30]<br />
・疲労試験条件<br />
①供試鋼板<br />
中・常温圧力容器用炭素鋼板 JIS-G118-SGV410<br />
板厚は、16㎜、30㎜、40㎜の3種類<br />
②試験板溶接要領<br />
溶接継手は、突合せ溶接継手の被覆アーク溶接<br />
最終ビードのアンダーカットの再現には、横向き溶接姿勢を採用<br />
溶接施工条件は表Ⅱ.2.2.2.8-9(b)を参照<br />
③試験片<br />
溶接試験板から JIS-Z3103 に準拠した試験片を採取<br />
アンダーカットの深さ測定にはコンパウンド法で実施<br />
(*2):型取り材でアンダーカット部の型取りを実施しその断面により測定する方法<br />
④疲労試験法<br />
疲労試験は、JIS‐Z3103 に準拠<br />
応力比R=0、繰返し周波数f=5 から 10Hz<br />
試験条件は以下による<br />
符<br />
号<br />
板厚<br />
㎜<br />
A 16<br />
B 30<br />
C 40<br />
アンダーカットの深<br />
さ目標値 ㎜<br />
試験片<br />
本数<br />
0.0 7<br />
0.2 7<br />
0.5 8<br />
0.0 6<br />
0.3 3<br />
0.5 8<br />
0.8 6<br />
0.0 6<br />
0.4 4<br />
0.8 6<br />
1.2 6<br />
- 513-<br />
繰返し数<br />
(N)<br />
10 5 ~<br />
2×10 6<br />
10 5 ~<br />
2×10 6<br />
10 5 ~<br />
2×10 6<br />
疲労試験目標条件<br />
応力比<br />
表Ⅱ.2.2.2.8-9(b) アンダーカットの深さに対する疲労試験 [30]<br />
溶接施工条件<br />
- 513 -<br />
繰返し周<br />
波数<br />
試験温度<br />
R=0 5~10Hz 室温大気<br />
中<br />
R=0 5~10Hz 室温大気<br />
中<br />
R=0 5~10Hz 室温大気<br />
中
- 514 -<br />
図Ⅱ.2.2.2.8-1(a) アンダーカットの深さに対する疲労試験 [30]<br />
疲労試験結果:板厚 16 ㎜のS-N曲線<br />
図Ⅱ.2.2.2.8-1(b) アンダーカットの深さに対する疲労試験 [30]<br />
疲労試験結果:板厚 30 ㎜のS-N曲線<br />
- 514-<br />
- 514 -
- 515 -<br />
図Ⅱ.2.2.2.8-1(c) アンダーカットの深さに対する疲労試験 [30] 疲労<br />
試験結果:板厚 40 ㎜のS-N曲線<br />
表Ⅱ.2.2.2.8-9(c) 突合せ溶接継手の疲労強度 [30]<br />
符<br />
号<br />
板厚<br />
t ㎜<br />
アンダーカット深さd ㎜<br />
目標値 実測値*<br />
d/t<br />
目標値 実測値<br />
疲労強度 MPa<br />
応力範囲σR<br />
(Nf=2×10 6)<br />
減少率<br />
%<br />
0.0 0.04 0.000 0.003 180 0<br />
A 16 0.2 0.20 0.013 0.013 160 -11.1<br />
0.5 0.44 0.031 0.028 145 -19.4<br />
0.0 0.00 0.000 0.000 155 0<br />
B 30<br />
0.3<br />
0.5<br />
0.30<br />
0.51<br />
0.010<br />
0.017<br />
0.010<br />
0.017<br />
140<br />
123<br />
-9.6<br />
-20.1<br />
0.8 0.75 0.027 0.025 115 -25.8<br />
0.0 0.00 0.000 0.000 150 0<br />
C 40<br />
0.4<br />
0.8<br />
0.44<br />
0.62<br />
0.010<br />
0.020<br />
0.011<br />
0.016<br />
135<br />
120<br />
-10.0<br />
-20.0<br />
1.2 1.00 0.030 0.025 110 -26.7<br />
(*):疲労試験後疲労き裂部のアンダーカット深さをコンパウンド法で測定した平均値<br />
- 515-<br />
- 515 -
- 516 -<br />
表Ⅱ.2.2.2.8-10(a) 局部溶接後熱処理時の内外面の温度差ΔTrの推定 [28]<br />
・データ解析によるΔTrの回帰式 (ΔTrは加熱中心位置)<br />
元データ<br />
解析解<br />
解析解<br />
解析解<br />
元データ範囲は、R(内径)≦200㎜、t(肉厚)≦55㎜<br />
X=H・t 2 /B 1/2<br />
鋼種<br />
回帰式<br />
炭素鋼 STPT480<br />
ΔTr=1.5E-03X+4.624<br />
火STPA24(2.25Cr-1Mo鋼)<br />
ΔTr=1.70E-03X+10.759<br />
火STPA28(Mod9Cr-1Mo鋼) ΔTr=1.80E-03X+16.189<br />
但し、H:加熱速度(℃/h)、R:管内半径(㎜)、<br />
B:加熱中心からの片側加熱幅(㎜)、t:肉厚(㎜)、<br />
PWHT環境:解析解の場合は、管内面室温状態の静止空気による<br />
表Ⅱ.2.2.2.8-10(b) 局部溶接後熱処理時の内外面の温度差ΔTrの推定 [28]<br />
・上表の回帰式によるΔTr (℃)の算出と熱伝導率[W/(m・℃)]<br />
鋼種<br />
R [㎜]<br />
H<br />
[℃/h]<br />
B [㎜] t<br />
[㎜]<br />
- 516-<br />
X<br />
[=H・t 2 /B 1/2 ]<br />
Group<br />
No.<br />
熱伝導率<br />
[W/(m・℃)]<br />
炭素鋼 STPT480 190 220 150 25 11,227 21.5 A 31.2<br />
火STPA24(2.25Cr-1Mo鋼) 190 220 150 25 11,227 29.8 C 29.1<br />
火STPA28(Mod9Cr-1Mo鋼) 190 220 150 25 11,227 36.4 F 27.0<br />
Ni基合金<br />
(成分は47Ni-22Cr-9Mo-18Fe)<br />
条件<br />
190 220 150 25 11,227 ※44.0 N06002 22.8<br />
※は、図Ⅱ.2.2.2.8-2より、ΔTrと熱伝導率の相関より外挿した。<br />
ΔTr[℃]<br />
熱伝導率 22.8 [W/(m・℃)]時のΔTrは 44.0 [℃]<br />
60.0<br />
50.0<br />
44.0<br />
40.0<br />
30.0<br />
20.0<br />
10.0<br />
22.8<br />
ΔTrと熱伝導率の関係<br />
ΔTr<br />
(℃)<br />
y = -0.2072x 2 + 8.5047x - 42.167<br />
20.0 25.0 30.0 35.0<br />
熱伝導率[W/(m・℃)]<br />
図Ⅱ.2.2.2.8-2 局部溶接後熱処理時の内外面の温度差ΔTrの推定 [28]<br />
- 516 -<br />
ASME SecⅡ.PartD Table<br />
TCDより [700℃の場合]
- 517 -<br />
図Ⅱ.2.2.2.8-3 各合金のグリーブル絞り値 [16]<br />
図Ⅱ.2.2.2.8-4 扁平率の定義<br />
図Ⅱ.2.2.2.8-5(a) 扁平率に対する応力の解析 [31]<br />
- 517-<br />
- 517 -<br />
本図はグリーブル試験(高<br />
温高速引張試験)後の絞<br />
り値を試験温度で整理<br />
したもの<br />
Di max. − Di min.<br />
fe=<br />
×100(%)<br />
Dn<br />
但し、fe :扁平率(真円度)<br />
Dimax :最大内径<br />
Dimin :最小内径<br />
Dn :呼び内径
- 518 -<br />
58<br />
82<br />
図Ⅱ.2.2.2.8-5(b) 扁平率に対する応力の解析 [31]<br />
図Ⅱ.2.2.2.8-5(c) 扁平率に対する応力の解析 [31]<br />
- 518-<br />
- 518 -<br />
57<br />
69
- 519 -<br />
図Ⅱ.2.2.2.8-6 U字曲げ加工管の規定 [JIS G3462 付属書 2]<br />
- 519-<br />
- 519 -
- 520 -<br />
表Ⅱ.2.2.2.8-11 冷間加工の伸び率規定(ASME Sec.Ⅰ PG-19)<br />
- 520-<br />
- 520 -<br />
参考:Ni基合金の標準成分<br />
Grade UNS Number 標準合金成分<br />
600 N06600 72Ni-15Cr-8Fe<br />
601 N06601 60Ni-23Cr-Fe<br />
690 N06690 58Ni-29Cr-9Fe<br />
800 N08800 33Ni-42Fe-21Cr<br />
800H N08810 33Ni-42Fe-21Cr<br />
C-22 N06022 55Ni-21Cr-13.5Mo
表Ⅱ.2.2.2.8-12容器、管の扁平率(真円度)に関る規定の比較<br />
扁平率(真円度)に係る規定<br />
部位<br />
区分<br />
JIS B 8267 ['08]<br />
「圧力容器の設計」<br />
火技解釈 [H19] ASME Sec.Ⅰ,['07] ASME Sec.Ⅲ, [07]<br />
1%以下<br />
(D+50)/200[(D+1250)/200]、又はD/100<br />
のいずれか小さい方[インチにて]<br />
1%以下 1%以下<br />
【補足事項】: 【補足事項】: 【補足事項】: 【補足事項】:<br />
[第6条]円筒形又は同軸円すい形の胴に [PG-80項]断面での最大Dmaxおよび最小 【NB-4221.1項】断面での最大Dmaxおよび [7.1.1項]円筒胴、円すい胴および球形胴<br />
あっては、軸に垂直な同一断面における最 Dminの直径の差は、平均直径Dの1%以下 最小Dminの直径の差は、Dを公称内径とす の直径真円度は、軸に垂直な同一断面での<br />
大内径Dmaxと最小内径Dminとの差は、当該 であること。<br />
れば、(D+50)/200[(D+1250)/200]、又は 設計図に記載された公差なしの内径に対す<br />
断面の基準内径D0の1%以下であること。 ・1%以下:(DmaxーDmin)×100/D D/100のいずれか小さい方(インチ)を超え る最大内径Dmaxと最小内径Dminとの差は、<br />
ないものとする。<br />
内径D0の1%以下とする。 ・<br />
・1%以下:(DmaxーDmin)×100/D0 尚、断面が胴に設けた穴(開口部)通る場 尚、断面が胴に設けた穴(開口部)通る場<br />
合は、その断面の内径の真円度については 合は、その断面の内径の真円度については<br />
内径の許容差1%に2%を加えてもよい。 内径の許容差1%に2%を加えてもよい。<br />
・1%以下:(DmaxーDmin)×100/D 0<br />
容<br />
器<br />
の<br />
胴<br />
容<br />
器<br />
無し 無し 8%以下 無し<br />
【補足事項】: 【補足事項】:<br />
[NB-4223.2]設計上証明したものでない限 1)JIS B 8267 E-5に管の曲げ部に対する<br />
り、成形曲げ後の扁平率は、8%を越えな 扁平率などの規定は無いが、曲げ半径につ<br />
いものとする。<br />
いては、″管の外形の1.5倍以上″とあ<br />
・扁平率%:(DmaxーDmin)×100/D0 る。<br />
(最大外径Dmax、最小外径Dmin、公称外径D0) 2)JIS G 3462「ボイラ・熱交換器用合金鋼<br />
[管の扁平率については、ASME B31.1-104.2に 管」を例に取ると、付属書2にU字曲げ加工<br />
も同様な規定あり]<br />
管(注文者の要求がった場合)について、図<br />
Ⅱ.2.2.2.8-6に示す規定がある。<br />
扁平率(真円度)の規定は無いが、[NB- 扁平率(真円度)の規定は無いが、[付属<br />
2100(SecⅡ,PartD)]に記載の管の寸法 書B]に記載の管の寸法公差(外径、肉<br />
公差については、SecⅡの公差範囲 厚など)ついては、それぞれの材料の<br />
内での注文者の要求公差が加味される JISに規定している。<br />
ケースがある。<br />
- 521 -<br />
- 521 -<br />
曲<br />
げ<br />
部<br />
ー ー<br />
扁平率(真円度)の規定は無いが、[PG-<br />
5]に記載の管の寸法公差(外径、肉厚<br />
など)ついては、それぞれのSec<br />
Ⅱ,PartDに規定している。<br />
扁平率(真円度)の規定は無いが、[第2<br />
条(別表第1)]に記載の管の規格に定め<br />
る寸法公差(外径、肉厚など)により<br />
決まる。<br />
管<br />
―<br />
【補足事項】: 【補足事項】: 【補足事項】:<br />
例えば、[JIS G 3462ボイラ・熱交換器用合 注文者の要求公差がSecⅡの公差内で加味 注文者の要求公差がSecⅡの公差内で加味<br />
金鋼鋼管]より、STBA24,φ267.4,18.2t,冷 されるケースがある。<br />
されるケースがある。<br />
間仕上継目無鋼管の場合の寸法公差は、<br />
外径 -1.6、+0.4㎜、厚さ 0~22%で、通<br />
常、注文者の要求公差が、JISの公差範囲<br />
内で加味される。<br />
直<br />
管<br />
部<br />
- 521-
表Ⅱ.2.2.2.8-13 食違い量の規格の比較<br />
食違い量 [mm]<br />
JIS B 8267['08]<br />
[圧力容器の設計]<br />
(9%ニッケル鋼を除<br />
く)<br />
ASME Sec.Ⅲ,['07]<br />
NB4232<br />
ASME Sec.Ⅰ,['07]<br />
PW33<br />
火技解釈 [H19]<br />
第122条、第140条<br />
t:母材の厚さ<br />
[mm]<br />
継手区分<br />
t/4 t/4<br />
t/4(最大3)、又は1<br />
のいずれか大きい値<br />
t≦13<br />
t/4(最大3.5)<br />
13
表Ⅱ.2.2.2.8-14(a) 溶接後熱処理条件に関る規定の比較 [保持時間、加熱及び冷却速度]<br />
溶接部の厚さに応じた保持時間(H:時間)<br />
加熱及び冷却速度 [℃/H]<br />
厚さが<br />
125mm<br />
を超える<br />
場合<br />
厚さが<br />
50mm<br />
を超え<br />
125mm<br />
以下の<br />
場合<br />
厚さが<br />
12.5mm を超<br />
え 50mm<br />
以下の場合<br />
厚さが<br />
12.5mm<br />
以下の<br />
場合<br />
温度<br />
範囲<br />
℃<br />
対象<br />
となる<br />
母材<br />
規格<br />
別表第 22 溶接後熱処理の方法<br />
温度 425℃以上の領域において、加熱する場合の速<br />
さは1時間につき次のイの計算式により計算した<br />
温度差(220℃を超える場合は 220℃)以下、冷却する<br />
場合の速さは1時間につき次のロの計算式により<br />
計算した温度差(275℃)以下であること。但し温度<br />
差が 55℃未満の場合であって、容器又は管が著し<br />
い熱応力による損傷を受けるおそれがないときに<br />
は、1時間につき温度差を 55℃とすることができ<br />
る。<br />
イ.R=220×(25/T)<br />
ロ.R=275×(25/T)<br />
R は、温度差(℃を単位とする)<br />
Tは、母材の厚さ(㎜)<br />
P-1,3の場合は、<br />
2+{(t-50)/100}<br />
以上、<br />
P-4,5,6,7及び<br />
9A,9Bの場合は<br />
2+{(t-125)/100}<br />
以上、<br />
11A,11Bの場合は<br />
t/25以上<br />
P-1,3の場合は<br />
2+{(t-50)/100}<br />
以上<br />
t/25 以上<br />
0.5 以上<br />
P-1,3以外の<br />
場合はt/25以<br />
上<br />
別<br />
表<br />
第<br />
21<br />
の<br />
通<br />
り<br />
別表第<br />
9母材<br />
の区分<br />
に掲げ<br />
る<br />
P-1,3,4,5<br />
,6,7,9A,<br />
9B,11A,<br />
11B<br />
火<br />
技<br />
解<br />
釈<br />
- 523 -<br />
- 523 -<br />
・Sec.Ⅰ PW-39<br />
保持温度まで徐々に加熱し、、規定の時間保持し、<br />
427℃以下の温度までは徐々に冷却すること。<br />
・Sec.Ⅷ UCS-56<br />
温度 426℃以上の領域において、加熱速度[℃/H]<br />
は、222×(25/T)で算出した値以下で最低 222[℃<br />
/H]以下、冷却速度[℃/H]は、277×(25/T)で算出<br />
した値以下で最低 277[℃/H]以下であること。<br />
P-1,3の場合は<br />
2+{(t-50)/100}<br />
以上、<br />
P-4,5A,5B,6,及び<br />
7の場合は<br />
2+{(t-125)/100}<br />
以上、<br />
10Iの場合は<br />
t/25以上<br />
P-1,3の場合は、<br />
2+{(t-50)/100}<br />
以上<br />
同 左<br />
t/25 以上<br />
最低 15 分<br />
以上<br />
Sec<br />
Ⅰ<br />
の<br />
場<br />
合<br />
は<br />
PW-<br />
39<br />
の<br />
通<br />
り<br />
ASME<br />
の母材<br />
区分に<br />
掲げる<br />
P-1,3,4,5<br />
A,5B,6,7<br />
,10I<br />
ASME<br />
Sec.Ⅰ,<br />
Ⅲ , Ⅷ<br />
[‘08]<br />
P-1,3以外の<br />
場合はt/25以<br />
上<br />
P-5B の場合<br />
は、最低 30<br />
分<br />
- 523-
- 524 -<br />
規格<br />
表Ⅱ.2.2.2.8-14(b) 溶接後熱処理条件に関る規定の比較 [均熱、又は加熱幅]<br />
火技解釈 別表第 22 溶接後熱処理の方法<br />
ASME<br />
Sec.Ⅰ,Ⅲ,<br />
Ⅷ [‘08]<br />
ASME<br />
Sec.B31.1<br />
[‘08]<br />
EN/BS<br />
2633<br />
JIS<br />
B 8266<br />
JIS<br />
B 8267<br />
加熱幅、又は均熱幅(*) [局部溶接後熱処理を行う場合]<br />
(*):均熱幅、加熱幅については図Ⅱ.2.2.2.8-7 に示す。<br />
イ.容器(管寄せを除く)については、溶接部の最大幅の両側にそれぞれ溶接部の母材の<br />
厚さの 3 倍以上の幅<br />
ロ.管寄又は管については、溶接部の最大幅の両側にそれぞれ開先幅の 3 倍以上で、か<br />
つ、余盛り幅の2倍以上の幅<br />
[注:火技解釈は、“均熱幅”で規定]<br />
[参考:ロの規定は、元々ASME Sec.Ⅰの規定に基づいたものであったが、ASME では<br />
’01 年版で寸法的な規定が削除された]<br />
容器については、溶接止端部から母材の厚さか2in.(50.8 ㎜)の小さい方と規定<br />
管については、寸法的な規定はなく、継手全体をムラなく加熱することと規定<br />
[注:ASME Ⅰ,Ⅲ,Ⅷは、“均熱幅”で規定]<br />
管については、溶接部を中心にして溶接部の厚さの 3 倍以上(中心から片側に厚さの<br />
1.5 倍以上)<br />
容器は本規格の適用外<br />
[注:ASME B31.1 は、“均熱幅”で規定]<br />
溶接部中心から 2.5(Rt) 0.5<br />
R:管内径、t:厚み<br />
[注:EN は、“加熱幅”で規定]<br />
溶接部の中心から母材の厚さの 6 倍以上、周継手では溶接止端部から母材の厚さの 2 倍<br />
(管なので、内側の計測が困難な場合は 3 倍)以上としてもよい<br />
[注:B8266 は、“加熱幅”で規定]<br />
溶接止端部から母材の厚さか 50 ㎜の小さい方<br />
[注:B8267 は、“均熱幅”で規定]<br />
加熱幅とは、各規定共、ニクロム線ヒータや誘導コイルなど加熱源により加熱される領域Bを指す。<br />
均熱幅とは、ASME 等他の規格では、加熱源により加熱され、温度が規定の保持温度以上に達している<br />
領域Bu(均一温度領域)を指す。<br />
火技解釈では、加熱源により加熱され、温度が規定の保持温度以上に達しており、目標温度に対して 25℃<br />
の以内である領域Bu(均一温度領域)を指す。<br />
図Ⅱ.2.2.2.8-7 局部溶接後熱処理の加熱幅、均熱幅<br />
- 524-<br />
- 524 -
- 525 -<br />
・表.2.2.2.8-8(a)の回帰式によるΔTr (℃)の算出と熱伝導率[W/(m・℃]<br />
R [㎜]<br />
H<br />
B [㎜]<br />
[℃/h]<br />
t<br />
[㎜]<br />
X<br />
[=H・t 2 /<br />
B 1/2 表Ⅱ.2.2.2.8-15 局部溶接後熱処理時の内外面の温度差ΔTrの推定<br />
鋼種<br />
炭素鋼 STPT480 190<br />
条件<br />
220 300 25<br />
]<br />
7,939<br />
ΔTr<br />
(℃)<br />
16.5<br />
ASME SecⅡ.PartD Table<br />
TCDより [700℃の場合]<br />
Group 熱伝導率<br />
No. [W/(m・℃)]<br />
A 31.2<br />
火STPA24(2.25Cr-1Mo鋼) 190 220 300 25 7,939 24.3 C 29.1<br />
火STPA24(Mod9cr-1Mo) 190 220 300 25 7,939 30.5 F 27.0<br />
190 220 300 25<br />
※<br />
7,939 38.4 N06002 22.8<br />
Ni基合金<br />
(成分は47Ni-22Cr-9Mo-18Fe)<br />
※は、図Ⅱ.2.2.2.8-8より、ΔTrと熱伝導率の相関より外挿した。<br />
ΔTr[℃]<br />
熱伝導率 22.8 [W/(m・℃)]ときのΔTrは 38.4 [℃]<br />
60.0<br />
50.0<br />
40.0<br />
38.4<br />
30.0<br />
20.0<br />
10.0<br />
ΔTrと熱伝導率の関係<br />
- 525-<br />
y = -0.1699x 2 + 6.5698x - 23.021<br />
20 22.8 25 30 35<br />
熱伝導率[W/(m・℃)]<br />
図Ⅱ.2.2.2.8-8 局部溶接後熱処理時の内外面の温度差ΔTrの推定<br />
表Ⅱ.2.2.2.8-13 の場合の加熱幅 B から<br />
均熱幅 Bu の換算<br />
・加熱幅 B 300 mm<br />
・均熱幅(均一温度領域)Bu mm<br />
・内半径R 95 mm<br />
・厚さt 25mm<br />
・近似式 y=0.7745x+0.7951<br />
・x=B/(Rt) 0.5<br />
・y=Bu/t≒5.56<br />
・Bu≒140mm<br />
図Ⅱ.2.2.2.8-9 加熱幅と均熱幅との相関 [28]<br />
- 525 -
- 526 -<br />
【算出事例】<br />
条件<br />
(開先は右図<br />
に示す)<br />
火技解釈<br />
ASME<br />
(容器を適<br />
用)<br />
EN<br />
表Ⅱ.2.2.2.8-16 各規格における均熱幅の比較<br />
厚み:t [㎜] 25.0<br />
開先幅:G [㎜] 24.8<br />
余盛り幅(開先幅+12㎜とした):W [㎜] 36.8<br />
内半径:R [㎜] 95.0<br />
開先幅の3倍以上:BL1=G*3[mm] 74.4<br />
余盛り幅の2倍以上:BL2 =W*2[mm] 73.6<br />
溶接止端部からBL1又はBL2の大きい方:BL[mm] 74.4<br />
溶接部中心からの均熱範囲:Bu=W/2+BL[mm] 92.8<br />
溶接止端部から母材の厚さ(t)か2in.(50.8)の<br />
小さい方: BL[mm]<br />
溶接部中心からの均熱範囲:Bu=W/2+BL<br />
[mm]<br />
溶接部中心からの加熱範囲:B=2.5(Rt) 0.5<br />
[㎜]<br />
上記Bの加熱範囲から均熱範囲への換算(*):<br />
Bu[mm]<br />
- 526-<br />
25.0<br />
43.4<br />
121.8<br />
1.熱処理の方法<br />
(1)全体を2回以上に分けて炉内に入れる場合は、加熱部の重なりを1500㎜以上とし、かつ炉外に出る<br />
部分の温度こう配が材質に有害とならないように保温すること。この場合において加熱される部分と<br />
の境界線上に管台その他の構造上の不連続があってはならない。<br />
(2)炉内に入れる場合、炉内から取り出す場合における炉内の温度は、425℃未満であること。<br />
2.加熱及び冷却の方法<br />
(1)温度425℃以上の領域において、加熱する場合の速さは1時間につき次のイの計算式により計算し<br />
た温度差(220℃を超える場合は220℃)以下、冷却する場合の速さは1時間につき次のロの計算式によ<br />
り計算した温度差(275℃)以下であること。但し温度差が55℃未満の場合であって、容器又は管が著し<br />
い熱応力による損傷を受けるおそれがないときには、1時間につき温度差を55℃とすることができ<br />
る。<br />
イ.R=220×(25/T)<br />
ロ.R=275×(25/T)<br />
Rは、温度差(℃を単位とする)<br />
Tは、母材の厚さ(㎜)<br />
(2)加熱又は冷却されるものの表面上の任意の2点であって、相互間の距離が4500㎜以下のものの温度<br />
差は、140℃以下であること。<br />
68.3<br />
表Ⅱ.2.2.2.8-17 火技解釈 別表第22 溶接後熱処理の方法(抜粋)<br />
- 526 -
- 527 -<br />
表Ⅱ.2.2.2.8-18 ASME PG-20 Gr.23,Gr.91.Gr.92 の冷間加工後熱処理規定(案) [32]<br />
・PG-20.1 Gr.23 Cold Forming Rule<br />
Cold Forming Strain ε(%) ε>20 20≧ε>5 ε≦5<br />
Service or<br />
Exposed<br />
Temp.,T(℃)<br />
T20 20≧ε>5 ε≦5<br />
Service or<br />
Exposed<br />
Temp.,T(℃)<br />
T
- 528 -<br />
表Ⅱ.2.2.2.8-19 冷間加工の最大伸び率及び冷間加工後熱処理温度の規定[案](1/4)<br />
(1)第 6 条(容器の胴)、第 8 条(容器の鏡板)、及び第 12 条(管及び管台)への新規追加[案]<br />
火技解釈 条項 追 加 内 容<br />
第 6 条(容器の胴) (1~6 項は現行火技解釈の通り)<br />
7 別表第 33 に掲げる材料で作られた容器の胴の冷間加工された部位に<br />
あって、同表に規定する最大伸び率を超えるものについては、同表に規<br />
定する熱処理を行ったものであること。<br />
第 8 条(容器の鏡板) (1~4 項は現行火技解釈の通り)<br />
5 別表第 33 に掲げる材料で作られた容器の鏡の冷間加工された部位に<br />
あって、同表に規定する最大伸び率を超えるものについては、同表に規<br />
定する熱処理を行ったものであること。<br />
第 12 条(管及び管台) (1~6 項は現行火技解釈の通り)<br />
7 別表第 33 に掲げる材料で作られた管又は管台の冷間加工された部位<br />
にあって、同表に規定する最大伸び率を超えるものについては、同表に<br />
規定する熱処理を行ったものであること。<br />
(2)別表第 33 冷間加工の最大伸び率及び冷間加工後熱処理温度(第 6 条、第 8 条、第 12 条関係)<br />
の新規追加[案]<br />
①オーステナイト系ステンレス鋼の最大伸び率及び冷間加工後熱処理温度[案]<br />
区<br />
分<br />
材料<br />
[代表例]<br />
設 計温 度<br />
(℃)<br />
最大伸び率<br />
(%)<br />
冷間加工後熱処理の下限温度<br />
(℃)(※1)(※2)<br />
[最大伸び率を超えるものに実施する]<br />
SUS304TP<br />
SUS304TB<br />
580 を超え 675 以下<br />
675 を超えるもの<br />
20<br />
10<br />
1,040<br />
SUS304HTP<br />
SUS304HTB<br />
580 を超え 675 以下<br />
675 を超えるもの<br />
20<br />
10<br />
1,040<br />
オ<br />
ー<br />
ス<br />
テ<br />
ナ<br />
イ<br />
ト<br />
系<br />
ス<br />
SUS309TP<br />
SUS309TB<br />
SUS310S<br />
SUS316TP<br />
SUS316TB<br />
SUS316HTB<br />
SUS316HTP<br />
580 を超え 675 以下<br />
675 を超えるもの<br />
580 を超え 675 以下<br />
675 を超えるもの<br />
580 を超え 675 以下<br />
675 を超えるもの<br />
580 を超え 675 以下<br />
675 を超えるもの<br />
20<br />
10<br />
20<br />
10<br />
20<br />
10<br />
20<br />
10<br />
1,095<br />
1,095<br />
1,040<br />
1,040<br />
テ<br />
ン<br />
レ<br />
ス<br />
鋼<br />
SUS321TP<br />
SUS321TB<br />
SUS321HTP<br />
SUS321HTB<br />
540 を超え 675 以下<br />
675 を超えるもの<br />
540 を超え 675 以下<br />
675 を超えるもの<br />
15(※3)<br />
10<br />
15(※3)<br />
10<br />
1,095<br />
1,095<br />
SUS347TP<br />
SUS347TB<br />
540 を超え 675 以下<br />
675 を超えるもの<br />
15<br />
10<br />
1,040<br />
SUS347HTP<br />
SUS347HTB<br />
540 を超え 675 以下<br />
675 を超えるもの<br />
15<br />
10<br />
1,095<br />
(A-USC 候補材:<br />
Sanicro25,HR3C 等)<br />
○○を超え○○以下<br />
○○を超えるもの<br />
○○<br />
○○<br />
○○○○<br />
- 528-<br />
- 528 -
- 529 -<br />
表Ⅱ.2.2.2.8-19 冷間加工の最大伸び率及び冷間加工後熱処理温度の規定[案](2/4)<br />
※1 保持時間は、次による。また、熱処理温度からの冷却速度は適正なものであること。<br />
保持時間(分)=20×t/25 以上、但し、最小保持時間は、10 分間以上とする。<br />
※2 上限温度は、表に示す下限の温度の+85℃までとする。ただし、SUS347TP/TB、<br />
SUS347HTP/HTB は+140℃までとする。<br />
※3 外径89 ㎜以下の管の場合は、20%とする。<br />
②ニッケル基合金の最大伸び率及び冷間加工後熱処理温度[案]<br />
区<br />
分<br />
ニ<br />
ッ<br />
ケ<br />
ル<br />
基<br />
合<br />
金<br />
材料<br />
[代表例]<br />
設 計温 度<br />
(℃)<br />
最大伸び率<br />
(%)<br />
- 529-<br />
冷間加工後熱処理の下限温度<br />
(℃)(※1)(※2)<br />
[最大伸び率を超えるものに実施する]<br />
NCF600TP<br />
NCF600TB<br />
580 を超え 650 以下<br />
650 を超えるもの<br />
20<br />
10<br />
1,040<br />
NCF690TP<br />
NCF690TB<br />
580 を超え 650 以下<br />
650 を超えるもの<br />
20<br />
10<br />
1,040<br />
NCF800TP<br />
NCF800TB<br />
595 を超え 675 以下<br />
675 を超えるもの<br />
15<br />
10<br />
980<br />
NCF800HTP<br />
NCF800HTB<br />
595 を超え 675 以下<br />
675 を超えるもの<br />
15<br />
10<br />
1,120<br />
(A-USC 候補材: ○○を超え○○以下 ○○<br />
CCA617,Haynes230,<br />
Inco740 等)<br />
○○を超えるもの ○○<br />
○○○○<br />
※1 保持時間は、次による。また、熱処理温度からの冷却速度は適正なものであること。<br />
保持時間(分)=20×t/25 以上、但し、最小保持時間は、10 分間以上とする。<br />
※2 上限温度は、表に示す下限の温度の+85℃までとする。<br />
- 529 -
- 530 -<br />
表Ⅱ.2.2.2.8-19 冷間加工の最大伸び率及び冷間加工後熱処理温度の規定[案](3/4)<br />
(3) 高強度フェライト系耐熱鋼の最大伸び率及び冷間加工後熱処理温度[案]<br />
材料<br />
[代表例]<br />
火 STPA24J1<br />
火 STBA24J1<br />
火 STPA28<br />
火 STBA28<br />
火 STPA29<br />
火 STBA29<br />
(A-USC 候補材:<br />
NF616,SAVE12,<br />
HCM12A 等)<br />
設計温度<br />
(℃) 伸び率 5(%)<br />
以下の場合<br />
- 530-<br />
冷間加工後熱処理温度(℃)<br />
伸び率 5(%)<br />
を超え<br />
20(%)以下<br />
の場合<br />
伸び率<br />
20(%)を超<br />
え 30(%)以<br />
下の場合<br />
伸び率<br />
30(%)を超<br />
える場合<br />
480 未満 (不要) (不要) (不要) (不要)<br />
480 以上 705 以下 (不要) (不要)<br />
705 を超えるもの (不要)<br />
1,040 以上<br />
1,080 以下で<br />
焼ならし後<br />
730 以上<br />
775 以下で<br />
焼き戻し<br />
1,040 以上<br />
1,080 以下で<br />
焼ならし後<br />
730 以上<br />
775 以下で<br />
焼き戻し<br />
1,040 以上<br />
1,080 以下で<br />
焼ならし後<br />
730 以上<br />
775 以下で<br />
焼き戻し<br />
1,040 以上<br />
1,080 以下で<br />
焼ならし後<br />
730 以上<br />
775 以下で<br />
焼き戻し<br />
1,040 以上<br />
1,080 以下で<br />
焼ならし後<br />
730 以上<br />
775 以下で<br />
焼き戻し<br />
538 未満 (不要) (不要) (不要) (不要)<br />
538 以上 600 未満 (不要)<br />
600 以上 (不要)<br />
730 以上<br />
775 以下<br />
730 以上<br />
775 以下<br />
730 以上<br />
775 以下<br />
1,040 以上<br />
1,080 以下で<br />
焼ならし後<br />
730 以上<br />
775 以下で<br />
焼き戻し<br />
1,040 以上<br />
1,080 以下で<br />
焼ならし後<br />
730 以上<br />
775 以下で<br />
焼き戻し<br />
1,040 以上<br />
1,080 以下で<br />
焼ならし後<br />
730 以上<br />
775 以下で<br />
焼き戻し<br />
538 未満 (不要) (不要) (不要) (不要)<br />
538 以上 600 未満 (不要)<br />
600 以上 (不要)<br />
730 以上<br />
775 以下<br />
730 以上<br />
775 以下<br />
730 以上<br />
775 以下<br />
1,040 以上<br />
1,080 以下で<br />
焼ならし後<br />
730 以上<br />
775 以下で<br />
焼き戻し<br />
1,040 以上<br />
1,080 以下で<br />
焼ならし後<br />
730 以上<br />
775 以下で<br />
焼き戻し<br />
1,040 以上<br />
1,080 以下で<br />
焼ならし後<br />
730 以上<br />
775 以下で<br />
焼き戻し<br />
600 未満 ○○ ○○ ○○ ○○<br />
600 以上 ○○<br />
- 530 -<br />
○○以上<br />
○○以下<br />
○○以上<br />
○○以下で<br />
焼ならし後<br />
○○以上<br />
○○以下で<br />
焼き戻し<br />
○○以上<br />
○○以下で<br />
焼ならし後<br />
○○以上<br />
○○以下で<br />
焼き戻し
- 531 -<br />
表Ⅱ.2.2.2.8-19 冷間加工の最大伸び率及び冷間加工後熱処理温度の規定[案](4/4)<br />
(4) 伸び率<br />
板から加工された円筒殻の場合<br />
(円すい胴の場合の長手断面上の<br />
曲げ部の伸び率は以下の(2)項に<br />
よるものとする)<br />
50t<br />
⎛ R f ⎞<br />
伸び率 (%) =<br />
⎜<br />
⎜1−<br />
⎟<br />
R f ⎝ R0<br />
⎠<br />
板から加工された半球、又は皿型鏡<br />
などの場合 ⎟ 75t<br />
⎛ R f ⎞<br />
伸び率 (%) =<br />
⎜<br />
⎜1−<br />
R f ⎝ R0<br />
⎠<br />
曲がり管の場合<br />
管のフレア、スエージ、又はアップセット加工の場合<br />
次の計算式で算出された伸び率のうち、最も大きいもの<br />
円周方向伸び<br />
(外径基準による)<br />
円周方向伸び<br />
(内径基準による)<br />
軸方向伸び<br />
半径方向伸び<br />
(備考)<br />
100r<br />
t0 − t min<br />
伸び率 (%) = 、又は、伸び率 (%) = のうち大きい方<br />
R<br />
t<br />
D − Df<br />
伸び率 (%) = × 100<br />
D<br />
d − d f<br />
伸び率 (%) = × 100<br />
d<br />
L − L f<br />
伸び率 (%) = × 100<br />
L<br />
t − t f<br />
伸び率 (%) = × 100<br />
t<br />
R:管中心線の公称曲げ半径<br />
Rf:加工後の平均半径(鏡の場合は曲げ半径が最小となるところ) R0:加工前の平均半径(平板の場合は無限大とする) r:管の公称外半径<br />
t:加工前の公称厚さ<br />
t0:加工前の平均測定厚さ t min:曲げ加工部の背側の最小測定厚さ<br />
D:管の加工前外径<br />
Df:管の加工後外径<br />
d:管の加工前内径<br />
df:管の加工後内径<br />
L:管のフレア、スエージ、又はアップセット加工における定積加工域の加工前の長さ<br />
Lf:管のフレア、スエージ、又はアップセット加工における定積加工域の加工後の長さ<br />
tf:加工後の公称厚さ<br />
参考:フレア、スエージ、又はアップセット加工の概略図を図Ⅱ.2.2.2.8-10 に示す。<br />
- 531-<br />
- 531 -<br />
0
- 532 -<br />
スエージ加工<br />
L<br />
t<br />
Lf Lf<br />
tf<br />
d D<br />
管 加工前 フレア加工<br />
Lf<br />
アップセット加工(内径合せ)<br />
tf<br />
df Df<br />
df Df<br />
は、V(加工前の体積)=Vf(加工後の体積)を示す。<br />
図Ⅱ.2.2.2.8-10 [参考図]フレア、スエージ、又はアップセット加工の概略図<br />
- 532-<br />
- 532 -<br />
df<br />
tf<br />
アップセット加工(外径合せ)<br />
Lf<br />
tf<br />
df<br />
df<br />
tf<br />
Df<br />
Df<br />
アップセット加工(内外径変化)<br />
Lf<br />
Df
- 533 -<br />
表Ⅱ.2.2.2.8-20 真円度(扁平率)の規定[案]<br />
火技解釈 条項 追 加 内 容<br />
第 12 条(管及び管台) (1~6 項は現行火技解釈の通り)<br />
(7 項は表Ⅱ.2.2.2.8-19(1)に示す第 12 条[案])<br />
8 次の各号に掲げる管にあっては、最大内径と最小内径の差は、次の各<br />
号によること。<br />
一 水管、過熱管、再熱器管などの蒸発管の曲げ加工部にあっては、管<br />
の中心線に直角な断面における最大内径と最小内径の差は、当該断面<br />
の 8%以下であること。<br />
二 前項に掲げるもの以外の長手継手を有する管にあっては、管の中心<br />
線に直角な断面における最大内径と最小内径の差は、当該断面の 1%<br />
以下であること。<br />
表Ⅱ.2.2.2.8-21 溶接後熱処理に関る規定の検討課題<br />
検討課題 検討内容 関連する火技解釈の条項<br />
①溶接後熱処理の Inco740 等は溶接後熱処理が必要なため新 別表第 9 母材の区分<br />
対象候補材と P-No. たな区分が必要、また仮に溶接部に固溶化 別表第 21 溶接後熱処理に<br />
の括り方<br />
処理、NT 処理等を必要とする候補材が現れ おける温度範囲及び溶接部<br />
た場合の規定の方法について検討必要 の厚さに応じた保持時間<br />
②溶接後熱処理温度 候補材の区分に応じて熱処理温度は規定す 別表第 21 溶接後熱処理に<br />
と保持時間 ることができるが、厚さに応じた保持時間 おける温度範囲及び溶接部<br />
の計算式は、検討必要<br />
の厚さに応じた保持時間<br />
③溶接後熱処理の オーステナイト系合金の冷却速度の影響、 別表第 22 溶接後熱処理の<br />
加熱、冷却の速度、 高 Cr フェライト系鋼の完全マルテンサイ 方法<br />
方法<br />
ト化冷却温度(Mf 温度以下)の検討必要<br />
④局部溶接後熱処理 本項(3).④.a 項に示すように、局部溶接後熱 別表第 22 溶接後熱処理の<br />
の方法<br />
処理を適用する場合の均熱範囲、加熱速度<br />
などついて検討必要<br />
方法<br />
⑤溶接後熱処理の<br />
免除条件<br />
⑥溶接後熱処理の<br />
免除溶接方法<br />
候補材の区分に応じて免除条件の検討必要<br />
特にオーステナイト系合金への熱処理を可<br />
能な限り避けること、又は供用期間中の使<br />
用状態を考慮し検討必要<br />
- 533-<br />
- 533 -<br />
別表第 23 溶接後熱処理を<br />
要しないもの<br />
無し
表Ⅱ.2.2.2.8-22 厚さが異なる場合の勾配及び中心線のずれの規定について<br />
規定 火技解釈 ASME Sec.Ⅰ JIS B 8201 陸用鋼製ボイラ-構造<br />
板の継手の場合<br />
・円周継手:薄い方から厚い方への移<br />
行部は、1/3勾配以下<br />
・長手継手:薄い方から厚い方への移<br />
行部は、1/3勾配以下<br />
(参考:上記以外の管の場合は規定さ<br />
れていないが、JIS B 8265「圧力容器<br />
の構造-一般事項」では、上記と同<br />
じ規定で管の継手も含んでいる。ま<br />
た管と弁等との円周継手の場合は、<br />
火技と同じである。)<br />
PW-9<br />
・対象部:板の継手の場合<br />
薄い方と厚い方の厚さの差が、薄い方の<br />
厚さの 1/4 より大きいか、又は 1/8in よ<br />
り大きい場合、その移行部は、1/3 勾配<br />
以下<br />
PG-42<br />
・対象部:管の円周継手<br />
薄い方から厚い方への移行部は 30°勾<br />
配以下<br />
(管と弁等との円周継手の場合は、火技と<br />
同じである。)<br />
第123条(厚さの異なる母材の突合せ溶接)、他<br />
・対象部:容器、管の継手<br />
・円周継手:薄い方から厚い方への移行部は、1/3<br />
勾配以下<br />
・長手継手:継手中心から薄い方の厚み以上離し<br />
た位置から1/3勾配以下<br />
別図第1<br />
・対象部:管と弁等の円周継手<br />
・内側:継手位置からは薄い方から厚い方への移<br />
行部は、1/3勾配以下、又は継手から離れた位<br />
置からでは、30°勾配以下<br />
・外側:薄い方から厚い方への移行部は、30°勾<br />
配以下<br />
勾<br />
配<br />
に<br />
関<br />
る<br />
規<br />
定<br />
鏡板と胴板の継手の場合<br />
・次の計算式を満足すること。<br />
1<br />
中心線のずれ ≦ ( ts - th)<br />
2<br />
PW-9<br />
・対象部:容器(胴として使用される管も含<br />
む)<br />
・長手継手:次の条件を満たす場合は、内<br />
側又は外側の面を一致させてもよい。<br />
厚い方と薄い方の厚さの比が2:1を超え<br />
ないこと。<br />
最高設計温度750F(400℃)を超えないこ<br />
と。<br />
第123条(厚さの異なる母材の突合せ溶接)、他<br />
・対象部:容器、管の継手<br />
・円周継手:中心線のずれ量は規定されていない<br />
が、基本的には中心線を一致させるか、又は<br />
内側か外側の面を一致させること。<br />
・長手継手:次の計算式で計算した応力が第4<br />
条に規定する材料の許容引張応力以下であ<br />
るときを除き、厚い方の中心線と薄い方の<br />
中心線とを一致させなければならない。<br />
PD 3a<br />
+ t<br />
f = × 2<br />
2000 η t<br />
- 534 -<br />
- 534 -<br />
ts は、厚い方の厚み<br />
th は、薄い方の厚み<br />
板の継手の場合<br />
・中心線を一致させる。<br />
・又は内側、外側の面を一致<br />
させる。<br />
(参考:上記以外の管の場合は規定されて<br />
いない。ASME B31.1 も同様で管の場合<br />
の中心線のずれは規定されていない。)<br />
f は、引張応力(N/mm 2 を単位とする。)<br />
中<br />
心<br />
線<br />
の<br />
ず<br />
れ<br />
に<br />
関<br />
る<br />
規<br />
定<br />
(参考:上記以外の管の場合は規定さ<br />
れていないが、JIS B 8265「圧力容器<br />
の構造-一般事項」では、上記と同<br />
じ規定で管の継手も含んでいる。)<br />
P は、最高使用圧力(kPa を単位とする。)<br />
D は、溶接部の内径(mm を単位とする。)<br />
t は、薄い母材の厚さ(mm を単位とする。)<br />
a は、中心線の食違い(ずれ)の値(mm を単位とする。)<br />
η は、長手継手の効率<br />
- 534-
- 535 -<br />
表Ⅱ.2.2.2.8-23 ASME 指針 PCC-1-2000 のフランジボルト締付け手順 [33]<br />
- 535-<br />
- 535 -
- 536 -<br />
表Ⅱ.2.2.2.8-24 JIS B 2251 のフランジボルト締付け手順 [33]<br />
- 536-<br />
- 536 -
- 537 -<br />
Section 2.2.2.8 の参考文献<br />
[1]R.Viswanathan,K.Coleman, J.Shingledecher,J.Sarver,G.Stanko,M.Broden,W.Mohn,S.Goodstine,I.Perrin<br />
Boiler Materials For Ultrasupercritical Coal Olants Phase1 Final Report Oct.1,2001-Dec.31 2006<br />
[2]Quirong Chen,George Nikolaus Stamatelopolous,Alstom Power Boiler Gmbh,Josef Heinemann,UTP<br />
Schweissmaterial Gmbh,K.Maile,A.Klenk,Materialprufungsanstalt Univ.MATERIALS QUALIFICATION<br />
FOR 700℃ POWERPLANTS 5 th Inter National Conf,on Advances in Materials Technology for Fossil Power<br />
Plants,Oct.3-5,2007.Florida<br />
[3]技術開発促進事業終了報告書 700℃級超々臨界圧発電プラント主蒸気配管用高強度オーステナイト鋼の開<br />
発,I-39 RITE-尼崎第 5 研究室,平成 19 年 3 月<br />
[4]JWES 接合・溶接技術 Q&A1000(No.Q04-01-16, Q05-02-99, Q06-06-04,Q06-06-05),日本溶接協会<br />
[5]鈴木正道,丸山敏治他,Ni 基溶接金属の凝固割れ感受性評価,㈱神戸製鋼,技法/Vol.54 No.2, Aug.2004<br />
[6]John M Sanders Babcock &Wilcox Company,Jose E Ramirez;EMI,Brian A Baker:Special Metals Corporation<br />
Weldability Investigation of Inconel Alloy740 for Ultrasupercritical Boiler Applications, 5 th International<br />
Conf. On Advances in Materials Technology for Fossil Power Plant,Oct.3-5,2007,Florida<br />
[7]R.Viswanathan,K.Coleman,J.Shinglendecker.J.Sarver,G.Stanko,M.Borden,W.Mohn,S.Goodstine,I Perin<br />
BOILER MATERIALS ULTRASUPERCRITICAL COAL POWER PLANTS U.S.DOE NO.<br />
:DE-FG26-01NT41175 (October 1,2001-December 31,2006),February 15,2007<br />
[8]A.J.Ramirez-J.C.Lippold Welding and Joining Metalluly Group-The Ohio State University Ductility Dip<br />
Cracking of Ni-base Filler Materials-Insigt into the Mechanism 2003<br />
[9]Weldability of Nickel Alloys 600 and 690 EMI Tech Brief<br />
[10]津久井宏侑, 2010 年の日本のアーク溶接, アーク溶接データベースワークショップ’, Turuya, 01.12.20-21<br />
[11]平岡和雄, 中村照美,溶接構造物の強度と安全性を確保する溶接材料, NIMS, 2006 年度物質材料研究<br />
[12]高橋誠, 佐藤豊幸他, 溶接金属中酸素量を低減する GMA 溶接方法の開発, ㈱太陽日酸,技報 24(2005)<br />
[13]末永和之,松下行伸他,低温仕様高張力鋼用溶接材料における高じん性化,㈱神戸製鋼技法/Vol.54<br />
No.2,Aug.2<br />
[14]Ni-Cr 合金溶接部の鋭敏化について, HP/Turuya-works.co.jp<br />
[15]雨谷厚志,試験・調査報告(高温割れ、凝固割れ),神鋼溶接サービス㈱<br />
[16]鈴木正道,Ni 基合金 フラックス入りワイヤ DWN-70A DWN-625 について,㈱神戸製鋼所溶接カンパニー Vol.42,<br />
2002-7(No.387)<br />
[17]Q.Chen, G. Stamatelopoulos, A.Helmrich INVESTIGATION ON OXIDATION AND CORROSION<br />
CHARACTORISTICS THE ADVANCED BOILER MATERIALS AT STEAM TEMPERATURES UP TO<br />
720℃, ALSTOM Power Boiler Gmbh, Germany<br />
[18]JWES 接合・溶接技術 Q&A1000(No.Q01-02-03),日本溶接協会<br />
[19]村田雅人,構造材料の損傷と破壊,日刊工業新聞社,1995 年,P.168-177<br />
[20]笹原利彦,直本保,学術論文 PWR 加圧器管台異種金属溶接部 UT 検査手法の実証試験,(財)電力中央研<br />
究所,平成 18 年 11 月 28 日<br />
[21]AD700 Project Number 296 Testability of Thick-walled Components Made from Nickel- based Alloys<br />
and Welded Connections Us」<br />
[22]池田哲直,結晶粒界,㈱神戸製鋼所溶接カンパニー<br />
[23]長島伸夫,早川正夫,ナノ-メゾ-マクロ強度解析による材料損傷メカニズムの解明,NIMS 2006 年度物質材料研究<br />
[24]寺地巧,山田卓陽他,脱気高温水中におけるステンレス鋼の応力腐食割れ-冷間加工度および加工方位の影<br />
響-(財)原子力安全システム研究所,2006 年 10 月<br />
[25]INCONEL617 TECHNICAL DATA ,High Temp Metals 社 HP<br />
[26]加工技術データ―ベース,加工変質層・残留応力,独立行政法人産業技術総合研究所<br />
[27]三菱マテリアル高性能材料,㈱三菱マテリアル HP<br />
[28]平成 14 年度溶接技術の調査研究報告書(局部 PWHT 有効加熱範囲の実証(フェーズⅡ))(財)発電設備技術<br />
検査協会 平成 15 年 3 月<br />
[29]F Starr,European Technology Development,Surrey,UK Potential Issues in the Cycling of Advanced Power<br />
Plants OMMI Vol.1 issue 1,April 2002<br />
[30]検査技術等の調査研究報告書(溶接部のアンダーカット)に関する調査,発電設備技術検査協会,平成 6 年<br />
[31]高クロム鋼の長時間クリープ強度強度低下に関する技術基準適合性調査,発電設備技術検査協会,平成 17 年<br />
度 3 月<br />
[32]増山不二光,高強度フェライト系耐熱鋼に関する ASME 規格の最近の動向,九州工業大学,耐熱金属材料 123<br />
委員会研究報告 Vol.50 No.2(2009)<br />
[33]澤俊行,シーリングテクノロジーの最近の動向とフランジガスケット締結体の基礎,広島大学院工学研究科<br />
- 537-<br />
- 537 -
2.2.2.9 溶接の施工方法に関する規定の調査<br />
A-USC ボイラーの候補材として、650℃程度までの高温度域では更に改良が加<br />
えられた高 Cr フェライト系鋼の改良 9Cr、12Cr 鋼、及びオーステナイト系ステン<br />
レス鋼(腐食環境域)が計画され、650℃を超え 760℃程度までの高温度域には主<br />
にニッケル基合金(含む鉄ニッケル基合金)の適用が計画されている。<br />
本項では、A-USC ボイラーの各候補材の溶接に関る開発状況、又は 2.2.2.8 項に<br />
示す問題点などを基に、その防止策についての調査、検討した内容、及び ASME<br />
などの規定状況を参照にし、溶接施工に関る仕様規定への反映事項について記載<br />
する。<br />
(1) 候補材の溶接に関る開発状況<br />
欧州 AD700-Project 及び米国 DOE/OCDO-Project における A-USC 候補材は、米<br />
国 Advanced Materials & Processes[11]によると、表Ⅱ.2.2.2.9-23 に示す材料につい<br />
て、各材料の溶接部に対するクリープ強度、水蒸気酸化、高温腐食、組織安定性、<br />
及び製作(溶接性、加工性)などの各種試験が実施されているとある。また一部<br />
の試験については、その評価まで既に完了しており、順次 ASME への採り入れ<br />
が図られている。これらの A-USC 候補材について、使用温度及び使用機器ごと<br />
に分類したものを表Ⅱ.2.2.2.9-25 に示す。この表の使用温度 1100°F(593℃)~<br />
1150°F(621℃)の領域において、過熱器、再熱器の蒸発管には、腐食環境域を<br />
考慮しオーステナイト系ステンレス鋼の Super304H、347HFG、HR3C などが使用<br />
され、管類については熱応力を考慮し熱膨張率が低い高 Cr フェライト系鋼の P92、<br />
E911 等が使用される予定である。1200°F(649℃)付近では、新 12Cr 鋼の SAVE12<br />
が使用される予定であり、この温度域がフェライト系鋼の限界である。1200°F<br />
(649℃)~1300°F(704℃)の温度域において、低域側には、Super304H、HR3C、<br />
Sanicro25 等のオーステナイト系ステンレス鋼が使用され、高域側には Inco617、<br />
Nimonic263 等のニッケル基合金が使用される予定である。また、1300°F(704℃)<br />
付近を超える領域では、1382°F(750℃)でクリープ破断強度が 100MPa(10 5 時<br />
間)を超えることができる現状唯一の材料である Inco740 をメインに使用される<br />
予定である。<br />
国内においては、数々の検討を経て平成 20 年度より<strong>経済産業省</strong>補助事業-<br />
A-USC 開発推進計画として、表Ⅱ.2.2.2.9-24 に示す A-USC 候補材についての開<br />
発、各種試験などがスタートしている状況にある。この計画において、材料開発、<br />
溶接及び加工性などの評価については平成 24 年度まで、また高温長期材料試験<br />
は平成 28 年度までを目標としている。<br />
平成 20 年度の<strong>火力関係設備効率化技術調査</strong>報告書及び最近の EPRI の報告書<br />
[12, 13]などより、海外 A-USC ボイラーに使用される可能性が高い候補材の溶接<br />
に関る開発状況について、以下に概略を記載する。<br />
- 538 -<br />
- 538 -
① ニッケル基合金(含む鉄ニッケル基合金)<br />
ニッケル基合金の候補材において、溶接部を含めたクリープ強度、水蒸気酸化、<br />
高温腐食、組織安定性、及び製作(溶接性、加工性)に関る評価試験が比較的多<br />
く実施されているのは、以下の 4 つの合金である。溶接施工の難易度としては、<br />
優れたクリープ強度を持つ析出強化型合金の Inco740 の溶接技術が極めて難しい<br />
開発状況にある。この要因の一つとして、析出強化型合金には析出強化相である<br />
γ'相を構成する Nb、Ti、Al などの活性元素が添加されており、溶接時の空気の<br />
混入で酸化消耗されることによる。不活性ガス(アルゴン、ヘリウム)で空気を<br />
遮断して行う TIG による溶接の場合には、比較的可能である。CCA617 などの固<br />
溶強化型合金は析出強化型に比べ溶接性は向上するが、実機に採用できるレベル<br />
までには未だ幾つかの課題(*)を残している。<br />
(*)高温割れなど防止した SMAW、MIG、SAW の確立、共金系溶材の開発など<br />
a. CCA617(55Ni-Cr-3W-8Mo-11Co-1Al)<br />
・GTAWは可能で良好、SMAWはスラグの問題で困難、厚手材のSAWは可能、<br />
溶接パス間温度Max150℃以内、1層当り厚さ≦3mm以内に管理、予熱及び溶<br />
接後熱処理不要<br />
・溶材INCO52、INCO72、INCO622の肉盛溶接は可能、溶材INCO177の肉盛溶<br />
接には割れ発生、共金溶材は実用的でなく改善が必要<br />
・T91、Super304H、SUS304Hとの異材継手のGTAWによる溶接部は良好<br />
・溶接部のクリープ破断試験20,000Hrを超えた段階での溶接継手強度低減係数<br />
は1.0<br />
・[参考:Alloy617の管、蒸発管の突合せにおいては、GTAW、SMAW、SAWは<br />
可能、国内にて厚肉約25mmを狭開先自動TIGにて実施し良好]<br />
b. Haynes230(57Ni-22Cr-9Mo-14W-2Mo-La)<br />
・薄肉のGTAW、SMAWは可能で良好、パルスMIGは可能、SAWは高温割れが<br />
発生し失敗<br />
・溶材INCO52、INCO72、INCO622の肉盛溶接は可能<br />
・溶接パス間温度Max.150℃、予熱及び溶接後熱処理不要<br />
・溶接部のクリープ破断試験20,000Hrを超えた段階での溶接継手強度低減係数<br />
は0.8(図Ⅱ.2.2.2.9-3に示す)<br />
c. Inco740(50Ni-25Cr-20Co-2Ti-2Nb-V-Al)<br />
・薄肉の GTAW(自動)は可能、但し割れが発生しやすい。<br />
・溶接パス間温度 Max.150℃、溶接後熱処理必要(800℃)<br />
・特に厚肉の溶接部については、全て失敗、共金系溶材の化学成分(ボロン、<br />
マンガンなどの添加量)を変更しながら溶接試行中、また溶接方法及び溶 接<br />
後熱処理方法を検討中<br />
・[参考:Alloy740 では、溶材 INC Filer Matal740,Nimonic Filer Metal263 を使用<br />
した薄肉の GTAW は可能であるが割れが発生し易い、SMAW は困難、SAW<br />
は適用放棄、パルス MIG では割れが発生、溶接部のクリープ試験の結果(継<br />
続中)、溶接金属部で破断が生じ、溶接継手強度低減係数は、現状では 0.75<br />
- 539 -<br />
- 539 -
程度]<br />
d. HR6W(43Ni-23Cr-6W-NB-Ti-B 鉄ニッケル基合金)<br />
・溶材Inconel82、617を使用したGTAW、SMAWは良好、共金系溶材では困難、<br />
Inco52、Inco72、Inco622の肉盛溶接は良好<br />
・溶接金属部、HAZ部の凝固割れ性は、617系より遥かに良好<br />
・溶接パス間温度Max.150℃、予熱及び溶接後熱処理不要<br />
② オーステナイト系ステンレス鋼<br />
一般的にオーステナイト系ステンレス鋼の溶接部に発生する欠陥、損傷は、高<br />
温割れ、耐食性の劣化(Cr 炭化物の析出による鋭敏化)、溶接による熱変形大な<br />
どである。候補材についても同様に問題視されるが、共金系溶接材料の改善、イ<br />
ンコネル系溶接材料の使用及び入熱の制限などによって防止策が講じられており、<br />
またこれらの材料は、A-USC ではチューブなどの比較的肉厚の薄い部位に使用さ<br />
れる計画であり厚肉特有の問題は特に考慮しなくてよいと考える。基本的には、<br />
従来のオーステナイト系ステンレス鋼の溶接技術の延長線上であり施工可能な範<br />
囲である。<br />
a. Super304H(18Cr-8Ni-W-Nb-N)<br />
・GTAWは可能で良好、溶材INCO52、INCO72、INCO622の肉盛溶接は可能<br />
・共金系溶接材料を開発し、高温割れ性改善、クリープ破断は母材側、溶接継<br />
手強度低減係数は、1.0<br />
・溶接パス間温度Max.150℃、予熱及び溶接後熱処理不要<br />
b. Sanicro25(22Cr-25Ni-3.5W-3Cu-Nb-N)<br />
・チューブ溶接部良好、溶接材料は Inconel/Alloy617 を使用、入熱制限が必要<br />
c. HR3C(オーステナイト系ステンレス鋼 25Cr-20Ni-Nb-N)<br />
・既存溶接方法にて施工可能で溶接性良好、但し入熱が高い場合は高温割れが<br />
発生、入熱制限必要<br />
③ 高Cr フェライト系鋼<br />
P91、P92 鋼は、既に USC プラントにおいて実績があり、溶接技術は基本的に<br />
従来技術の延長線上にある。また高 Cr フェライト系鋼は、ニッケル基合金及びオ<br />
ーステナイト系ステンレス鋼に比べ熱伝導率が良く熱膨張率も低く、また廉価で<br />
あるため、A-USC での適用拡大を目的に、クリープ強度が更に高められた以下の<br />
材料が開発されている状況にある。<br />
a. P92(9Cr-2W-Mo-V-Nb-N など)<br />
・既存溶接方法にて施工可能、但し溶接部のじん性改善の為の溶接後熱処理温<br />
度及び P91 鋼の TypeⅣ破断の問題があり更に調査、研究中<br />
・溶接パス間温度 150~300℃、予熱、溶接後熱処理必要<br />
b. SAVE12(12Cr-W-Co-V-Nb-N)<br />
・溶材 Grade92、12 を使用した GTAW は可能、SAW はアークが不安定<br />
・現状の共金系溶接材料では溶接困難、開発中<br />
- 540 -<br />
- 540 -
・溶接条件は、P92 鋼とほぼ同様<br />
(2) 欠陥、損傷に対する防止策<br />
① ニッケル基合金<br />
ニッケル基合金(含む鉄ニッケル基合金)の溶接における欠陥、損傷などの問<br />
題点については、Ⅱ.2.2.2.8.(8).①項及び表Ⅱ.2.2.2.8-5 に記載した。本項では、こ<br />
れらの防止策について記載する。<br />
a. 高温割れ<br />
候補材または現行のニッケル基合金の溶接に関るデータより、溶接性は、入<br />
熱量が小さいほど良好で、特に GTAW については良好であり、入熱量が大きく<br />
なる GMAW, SMAW, SAW については、比較的高い頻度で溶接欠陥(高温割れ)<br />
が発生する[1,2]。またニッケル基合金全般の特徴として、バレストレイン割れ<br />
試験結果によると、炭素鋼やステンレス鋼に比べ高温割れの感受性が高い傾向<br />
の材料であることを示している[3,4,5] 。この傾向は析出強化型合金の<br />
Alloy/Inconel740 等(頭の数字が奇数であるもの)に顕著に現れる。高温割れの<br />
発生要因は、図Ⅱ.2.2.2.9-1 に示すように特定の高温での温度域で延性が低下す<br />
る傾向や材料に含まれる不純物の影響などによることから、防止策については、<br />
次の項目が考えられる。<br />
(a) 溶接時の入熱を小さくする。<br />
・入熱(*)[J/cm]の制限(電圧[V]、電流[A]、溶接速度[cm/min])、GTAW による<br />
小電流溶接方法の採用など<br />
・温度[℃]の制限(予熱、パス間温度)<br />
・テクニックの制限(ウィービング禁止、積層方法)、<br />
(*)入熱量の計算式は、入熱 Q[J/cm]=60×電圧[V]×電流[A]/速度<br />
[cm/min]で表される。電圧、電流の計測は容易であるが、速度の計測に<br />
ついては、特に被覆アーク溶接には困難である。<br />
(b) 溶接時の拘束や残留応力をつくらない。<br />
・可能な限り溶接時の拘束状態を禁止する。<br />
・厚肉の場合、ある積層の厚み毎に中間ピーニングの実施、または中間熱処<br />
理(応力除去)の実施<br />
(c) 母材、溶接材料の不純物を小さくする。<br />
・溶接材料、母材の不純物元素 P, S などの制限<br />
・フラックスを用いない溶接方法である GTAW の適用<br />
(d) 入熱が小さく、かつ残留応力も小さくなる溶接方法を採用する。<br />
・電子ビーム溶接(EBW)、レーザビーム溶接(LBW)など<br />
但し、現地での溶接継手には設備が大掛かりになるなど実質的な適用は不<br />
可能である。<br />
欠陥の流出防止の観点から、以下に示す溶接部の健全性を評価、確認しておく<br />
ことが必要と考えられる。<br />
- 541 -<br />
- 541 -
(e) 割れ感受性の評価を行う。<br />
・割れ感受性試験(バレストレイン割れ試験:可変拘束試験)により候補材の溶<br />
接部に対する施工法の評価を行っておく。<br />
・実機の溶接部には表面検査(浸透探傷試験)、及び体積検査(放射線透過試験、<br />
可能ならば超音波探傷試験)を実施し評価する。<br />
・溶接施工法試験において、溶接部の断面マクロ/ミクロ試験により評価す<br />
る。<br />
b. 粒界乖離<br />
近年の研究報告により、SMAW、SAW の溶接金属の酸素濃度は、GTAW に<br />
比べ 10 倍以上と非常に高く、その為結晶粒界には酸化物が多量に析出し、この<br />
粒界に熱応力などによる界面乖離組織が生じ、機械的性質(クリープ強度、衝<br />
撃値など)を低下させ、応力腐食割れ(SCC)感受性を高めるとある[6-10]。今<br />
後、候補材に応じた各種溶接材料が開発され、酸素濃度の規制についても論議<br />
されてくると予想する。また酸素濃度量が、例えば溶接姿勢、開先形状などの<br />
溶接施工法の違いにより左右される場合には、施工法取得時に酸素濃度の確認<br />
についても必要な項目と考える。防止策としては、次の項目が考えられる。<br />
(a) 酸化性雰囲気を作らない。<br />
GTAW、GMA の採用し、ガスシールド効果が阻害されない環境を整備する。<br />
(b) 酸素濃度を低減化する。<br />
低酸素化された溶接材料、フラックスの使用(例えばフラックスには塩基度<br />
が大きいものを用いるなど)する。<br />
欠陥の流出防止の観点から、以下に示す溶接部の健全性を評価、確認すること<br />
が必要と考えられる。<br />
(c) 衝撃試験により乖離組織が生じていないか評価する。<br />
酸素濃度の測定は手間が掛かるため、従来の引張り、曲げ試験に加え衝撃試<br />
験を実施する。今後の研究にもよるが酸素濃度と衝撃試験の関係は、図<br />
Ⅱ.2.2.2.9-2 に示す様に相関があり衝撃試験によって評価が可能と推測する。<br />
c. 鋭敏化<br />
高温割れの防止策と同様に、溶接時の入熱を小さくし、予熱、パス間温度等<br />
を制限する。溶接継手部に鋭敏化が生じた場合には、固溶化処理(固溶化温度<br />
から急例)を行うことで完全固溶の状態になり耐食性を回復することができる。<br />
異材継手の溶接材料として使用されるインコネルなどによる溶接の場合は特<br />
に入熱を小さく(一例 8.0 kJ/cm 以下、パス間温度(一例 50℃以下)し溶接部<br />
が常に急冷されるように配慮する。<br />
d. 溶接欠陥(融合不良、ブローホールなど)の防止策<br />
ニッケル基合金の一般的な溶接作業性の特徴として、GTAW、SMAW の溶接<br />
作業は可能であるが、炭素鋼やステンレス鋼と比べ高温での強度が高いため溶<br />
- 542 -<br />
- 542 -
融金属の湯流れが悪く、融合不良やブロホールなどが発生しやすい特性がある。<br />
反面、湯流れを少しでも良くしようとすれば入熱量が大きくなり高温割れの問<br />
題が顕在化する。防止策としては、次の項目が考えられる。<br />
(a) 運棒の角度を取るために開先幅を大きめにする。<br />
但し、大きめにすると累積する残留応力が増大するので考慮が必要である。<br />
(b) 作業環境が劣る現地では、溶接作業性に優れた溶接材料を使用する。<br />
(c) 表面検査(浸透探傷試験)、及び体積検査(可能ならば超音波探傷試験)を<br />
追加する。<br />
e. 補修による劣化<br />
ニッケル基合金の補修による劣化に関る文献は見当たらないが、強化する為<br />
に添加材を多く含んでいる合金鋼については、特に補修の都度、強化添加成分<br />
の消耗や粒界析出、不純物の濃化、結晶の粗大化(硬化)、又は残留応力の蓄<br />
積などにより材料の劣化が考えられる。<br />
防止策としては、次の項目が考えられる。<br />
(a) 補修の回数、範囲を制限する。<br />
(b) 熱処理(固溶化など)による材質回復処置を行う。<br />
② オーステナイト系ステンレス鋼<br />
オーステナイト系ステンレス鋼の溶接における一般的な欠陥、損傷、及び防止<br />
策について以下に記載する。<br />
a. 高温割れ<br />
高温割れは、図Ⅱ.2.2.2.9-12 に示すように最終凝固部(主に溶接部表面)の<br />
デンドライト樹間に生じる凝固割れ、HAZ 部(母材側)に生じる液化割れ、多<br />
層溶接時の各ビード間に生じるミクロ割れなどがある。原因はδフェライト<br />
量の減少、P, S, Si, Nb などの低融点化合物の粒界偏析部に溶接収縮ひずみが作<br />
用し発生する。δフェライト相はオーステナイト相に比較して P, S などの固<br />
溶度が大きいため粒界への偏析量を低減することができ、高温割れ防止には<br />
効果的である。そのため溶接材料には、δフェライトを含有(数%~10%)<br />
させてある。また、高温割れの他の要因として、溶接入熱やパス間温度の過<br />
大、ワークの拘束、又は溶接技量不足(アーク長大、ウィービング過大など)<br />
によるものがあり注意が必要である。<br />
b. 耐食性の劣化(Cr 炭化物の析出による鋭敏化)<br />
ステンレス鋼を約 500℃から 800℃に加熱し、この温度範囲を徐冷すると Cr<br />
炭化物が析出し、粒界腐食が生じる。これは Cr 炭化物が析出すると、その近<br />
傍の Cr 量が減少し耐食性の劣る部分が生じて、その部分から選択的に腐食が<br />
進行(このような粒界腐食感受性を促進する処理を鋭敏化と呼ぶ)すること<br />
による。溶接継手における鋭敏化領域は、熱影響部から母材にかけて 500℃以<br />
上に加熱された領域に発生する。冷却速度が遅いほど粒界に Cr 炭化物が析出<br />
しやくすなるため、できる限り溶接の入熱を抑え、パスとパスの間には冷却<br />
- 543 -<br />
- 543 -
時間をおきパス間温度(一般的には 200℃以下)を確認しながら施工する必要<br />
がある。入熱が大きい溶接方法を選択した場合には、冷却速度を早めるため、<br />
冷却用の当て金を溶接部近傍に付けるなどの工夫を必要とする。鋭敏化領域<br />
の回復処理は、固溶化処理(1000℃~1150℃に加熱し急冷する)を施工する<br />
ことで Cr 炭化物は消失するため、耐食性を回復することができる。尚、溶接<br />
金属部の耐食性については、高温部に晒されると溶接金属部に含まれるフェ<br />
ライトの作用により耐食性が回復する特徴を持つ。<br />
c. 熱によるひずみ、変形<br />
オーステナイト系ステンレス鋼の物理的性質のひとつとして、炭素鋼に比<br />
べ熱伝導率は約 1/3、線膨張係数は、約 1.5 倍と大きく、変形量と溶接入熱の<br />
関係を示した図Ⅱ.2.2.2.9-13 では、横収縮 1.2~1.5 倍、角変形約 3 倍となる。<br />
そのため、溶接の熱によるひずみや変形が大きく、特に拘束された状態で溶<br />
接を行った場合には拘束割れが生じる恐れがあり、拘束治具などを使用をす<br />
る状況下では注意が必要である。また、寸法精度が要求されるものについて<br />
は、適切な変形防止策が必要で、あらかじめ変形量を見込んで設定するなど<br />
事前の対処が必要である。<br />
d. 溶接欠陥<br />
炭素鋼の被覆アーク溶接による全姿勢溶接と比較して、オーステナイト系<br />
ステンレス鋼は立向及び上向姿勢でビードが垂れやすく、溶接作業には高度<br />
な技量が要求される。そのため可能な限り下向姿勢で行なうことが望ましい。<br />
アーク長が長くなると Cr などの合金元素が酸化消耗しやすくなる上、フェラ<br />
イト量が減少し高温割れの要因にもなるためできるかぎり短く保つ必要があ<br />
る。溶接作業での過度なウィービングは、入熱の過大、凝固割れなどを引き<br />
起こすため、ビード幅は棒径の 2.5 倍以下に抑えるなどの注意が必要である。<br />
また、オーステナイト系ステンレス鋼の電気抵抗値は炭素鋼と比較して約 4<br />
~6 倍もあり、そのため棒焼けを起こしやすい。棒焼けを起こすと溶接作業性<br />
が悪化し、溶接欠陥(スラグ巻込み、融合不良など)が発生しやすくなるた<br />
め、棒焼け防止には、常に適正な電流範囲を遵守し過大な電流を避け施工し<br />
なければならない。<br />
e.予熱、溶接後熱処理の影響<br />
予熱及びパス間温度が高いと炭化物の生成温度域である 500~800℃の間で<br />
冷却が遅くなり、前述したように粒界に Cr 炭化物が析出しやすく、また溶融<br />
部の凝固過程においても徐冷されて不純物が粒界に集まりやすくなり、高温<br />
割れ感受性が大きくなる。したがって予熱は不要であり、パス間温度は低く<br />
設定(200℃以下)しなければならない。<br />
溶接後熱処理は、耐食性を改善する目的に行う固溶化処理や応力腐食割れ<br />
の防止を目的に行う応力除去処理があるが、一般的には熱処理による変形、<br />
スケーリング、又はシグマ相が析出しやすい材種の場合には、かえって有害<br />
となるケースもあり、一般的に溶接後熱処理は施工しない。尚、ボイラー蒸<br />
発管の溶接継手において、溶接による残留応力が過大な場合などには応力腐<br />
- 544 -<br />
- 544 -
食割れ防止の目的などで固溶化温度(1000~1150℃)からの焼なまし(固溶<br />
化温度から急冷する)が施工される場合がある。また、局部的な加熱による<br />
熱処理方法は鋭敏化領域を発生させることになるので避けなければならない。<br />
Cr 炭化物の析出を防止した安定化鋼に固溶化処理を行った場合には、容易に<br />
鋭敏化してしまうので、この場合には、更に 850~900℃に加熱し Ti や Nb な<br />
どの炭化物を形成させる安定化熱処理を施工する必要がある。<br />
③ 高Cr フェライト系鋼<br />
高 Cr フェライト系鋼の P91、P92 鋼については、既に実績がある材料という<br />
ものの、近年溶接継手及び溶接施工(含む溶接後熱処理)に係る問題が顕在化し<br />
ており、これらの最近の調査内容について以下に記載する。<br />
a. TypeⅣ破断<br />
現状 USC プラントにて、P91 鋼(改良 9Cr-1Mo 鋼)溶接継手の HAZ 部の破<br />
断(TypeⅣ破断)が問題なっており、調査研究が行われている。この調査研究<br />
においては、改良 9Cr-1Mo など高クロム鋼の溶接継手の HAZ 部は母材に比べ<br />
クリープ破断寿命が著しく低下(母材の約 1/5)し、低合金鋼に比べ顕著である<br />
と報告[24]されている。クリープ破断寿命の低下は、溶接時の熱影響により HAZ<br />
部(TypeIV 域)の結晶粒が細粒化し硬さが低下(強度が低下)した部位(図<br />
Ⅱ.2.2.2.9-4 参照)において、母材と溶接金属部の材料特性の相異により多軸応<br />
力場となることでボイドが発生し、その成長を助長しながら TypeIV 破断(図<br />
Ⅱ.2.2.2.9-5 参照)に至ることが明らかにされている[14]。P92 鋼溶接継手の HAZ<br />
部も同様に母材と比べクリープ破断寿命が著しく低下し TypeIV 破断が生じる<br />
[15]。この原因は、未だ完全には解明されてはいないが、クリープ強度を改善<br />
するため、B(ボロン)を添加するなど合金成分の見直しが試みられている[16,<br />
17]。また、12Cr 鋼の溶接継手については、使用後数年でクリープ破断寿命の<br />
著しい低下が顕在化し、事故の未然防止の観点から、本邦ではその大部分を改<br />
良 9Cr 鋼に取替えられている。<br />
b. 溶接後熱処理温度の影響<br />
P91、P92 鋼の溶接後熱処理温度は、ASME では改良 9Cr-1Mo 鋼の溶接部か<br />
らの破壊事例において、原因は溶接熱影響部の硬さが高過ぎること(じん性低<br />
下)に起因し硬さを低減させるためには溶接後熱処理温度を高くすることが有<br />
効と判断されたことにより、’05Add.にて引上げ(*)られた。<br />
(*)ASME Sec.Ⅰ&Ⅷ(P-5B Gr.2)及び Code Case2180-4(12%Cr 鋼)<br />
705℃以上 ⇒ 730℃(*1)~775℃(*2) [尚火技解釈は 680℃~760℃]<br />
(*1):低 Cr 鋼などとの異材継手の場合は 705℃<br />
(*2):Ni+Mn の含有量により Ac1 変態点温度が変化するため、1.0≦Ni+Mn
されることによりじん性が回復することが報告[19]されている。溶接後熱処理<br />
温度域の下限値とじん性の関係を示した図Ⅱ.2.2.2.9-6 において、吸収エネルギ<br />
ー27 J 以上を確保するためには、少なくとも溶接後熱処理温度の下限値は 730℃<br />
以上であることが条件となる。上限値については、図Ⅱ.2.2.2.9-7 に示すように、<br />
溶接後熱処理温度が、上限値つまり Ac1 変態温度域を超えない範囲で高くなれ<br />
ばなるほど、吸収エネルギーは増加し、じん性値が回復してくるのが読み取れ<br />
る。溶接部にじん性回復の効果を最大限与えようとするならば、溶接後熱処理<br />
温度を Ac1 温度に限りなく近づけた方が良い訳であり、ASME では、(*2)に記載<br />
の通り Ni+Mn の含有量によって更に上限温度を引き上げて規定している。<br />
Ni+Mn の含有量と Ac1 温度の関係を示した図Ⅱ.2.2.2.9-8 において、Ni+Mn の含<br />
有量が増加に連れ、Ac1 温度は低下する。<br />
ここで、問題となっているのは、Ac1 温度の測定値が、その測定方法などによ<br />
って大きなバラツキが生じ Ni+Mn の含有量と Ac1 温度との傾向(負の相関)は<br />
示せても、安易に定量的な温度を定めることが困難なことである。ASME の規<br />
定温度に従ったとしても場合によっては Ac1 変態温度を超えてしまい、不完全<br />
変態による材料の劣化を招く可能性が考えられる。例えば、図Ⅱ.2.2.2.9-9 に示<br />
すの Ac1 温度測定のケースでは、ASME では上限 790℃(1.0≦Ni+Mn
しておくことが重要であると考える。これらの不確定要素を鑑み、無難な溶接<br />
後熱処理温度は、最新の調査文献[18, 23]によれば、Mn+Ni
① オーステナイト系ステンレス鋼とフェライト系鋼の異材継手<br />
高温下で使用される一般的なプラント(高温部)の異材継手については、表<br />
Ⅱ.2.2.2.9-26 に示すように、それぞれの材料の組合せに対して各溶接材料が選定さ<br />
れる。溶接材料は、基本的に溶接金属の性能が少なくともどちらかの材料の性能<br />
を満足するものが選定される。オーステナイト系ステンレス鋼と 2-1/4Cr 鋼又は<br />
9Cr 鋼といったフェライト系鋼との高温部にて使用される異材継手においては、<br />
以下に示す理由により、インコネル系の溶接材料が使用される。<br />
・溶接金属の組織がオーステナイト単相であり、低温から高温での使用状態に至<br />
るまで安定している。<br />
・C の固溶度が低く拡散し難いため、異材継手を熱処理した場合に問題となるフ<br />
ェライト系鋼側の脱炭、オーステナイト系ステンレス鋼側の浸炭現象が起こり<br />
難く、また Cr、Ni など合金成分の遷移も起こり難い。<br />
・熱膨張率係数がオーステナイト系ステンレス鋼と炭素鋼の中間であるため、高<br />
温時の熱サイクルにて生じる熱応力を緩和することができる。<br />
例えば、2-1/4Cr 鋼とオーステナイト系ステンレス鋼との異材継手の場合、2-Cr<br />
1/4Cr 鋼での溶接後熱処理条件(595~740℃)で熱処理を行うとオーステナイト系<br />
ステンレス鋼の脆化領域(500~900℃)に入るため、そのままの継手の状態では<br />
熱処理を行うことはできない。オーステナイト系ステンレス鋼への熱処理を回避<br />
する方法として、2-1/4Cr 側にインコネル系溶接材料でバタリングを行い、この状<br />
態で熱処理し、開先加工する。そのバタリングしたものとオーステナイト系ステ<br />
ンレス鋼との継手をインコネル系溶接材料で溶接することで熱処理不要とするケ<br />
ースがある。また、一般的にステンレス鋼と炭素鋼の溶接において、炭素鋼の希<br />
釈を考慮して Cr、Ni の含有量の多い溶接材料を選択する場合があり、この場合に<br />
は母材側の希釈を適切に管理しないと割れが生じたり、後熱処理により溶接金属<br />
部が脆化したりする。そのため、溶接金属の組成、組織が母材への希釈率によっ<br />
てどのように変化するか推定するためシェフラーの組織図を用いて適した溶材材<br />
料の選択を行う。但し、これにより選択された溶接材料であっても多層盛りする<br />
場合は、パス毎の希釈率の管理が難しくなり注意が必要であり、また機器の重要<br />
性に応じては、前述したバタリング方式を選択する場合がある。<br />
オーステナイト系ステンレス鋼と炭素鋼の異材溶接時の特徴として、磁気の影<br />
響によりアークが炭素鋼側に偏る現象があり、そのため炭素鋼側の希釈率が大き<br />
くなったり、溶接欠陥(融合不良、スラグ巻込みなど)生じたりする。対策とし<br />
ては、アース位置をステンレス側に取ったり、電極の位置をややステンレス側に<br />
狙うことが挙げられる。予熱については、炭素鋼又は高 Cr 鋼の低温割れを防止す<br />
るのに必要であるが、オーステナイト系ステンレス鋼にとっては徐冷されるのを<br />
極力避けるために予熱範囲の低温側を選定する。溶接後熱処理については浸炭や<br />
鋭敏化などの問題が生じるため極力省略することが望ましくはあるが、過大な溶<br />
接残留応力の除去などで溶接後熱処理を実施する必要がある場合には、溶接継手<br />
に要求される性能、使用環境等を考慮し、母材、継手部に悪影響が生じないよう<br />
に熱処理条件を十分に検討する必要がある。<br />
- 548 -<br />
- 548 -
② ニッケル基合金とオーステナイト系ステンレス鋼の異材継手<br />
基本的には、前述したオーステナイト系ステンレス鋼の溶接の問題点(鋭敏化<br />
など)と同様で注意する必要がある。溶接後熱処理は通常不要であるが、析出強<br />
化型のニッケル基合金の場合には溶接後熱処理が必要となるため、①項記載のバ<br />
タリングと同じく、ニッケル基合金側にインコネル系溶接材料でバタリングし、<br />
熱処理後に、オーステナイト系ステンレス鋼とインコネル系溶接材料で本溶接す<br />
ることでオーステナイト系ステンレス鋼への熱処理を避けることができる。予熱、<br />
パス間温度は、オーステナイト系ステンレス鋼より高温割れ感受性が更に高いた<br />
め、より低くすることが重要である。<br />
③ フェライト系鋼と高 Cr フェライト系鋼の異材継手<br />
P-1~P-6(マルテンサイト系を除く)の炭素鋼から高 Cr フェライト系鋼の組<br />
合せにあっては、基本的にグレードが低い側の材料に合せ溶接材料を選定するが、<br />
お互いの合金成分に差がある場合には、その中間成分を選定する。予熱、パス間<br />
温度は、より高い方の温度に合せ実施し、溶接後熱処理温度は、それぞれの規定<br />
の温度範囲でラップする領域で実施する。<br />
④ A-USC 候補材の異材継手の種類<br />
A-USC 候補材を含めた予想される異材継手の種類と溶接材料(予想)について<br />
は、表Ⅱ.2.2.2.9-27 に示す。オーステナイト系ステンレス鋼又はニッケル基合金と<br />
の異材継手に使用される溶接材料は、基本的にインコネル系が選定され、また、<br />
ニッケル基合金の候補材の異材継手については、現行のインコネル系溶接材料で<br />
は高温強度が不足する恐れがあるため、どちらかの母材と同質材(基本的には低<br />
グレード側)の溶接材料が選定されると考える。<br />
(4) 規定化の検討<br />
特に、ニッケル基合金については、前項の防止策より規定化に向けた検討内容<br />
と ASME の規定状況について、整理した内容を表Ⅱ.2.2.2.9-1(a)[あらかじめの工<br />
程(溶接施工法)]、表Ⅱ.2.2.2.9-1(b)[あらかじめの工程(溶接士の技能試験)]及<br />
び表Ⅱ.2.2.2.9-1(c)[実機溶接時]に示す。規定化に向けた基本的な考え方は、現<br />
行と同じく、あらかじめの工程(溶接施工法試験及び溶接士の技能試験)で溶接<br />
品質の造り込みを確立し、実機の溶接時においては定められた要領に従い作業を<br />
行い、その結果を記録し、非破壊試験などで確認することとしている。<br />
① 溶接方法別の確認項目<br />
火技解釈別表第 8 に確認項目、及び別表第 10 に確認項目の要素の区分が記載さ<br />
れている。この表の規定に対して、表Ⅱ.2.2.2.9-1(a)の検討に基づき、事例として、<br />
被覆アーク溶接(A)に関しての確認項目の規定案を整理した結果を表Ⅱ.2.2.2.9-2<br />
に示す。<br />
- 549 -<br />
- 549 -
② 溶接士の技能の確認項目<br />
溶接士の技能の確認項目については、溶接方法の区分毎に溶接士の技能を確認<br />
する試験を行い、自動溶接機を用いない溶接士と自動溶接機を用いる溶接士に対<br />
する要求は当然異なってくる。すなわち、後者は自動溶接機の電気特性制御シス<br />
テムの相違に応じて技能の確認が必要であると同時に、健全な溶接部の形成に影<br />
響を与える溶接姿勢、溶接材料の有無、裏当て金の有無等が確認項目になる。前<br />
者の確認項目については火技解釈別表第 13 手溶接士の技量試験事項に記載され<br />
ている。この表の規定に対して、表Ⅱ.2.2.2.9-1(b)の検討に基づき、事例として、<br />
被覆アーク溶接(A)に関しての確認項目の規定案を整理した結果を表Ⅱ.2.2.2.9-3<br />
に示す。<br />
(5) ASME 規格の調査<br />
ASME Sec. IX(溶接施工法及び溶接士)に記載の溶接方法及び溶接方法の区分<br />
について、それぞれの確認項目毎に調査した。<br />
ASME Sec. IX に記載の溶接方法としては 14 種類の溶接方法があるが、ボイラ<br />
ー耐圧部の溶接方法として適さないスタッド溶接(QW-261)、慣性と連続駆動摩<br />
擦溶接(QW-262)、抵抗溶接(QW-263)及びフラッシュ溶接部(QW-265)を除<br />
いた 10 種類の溶接方法の確認項目について表Ⅱ.2.2.2.9-4 に示す。合わせて火技<br />
解釈別表第 8 又は別表第 10 の確認項目についても追記した。<br />
〔ASME の溶接方法〕<br />
① 酸素ガス溶接(OFW)<br />
② 被覆アーク溶接(SMAW)<br />
③ サブマージアーク溶接(SAW)<br />
④ ガスメタルアーク溶接(GMAW)<br />
⑤ ガスタングステンアーク溶接(GTAW)<br />
⑥ プラズマアーク溶接(PAW)<br />
⑦ エレクトロスラグ溶接(ESW)<br />
⑧ エレクトロガス溶接(EGW)<br />
⑨ エレクトロビーム溶接(EBW)<br />
⑩ レーザビーム溶接(LBW)<br />
(6) A-USC ボイラーとしての溶接施工法試験(案)、溶接士の技能試験(案)<br />
A-USC ボイラーに適用予定の候補材(新材料)であるニッケル基合金(含む鉄<br />
ニッケル基合金・・・Alloy617, Alloy263, Alloy740, USC141, HR6W, TEMPALOY<br />
CR30A 等)及び最新のフェライト系鋼(改良 9Cr 合金鋼)の改正動向を踏まえ、<br />
溶接施工法、溶接士の技能試験に関して、これまで述べてきたことを考慮し火技<br />
解釈ベースでの規定案を作成してみると表Ⅱ.2.2.2.9-5~22 のようになる。尚、表<br />
Ⅱ.2.2.2.9-5~22 については、今後 A-USC ボイラーに適用する材料(溶接金属も<br />
- 550 -<br />
- 550 -
含む)の開発状況に応じ見直していくものとする。<br />
〔溶接施工法試験の関連仕様規定〕<br />
① 表Ⅱ.2.2.2.9-5 溶接方法の区分[案]<br />
② 表Ⅱ.2.2.2.9-6 溶接方法別の確認項目[案]<br />
③ 表Ⅱ.2.2.2.9-7 母材の区分[案]<br />
④ 表Ⅱ.2.2.2.9-8 確認項目の要素の区分[案]<br />
⑤ 表Ⅱ.2.2.2.9-9 溶接施工法試験方法及び判定基準[案]<br />
⑥ 表Ⅱ.2.2.2.9-10 溶接棒の区分[案]<br />
⑦ 表Ⅱ.2.2.2.9-11 溶接金属の区分[案]<br />
⑧ 表Ⅱ.2.2.2.9-12 溶加材若しくはウェルドインサート又は心線の区分[案]<br />
⑨ 表Ⅱ.2.2.2.9-13 溶接後熱処理における温度範囲及び溶接部の厚さに応<br />
じた保持時間[案]<br />
⑩ 表Ⅱ.2.2.2.9-14 溶接事業者検査に係る検査の方法及び技術基準の解釈<br />
の該当条文[検査解釈別表 1](溶接施工法検査)[案]<br />
⑪ 表Ⅱ.2.2.2.9-17 試験片の種類、数及び採取位置(板)[案]<br />
⑫ 表Ⅱ.2.2.2.9-18 試験片の種類、数及び採取位置(管)[案]<br />
⑬ 表Ⅱ.2.2.2.9-20 断面マクロ/ミクロ試験方法及び判定基準[案]<br />
⑭ 表Ⅱ.2.2.2.9-21 断面マクロ/ミクロ試験の評価ガイダンス[案]<br />
〔溶接士の技能試験の関連仕様規定〕<br />
⑮ 表Ⅱ.2.2.2.9-15 手溶接士の技量試験要領[案]<br />
⑯ 表Ⅱ.2.2.2.9-16 溶接士技能試験及び判定基準[案]<br />
⑰ 表Ⅱ.2.2.2.9-19 試験片の種類、数及び採取位置<br />
⑱ 表Ⅱ.2.2.2.9-22 溶接事業者検査に係る検査の方法及び溶接基準の解釈<br />
の該当条文[検査解釈別表 1](溶接士検査)[案]<br />
- 551 -<br />
- 551 -
表Ⅱ.2.2.2.9-1(a) 溶接工程 規定化の検討 (1/5)<br />
[あらかじめの工程(溶接施工法)]<br />
溶接工程:あらかじめの工程(溶接施工法)―ニッケル基合金の場合<br />
防止策 規定化に向けた検討 ‘07ASME Sec.Ⅸの規定状況 仕様規定[案]<br />
・別表第8「溶接方法別の確認項<br />
目」に入熱、運棒を追加する。⇒<br />
[案]を表Ⅱ.2.2.2.9-6に示す。<br />
・別表第9「母材の区分」に従来材<br />
と候補材(ニッケル基合金)の区<br />
分するため新にP-4○の区分を設<br />
ける。また、ASMEの改良9Cr、<br />
12Cr鋼の区分の改正動向を踏ま<br />
え新にP-15の区分を設ける⇒<br />
[案]を表Ⅱ.2.2.2.9-7に示す。<br />
・溶材についても従来材と区分す<br />
るため、別表第18「溶接棒の区分」<br />
にF-4○、別表第19「溶接金属の区<br />
分」にA-15○、A-4○、別表第20<br />
「溶加材若しくはウェルドインサート又は<br />
心線の区分」にR-15、R-4○をそれ<br />
ぞれ追加する。⇒[案]を表<br />
Ⅱ.2.2.2.9-10、表Ⅱ.2.2.2.9-11、表<br />
Ⅱ.2.2.2.9-12に示す。<br />
・別表第10「確認項目の要素の区<br />
分」に棒径、溶加材、心線の径、<br />
層数、パス数、入熱量、運棒、パ<br />
ス間温度を追加する。⇒[案]を表<br />
Ⅱ.2.2.2.9-8に示す。<br />
・別表第11「溶接施工法試験方法<br />
及び判定基準」に姿勢、表面検査、<br />
体積検査、断面マクロ/ミクロ試験を追<br />
加する。⇒[案]を表Ⅱ.2.2.2.9-9、<br />
表Ⅱ.2.2.2.9-17&18、表Ⅱ.2.2.2.9-<br />
20&21に示す。<br />
・火技解釈に合せ検査解釈別表<br />
1(あらかじめの確認イ.溶接施工)<br />
に非破壊検査、断面マクロ/ミクロ試験<br />
を追加する。<br />
①入熱については、ASME Sec.<br />
Ⅸ QW409.1 項に区分が設けら<br />
れている。通常良く使用される施<br />
工法の GTAW、SMAW、GMAW<br />
及び SAW 共全て Supplementary<br />
Essential になっている。<br />
②ウィービング、オシレートにつ<br />
いては、ASME Sec.Ⅸ QW410.1<br />
(ウィービング)、QW410.7(オ<br />
シレート)項に区分が設けられて<br />
いる。GTAW、SMAW(ウィービ<br />
ングのみ)、GMAW 及び SAW 共<br />
全て Nonessential になっている。<br />
③姿勢については、ASME Sec.<br />
Ⅸ QW405 項に区分が設けられ<br />
ている。GTAW、SMAW、GMAW<br />
共全て Supplementary Essential に<br />
なっている。<br />
④棒径、ワイヤー径については、<br />
ASME Sec.Ⅸ QA404.3、<br />
QW404.6、QW404.7 に区分が設<br />
けられている。GTAW、SMAW、<br />
GMAW 及び SAW に対しては、<br />
Supplementary Essential または<br />
Nonessential である。<br />
火技解釈別表第8「溶接方法別の確認項目」に、電圧、電<br />
流は項目があるが、入熱量については項目がなく、追加す<br />
る。これに従い別表第10「確認項目の要素区分」にも追<br />
加する。<br />
入熱量の算出に必要な溶接速度は、SAW(サブマージ溶接)<br />
などの自動溶接の場合、測定/管理することは比較的容易<br />
ではあるが、手動で行う被覆アーク溶接の速度について<br />
は、直接測る手段がない為に難しく、あらかじめ計算また<br />
は測定された長さに対し別の人がストップウオッチで計<br />
測しながら、行うことになり非常に面倒である。また、速<br />
度は、運棒の方法(ウィービングなど)、姿勢(例えば下<br />
向きと立向上進の差)にも大きく左右される。手動の場合、<br />
現実的には速度の管理が困難である為に、例えば、使用す<br />
る棒径の制限や運棒の制限として、ウィービングを禁止し<br />
ストリンガービードのみ可とする、棒の振り幅(棒径の 2<br />
倍まで)、またTigでのオシレート幅制限などで管理する<br />
方がベターだと考える。このウィービング、オシレート関<br />
しては、別表第8にエレクトロスラグ溶接(Es)の揺動<br />
の確認項目はあるが、他の溶接方法には無い。<br />
姿勢に関しては、別表第8の確認項目では無く、別表第1<br />
1.2 項に試験材の取付方法として規定されているが、姿<br />
勢よって入熱量や運棒等が影響を受けるため実作業に近<br />
い姿勢が、理想的である。<br />
棒径、ワイヤー径に関しては、別表第8の確認項目には無<br />
い。<br />
溶接部表面、内部に割れが生じていないことを確認する<br />
為、別表第 11 の「溶接施工法試験方法及び判定基準」及び<br />
検査解釈の外観確認の項目に表面検査(浸透探傷試験)、体<br />
積検査(放射線透過試験又は超音波探傷試験)を追加する必<br />
要がある。<br />
1.溶接方法に対し:<br />
1-(1)入熱(*)の制限<br />
・電圧[V]、電流[A]、<br />
溶接速度[cm/min]<br />
(*) 入熱量の計算<br />
式は、入熱 Q<br />
[J/cm]=60×電圧<br />
[V]×電流[A]/速度<br />
[[cm/分]で表され<br />
る。入熱量:ニッケ<br />
ル基合金の1パス<br />
の入熱量規定値は、<br />
一 般 的 に 8 ~<br />
15kJ/cm 以下と言<br />
われており、TIG 溶<br />
接では、不適切なオ<br />
シレートをしない<br />
限り十分施工可能<br />
である。被覆アーク<br />
溶接では、棒径が大<br />
きいものは、注意が<br />
必要である。MIG/<br />
MAG 溶接もワイヤ<br />
ー径、オシレート及<br />
び速度など同様に<br />
注意が必要である。<br />
SAW(サブマージ溶<br />
接)は入熱が大きく<br />
なり規定の入熱量<br />
の範囲内で作業を<br />
行うことは現状不<br />
可能である。<br />
- 552 -<br />
- 552 -
表Ⅱ.2.2.2.9-1(a) 溶接工程 規定化の検討 (2/5)<br />
[あらかじめの工程(溶接施工法)]<br />
溶接工程:あらかじめの工程(溶接施工法) ―ニッケル基合金の場合<br />
防止策 規定化に向けた検討 ‘07ASME Sec.Ⅸの規定状況 仕様規定[案]<br />
1-(2)温度の制限(予 パス間温度は、火技解釈別表第8「溶接方法別の確認項目」 ①パス間温度については、ASME ・別表第8「溶接方法別の確認項<br />
熱、パス間温度)、 に項目がなく、追加する。これに従い別表第10「確認項 Sec.Ⅸ QW406.3項に区分が設け 目」にパス間温度を追加する。⇒<br />
・予熱[℃]、パス間 目の要素の区分にも追加する。ニッケル基合金のパス間温 られている。通常良く使用される [案]を表Ⅱ.2.2.2.9-6に示す。<br />
温度[℃]<br />
度は、現行 100~150℃以下で行われている。接触式または 施工法GTAW、SMAW、GMAW ・別表第10「確認項目の要素の区<br />
非接触式温度計などで計測しながらの作業となり、作業効 、SAW共全てSupplementary 分」にパス間温度を追加する。⇒<br />
率は悪い。<br />
Essentialになっている。 [案]を表Ⅱ.2.2.2.9-8に示す。予熱<br />
予熱の確認は、別表第8に確認項目として規定されてお ②予熱については、ASME Sec. は不要なため規定しない。<br />
り、これは温度の下限の指示を指している。通常ニッケル Ⅸ QW406.1項に区分が設けられ<br />
基合金については、予熱は不要な場合が多い。<br />
ている。通常良く使用される施工<br />
法のGTAW、SMAW、GMAW、<br />
SAW共全て Essentialである。<br />
1-(3) テクニックの 積層方法は、別表第8「溶接方法別の確認項目」に層の確 ①積層方法については、ASME ・別表第8「溶接方法別の確認項<br />
限定<br />
認項目があるが、自動溶接の溶接方法のみが対象(*)になっ Sec.Ⅸ QW410.9 項に区分が設け 目」に運棒を追加する。⇒[案]を<br />
・積層方法、ウィー ており、手溶接、半自動についても対象とする。また、ニ られている。通常良く使用される 表Ⅱ.2.2.2.9-6に示す。<br />
ビング禁止 ッケル基合金は入熱を低く抑えており、その為パス数が多 施工法の GTAW、SMAW、GMAW ・別表第10「確認項目の要素の区<br />
くなり必然的に多層盛りとなる。別表第10「確認項目の 及び SAW 共全て Supplementary 分」に層数、パス数、運棒、パス<br />
要素の区分」の層については、ある程度の幅を持たせたパ Essential になっている。 しかし 間温度を追加する。⇒[案]を表<br />
ス、層の数の括り方を一つの区分とすること、および計画 ながら、片側多層からワンパス溶 Ⅱ.2.2.2.9-8に示す。<br />
された施工方法通りの積層方法を確認するため断面マク 接への変更を意味しており、層の ・別表第11「溶接施工法試験方法<br />
ロ試験を付け加える。精度を高める為、試験材の厚さは母 括り方での区分を意味していな 及び判定基準」に姿勢、表面検査、<br />
材の厚さの上限とし取付け方法も実作業に近い姿勢とす い。また、断面マクロ試験は、 体積検査、断面マクロ試験を追加<br />
る。またウィービングについては入熱に大きな影響を与え ASME Sec.Ⅸ QW183にて隅肉溶 する。⇒[案]を表Ⅱ.2.2.2.9-9、表<br />
る因子であり 1.(1)の項目の中で併せて検討する。 接の施工法に対してのみ要求し Ⅱ.2.2.2.9-17&18、表Ⅱ.2.2.2.9<br />
ている。<br />
-20&21に示す。<br />
1-(4) 酸化性雰囲気 現行火技解釈には、溶接金属の酸素濃度に影響を及ぼす酸 ASME Sec.Ⅸ QW404.8 に脱酸材 ・溶接金属特性に与える酸素濃度<br />
の影響がより小さ 化性雰囲気については触れていない。GTAW、GMAW を採 成分の変更の区分は設けられて の影響は大きく、測定することが<br />
い GTAW,<br />
用することで酸素濃度は母材と同等程度まで低くするこ いるが、適用される溶接方法は、 望ましくはあるが、その測定には<br />
GMAWの採用 とが可能であるが、現地継手の状況では酸素濃度が高い EB(電子ビーム溶接)、LB(レーザ 手間が掛かるため、その代わりに<br />
SMAW も適用せざる得ない。GTAW 等のガスシールド溶 ビーム溶接)である。<br />
断面ミクロ試験での粒界酸化介<br />
接においては、溶接中の酸素濃度雰囲気を測定する計測器<br />
在物の量で確認する。別表第11<br />
が市販されており計測は可能であるが、SMAW では無い。<br />
「溶接施工法試験方法及び判定基<br />
今後、例えば SMAW において酸素濃度に対し支配的なフ<br />
準」に断面ミクロ試験を追加す<br />
ァクターが、溶材(被覆材、フラックスなど)によるもの<br />
る。⇒[案]を表Ⅱ.2.2.2.9-9、表<br />
か、それとも施工(例、姿勢、積層など)によるものなの<br />
Ⅱ.2.2.2.9-20&21に示す。<br />
- 553 -<br />
- 553 -
表Ⅱ.2.2.2.9-1(a) 溶接工程 規定化の検討 (3/5)<br />
[あらかじめの工程(溶接施工法)]<br />
溶接工程:あらかじめの工程(溶接施工法) ―ニッケル基合金の場合<br />
防止策 規定化に向けた検討 ‘07ASME Sec.Ⅸの規定状況 仕様規定[案]<br />
かで規定する方向が違ってくる。前者なら溶接材料の仕様<br />
としても規定し、後者なら溶接施工法の確認項目に規定す<br />
ることを検討する必要がある。<br />
一般的注意事項であり、仕様規定としては不要である。 ASME Sec.Ⅸに区分はない。 ―<br />
ASME Sec.Ⅸに区分はない。 ―<br />
溶接施工法試験では、特殊なものでない限り一般的には拘<br />
束しない為、確認項目としては不要である。<br />
1-(5) ガスシールド<br />
効果が阻害されな<br />
い暴風対策<br />
2.応力に対し:<br />
2-(1) 基本的に拘束<br />
状態の禁止<br />
・別表第10「確認項目の要素の区<br />
分」に中間熱処理、中間ピーニン<br />
グを追加する。⇒[案]を表<br />
Ⅱ.2.2.2.9-8に示す。<br />
①ピーニング施工については、<br />
ASME Sec.Ⅸ QW410.26 項に区<br />
分が設けられている。GTAW、<br />
SMAW、GMAW 及び SAW 共全<br />
て Nonessential になっている。<br />
②中間熱処理については、ASME<br />
Sec.Ⅸには規定されていない。<br />
ある任意の積層の厚み毎にピーニング施工、あるいは中間<br />
熱処理(応力除去、固溶化)施工について、別表8に記載は<br />
ない。ニッケル基合金の溶接特徴として割れ感受性が高い<br />
ことから、溶接施工法の確認項目として、追加する必要が<br />
ある。尚、ピーニング、あるいは中間熱処理を実施した場<br />
合は、非破壊検査(浸透探傷試験)を行い欠陥がないこと<br />
を確認後に、次の溶接ビードを重ねていくことを規定す<br />
る。<br />
2-(2) ある積層の厚<br />
み毎にピーニング<br />
施工、あるいは中間<br />
熱処理<br />
(応力除去、固溶化)<br />
施工<br />
- 554 -<br />
・2.2.2.11 項「試験検査方法に関す<br />
る規定の調査」に示す。<br />
溶接施工法の認定においては、<br />
ASME Sec.Ⅸには規定されてい<br />
ない。(溶接士の認定にはあり)<br />
別表第8に記載はない。この確認項目は、保安院文書「電<br />
気事業法施工規則に基づく溶接事業者検査(火力設備)の<br />
解釈」の別表1の外観検査によるものであり、よって、そ<br />
の判断基準は、2.2.2.11 項「試験検査方法に関する規定の調<br />
査」で検討する。<br />
2-(3) 余盛り止端部<br />
(フランク角、アンダ<br />
ーカット)の制限<br />
火技解釈別表第 11「鉄鋼材料の<br />
各温度における許容引張り応力」<br />
には、”火”材(火 STPA28 等)につ<br />
いては、不純物の制限を規定して<br />
おり、同じく候補材についても最<br />
終的な成分が固定され次第規定<br />
化する。<br />
ASME Sec.ⅡPart C に溶加材を規<br />
定、例えばニッケル基合金の溶接<br />
材料の SFA-5.11 では不純物(P、<br />
S)の上限規定がある。<br />
溶接施工法には関係しない確認項目ではあるが、不純物が<br />
多いと溶接品質に影響があるため材料確認時にミルシー<br />
トで確認しておく必要がある。<br />
3.材料に対し:<br />
3-(1)溶接材料、母材<br />
の不純物元素(P、S<br />
など)の極小化<br />
- 554 -
表Ⅱ.2.2.2.9-1(a) 溶接工程 規定化の検討 (4/5)<br />
[あらかじめの工程(溶接施工法)]<br />
溶接工程:あらかじめの工程(溶接施工法) ―ニッケル基合金の場合<br />
防止策 規定化に向けた検討 ‘07ASME Sec.Ⅸの規定状況 仕様規定[案]<br />
3-(2) 溶接材料のフ 別表8に溶接棒の確認項目あり。現行、高塩基性フラック ASME Sec.Ⅸ QW404.12 項に区 ・溶材については、現行火技解釈<br />
ラックスの低酸素 スを使用したニッケル基合金用溶接棒は市販され、溶接棒 分の規定がある。ASME の のスコープ範囲外であり、JIS 側<br />
化(高塩基性フラッ の区分は分けられている。候補材の溶材は、各強化成分を Specification 上では、ニッケル基 に規定化を検討する必要がある。<br />
クスを用いるなど) 多く含んだ溶材、フラックスとなる為、新たに溶接棒の区 合金の溶接材料は、主に<br />
分を設ける必要性があると考える。現行 JIS Z3224「ニッ SFA-5.11、SFA-5.14 に分類され、<br />
ケル及びニッケル基合金被覆アーク溶接棒」に不純物(P、 高塩基性フラックスの違いによ<br />
S)の上限を規定している。<br />
り分類されてはいない。<br />
・候補材(ニッケル基合金の溶接<br />
継手部)のじん性に関る文献はな<br />
く衝撃試験の要否判断が難しい<br />
が、別表第 10「確認項目の要素の<br />
区分」に追加する。改良 9Cr 鋼に<br />
ついても同様に追加する⇒[案]<br />
を表Ⅱ.2.2.2.9-8 に示す。。<br />
・改良 9Cr 鋼は、ASME に合せ溶<br />
接後熱処理温度の引上げ予定に<br />
より別表第 21「溶接後熱処理に<br />
おける温度範囲及び溶接部の暑<br />
さに応じた保持時間」に新に<br />
P-15 とし従来材と区分する。⇒<br />
[案]を表Ⅱ.2.2.2.9-13 に示す。<br />
ASME Sec.Ⅸ QW141.4(切り欠<br />
き靭性試験←Sec.Ⅰ、Ⅷ、Ⅲで低<br />
温脆性が要求される材料などの<br />
溶接)で要求があるもの。<br />
材料的な割れ感受性が高く、および各溶接方法による熱に<br />
対する感受性も高く、引張りと曲げ試験だけでは鋼の特性<br />
を醸し出すことにはならないと考える。強化元素を多く含<br />
む候補材については、今後の特性データによるが、要否を見<br />
極める必要がある。例えば、現状改良 9Cr 鋼は、溶接後熱<br />
処理温度が低ければ低じん性になることが報告されてお<br />
り衝撃試験による確認が必要な面がある。<br />
4.溶接部に対し:<br />
4-(1) 衝撃試験の採<br />
用<br />
- 555 -<br />
・後者の溶接施工法の試験片によ<br />
る割れ感受性試験は出来ないた<br />
め、確認する他の方法として断面<br />
ミクロ試験にてミクロ割れ等が<br />
ないか確認する。別表第11「溶接<br />
施工法試験方法及び判定基準」に<br />
断面ミクロ試験を追加する。⇒<br />
[案]を表Ⅱ.2.2.2.9-9、表<br />
Ⅱ.2.2.2.9-17&18、表Ⅱ.2.2.2.9<br />
-20&21に示す<br />
ASME Sec.Ⅸには規定されてい<br />
ない。<br />
参考:ASME Sec.Ⅸ QW141.1(引<br />
張試験)、QW141.2(型曲げ試験)、<br />
QW141.3(すみ肉溶接試験)、<br />
QW141.4(切り欠き靭性試験←<br />
Sec.Ⅰ、Ⅷ、Ⅲで要求されるもの)<br />
割れ感受性に対し支配的なファクターが、溶材(被覆材、<br />
フラックスなど)によるものか、それとも施工(例、姿勢、<br />
積層など)によるものなのかで規定する方向が違ってく<br />
る。前者なら割れ感受性試験(バレストレイン割れ試験等)<br />
を溶接材料の仕様としても規定し、後者なら溶接施工法の<br />
確認項目に規定することを検討する必要がある。<br />
4-(2) 割れ感受性試<br />
験(バレストレイン<br />
割れ試験)による施<br />
工法評価の採用<br />
- 555 -
表Ⅱ.2.2.2.9-1(a) 溶接工程 規定化の検討 (5/5)<br />
[あらかじめの工程(溶接施工法)]<br />
溶接工程:あらかじめの工程(溶接施工法) ―ニッケル基合金の場合<br />
防止策 規定化に向けた検討 ‘07ASME Sec.Ⅸの規定状況 仕様規定[案]<br />
4-(3) 溶接熱処理後 現状の文献によると、溶接後熱処理は、析出強化型ニッケ 溶接施工法に関して、ASME Sec. 従来材のニッケル基合金の溶接<br />
の硬度検査の実施 ル基合金(Alloy740 等)には必要であるが、その他のニッケ Ⅸには硬度検査は規定されてい 後熱処理は不要なため、別表第<br />
ル基合金には不要である。溶接後熱処理の有無により硬度 ない。<br />
21「溶接後熱処理における温度範<br />
への影響はあるが、何れの場合も機械試験(曲げ試験)に<br />
囲及び溶接部の暑さに応じた保<br />
より必要な延性を有しているか確認しているため、特に硬<br />
持時間」には区分がないが、今後<br />
度検査を行う必要はないと考える。<br />
必要とする候補材が考えられる<br />
ため同表に新に P-4○の区分を<br />
設ける。⇒[案]を表Ⅱ.2.2.2.9-13<br />
に示す。<br />
・別表第11「溶接施工法試験方法<br />
及び判定基準」に表面検査、体積<br />
検査を追加する。⇒[案]を表<br />
Ⅱ.2.2.2.9-9に示す。<br />
溶接施工法に関して、ASME Sec.<br />
Ⅸには表面検査、体積検査(UT)<br />
は規定されていない。<br />
溶接部表面及び内部に割れが生じてないことを確認する<br />
ため表面検査(浸透探傷試験)及び体積検査(放射線透過試<br />
験、超音波探傷試験)を追加する。<br />
4-(4)表面検査、及び<br />
UT(なお音響異方性<br />
の問題あり)の追加<br />
- 556 -<br />
・別表第 7「溶接方法の区分」、別<br />
表第 8「溶接方法別の確認項目」<br />
に EB、LB を追加する。[案]を表<br />
Ⅱ.2.2.2.9-5、表Ⅱ.2.2.2.9-6 に示<br />
す。<br />
ASME Sec.Ⅸでは、EB(QW-260)、<br />
LB(QW-264)の区分あり。<br />
別表第7「溶接方法の区分」には、現在、A(被覆アーク<br />
溶接)から SPA(プラズマアーク溶接)がある。<br />
今後、ニッケル基合金に対しては、入熱を極力抑えること、<br />
残留応力を低減させる目的から EB、LB の適用が予想され<br />
るので区分を追加する必要がある。<br />
5.新溶接方法の導入<br />
入熱が小さく、残留<br />
応力が小さい溶接<br />
方法の導入<br />
・EB(電子ビーム溶<br />
接)、LB(レーザビー<br />
ム溶接)など<br />
- 556 -
表Ⅱ.2.2.2.9-1(b) 溶接工程 規定化の検討 (1/3)<br />
[あらかじめの工程(溶接士の技能試験)]<br />
溶接工程:あらかじめの工程(溶接士技能試験) ―ニッケル基合金の場合<br />
防止策 規定化に向けた検討 ‘07ASME Sec.Ⅸの規定状況 仕様規定[案]<br />
1.溶接方法に対し: 入熱に関る影響因子において、手溶接士(含む半自動)の ASME Sec.Ⅸ QW353(SMAW)、 ・別表第13「手溶接士の技能試験<br />
1-(1)入熱の制限 技法が直接的に影響を与えるものは、運棒の方法である。 QW354(SAW),QW355(GMAW)、 事項」の溶接棒、溶加材、心線の<br />
・電圧[V]、電流 この運棒の方法は、溶接施工法に示された棒径、電圧、電 QW356(GTAW)等に区分 区分に、新たに候補材のニッケル<br />
[ A ]、溶接速度 流、ウィービング禁止(ストリンガービード施工)、何層何 (Essential)が設けられており、入 基合金を一つの区分を設ける。⇒<br />
[cm/min]<br />
パス、姿勢で必然的に決まるが、これらの制限に対応でき 熱に関る区分は無い。マクロ試験 [案]を表Ⅱ.2.2.2.9-15に示す。<br />
る技法を持っているかどうか確認する必要がある。特に については、ASME Sec.Ⅸ ・別表第14「溶接士技能試験及び<br />
Inconel740 等の析出強化型合金は材質の特性上溶接作業性 QW184のすみ肉溶接、QW362の 判定基準」に、表面検査(浸透探傷<br />
が極端に劣り溶接品質は技能に左右される側面を持つと EB、LBに技量試験時のみ要求し 試験)、体積検査(放射線透過試験<br />
考えられる。これらより、候補材のニッケル基合金は、特 ている。<br />
又は超音波探傷試験)及び断面マク<br />
にこれらに対する確認項目を設ける必要がある。候補材の<br />
ロ試験を追加する。⇒[案]を表<br />
溶材に関しては新たな区分とし、従来のものと仕分けす<br />
Ⅱ.2.2.2.9-16、表Ⅱ.2.2.2.9-20&21,<br />
る。また、ニッケル基合金の溶接は、フェライト系鋼より<br />
表Ⅱ.2.2.2.9-17~19に示す。<br />
劣る溶接作業性により高レベルの技能が要求されること<br />
・火技解釈に合せ検査解釈別表<br />
になる。そのため技能の確認の方法として、表面検査、体<br />
1(あらかじめの確認ロ.溶接士検<br />
積検査を追加する。また、計画通りの積層方法等が行われ<br />
査)に非破壊検査、断面マクロ試験を<br />
たことを確認するため断面マクロ試験を追加する。<br />
追加する。<br />
- 557 -<br />
―<br />
ASME Sec.Ⅸ QW301.2認証試験<br />
,ASME Sec.ⅨQW353(SMAW)、<br />
QW354(SAW),QW355(GMAW)、<br />
QW356(GTAW)等にパス間温度、<br />
予熱に関る要求区分は無い。<br />
パス間温度、予熱については、溶接施工法に定められてお<br />
り、手溶接士(含む半自動)の技法に対して直接的に影響<br />
を与えるものでないため、特に制限を設ける必要はないと<br />
考える。<br />
1-(2)温度の制限(予<br />
熱、パス間温度)、<br />
・予熱[℃]、パス間<br />
温度[℃]<br />
・別表第14「溶接士技能試験及び<br />
判定基準」に、断面マクロ試験を追加<br />
する。⇒[案]を表Ⅱ.2.2.2.9-16、表<br />
Ⅱ.2.2.2.9-20&21、表Ⅱ.2.2.2.<br />
9-17~19に示す。<br />
マクロ試験については、ASME<br />
Sec.Ⅸ QW184 にてすみ肉溶接の<br />
すみ肉溶接、QW362 の EB、LB<br />
に技量試験時のみ要求しており、<br />
GTAW、SMAW 等の突合せ溶接<br />
溶接士の技能として計画通りに積層することができるス<br />
キルがあるかどうか確認するため、断面マクロ試験を追加<br />
する。上記1.①の項目の中で併せて検討する。<br />
1-(3) テクニックの<br />
限定<br />
・積層方法、ウィビング<br />
禁止<br />
にはない。<br />
ASME Sec.Ⅸに区分はない。 ―<br />
溶接部酸素濃度について、溶接士の技能の影響は、直接的<br />
には無く特に制限を設ける必要はないと考える。<br />
1-(4) 酸化性雰囲気<br />
の影響がより小さ<br />
い GTAW,GMA の採<br />
用<br />
- 557 -
表Ⅱ.2.2.2.9-1(b) 溶接工程 規定化の検討 (2/3)<br />
[あらかじめの工程(溶接士の技能試験)]<br />
溶接工程:あらかじめの工程(溶接士技能試験) ―ニッケル基合金の場合<br />
防止策 規定化に向けた検討 ‘07ASME Sec.Ⅸの規定状況 仕様規定[案]<br />
1-(5) ガスシールド 一般的注意事項であり、確認項目としては不要である。 ASME Sec.Ⅸに区分はない。 ―<br />
効果が阻害されな<br />
い暴風対策<br />
2.応力に対し: 一般的注意事項であり、確認項目としては不要である。 ASME Sec.Ⅸに区分はない。 ―<br />
2-(1) 基本的に拘束<br />
状態の禁止<br />
2-(2) ある積層の厚 火技基準および JIS Z3801 では熱処理、ピーニングなどの ASME Sec.Ⅸに区分はない。 ―<br />
み毎にピーニング 処理を禁止している。この処理は、溶接士の技能を評価す<br />
施工、あるいは中間 る影響因子でないため、特に見直しする必要はないと考え<br />
熱処理<br />
る。しかしながら技能的問題では無く溶接金属の特性上、<br />
(応力除去、固溶化) 熱処理、ピーニングの処理を行わなければ適切な機械試験<br />
施工<br />
の評価を得ない場合には、実施することを検討する必要が<br />
ある。この場合は、溶接施工法試験の確認項目とし、溶接<br />
士の技能試験の確認項目とはしない。<br />
2-(3) 余盛り止端部 別表第第 14 に記載に引用される JIS Z3801「手溶接士技術 ASME Sec.Ⅸ QW302.4 に目視検 ・2.2.2.11 項「試験検査方法に関す<br />
(フランク角、アンダ 検定における試験方法及び判定基準」では、ビードの形状、 査の規定がある。判定基準は る規定の調査」に示す。<br />
ーカット)の制限 アンダーカットなど著しく不良なものは不合格とし、溶接士の技 QW194 にあるが定量的なもので<br />
能試験では外観上のビード成形は認めていない。ビード形 はない。<br />
状、アンダーカットは技能による処が大きく、実機の溶接部にも<br />
共通の課題ではあるが感応的な基準であるため定量的な<br />
基準が必要と考える。<br />
3.材料に対し: 溶接士の技能には関係しない確認項目であるので、不要で ASME Sec.ⅡPart C に溶加材を規<br />
―<br />
3-(1)溶接材料、母材 ある。<br />
定し不純物の制限を掛けている。<br />
の不純物元素(P,S<br />
技能試験には関係しない。<br />
など)の極小化<br />
3-(2) 溶接材料のフ 溶接士の技能には関係しない確認項目であるので、不要で 溶加材は ASME Sec.Ⅸ QW353<br />
―<br />
ラックスの低酸素 ある。<br />
(SMAW)、QW354(SAW)、QW<br />
化(高塩基性フラッ<br />
355(GMAW)、QW356(GTAW)等<br />
クスを用いるなど)<br />
に区分(Essential)が設けられてい<br />
る。ASME Specification 上では、<br />
ニッケル基合金の溶材は、主に<br />
SFA-5.11、SFA-5.14 に分類され、<br />
高塩基性フラックスの区分はない。技<br />
能試験には関係しない。<br />
- 558 -<br />
- 558 -
表Ⅱ.2.2.2.9-1(b) 溶接工程 規定化の検討 (3/3)<br />
[あらかじめの工程(溶接士の技能試験)]<br />
溶接工程:あらかじめの工程(溶接士技能試験) ―ニッケル基合金の場合<br />
防止策 規定化に向けた検討 ‘07ASME Sec.Ⅸの規定状況 仕様規定[案]<br />
4.溶接部に対し: 衝撃試験については、溶接士の技能よる衝撃値に対する影 ASME Sec.Ⅸ QW141.4(切り欠<br />
―<br />
4-(1) 衝撃試験の採 響は直接的には無いと考えるが、今後候補材の特性によっ き靭性試験←Sec.Ⅰ、Ⅷ、Ⅲで低<br />
用<br />
ては必要性があるかも知れない。<br />
温脆性が要求される材料などの<br />
溶接)で要求があるもの。<br />
4-(2) 割れ感受性試 割れ感受性に対し支配的なファクターが、溶材(被覆材、 ASME Sec.Ⅸには規定されてい<br />
―<br />
験による施工法評 フラックスなど)によるものか、それとも施工(例、姿勢、 ない。参考:ASME Sec. Ⅸ<br />
価の採用<br />
積層など)によるものなのかで規定する方向が違ってく QW141.1(引張試験)、QW141.2<br />
る。前者なら割れ感受性性試験(バレストレイン割れ試験 (型曲げ試験)、QW141.3(すみ<br />
等)を溶接材料の仕様としても規定し、後者なら溶接施工 肉溶接試験)、QW141.4(切り欠<br />
法の確認項目に規定することを検討する必要がある。溶接 き靭性試験←Sec.Ⅰ、Ⅷ、Ⅲで低<br />
士の技能試験には関係ない。<br />
温脆性が要求される材料などの<br />
溶接)で要求があるもの。<br />
4-(3) 溶接熱処理後 溶接士の技能試験には関係ない。 ASME Sec.Ⅸに区分はない。 ―<br />
の硬度検査の実施<br />
4-(4)表面検査、及び ニッケル基合金の割れ等の溶接欠陥が生じやすく、その原 溶接士の技能について、ASME ・別表第14「溶接士技能試験及び<br />
超音波探傷試験(な 因は溶接士の技能に負う部分もある為、表面検査(浸透探傷 Sec.Ⅸ QW305.1 に機械試験に代 判定基準」に、表面検査(浸透探傷<br />
お音響異方性の問 試験)、体積検査(放射線透過試験または超音波探傷試験)は わりに放射線透過試験を実施し 試験)、体積検査(放射線透過試験<br />
題あり)の追加 必要と考える。<br />
てよいとあり。<br />
又は超音波探傷試験)を追加す<br />
る。⇒[案]を表Ⅱ.2.2.2.9-16に示<br />
す。<br />
- 559 -<br />
―<br />
ASME Sec.Ⅸ QW-362 に EB、LB<br />
のオペレータの区分についての<br />
規定がある。<br />
現行火技解釈別表第7「溶接方法の区分」には、現在、EB、<br />
LB はない。<br />
今後、ニッケル基合金に対しては、入熱を極力抑えること、<br />
残留応力を低減する目的から EB、LB の適用が予想される<br />
ので区分を追加する必要がある。溶接士の技能試験には関<br />
係ない。<br />
5.新溶接方法の導入<br />
入熱が小さく、残留<br />
応力が小さい溶接<br />
方法の導入<br />
・EB(電子ビーム溶<br />
接)、LB(レーザビー<br />
ム溶接)など<br />
- 559 -
表Ⅱ.2.2.2.9-1(c) 溶接工程 規定化の検討 (1/3)<br />
[実機溶接時]<br />
実機溶接時―ニッケル基合金の場合<br />
防止策 規定化に向けた検討 ‘07ASME Sec.Ⅸの規定状況 仕様規定[案]<br />
1.溶接方法に対し: 溶接施工法に入熱について規定化することで、必然的に溶 ASME Sec.Ⅰ、Ⅲ、Ⅷ Div.1 に入<br />
―<br />
1-(1)入熱の制限 接時に確認し、記録されることになり、新に規定化の必要 熱に関る規定は特に無く、Sec.<br />
・電圧[V]、電流[A]、 はない。<br />
Ⅸの溶接施工法で管理されるこ<br />
溶接速度[cm/min]<br />
とになる。<br />
1-(2)温度の制限(予 溶接施工法に予熱(最低温度、最高温度)、パス間温度(最高 ASME Sec.Ⅰ PW38 及び<br />
―<br />
熱、パス間温度)、 温度)ついて規定化することで、必然的に溶接時に確認し、 APPENDIX-A100 に予熱の規定<br />
・予熱[℃]、パス間 記録されることになり新に規定化の必要はない。 があるが、ニッケル基合金につい<br />
温度[℃]<br />
ての規定は無い。Sec.Ⅸの溶接施<br />
工法で管理されることになる。<br />
1-(3) テクニックの 溶接施工法に積層方法、ウィービング禁止(ストリンガー ASME Sec.Ⅰ、Ⅲ、Ⅷ Div.1 に積<br />
―<br />
限定<br />
ビード)ついて規定化することで、必然的に溶接中の厳守 層方法、ウィービングに関る規定<br />
・積層方法、ウィー 事項となるが、他の確認項目と相異し溶接士以外の者によ は特に無いが、Sec.Ⅸの溶接施工<br />
ビング゙禁止 る確認方法は困難である。<br />
法で管理されることになる。<br />
1-(4) 酸化性雰囲気 溶着金属部の酸素が低減できる GTAW、GMAW による溶 ASME Sec.Ⅸ QW404.8 に脱酸材<br />
―<br />
の影響がより小さ 接方法が好ましいが、特に現地での溶接の作業環境を想定 成分の変更の区分は設けられて (実機溶接においては規定は不要<br />
い GTAW、GMA の すると SMAW の適用は必須である。SMAW の酸素濃度は いるが、適用される溶接方法は、 であるが、施工法試験においては<br />
採用<br />
GTAW 等のガスシールドに比べ極端に高く、そのため溶接 EB、LB である。<br />
酸素濃度の測定の代わりに断面<br />
金属特性に与える影響は大きい。酸素濃度を測定すること<br />
ミクロ試験での粒界酸化介在物<br />
が望ましくはあるが、その測定には手間が掛かかり現実的<br />
の量で確認する。別表第 11「溶接<br />
な確認方法ではないため、その代わりに溶接施工試験にお<br />
施工法試験方法及び判定基準」に<br />
いて断面ミクロ試験による粒界酸化介在物の量を確認す<br />
断面ミクロ試験を追加する。⇒<br />
ることで担保しておく方法しかないと考える。特に実機溶<br />
[ 案 ] を 表 Ⅱ .2.2.2.9-9 、 表<br />
接の場合、現地の溶接環境が、施工法を取得した工場での<br />
Ⅱ.2.2.2.9-20&21 に示す。)<br />
環境と相異がないように十分に管理する必要がある。<br />
- 560 -<br />
―<br />
―<br />
一般的注意事項であり、確認項目としては不要である。 ASME Sec.Ⅰ、Ⅲ、Ⅷに規定は特<br />
に無いが、Sec.Ⅸの溶接施工法で<br />
管理されることになる。<br />
一般的注意事項であり、確認項目としては不要である。 ASME Sec.Ⅰ、Ⅲ、Ⅷに規定は特<br />
に無いが、Sec.Ⅸの溶接施工法で<br />
管理されることになる。<br />
1-(5) ガスシールド<br />
効果が阻害されな<br />
い暴風対策<br />
2.応力に対し:<br />
2-(1) 基本的に拘束<br />
状態の禁止<br />
- 560 -
表Ⅱ.2.2.2.9-1(c) 溶接工程 規定化の検討 (2/3)<br />
[実機溶接時]<br />
実機溶接時―ニッケル基合金の場合<br />
防止策 規定化に向けた検討 ‘07ASME Sec.Ⅸの規定状況 仕様規定[案]<br />
2-(2) ある積層の厚 溶接施工法にピーニング施工、中間熱処理(応力除去、容 ASME Sec.Ⅷ Div.1UW39 に残 ・別表第24「溶接部の非破壊試験」<br />
み毎にピーニング 体化)について規定化することで製造時の管理を行う。 留応力除去などの目的によるピ に表面検査(浸透探傷試験)を追<br />
施工、あるいは中間 これらの処理を実施した後は、表面検査(浸透探傷試験) ーニング施工の規定がある。Sec. 加する。⇒[案]を、表Ⅱ.2.2.2.<br />
熱処理<br />
を行い欠陥がないことを確認し、次の溶接ビードを重ね Ⅸの溶接施工法で管理されるこ 11-7に示す。<br />
(応力除去、固溶化) る。<br />
とになる。<br />
施工<br />
2-(3) 余盛り止端部 第 124、125 条(ボイラー等)、第 142、143 条(熱交換器 ASME Sec.ⅠPW35 に溶接部の仕 ・2.2.2.11 項「試験検査方法に関す<br />
(フランク角、アンダ 等)、第 160,161 条(液化ガス設備)に継手の仕上げ、余盛 上げの規定がある。<br />
る規定の調査」に示す。<br />
ーカット)の制限 り量の規定があるが、別表第8の溶接方法別の確認項目に<br />
記載はない。この項目は、Ⅱ.2.2.2.11 項の試験検査方法に<br />
関する規定調査で検討する。<br />
3.材料に対し: 候補材の成分を規定しこの中に不純物含有量を規定する。 ASME Sec.ⅡPart C に溶加材を規 ・火技解釈別表第 11「鉄鋼材料の<br />
3-(1)溶接材料、母材 材料検査時にミルシートで確認する。<br />
定、例えばニッケル合金の溶接材 各温度における許容引張り応力」<br />
の不純物元素(P、S<br />
料の SFA-5.11 では不純物(P,S)の には、”火”材(火 STPA28 等)につ<br />
など)の極小化<br />
上限規定があり、規定があるもの いては、不純物の制限を規定して<br />
はミルシート等で確認されるこ おり、同じく候補材についても最<br />
とになる。<br />
終的な成分が固定され次第規定<br />
化する。<br />
- 561 -<br />
・溶材については、現行火技解釈<br />
のスコープ範囲外であり、JIS 側<br />
に規定化を検討する必要がある。<br />
一般事項として ASME Sec.Ⅰ、<br />
Ⅲ、Ⅷでは、溶接材料の取扱い(例<br />
えば棒の乾燥)の規定がある。<br />
候補材の溶接材料が開発され、その特性により必要ならば<br />
規定を検討する。<br />
3-(2) 溶接材料のフ<br />
ラックスの低酸素<br />
化(高塩基性フラッ<br />
クスを用いるなど)<br />
・2.2.2.11 項「試験検査方法に関す<br />
る規定の調査」に示す。<br />
ASME Sec.Ⅰでは PW53 に溶接機<br />
械試験片の項目がある(P-1 材を<br />
除く容器)、Sec.Ⅷでは Div.1<br />
UG84 にシャルピー衝撃試験の<br />
項目がある(低温で使用される容<br />
器向け)<br />
火技解釈別表第 29 溶接部の機械試験板にて衝撃試験の要<br />
求があるのは液化ガス設備の容器、管のみである。この項<br />
目は、Ⅱ.2.2.2.11 項「試験検査方法に関する規定の調査」の<br />
試験検査方法に関する規定調査で検討する。<br />
4.溶接部に対し:<br />
4-(1) 衝撃試験の実<br />
施<br />
ASME Sec.Ⅸに区分はない。 ―<br />
実機を模擬したあらかじめ確認の溶接施工法の中で断面マ<br />
クロ/ミクロで割れ感受性等の評価がを確認されていることを前<br />
提に、定められた施工法通りに実施されていることが溶接<br />
事業者検査にて確認できれば、実機での適用は不要と考え<br />
る。<br />
4-(2) 割れ感受性試<br />
験(バレストレイン<br />
割れ試験)による施<br />
工法評価の採用<br />
- 561 -
表Ⅱ.2.2.2.9-1(c) 溶接工程 規定化の検討 (3/3)<br />
[実機溶接時]<br />
実機溶接時―ニッケル基合金の場合<br />
・別表第24「溶接部の非破壊試験」<br />
に表面検査(浸透探傷試験)を追<br />
加する。⇒[案]を、表Ⅱ.2.2.2.<br />
11-7に示す。<br />
防止策 規定化に向けた検討 ‘07ASME Sec.Ⅸの規定状況 仕様規定[案]<br />
4-(3) 溶接熱処理後 溶接後熱処理による延性、あるいは靭性改善効果を確認す ASME Sec.Ⅷ Div.1に硬度測定<br />
―<br />
の硬度検査の実施 る指標として、熱処理作業の単位毎に硬度検査の必要性に の項目はない。<br />
ついては、候補材の特性に応じ検討する。尚、溶接施工法<br />
で各試験にて十分な評価が出来ていれば不要と考ええる。<br />
4-(4)表面検査、及び 高温割れ、再熱割れの感受性が高い為、放射線検査に加え<br />
UT(なお音響異方性 表面検査を行う。この項目は、Ⅱ.2.2.2.11 項の試験検査方<br />
の問題あり)の追加 法に関する規定調査で検討する。<br />
ASME Sec.Ⅰでは PW11 に RT 検<br />
査の規定(RT が不可能な場合に<br />
は UT)があり、表面検査につい<br />
ては無い。Sec. Ⅷ Div. 1では<br />
UW11 に RT 検査の規定があり<br />
(RT が不可能な場合には UT)、<br />
表面検査については、UG95 に漠<br />
然とした表現ではあるが表面検<br />
査の規定がある。<br />
・別表第 7「溶接方法の区分」、別<br />
表第 8「溶接方法別の確認項目」<br />
に EB、LB を追加する。[案]を表<br />
Ⅱ.2.2.2.9-5、表Ⅱ.2.2.2.9-6 に示<br />
す。<br />
ASME Sec.Ⅸでは、EB(QW-260)、<br />
LB(QW-264)の区分あり。<br />
EB、LB などの溶接方法が開発されれば、現行火技解釈別<br />
表第7「溶接方法の区分」には、現在、EB、LB は無く、<br />
新たに区分を設ける。<br />
5.新溶接方法の導入<br />
入熱が小さく、残留<br />
応力が小さい溶接<br />
方法の導入<br />
・EB(電子ビーム溶<br />
接)、LB(レーザビー<br />
ム溶接)など<br />
- 562 -<br />
(候補材の特性が明らかになった<br />
際に、案を策定する。)<br />
ASME Sec.Ⅰ PW-40 では補修範<br />
囲、方法、非破壊検査などの制限<br />
規定がある。ASME Sec.Ⅲにも規<br />
定がある。<br />
現行火技解釈には、規定は無く、不適切な溶接補修部から、<br />
クリープ割れを生じた事故例もあり設ける必要があると<br />
考える。<br />
6.溶接補修の制限<br />
補修回数、範囲の制<br />
限、方法の規定<br />
- 562 -
表Ⅱ.2.2.2.9-2 確認項目及び確認項目の要素の区分(1/2)<br />
[溶接施工法:被覆アーク溶接(A)の場合―ニッケル基合金]<br />
確認項目 要素の区分 関連する主な欠陥・損傷 規定(案) [関連火技解釈]<br />
母材<br />
現行母材の区分ではニッケル<br />
基合金は P-43、または P-45 に<br />
P 番号 高温割れ、再熱割れ 区分されるが、候補材は従来材<br />
と溶接特性が相異する為、区分<br />
を設ける必要あり。[別表第 9]<br />
溶接性が相異するためニッケ<br />
グループ番号 高温割れ、再熱割れ<br />
ル基合金の固溶強化型合金と<br />
析出強化型合金との区分を設<br />
ける必要あり。[別表第 9]<br />
試験片の厚さは母材の上限と<br />
厚さ 高温割れ、再熱割れ 同一とする必要あり。[別表第<br />
11]<br />
溶接棒 高温割れ、再熱割れ 現行の通り。[別表第 18]<br />
現行溶接金属の区分(A No.)に<br />
ニッケル基合金を設ける必要<br />
溶接金属 高温割れ、再熱割れ があり。同様に溶加材(R-No.)<br />
溶接材料<br />
又は心線(E-No.)も同様[別表第<br />
19、第 20]<br />
溶接棒の外径 高温割れ、再熱割れ<br />
入熱に関連する為、設ける必要<br />
がある。[別表第 10]<br />
(溶接金属の厚さ) ― ―<br />
現行手動の場合、板は下向き、<br />
溶接姿勢 溶接姿勢<br />
高温割れ、再熱割れ、ク<br />
リープ<br />
管は水平固定または水平回転<br />
となっており実作業に近い姿<br />
勢とする必要がある。[別表第<br />
11]<br />
現行の規定通り。 尚ニッケル<br />
予熱の有無 ―<br />
基合金は予熱不要な為関係な<br />
予熱<br />
予熱温度 ―<br />
し。[別表第 10]<br />
同上<br />
パス間温度 高温割れ、再熱割れ<br />
確認項目が無く、追加する必要<br />
がある。[別表第 8、10]<br />
溶接後熱処<br />
理<br />
溶接後熱処理の有無<br />
再熱割れ、延性破壊、脆<br />
現行の通り。但しニッケル基合<br />
性破壊、クリープ、SCC<br />
金の溶接後熱処理の母材の区<br />
分が無く、追加する必要があ<br />
る。[別表第 21]<br />
- 563 -<br />
- 563 -
表Ⅱ.2.2.2.9-2 確認項目及び確認項目の要素の区分(2/2)<br />
[溶接施工法:被覆アーク溶接(A)の場合―ニッケル基合金]<br />
確認項目 要素の区分 関連する主な欠陥・損傷 規定(案) [関連火技解釈]<br />
溶接後熱処理温度<br />
再熱割れ、延性破壊、脆<br />
性破壊、クリープ、SCC 同上<br />
溶接後熱処理時間<br />
再熱割れ、延性破壊、脆<br />
性破壊、クリープ、SCC 同上<br />
溶接後熱処<br />
理<br />
(試験板の厚さ)<br />
再熱割れ、延性破壊、脆<br />
性破壊、クリープ<br />
試験片の厚さは母材の上限と<br />
同一とする必要あり。[別表第<br />
11]<br />
電圧及び電<br />
流<br />
電圧、電流、速度、<br />
入熱量<br />
高温割れ、再熱割れ<br />
速度を追加し、入熱量の確認項<br />
目を設ける必要あり。[別表第<br />
8、10]<br />
極性 高温割れ、再熱割れ 現行通り<br />
多層盛りの層数、パス数、及び<br />
ウィービング(例:ストリンガ<br />
ービード)の区分がなく、確認<br />
層<br />
層、パス数、ウィービ<br />
ング<br />
高温割れ、再熱割れ<br />
項目を設ける必要あり。また積<br />
層が厚い場合、応力除去の為あ<br />
る積層毎のピーニング、また<br />
は、中間熱処理(応力除去)を、<br />
設ける必要あり。[別表第 8、10]<br />
現行の引張試験、曲げ試験、衝<br />
撃試験の機械試験に加え、その<br />
他の試験として断面マクロ試<br />
験の追加、及び影響度合いを考<br />
慮し場合により溶接金属中の<br />
機械試験、<br />
その他の試<br />
験<br />
衝撃試験他<br />
高温割れ、延性破壊、脆<br />
性破壊、クリープ、SCC<br />
酸素濃度の測定、割れ感受性試<br />
験(バレストレイン試験)を設け<br />
る必要あり。[別表第 11]<br />
高温割れ等の欠陥が生じてい<br />
ないことを確認する為、溶接部<br />
の表面検査(浸透探傷検査)を検<br />
査解釈の外観確認の項目に追<br />
加する必要あり。<br />
- 564 -<br />
- 564 -
表Ⅱ.2.2.2.9 -3 確認項目及び確認項目の要素の区分<br />
[溶接士の技能の確認:被覆アーク溶接(A)の場合―ニッケル基合金]<br />
確認項目 要素の区分<br />
溶接方法<br />
の区分<br />
試験材と<br />
溶接姿勢<br />
の区分<br />
溶接棒、溶<br />
加材(ウェ<br />
ルドイン<br />
サートを<br />
含む)又は<br />
心線<br />
機械試験、<br />
その他の<br />
試験<br />
溶接方法<br />
(A,AO,T,TB,TF,TFB,M,MO,PA)<br />
試験材の厚さ、外径<br />
姿勢(下向、立向、横向、水<br />
平固定、鉛直固定、有壁の<br />
有無)<br />
溶接棒の区分<br />
被覆アーク溶接棒<br />
ガス溶接棒<br />
被覆アーク<br />
関連する主な欠陥・損<br />
傷<br />
高温割れ、再熱割れ、<br />
延性破壊、脆性破壊、<br />
クリープ、SCC<br />
- 565 -<br />
規定(案) [関連火技解釈]<br />
現行の区分通り。[別表第 13]<br />
高温割れ、再熱割れ 現行の区分通り。[別表第 13]<br />
高温割れ、再熱割れ<br />
溶加材又は心線の区分 高温割れ、再熱割れ<br />
曲げ試験<br />
(表曲げ試験、側曲げ試験、<br />
裏曲げ試験)<br />
高温割れ、延性破壊、<br />
脆性破壊、クリープ、<br />
SCC<br />
- 565 -<br />
候補材の溶接が、現行のニッ<br />
ケル基合金より更に難作業<br />
で、溶接施工にて特殊な技量<br />
を要するものであれば、別途<br />
区分を設ける必要あり。[別表<br />
第 13]<br />
現行の曲げ試験の機械試験<br />
に加え、その他の試験として<br />
断面マクロ試験を設ける必<br />
要あり。[別表第 14]<br />
高温割れ等の欠陥が生じて<br />
いないことを確認する為、溶<br />
接部の表面検査(浸透探傷検<br />
査)及び体積検査(放射線透過<br />
試験)を判定基準に設ける必<br />
要あり。
表Ⅱ.2.2.2.9-4 ASME Sec.Ⅸにおける溶接方法別の確認項目(1/4)<br />
溶接施工法 *2<br />
*3 QW - 252 QW - 253 QW - 254 QW - 255 QW - 256 QW - 257 QW - 258 QW - 259 QW - 260 QW - 264<br />
火技解釈<br />
ガスタングス<br />
酸素ガス溶 被覆アーク サブマージ ガスメタル<br />
プラズマアー エレクトロス エレクトロガ エレクトロン レーザビー<br />
別表第8<br />
テンアーク溶<br />
接 溶接 アーク溶接 アーク溶接<br />
ク溶接 ラグ溶接 ス溶接 ビーム溶接 ム溶接<br />
パラグラフ Variableの概要 *1 2007 ASME Sec.Ⅸ<br />
及び<br />
接<br />
別表第10<br />
GMAW,<br />
OFW SMAW SAW<br />
GTAW PAW ESW EGW(1) EBW LBW<br />
の確認項目<br />
FCAW<br />
QW-402 .1 φ 開先形状 φ Groove design - - - - - + - - × ×<br />
継手 .2 ± 裏当て ± Backing - × ×<br />
.3 φ 裏当て成分 φ Backing comp. -<br />
.4 - 裏当て - Backing - - -<br />
.5 + 裏当て + Backing - -<br />
.6 > 取付けギャップ > Fit-up gap × ×<br />
.7<br />
.8 φ スタッド形状寸法 φ Stud shape size<br />
.9 - フラックス又はフェルール - Flux or ferrule<br />
.10 φ ルート間隔 φ Roof spacing - - - - - - - -<br />
.11 ± リテーナ ± Retainers 19 - - - - - × ×<br />
.18 φ φ Lap joint config. ×<br />
QW-403 .1 φ P - No. φ P-Nimber 1 × × × × ×<br />
母材 .2 認定最大厚さT Max. T Qualified 15 ×<br />
.3 φ 溶込み、溶融 φ Penetration × ×<br />
.4 φ グループNo. φ +<br />
.5 φ グループNo. φ Group Number + + + + + +<br />
.6 Tの制限衝撃 T Limits impact +<br />
.6 Tの制限 T Limits + + + + +<br />
.7 T/t の制限 > 8in.<br />
.8 φ 認定されたT φ T Qualified 15 × × × × × ×<br />
.9 パスごとの t>1/2in. t pass > 1/2 in. (13mm) × × × × ×<br />
.10 Tの制限(短絡移行) T limits ( S. cir. arc ) ×<br />
.11 φ 認定された P - No. φ P-No. qualified 1 × × × ×<br />
.12 φ P - No./メルトイン φ P-Number/melt-in 1 ×<br />
.13 φ P - No.5/9/10 φ P-No. 5/9/10 1 × × × × × × × × × ×<br />
.14<br />
.15 φ P - No. φ P-Number 1 × ×<br />
- 566 -<br />
- 566 -<br />
【記号の説明】 (注意)<br />
*1: +:追加 >:増加/超え ↑:上進方法 ←:前進方法 φ:変更 (1)垂直方向の自動ガスメタルアーク溶接で、立ち向かう姿勢のみ。<br />
-:削除
表Ⅱ.2.2.2.9-4 ASME Sec.Ⅸにおける溶接方法別の確認項目(2/4)<br />
溶接施工法 *2<br />
QW - 252 QW - 253 QW - 254 QW - 255 QW - 256 QW - 257 QW - 258 QW - 259 QW - 260 QW - 264<br />
ガスタングス<br />
酸素ガス溶 被覆アーク サブマージ ガスメタル<br />
プラズマアー エレクトロス エレクトロガ エレクトロン レーザビー<br />
テンアーク溶<br />
接 溶接 アーク溶接 アーク溶接<br />
ク溶接 ラグ溶接 ス溶接 ビーム溶接 ム溶接<br />
接<br />
GMAW,<br />
OFW SMAW SAW<br />
GTAW PAW ESW EGW(1) EBW LBW<br />
FCAW<br />
*3<br />
火技解釈<br />
別表第8<br />
及び<br />
別表第10<br />
の確認項目<br />
パラグラフ Variableの概要 *1 2007 ASME Sec.Ⅸ<br />
QW-404 .1 φ 断面又は速度 φ Cross section or speed × ×<br />
溶加材 .2 < t 又は φ成分 < t or φ comp. × ×<br />
.3 φ 寸法 φ Size - - -<br />
.4 φ F - No. φ F-Number 2 × × × × × × × ×<br />
.5 φ A - No. φ A-Number 3 × × × × × × × ×<br />
.6 φ 直径 φ Diameter - - - - -<br />
.7 φ 直径 > 1/4 in. φ Diameter > 1/4 in. (6mm) +<br />
.8 ± 又は φ 化学成分 ± or φ Chem. comp. × ×<br />
.9 φ フラックス/ワイヤのクラス φ Flux/wire class. 11 ×<br />
.10 φ 合金フラックス φ Alloy flux 11 ×<br />
.11<br />
.12 φ AWSクラス φ Classification 12 × + + + + + +<br />
.13<br />
.14 ± 溶加材 ± Filler metal 8 × × × ×<br />
.15<br />
.16<br />
.17 φ フラックスの種類又は成分 φ Flux type or comp. 11 ×<br />
.18 φ ワイヤからプレート φ Wire to plate ×<br />
.19 φ 消耗ノズル/溶融ガイド? φ Consum. guide 16 ×<br />
.20 φ 追加の方法 φ Method of addition × ×<br />
.21 φ 分析 φ Analysis × ×<br />
.22 ± 融合インサート ± Consum. insert 9 - -<br />
φ Filler metal product form × × × ×<br />
.23 φ ソリッド又は金属コアからフラックス<br />
コア<br />
- 567 -<br />
- 567 -<br />
Supplemental × ×<br />
±<br />
.24 ± 追加<br />
φ<br />
.25 ± 追加粉末 ±<br />
.26 > 追加粉末 ><br />
.27 φ 合金成分 φ Alloy elements × × ×<br />
.28<br />
.29 φ フラックスの表示 φ Flux designation -<br />
.30 φ t φ t × × × × ×<br />
.31<br />
.32 tの制限(短絡移行) t Limits ( S. cir. arc ) ×<br />
.33 φ AWSクラス φ Classification - - - - - - - - -<br />
.34 φ フラックスの種類 φ Flux type 11 ×<br />
.35 φ フラックス/ワイヤのクラス φ Flux/wire class. + -<br />
.36 再粉砕スラグ Recrushed slag ×<br />
.50 ± フラックス ± Flux -<br />
QW-405 .1 + 姿勢 + Position - - - - - -<br />
姿勢 .2 φ 姿勢 φ Position + + + +<br />
.3 φ ↑↓垂直方向の溶接 φ ↑↓Vertical welding - - - -<br />
【記号の説明】 (注意)<br />
*1: +:追加 >:増加/超え ↑:上進方法 ←:前進方法 φ:変更 (1)垂直方向の自動ガスメタルアーク溶接で、立ち向かう姿勢のみ。<br />
-:削除
表Ⅱ.2.2.2.9-4 ASME Sec.Ⅸにおける溶接方法別の確認項目(3/4)<br />
溶接施工法 *2<br />
*3 QW - 252 QW - 253 QW - 254 QW - 255 QW - 256 QW - 257 QW - 258 QW - 259 QW - 260 QW - 264<br />
火技解釈<br />
ガスタングス<br />
酸素ガス溶 被覆アーク サブマージ ガスメタル<br />
プラズマアー エレクトロス エレクトロガ エレクトロン レーザビー<br />
別表第8<br />
テンアーク溶<br />
接 溶接 アーク溶接 アーク溶接<br />
ク溶接 ラグ溶接 ス溶接 ビーム溶接 ム溶接<br />
パラグラフ Variableの概要 *1 2007 ASME Sec.Ⅸ<br />
及び<br />
接<br />
別表第10<br />
GMAW,<br />
OFW SMAW SAW<br />
GTAW PAW ESW EGW(1) EBW LBW<br />
の確認項目<br />
FCAW<br />
QW-406 .1 低下 > 100゚F Decrease > 100゚F (55℃) 4 - × × × × × - × ×<br />
予熱 .2 φ 予熱維持 φ Preheat maint. - - -<br />
.3 増加 > 100゚F (層間) Increase > 100゚F (55℃) (IP) + + + + +<br />
QW-407 .1 φ PWHT φ PWHT 5 × × × × × × × × × ×<br />
PWHT .2 φ PWHT(温度と時間の範囲) φ PWHT ( T & T range ) + + + + + + +<br />
.3<br />
.4 Tの制限 T Limits × × × × × × ×<br />
QW-408 .1 ± トレイル又はφ成分 ± Trail or φcomp. - - -<br />
ガス .2 φ 単一、混合又は% φ Single, mixture, or % 6 × × × ×<br />
.3 φ 流量 φ Flow rate - - -<br />
.4 φ 成分又は流量 φ Composition 6 ×<br />
.5 ± 又はφ バッキングフロー ± or φ Backing flow - - -<br />
.6 φ 環境 φ Environment × ×<br />
.7 φ 燃料ガスの種類 φ Type fuel gas ×<br />
.8<br />
.9 - バッキング又は φ成分 - Backing or φ comp. 7 × × ×<br />
.10 φ シールド又はトレイル φ Shielding or trailing 6 × × ×<br />
.11 ± ガス ± Gases ×<br />
.12 φ > 5%ガス φ > 5% Gases ×<br />
.13 φ プラズマジェットのポジション φ Plasma jet position ×<br />
.21 φ Flow rate -<br />
- 568 -<br />
- 568 -<br />
QW-409 .1 > 入熱 > Heat input + + + + + +<br />
.2 φ 移行モード φ Transfer mode ×<br />
.3 ± パルス電源 ± Pulsing I -<br />
.4 φ 電流又は極性 φ Current or polarity + - + - + - + - + - + -<br />
.5 φ ±15%電流と速度の範囲 φ ±15% I & E range 17 ×<br />
.6 φ 電流、電圧、距離、オッシレーション φ I, E, speed, distance, osc. ×<br />
.7 φ パルス周波数 φ Pulsing frequency ×<br />
.8 φ 電流&電圧の範囲 φ I & E range - - - - - -<br />
.9 φ アークタイミング φ Arc timing<br />
.10 φ 電流 φ Amperage<br />
.11 φ 電源 φ Power source<br />
.12 φ タングステン電極 φ Tungsten electrode - -<br />
.16<br />
.19 φ パルス φ Pulse ×<br />
.20 φ モード、エネルギー φ Mode, energy ×<br />
.21 φ 電力、速度、寸法、距離 φ Power, speed, d/fl, distance ×<br />
【記号の説明】 (注意)<br />
*1: +:追加 >:増加/超え ↑:上進方法 ←:前進方法 φ:変更 (1)垂直方向の自動ガスメタルアーク溶接で、立ち向かう姿勢のみ。<br />
-:削除
表Ⅱ.2.2.2.9-4 ASME Sec.Ⅸにおける溶接方法別の確認項目(4/4)<br />
溶接施工法 *2<br />
*3 QW - 252 QW - 253 QW - 254 QW - 255 QW - 256 QW - 257 QW - 258 QW - 259 QW - 260 QW - 264<br />
火技解釈<br />
ガスタングス<br />
酸素ガス溶 被覆アーク サブマージ ガスメタル<br />
プラズマアー エレクトロス エレクトロガ エレクトロン レーザビー<br />
別表第8<br />
テンアーク溶<br />
接 溶接 アーク溶接 アーク溶接<br />
ク溶接 ラグ溶接 ス溶接 ビーム溶接 ム溶接<br />
パラグラフ Variableの概要 *1 2007 ASME Sec.Ⅸ<br />
及び<br />
接<br />
別表第10<br />
GMAW,<br />
OFW SMAW SAW<br />
GTAW PAW ESW EGW(1) EBW LBW<br />
の確認項目<br />
FCAW<br />
QW-410 .1 φ ストリンガー/ウィービング φ String/weave - - - - - -<br />
技法 .2 φ 炎の性状 φ Flame characteristics -<br />
.3 φ オリフィス、カップ又はノズル寸法 φ Orifice, cup, or nozzle size - - -<br />
.4 φ ⇔技法 →← φ ←→Technique -<br />
.5 φ 清掃方法 φ Method cleaning - - - - - - - - - -<br />
.6 φ 裏はつり方法 φ Method back gouge - - - - -<br />
.7 φ オッシレーション φ Oscillation 18 - - - - × - × ×<br />
.8 φ チューブ溶接部間隔 φ Tube-work- distance - - -<br />
.9 φ 複数パスから単パス/片面 φ Multiple to single pass/side 14 + - + - + - + - + - + -<br />
.10 φ 単電極から多電極 φ Single to multi electrodes 10 + - + - + - + - × ×<br />
.11 φ 密閉からの開放 φ Closed to out chamber × ×<br />
.12 φ キーホールのメルトイン φ Melt-in to keyhole +<br />
.13<br />
.14 φ ビーム軸の角度 φ Angle of beam axis × ×<br />
.15 φ 電極間隔 φ Electrode spacing - - - - - -<br />
.16<br />
.17 φ 機器の種類とモデル φ Type equip. × ×<br />
.18 > 真空圧 > Pressure of vacuum ×<br />
.19 φ フィラメントの種類、寸法 φ Filament type, size, etc. ×<br />
.20 + 流し溶接 + Wash pass × ×<br />
.21 片側対両側溶接 1 vs. 2 side welding × ×<br />
.24<br />
.25 φ 手動又は自動 φ Manual or automatic 13 - - - -<br />
.26 ± ピーニング ± Peening - - - - - - - -<br />
.36<br />
.37 φ 単層から多層 φ ×<br />
- 569 -<br />
- 569 -<br />
.64 熱処理の使用 Use of thermal processes × × × × × × × × × ×<br />
【記号の説明】 (注意)<br />
*1: +:追加 >:増加/超え ↑:上進方法 ←:前進方法 φ:変更 (1)垂直方向の自動ガスメタルアーク溶接で、立ち向かう姿勢のみ。<br />
-:削除
表Ⅱ.2.2.2.9-5(別表第7参照) 溶接方法の区分[案]<br />
溶接方法の区分 種 類<br />
A 被覆アーク溶接(両側溶接又は裏あて金を用いる片側溶接)<br />
AO 被覆アーク溶接(裏あて金を用いない片側溶接)<br />
G ガス溶接<br />
T ティグ溶接(裏あて金を用いない片側溶接)<br />
TB ティグ溶接(両側溶接又はあて金を用いる片側溶接)<br />
TF 初層ティグ溶接(裏あて金を用いないもの)<br />
TFB 初層ティグ溶接(裏あて金を用いるもの)<br />
M ミグ溶接(両側溶接又は裏あて金を用いる片側溶接)<br />
MO ミグ溶接(裏あて金を用いない片側溶接)<br />
PA プラズマアーク溶接<br />
J サブマージアーク溶接 ※<br />
ES エレクトロスラグ溶接 ※<br />
EG エレクトロガス溶接 ※<br />
ST ティグ溶接 ※<br />
SM ミグ溶接 ※<br />
SPA プラズマアーク溶接 ※<br />
EB 電子ビーム溶接 ※<br />
LB レーザビーム溶接 ※<br />
(備考)<br />
1.※は自動溶接を示す。<br />
2.2つ以上の溶接方法を組合せて溶接を行う場合にあっては、その組合せごとに、<br />
それぞれ1区分とする。<br />
3.ミグ溶接には、マグ溶接を含むものとする。<br />
- 570 -<br />
- 570 -
表Ⅱ.2.2.2.9-6(別表第 8 参照) 溶接方法別の確認項目 (1/2)[案]<br />
溶接方法<br />
A A0 G T TB TF TFB M M0 PA J ES EG ST SM SPA EB LB<br />
確認項目<br />
母 材 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
溶 接 棒 ○ ○ ○ ― ― ― ― ― ― ― ― ― ― ― ― ― ― 次 ―<br />
溶 接 金 属 ○※1 ○※1 ○※1 ― ― ― ― ― ― ― ― ― ― ― ― ― ― ―<br />
表<br />
予 熱 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
溶 接 後 熱 処 理 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ 2 ○<br />
シ ー ル ド ガ ス ― ― ― ○ ○ ○ ○ ○ ○ ○ ― ― ○ ○ ○ ○ ○ ○ /<br />
裏 面 か ら の ガ ス 保 護 ― ― ― ○ ○ ○ ○ ○ ○ ○ ― ― ○ ○ ○ ○ ― ○<br />
溶 加 材 ― ― ― ○ ○ ○ ○ ― ― ○ ― ― ― ― ― ― ○ 2 ○<br />
ウ ェ ル ド イ ン サ ー ト ― ― ― ○ ― ○ ― ― ― ○ ― ― ― ― ― ― ― ○ に<br />
電 極 ― ― ― ○※2 ○※2 ○※2 ○※2 ○ ○ ○※2 ○ ○ ○ ○ ○ ○ ― ―<br />
フ ラ ッ ク ス ― ― ― ― ― ― ― ― ― ― ○ ○ ― ― ― ― ― 示 ―<br />
心 線 ― ― ― ― ― ― ― ○ ○ ― ○ ○ ○ ― ○ ― ― ― す<br />
溶 接 機 ― ― ― ○※2 ○※2 ○※2 ○※2 ○ ○ ○※2 ○ ○ ○ ○ ○ ○ ○ ○<br />
層 ※3 ○※3 ○※3 ○※3 ○※3 ○※3 ○※3 ○※3 ○※3 ○※3 ○※3 ○ ○ ○ ○ ○ ○ ○ 。 ○<br />
母 材 の 厚 さ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
ノ ズ ル ― ― ― ― ― ― ― ― ― ― ― ○ ― ― ― ― ― ―<br />
電 圧 及 び 電 流 ― ― ― ― ― ― ― ― ― ― ― ○ ― ― ― ― ― ―<br />
入 熱 量 ※4 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
揺 動 ― ― ― ― ― ― ― ― ― ― ― ○ ― ― ― ― ― ―<br />
運 棒 ※5 ○ ○ ○ ○ ○ ○ ○ ○ ○ ― ― ― ― ― ― ― ― ―<br />
あ て 金 ― ― ― ― ― ― ― ― ― ― ― ○ ○ ― ― ― ― ―<br />
パ ス 間 温 度 ※6 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○<br />
衝 撃 試 験 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ― ―<br />
(備考)1. 溶接方法の項の記号と溶接方法の種類は表Ⅱ.2.2.2.9-4 に示す。<br />
2. ○印は確認項目の対象を示す。<br />
3. シールドガスにはプラズマアーク溶接におけるオリフィスガス及び母材の区分が、表Ⅱ.2.2.2.9-6 に掲げる P-51 又は P-52 の場合であって<br />
密閉容器中で溶接を行う場合の置換ガスを含む。<br />
4. 心線にはフラックス入りワイヤを含む。<br />
5. 溶接金属の欄の※1 は、溶接金属が鉄鋼の場合、確認項目の対象とする。<br />
6. 電極の欄及び層の欄の※2 は、半自動溶接機による場合、確認項目の対象とする。<br />
7. 別表第 7 備考により 1 区分とされた溶接方法の種類にあっては、その組合された溶接方法にかかる確認項目のすべてとする。<br />
8. ※3 の層の確認項目は、別表第 9(表Ⅱ.2.2.2.9-7)に掲げる P-4○の場合に限る。<br />
9. ※4 の入熱量の確認項目は、別表第 9(表Ⅱ.2.2.2.9-7)に掲げる P-4○の場合に限る。<br />
10. ※5 の運棒の確認項目は、、別表第 9(表Ⅱ.2.2.2.9-7)に掲げる P-4○の場合に限る。<br />
11. ※6 のパス間温度の確認項目は、別表第 9(表Ⅱ.2.2.2.9-7)に掲げる P-4○の場合に限る。<br />
- 571 -<br />
- 571 -
表Ⅱ.2.2.2.9-6 溶接方法別の確認項目 (2/2)[案]<br />
No.<br />
確認項目<br />
溶接方法<br />
EB LB<br />
1 母 材<br />
○ ○<br />
2 溶 接 棒<br />
― ―<br />
3 溶 接 金 属<br />
― ―<br />
4 予 熱<br />
○ ○<br />
5 溶 接 後 熱 処 理<br />
○ ○<br />
6 シ ー ル ド ガ ス<br />
○ ○<br />
7 裏 面 か ら の ガ ス 保 護<br />
― ○<br />
8 溶 加 材<br />
○ ○<br />
9 ウ ェ ル ド イ ン サ ー ト<br />
― ○<br />
10 電 極<br />
― ―<br />
11 フ ラ ッ ク ス<br />
― ―<br />
12 心 線<br />
― ―<br />
13 溶 接 機<br />
○ ○<br />
14 層 ○ ○<br />
15 母 材 の 厚 さ<br />
○ ○<br />
16 ノ ズ ル<br />
― ―<br />
17 電 圧 及 び 電 流<br />
― ―<br />
17a 入 熱 量 ○ ○<br />
18 揺 動<br />
― ―<br />
19 あ て 金<br />
― ―<br />
20 パ ス 間 温 度 ※ 3 ○ ○<br />
21 衝 撃 試 験 ― ―<br />
22 開 先 形 状 ○ ○<br />
23 取 付 ギ ャ ッ プ ○ ○<br />
24 ワ イ ヤ 供 給 速 度 ○ ○<br />
25 オ シ レ ー シ ョ ン の 幅 ○ ○<br />
26 オ シ レ ー シ ョ ン 周 期 ○ ○<br />
27 オシレーションためらい時間 ○ ○<br />
28 溶 接 姿 勢 ○ ○<br />
29 ビ ー ム 電 流 ○ ―<br />
30 ビ ー ム 電 圧 ○ ―<br />
31 ビ ー ム 移 動 速 度 ○ ―<br />
32 ビ ー ム 焦 点 電 流 ○ ―<br />
33 ビームパルス振動時間 ○ ―<br />
34 ビ ー ム 軸 ○ ―<br />
35 ガンから溶接部までの距離 ○ ―<br />
36 真 空 圧 力 ○ ―<br />
37 フ ィ ラ メ ン ト ○ ―<br />
38 レ ー ザ 出 力 ― ○<br />
39 溶 接 速 度 ― ○<br />
40 ビーム周期及びパルス時間 ― ○<br />
41 ビームの運転モード(連続及びパルス) ― ○<br />
42 ビームのエネルギー分布 ― ○<br />
43 ビ ー ム 軸 の 角 度 ― ○<br />
44 焦 点 距 離 ― ○<br />
45 焦 点 外 し 距 離 ― ○<br />
(備考)1. 溶接方法の項の記号と溶接方法の種類は表Ⅱ.2.2.2.9-5 に示す。<br />
2. 入熱量及びパス間温度の項目欄の※3 は、表Ⅱ.2.2.2.9-7 に示す P-4○の場合に限る。<br />
3. EB と LB の溶接方法別の確認項目については、JSME S NB1-2007 を参考とした。<br />
- 572 -<br />
- 572 -
表Ⅱ.2.2.2.9-7(別表第9参照) 母材の区分 [案]<br />
母材の区分 グループ番号 種類<br />
P-1 - 炭素鋼<br />
1 モリブデン鋼であって、標準合金成分の合計が 2.75%以下で、規格による最小引張強さが 480N/mm 2 未満のもの(クロム標準合金成分が 0.75%を超えるものを除く。)<br />
2 モリブデン鋼であって、標準合金成分の合計が 2.75%以下で、規格による最小引張強さが 480 N/mm 2 以上 550 N/mm 2 P-3<br />
未満のもの(クロム標準合金成分が 0.75%を超えるものを除く。)<br />
3 モリブデン鋼であって、標準合金成分の合計が 2.75%以下で、規格による最小引張強さが 550 N/mm 2 以上 660 N/mm 2 未満のもの(クロム標準合金成分が 0.75%を超えるものを除く。)<br />
P-4 - クロムモリブデン鋼、クロムニッケル鋼又はニッケルモリブデン鋼であって、標準合金成分の合計が 2.75%以下のもの(クロム標準合金成分が<br />
2.0%を超えるもの及び P-3 に掲げるものを除く。)<br />
P-5<br />
1 クロムモリブデン鋼であって、標準合金成分の合計が 2.75%を超え 5%以下のもの(クロム標準合金成分が 3.5%を超えるものを除く。)<br />
2 クロムモリブデン鋼であって、標準合金成分の合計が 5%を超え 12%以下のもの(P-15 に掲げるものを除く。)<br />
P-6 - マルテンサイト系ステンレス鋼(P-15 に掲げるものを除く。)<br />
P-7 - フェライト系ステンレス鋼<br />
P-8 - オーステナイト系ステンレス鋼<br />
P-9A - ニッケル鋼であって、ニッケル標準合金成分が 2.50%以下のもの<br />
P-9B - ニッケル鋼であって、ニッケル標準合金成分が 2.50%を超え 3.50%以下のもの<br />
P-11A<br />
1 ニッケル鋼であって、ニッケル標準合金成分が 3.50%を超え 9.0%以下のもの<br />
2 合金鋼であって、規格による最小引張強さが 660 N/mm 2 以上 730 N/mm 2 未満のもの(グループ番号 1 に掲げるものを除く。)<br />
P-11B - 合金鋼であって、規格による最小引張強さが 730 N/mm 2 以上のもの<br />
P-15 - クロムモリブデン鋼であって、標準合金成分の合計が 10%を超え 16%以下で、バナジウムの含有量が 0.15%以上 0.30%以下で、かつニオブの<br />
含有量が 0.04%以上 0.20%以下のもの。<br />
P-21 - アルミニウムであって、アルミニウムの含有量が 99%以上のもの及びアルミニウムマンガン合金であってマンガンの含有量が 1.0%以上 1.5%以<br />
下のもの<br />
P-22 - アルミニウムマグネシウム合金であって、マグネシウムの含有量が 2.0%以上 3.9%以下のもの<br />
P-23 - アルミニウムマグネシウムけい素合金であって、マグネシウムの含有量が 0.45%以上 1.4%未満で、かつけい素の含有量が 0.2%以上 0.8%以下のもの<br />
- 573 -<br />
P-25 - アルミニウムマグネシウム合金であって、マグネシウムの含有量が 3.9%を超え 5.6%以下のもの<br />
P-31 - 銅及び銅合金であって、P-32、P-34 及び P-35 に掲げるもの以外のもの<br />
P-32 - ネーバル黄銅又は復水器用黄銅<br />
P-34 - 白銅又は復水器用白銅<br />
P-35 - アルミニウム青銅<br />
P-42 - ニッケル銅合金であって、ニッケル標準合金成分が 66.5%以下で、かつ、銅の標準合金成分が 25%を超え 33%以下のもの<br />
P-43 - ニッケルクロム鉄合金(P-4○に掲げるものを除く。)<br />
P-45 - 鉄ニッケルクロム合金(P-4○に掲げるものを除く。)<br />
P-4○<br />
1 ニッケル基合金の固溶強化型合金であって、ニッケル標準合金成分が○%を超え○%以下で、クロムの標準合金成分が○%を超え○%以下のも<br />
ので、かつ○○の標準合金成分が○%を超え○%以下のもの<br />
2 ニッケル基合金の析出強化型合金であって、ニッケル標準合金成分が○%を超え○%以下で、クロムの標準合金成分が○%を超え○%以下のも<br />
ので、かつ○○の標準合金成分が○%を超え○%以下のもの<br />
P-51 - チタンであって、規格による最小引張強さが 340 N/mm<br />
- 573 -<br />
2 以下のもの<br />
P-52 - チタンであって、規格による最小引張強さが 340 N/mm 2 超えるもの
表Ⅱ.2.2.2.9-8(別表第10参照) 確認項目の要素の区分 (1/2)[案]<br />
No. 確認項目 要素の区分<br />
母材の区分は、別表第9(表Ⅱ.2.2.2.9-7)に掲げる区分のものについては同表に掲げる区分(ただし、母材の区分が P-5、P-4○及び P-11A のものに<br />
1 母材<br />
あっては、同表のグループ番号別とする。)、同表の区分にないものについては母材の種類及び成分の組合せを1区分及び前記の区分の異なる母材の<br />
(P-No.)<br />
組合せを1区分とする。<br />
溶接棒の区分は、別表第18に掲げる区分のものについては同表に掲げる区分、同表の区分にないものについては溶接棒の種類及び成分の組合せを<br />
溶接棒<br />
1区分及び前記の区分の異なる溶接棒の組合せを1区分とする。但し、別表第 9(表Ⅱ.2.2.2.9-7)に掲げる P-4○のものにあっては棒径を組合せに<br />
2 (F-No.)<br />
含めるものとする。<br />
3 溶接金属(A-No.) 溶接金属の区分は、別表第19に掲げる区分のものについては同表に掲げる区分、同表の区分にないものについてはそれぞれを1区分とする。<br />
予熱の区分は、次の各号による。<br />
1.予熱を行うか行わないかの区分とする。この場合において、水分の除去を目的として、母材を加熱し、その後十分冷却する場合は、予熱を行わ<br />
4 予熱<br />
ない区分とする。<br />
2.前号において予熱を行う場合は、その温度の下限を1区分とする。<br />
溶接後熱処理の区分は、次の各号による。<br />
5 溶接後熱処理 1.溶接後熱処理を行うか行わないかの区分とする。<br />
2.前号において溶接後熱処理を行う場合は、保持温度の下限及び単位溶接部の厚さの最低保持時間の組合せを1区分とする。<br />
シールドガスの区分は、次の各号による。<br />
6 シールドガス 1.シールドガスを使用するか使用しないかの区分とする。<br />
2.前号においてシールドガスを使用する場合は、シールドガスの種類の組合せを1区分とする。<br />
裏面からのガス保護の区分は、次の各号による。<br />
1.裏面からのガス保護を行うか行わないかの区分とする。<br />
7 裏面からのガス保護<br />
2.前号にかかわらず、裏面からのガス保護を行わないものについて試験に適合した場合にあっては、裏面からのガス保護を行うときは、同一区分<br />
とする。※<br />
8<br />
溶加材<br />
溶加材の区分は、別表第20に掲げる区分のものについては同表に掲げる区分及び同表の区分にないものについては溶加材の種類及び成分の組合せ<br />
(R-No.)<br />
を1区分とする。但し、別表第 9(表Ⅱ.2.2.2.9-7)に掲げる P-4○のものにあっては溶加材の径を組合せに含めるものとする。<br />
ウェルドインサートの区分は、次の各号による。<br />
1.ウェルドインサートを使用するか使用しないかの区分とする。<br />
9 ウェルドインサート<br />
2.前号においてウェルドインサートを使用する場合は、別表第20に掲げる区分のものについては同表に掲げる区分及び同表の区分にないものに<br />
ついてはウェルドインサートの種類及び成分の組合せを1区分とする。<br />
- 574 -<br />
10 電極 電極の数の区分とする。<br />
11 フラックス フラックスの銘柄(種類及び成分の組合せを含む。)を1区分とする。<br />
心線の区分は、別表第20に掲げる区分のものについては同表に掲げる区分及び同表の区分にないものについては心線の種類及び成分の組合せを1<br />
区分とする。但し、別表第 9(表Ⅱ.2.2.2.9-7)に掲げる P-4○のものにあっては心線の径を組合せに含めるものとする。<br />
12 心線<br />
(E-No.)<br />
13 溶接機 溶接機の区分は、自動溶接機、半自動溶接機の区分とする。<br />
- 574 -
表Ⅱ.2.2.2.9-8(別表第10参照) 確認項目の要素の区分 (2/2)[案]<br />
No. 確認項目 要素の区分<br />
層の区分は、次の各号による。<br />
1.多層盛りと一層盛りとの区分とする。<br />
14 層<br />
2.一層盛りについて試験に適合した場合にあっては、多層盛りを行うときは、同一区分とする。※<br />
3.別表第 9(表Ⅱ.2.2.2.9-7)に掲げる P-4○の多層盛りの場合は、概ねの層数、及びパス数の組合せを 1 区分とする。また中間ピーニング、又は<br />
中間熱処理を施工した場合には、区分を付け加える。<br />
母材の厚さの区分は、次の各号による。<br />
1.母材の厚さの上限を1区分とする。<br />
15 母材の厚さ<br />
2.前号にかかわらず、別表第11の試験方法の項における1.イに係るものにあっては、試験に適合した試験材の厚さの2倍以下であるときは、<br />
同一区分とする。※<br />
16 ノズル ノズルの区分は、ノズルが消耗性か非消耗性かの区分とする。<br />
電圧及び電流の区分は、次の各号による。<br />
17 電圧及び電流 1.電流及び電圧の値を1区分とする。<br />
2.前号にかかわらず、試験に適合した電圧及び電流の値に対して±15%以内の範囲であるときは、同一区分とする。※<br />
17a 入熱量 入熱量[J/cm]の上限値を 1 区分とする。<br />
揺動の区分は、次の各号による。<br />
18 揺動<br />
1.揺動を行うか行わないかの区分とする。<br />
2.前号において揺動を行う場合は、揺動の幅、頻度及び停止時間の組合せを1区分とする。<br />
運棒の区分は、次の各号による。<br />
18a 運棒<br />
1.ストリンガービードを行うか行わないかの区分とする。<br />
2.前号において、ストリンガービードを行わない場合は、運棒又はオッシレートの幅、及び方法などの組合せを1区分とする。<br />
あて金の区分は、次の各号による。<br />
19 あて金<br />
1.あて金を使用するか使用しないかの区分とする。<br />
2.前号においてあて金を使用する場合は、非金属か非溶融性金属かの区分とする。<br />
パス間温度の区分は、次の各号による。<br />
20 パス間温度<br />
1.パス間温度の管理を行うか行わないかの区分とする。<br />
2.前号においてパス間温度の管理を行う場合は、その温度の上限、又は下限から上限の範囲を1区分とする。<br />
衝撃試験 衝撃試験を要求されている場合においては、衝撃試験温度の下限を1区分とする。<br />
21<br />
衝撃試験を要求されている場合とは、別表第 30 に示す衝撃試験が要求される機器の区分、又は別表第 9(表Ⅱ.2.2.2.9-7)に掲げる P-15 及び P-4○<br />
の母材の区分に該当するものとする。なお、P-15 及び P-40 の母材の区分の場合の衝撃試験温度は、室温とする。<br />
※ は溶接施工における区分とする。<br />
(注) 電子ビーム溶接及びレーザビーム溶接に係る項目{表Ⅱ.2.2.2.9-6(その 2)の確認項目参照}<br />
・母材<br />
・溶接棒、溶加材、心線<br />
・層<br />
- 575 -<br />
・入熱量<br />
・パス間温度等<br />
及び内容に関しては、次年度以降も検討することとする。<br />
- 575 -
表Ⅱ.2.2.2.9-9(別表第11参照) 溶接施工法試験方法及び判定基準 (1/2)[案]<br />
試験方法 判定基準<br />
1.試験材の厚さは次のとおりとする。<br />
イ.ロからニまでに掲げる場合を除き、確認項目の要素の区分の母材の厚さ(以下この表において「母材の厚さ」という。)<br />
の上限の 1/2 から上限までの範囲の値<br />
ロ.次に掲げる場合は、母材の厚さの上限の値<br />
(1)確認に用いる試験材が管である場合は、外径が 140mm 以下で、かつ、母材の厚さの上限が 19mm を超えるとき<br />
(2)母材の区分が別表第9に掲げる P-1 及び P-3 であって、予熱温度の下限が 100℃、溶接後熱処理は行わず、かつ、<br />
母材の厚さの上限が P-1 の場合は、32mm、P-3 の場合は、13mm を超えるとき<br />
(3)母材の区分が別表第9に掲げる P-11A-1、P-11A-2 及び P-11B であるとき<br />
(4)ガス溶接、ティグ溶接、プラズマアーク溶接、半自動溶接又は自動溶接による場合であって、片側溶接として<br />
一層盛りを行うとき<br />
(5)半自動溶接又は自動溶接による場合であって、両側溶接として、それぞれの側に一層盛りを行うとき(母材の<br />
厚さが、50mm を超える場合に限る。)<br />
(6)母材の区分が別表第9に掲げる P-4○であるとき<br />
ハ.エレクトロスラグ溶接又はエレクトロガス溶接の場合は、母材の厚さの上限の 0.9 倍から上限までの値<br />
ニ.衝撃試験を行う場合には、イからハまでによるほか、日本工業規格 JIS Z2202(1998)「金属材料衝撃試験片」の V ノ<br />
ッチ試験片を採取できる厚さ以上<br />
- 576 -<br />
2.試験材の取り付け方法は次のとおりとする。ただし、専用的な自動溶接機等であって、これによって行うことが適当でな<br />
い場合は、実作業の姿勢とする。<br />
イ.試験材が板である場合(ハに掲げるものを除く。)は、下向とする。<br />
ロ.試験材が管である場合(ハに掲げるものを除く。)は、水平固定又は水平回転とする。<br />
ハ. 母材の区分が別表第9(表Ⅱ.2.2.2.9-7)に掲げる P-4○である場合は、次による。<br />
(1)試験材が板である場合は、実作業により近い姿勢とする。<br />
(2)試験材が管である場合は、実作業に近い姿勢とする水平固定及び鉛直固定とする。<br />
ただし実作業の姿勢が定まらない場合は、水平固定及び鉛直固定とするが水平回転の場合は、水平回転とする。<br />
3.試験片の種類、数及び採取位置は、附図第1から附図第3までによる。<br />
4.<br />
(1)継手引張試験は、別表第31の試験の種類が<br />
継手引張試験に応じた判定基準の項に準ずる。<br />
(2)曲げ試験は、別表第31の試験の種類が型曲<br />
げ試験に応じた判定基準の項に準ずる。<br />
(3)衝撃試験は、衝撃試験の区分のうち用途の区<br />
分が液化ガス設備用のものにあっては、別表<br />
第31の試験の種類が衝撃試験に応じた判定<br />
基準の項に準ずる。<br />
4.試験片の形状、寸法及び試験方法については、次による。<br />
イ.突合せ溶接の場合<br />
(1)継手引張試験は、別表第31の試験の種類が継手引張試験に応じた試験片及び試験の方法の項に準ずる。<br />
(2)曲げ試験は、別表第31の試験の種類が型曲げ試験の欄のそれぞれ該当する曲げ試験に応じた試験片及び試験<br />
の方法の項に準ずる。ただし、表曲げ試験は裏曲げ試験に準ずる。<br />
(3)衝撃試験は、別表第31の試験の種類が衝撃試験に応じた試験片及び試験の方法の項に準ずる。<br />
- 576 -
表Ⅱ.2.2.2.9-9(別表第11参照) 溶接施工法試験方法及び判定基準 (2/2)[案]<br />
試験方法 判定基準<br />
5.母材の区分が別表第 9(表Ⅱ.2.2.2.9-7)に掲げる P-4○である場合は、次の試験を加える。<br />
5.<br />
イ.突合せ溶接の場合<br />
(1)<br />
(1)試験片の切出し前に、溶接部の浸透探傷試験及び放射線透過試験(又は超音波透過試験)を行う。<br />
①浸透探傷試験は、別表第 28 の2.判定基準に<br />
①浸透探傷試験の方法は、別表第 28 の1.試験方法による。<br />
よる。<br />
②放射線透過試験の方法は、別表第 25 の1.試験方法による。<br />
②放射線透過試験は、別表第 25 の2.判定基準<br />
③超音波探傷試験の方法は、別表第 26 の1.試験方法による。<br />
による。<br />
(2)断面マクロ試験、及び断面ミクロ試験を行う。<br />
③超音波探傷試験は、別表第 26 の 2.判定基準<br />
①試験材が板である場合の試験片の数、採取位置は、付図第1(表Ⅱ.2.2.2.9-17)による。<br />
による。<br />
②試験片が管である場合の試験片の数、採取位置は、附図第2(表Ⅱ.2.2.2.9-18(a)、又は表Ⅱ.2.2.2.9-18(b)) (2)<br />
による。<br />
(判定基準の[案]を表Ⅱ.2.2.2.9-20「断面<br />
(③試験方法は、[案]を表Ⅱ.2.2.2.9-20「断面マクロ/ミクロ試験方法及び判定基準」に示す。)<br />
マクロ/ミクロ試験方法及び判定基準」に示<br />
す。)<br />
- 577 -<br />
- 577 -
被<br />
覆<br />
ア<br />
ー<br />
ク<br />
溶<br />
接<br />
棒<br />
ガ<br />
ス<br />
溶<br />
接<br />
棒<br />
被<br />
覆<br />
ア<br />
ー<br />
ク<br />
溶<br />
接<br />
棒<br />
表Ⅱ.2.2.2.9-10(別表第18参照) 溶接棒の区分[案]<br />
溶接棒の区分 種 類<br />
F-0 イルミナイト系溶接棒<br />
F-1<br />
F-2<br />
高酸化鉄系溶接棒<br />
鉄粉酸化チタン系溶接棒(軟鋼及び高張力鋼用(下向用、水平隅肉用))<br />
鉄粉低水素系溶接棒(モリブデン鋼及びクロムモリブデン鋼用以外)<br />
鉄粉酸化鉄系溶接棒<br />
ライムチタニア系溶接棒<br />
高酸化チタン系溶接棒<br />
鉄粉酸化チタン系溶接棒(高張力鋼用(全姿勢))<br />
F-3 高セルロース系溶接棒<br />
F-4<br />
低水素系溶接棒<br />
鉄粉低水素系溶接棒(モリブデン鋼及びクロムモリブデン鋼用)<br />
F-5 ステンレス鋼溶接棒<br />
F-6-1 高延性ガス溶接棒<br />
F-6-2 低延性ガス溶接棒<br />
F-41 ニッケル用溶接棒<br />
F-42 ニッケル銅合金用溶接棒<br />
F-43 ニッケルクロム鉄合金用溶接棒<br />
F-44 ニッケルモリブデン鉄合金用溶接棒<br />
F-45 鉄ニッケルクロムモリブデン合金用溶接棒<br />
F-4○<br />
ニッケル基合金(別表第19(表Ⅱ.2.2.2.9-11)に掲げるA-4○に区分される<br />
もの)<br />
〔注〕F-43 及び F-45 の被覆アーク溶接棒にあっては、A-USC ボイラーに適用の計画予定がある新材料<br />
の溶接材料の開発情況に応じ、上記の通り F-4○ニッケル基合金の区分を設けるか、若しくは上記表の<br />
溶接棒の区分に対応する F-銘柄(商品名)を銘柄(商品名)-区分対応表(溶接棒等)に追加するもの<br />
とする。<br />
- 578 -<br />
- 578 -
表Ⅱ.2.2.2.9-11(別表第19参照) 溶接金属の区分[案]<br />
溶 接 金 属 の 主 要 成 分 (%)<br />
溶接金属の<br />
溶接金属<br />
C Cr Mo Ni Mn Si<br />
区 分<br />
A-1 炭素鋼 0.15 以下 - - - 1.60 以下 1.00 以下<br />
A-2 モリブデン鋼 0.15 以下 0.50 以下 0.40 – 0.65 - 1.60 以下 1.00 以下<br />
A-3 クロムモリブデン鋼 0.15 以下 0.40 – 2.00 0.40 – 0.65 - 1.60 以下 1.00 以下<br />
A-4-1 クロムモリブデン鋼 0.15 以下 2.00 – 5.00 0.40 – 1.50 - 1.60 以下 2.00 以下<br />
0.15 以下 5.00 – 10.50 0.40 – 1.50 - 1.20 以下 2.00 以下<br />
A-4-2 クロムモリブデン鋼(A-15 に掲げるも<br />
のを除く。)<br />
0.15 以下 11.00 – 15.00 0.70 以下 - 2.00 以下 1.00 以下<br />
A-5 マルテンサイト系ステンレス鋼(A-15<br />
に掲げるものを除く。)<br />
A-6 フェライト系ステンレス鋼 0.15 以下 11.00 – 30.00 1.00 以下 - 1.00 以下 3.00 以下<br />
A-7 オーステナイト系ステンレス鋼 0.15 以下 14.50 – 30.00 4.00 以下 7.50 – 15.00 2.50 以下 1.00 以下<br />
- 579 -<br />
A-8 オーステナイト系ステンレス鋼 0.30 以下 25.00 – 30.00 4.00 以下 15.00 – 37.00 2.50 以下 1.00 以下<br />
A-10 ニッケル鋼 0.15 以下 - 0.55 以下 0.80 – 4.00 1.70 以下 1.00 以下<br />
0.20 –<br />
8.00–<br />
1.50 以下 1.60 以下 1.00 以下<br />
A-15 クロムモリブデン鋼※ 0.15 以下<br />
1.50<br />
13.00<br />
A-4○ ニッケル基合金 ○ ○ ○ ○ ○ ○<br />
(注)例えば、Cr:0.40 – 2.00 は、0.40≦Cr≦2.00(%)を意味する。<br />
※ 主要成分の他に、バナジウムの含有量が 0.15%以上 0.30%以下で、かつニオブの含有量が 0.02%以上 0.20%以下であること。<br />
A-15、A-4○の溶接金属の区分にあっては、A-USC ボイラーに適用の計画予定がある新材料の溶接材料の開発状況に応じ、溶接金属の主要成分の値を見直すものとする。<br />
- 579 -
表Ⅱ.2.2.2.9-12(別表第20参照) 溶加材若しくはウェルドインサート又は心線の区分[案]<br />
心線の区分 種 類<br />
溶加材又は<br />
ウェルドインサートの区分<br />
R-1 E-1 炭素鋼(溶接金属の成分が、別表第 19(表Ⅱ.2.2.2.9-11)に掲げる A-1 に相当するもの)<br />
R-2 E-2 モリブデン鋼(溶接金属の成分が、別表第 19(表Ⅱ.2.2.2.9-11)に掲げる A-2 に相当するもの)<br />
R-3 E-3 クロムモリブデン鋼(溶接金属の成分が、別表第 19(表Ⅱ.2.2.2.9-11)に掲げる A-3 に相当するもの)<br />
R-4-1 E-4-1 クロムモリブデン鋼(溶接金属の成分が、別表第 19(表Ⅱ.2.2.2.9-11)に掲げる A-4-1 に相当するもの)<br />
R-4-2 E-4-2 クロムモリブデン鋼(溶接金属の成分が、別表第 19(表Ⅱ.2.2.2.9-11)に掲げる A-4-2 に相当するもの)<br />
R-5 E-5 マルテンサイト系ステンレス鋼(溶接金属の成分が、別表第 19(表Ⅱ.2.2.2.9-11)に掲げる A-5 に相当するもの)<br />
R-6 E-6 フェライト系ステンレス鋼(溶接金属の成分が、別表第 19(表Ⅱ.2.2.2.9-11)に掲げる A-6 に相当するもの)<br />
R-7 E-7 オーステナイト系ステンレス鋼(溶接金属の成分が、別表第 19(表Ⅱ.2.2.2.9-11)に掲げる A-7 に相当するもの)<br />
R-8 E-8 オーステナイト系ステンレス鋼(溶接金属の成分が、別表第 19(表Ⅱ.2.2.2.9-11)に掲げる A-8 に相当するもの)<br />
R-10 E-10 ニッケル鋼(溶接金属の成分が、別表第 19(表Ⅱ.2.2.2.9-11)に掲げる A-10 に相当するもの)<br />
R-15 E-15 クロムモリブデン鋼(溶接金属の成分が、別表第 19(表Ⅱ.2.2.2.9-11)に掲げる A-15 に相当するもの)<br />
R-21 E-21 アルミニウム<br />
R-22 E-22 アルミニウムマグネシウム合金<br />
- 580 -<br />
R-23 E-23 アルミニウムけい素合金<br />
R-31 E-31 銅<br />
R-32 E-32 けい素青銅<br />
R-33 E-33 りん青銅<br />
R-34 E-34 白銅<br />
R-36 E-36 アルミニウム青銅<br />
R-37 E-37 特殊アルミニウム青銅<br />
R-41 E-41 ニッケル<br />
R-42 E-42 ニッケル銅合金<br />
R-43 E-43 ニッケルクロム鉄合金<br />
R-44 E-44 ニッケルモリブデン鉄合金<br />
R-45 E-45 鉄ニッケルクロムモリブデン合金<br />
R-4○ E-4○ ニッケル基合金(溶接金属の成分が、別表第 19(表Ⅱ.2.2.2.9-11)に掲げる A-4○に相当するもの)<br />
R-51 E-51 チタン<br />
- 580 -
表Ⅱ.2.2.2.9-13(別表第 21 参照) 溶接後熱処理における温度範囲及び溶接部の厚さに応じた保持時間[案]<br />
溶接部の厚さに応じた保持時間(時間)<br />
厚 さ が 厚さが 12.5mm を 厚さが 50mm を超え 厚さが 125mm を超え<br />
母材の区分 温度範囲(℃)<br />
12.5mm 以下 超え 50mm 以下の 125mm 以下の場合 る場合<br />
場合<br />
の場合<br />
別表第 9(表Ⅱ.2.2.2.9-7)に掲げるP-1 595 以上 700 以下 0.5 以上 t/25 以上 2 +{(t-50)/100}以上 2 +{(t-50)/100}以上<br />
別表第 9(表Ⅱ.2.2.2.9-7)に掲げるP-3 595 以上 710 以下 0.5 以上 t/25 以上 2 +{(t-50)/100}以上 2 +{(t-50)/100}以上<br />
別表第 9(表Ⅱ.2.2.2.9-7)に掲げるP-4 595 以上 740 以下 0.5 以上 t/25 以上 t/25 以上 5 +{(t-125)/100}以上<br />
別表第 9(表Ⅱ.2.2.2.9-7)に掲げるP-5 680 以上 760 以下 0.5 以上 t/25 以上 t/25 以上 5 +{(t-125)/100}以上<br />
別表第 9(表Ⅱ.2.2.2.9-7)に掲げるP-6 680 以上 760 以下 0.5 以上 t/25 以上 t/25 以上 5 +{(t-125)/100}以上<br />
別表第 9(表Ⅱ.2.2.2.9-7)に掲げるP-7 705 以上 760 以下 0.5 以上 t/25 以上 t/25 以上 5 +{(t-125)/100}以上<br />
別表第 9(表Ⅱ.2.2.2.9-7)に掲げるP-9A 及び 9B 595 以上 680 以下 0.5 以上 t/25 以上 t/25 以上 5 +{(t-125)/100}以上<br />
別表第9(表Ⅱ.2.2.2.9-7)に掲げるP-11A 及び11B 595 以上 680 以下 0.5 以上 t/25 以上 t/25 以上 t/25 以上<br />
別表第 9(表Ⅱ.2.2.2.9-7)に掲げるP-15 ※ 705 以上 800 以下※ 0.5 以上 t/25 以上 t/25 以上 5 +{(t-125)/100}以上<br />
- 581 -<br />
別表第 9(表Ⅱ.2.2.2.9-7)に掲げるP-4○ ○○以上○○以下 ○○以上 ○○以上 ○○以上 ○○以上<br />
(備考)<br />
tは、次に掲げる厚さ(mmを単位とする。)とする。<br />
1 完全溶込み溶接の場合にあっては、溶接部の厚さ又は母材(耐圧部に限る。)の厚さ(厚さが異なる場合は、薄い方の厚さ)のうち、<br />
いずれか薄い方の厚さ<br />
2 部分溶込み溶接の場合にあっては、開先の深さ<br />
3 すみ肉溶接の場合にあっては、のど厚<br />
※ 温度範囲の下限は、次の通りとする。<br />
母材の区分が異なる場合にあっては、705℃<br />
母材の区分が同じ場合にあっては、730℃<br />
温度範囲の上限は、次の通りとする。<br />
母材及び溶接金属のそれぞれにおいて、Ni と Mn の含有量の合計が 1.0%未満の場合にあっては、800℃<br />
母材及び溶接金属のそれぞれにおいて、Ni と Mn の含有量の合計が 1.0%以上で 1.5%未満の場合にあっては、790℃<br />
母材及び溶接金属のそれぞれにおいて、Ni と Mn の含有量の合計が 1.5%以上の場合、又は溶接金属の Ni と Mn の含有量が不明な場合にあっ<br />
ては、775℃<br />
(注)母材の区分欄の別表第 9(表Ⅱ.2.2.2.9-7)に掲げるP-15、P-4○にあっては、A-USC ボイラーに適用の計画予定がある新材料及び溶接材料の開発状況に応じ、溶接後<br />
熱処理における温度範囲及び溶接部の厚さに応じた保持時間を見直すものとする。<br />
- 581 -
表Ⅱ.2.2.2.9-14(検査解釈別表 1 参照) 溶接事業者検査に係る検査の方法及び技術基準の解釈の該当条文 (1/2)[案]<br />
あらかじめの確認の種類:イ 溶接施工法に関すること(溶接施工法検査)<br />
溶接事業者の工程 溶接事業者検査の方法 技術基準の解釈の該当条文<br />
溶接施工法の内容確認<br />
(記載省略) 第 107 条(溶接施工法)、第 108 条(判定基準)、<br />
第 109 条(溶接設備)<br />
電気工作物の溶接に用いようとする溶接<br />
【参考】試験で確認すべき事項別表第 8 溶接<br />
施工法について、試験開始前に確認する。<br />
方法別の確認項目<br />
材料確認<br />
(記載省略) 第 107 条(溶接施工法)、第 108 条(判定基準)、<br />
第 109 条(溶接設備)<br />
開先確認の前に確認する。ただし、試験<br />
【参考】溶接後熱処理<br />
材を切断する場合は切断する前に確認す<br />
ボイラー等:第 126 条、熱交換器等:第 144<br />
る。<br />
条、液化<br />
ガス設備:第 162 条<br />
開先確認<br />
(記載省略)<br />
(記載省略)<br />
溶接を開始する前に確認する。<br />
溶接作業中確認<br />
試験材について、目視により外観が良好であることを確認する。<br />
溶接開始前及び溶接中に確認する。<br />
外観確認<br />
- 582 -<br />
溶接終了後に確認する。<br />
第 107 条(溶接施工法)、第 108 条(判定基準)<br />
溶接部について次の非破壊試験を行い、その試験方法及び結果が技術基準<br />
に適合するものであることを次の通り確認する。<br />
1.非破壊試験実施者について<br />
検査に先立ち試験を実施するものが次の事項のいずれかに適合しているか<br />
を確認する。<br />
(1)日本非破壊検査協会規格 NDI0601(1991)、JISZ2305(2001) に基づく有<br />
資格者<br />
(2)認定制度、認定要領等が第三者に確認されたものである等、客観性を有<br />
した認定試験に基づく試験に合格していること。<br />
2.非破壊試験について<br />
(1)放射線透過試験<br />
主に割れ、溶込み不良、ブロホール等の内部欠陥の有無を確認する。<br />
①検査要領記載の撮影条件等が技術基準の解釈に適合していることを<br />
確認する。<br />
非破壊検査<br />
非破壊検査が必要なものについては、溶<br />
接終了後に非破壊検査にて確認する。また<br />
溶接後熱処理を実施した場合にはその後に<br />
おいても確認する。<br />
- 582 -
表Ⅱ.2.2.2.9-14(検査解釈別表 1 参照) 溶接事業者検査に係る検査の方法及び技術基準の解釈の該当条文 (2/2)[案]<br />
あらかじめの確認の種類:イ 溶接施工法に関すること(溶接施工法検査)<br />
溶接事業者の工程 溶接事業者検査の方法 技術基準の解釈の該当条文<br />
②透過試験(フィルム)を観察器により観察を行い欠陥の有無を調べ、技<br />
術基準に適合することを確認する。<br />
③透過試験(フィルム)の溶接部の濃淡の程度により、必要な場合は余盛<br />
りの高さ、継手の仕上げ程度について確認する。<br />
(2)超音波探傷試験<br />
主に割れ、溶込み不良、ブロホール等の内部欠陥の有無を確認する。<br />
①超音波探傷装置を使用して、対比試験片による校正を行ったのち、溶<br />
接部について欠陥指示の有無を調べ、技術基準の解釈に適合することを<br />
確認する。<br />
②探傷方向は、超音波が溶接部全体に伝播するように行う。斜角法の場<br />
合は可能な限り溶接線に対し直交及び平行方向について両側から行う。<br />
(3)浸透探傷試験<br />
表面に開口した欠陥の有無を確認する。<br />
溶接部について欠陥指示の有無を調べ、技術基準の解釈に適合すること<br />
を確認する。現像ムラ、洗浄不足、洗浄過多が認められる場合には前処<br />
理から再試験を行う。<br />
(記載省略)<br />
溶接後熱処理確認<br />
- 583 -<br />
溶接終了後、機械試験前に確認する。<br />
第 107 条(溶接施工法)、第 108 条(判定基準)<br />
溶接部の断面マクロ試験、断面ミクロ試験を行い、溶接部の状態が技術基準<br />
に適合するものであることを確認する。<br />
なお、材料などの専門的知識、経験などを有しなければ判定できない評価項<br />
目については、その有識者等による判定によるものとする。<br />
断面マクロ試験、ミクロ試験<br />
断面マクロ試験、ミクロ試験が必要なも<br />
のについては溶接終了後に確認する。ただ<br />
し、溶接後熱処理を実施した場合は、溶接<br />
後熱処理終了後に確認する。<br />
(記載省略)<br />
機械試験確認<br />
溶接終了後に確認する。ただし、溶接後<br />
熱処理が必要なものについては、溶接後熱<br />
処理終了後に確認する。<br />
(判定) 以上の全ての工程において、技術基準に適合していることが確認された場合、<br />
当該溶接事業者検査に係る溶接施工法は技術基準に適合するものとする。<br />
- 583 -
表Ⅱ.2.2.2.9-15(別表第 13 参照)手溶接士の技量試験事項 (第 110 条及び第 111 条関係)(1/2)[案]<br />
試験事項の区分 細目の区分<br />
溶接方法 溶接方法の区分は、次の表の溶接方法の区分の項に掲げる区分とする。<br />
(記載省略)<br />
試験材及び溶接姿勢 試験材及び溶接姿勢の区分は,次の表の試験材の区分の項に掲げる区分及び同表の溶接姿勢の区分の項に掲げる区分の組合せとする。<br />
(記載省略)<br />
1 溶接棒の区分は、次の表の溶接棒の区分に掲げるものについては同表に掲げる区分及び同表に区分のないものについてはその種類及び成分の<br />
溶接棒、溶加材(ウェ<br />
組合せを1区分とする。<br />
ルドインサートを含<br />
溶接棒の区分 種類<br />
被覆アーク溶接 F-0 イルミナイト系溶接棒<br />
棒<br />
F-0 及び F-1 イルミナイト系溶接棒、高酸化鉄系溶接棒、鉄粉酸化チタン系溶接棒(軟鋼及び高張力鋼用(下向用、水<br />
平隅肉用))、鉄粉低水素系溶接棒(モリブデン鋼及びクロムモリブデン鋼用以外)、鉄粉酸化鉄系溶接棒<br />
F-0 から F-2 イルミナイト系溶接棒、高酸化鉄系溶接棒、鉄粉酸化チタン系溶接棒、鉄粉低水素系溶接棒、(モリブデン<br />
鋼及びクロムモリブデン鋼用以外)、鉄粉酸化鉄系溶接棒、ライムチタニア系溶接棒、高酸化チタン系溶接<br />
棒<br />
F-0 から F-3 イルミナイト系溶接棒、高酸化鉄系溶接棒、鉄粉酸化チタン系溶接棒、鉄粉低水素系溶接棒(モリブデン<br />
鋼及びクロムモリブデン鋼用以外)、鉄粉酸化鉄系溶接棒、ライムチタニア系溶接棒、高酸化チタン系溶接<br />
棒、高セルロ-ス系溶接棒<br />
F-0 から F-4 イルミナイト系溶接棒、高酸化鉄系溶接棒、鉄粉酸化チタン系溶接棒、鉄粉低水素系溶接棒、鉄粉酸化鉄<br />
系溶接棒、ライムチタニア系溶接棒、高酸化チタン系溶接棒、高セルロ-ス系溶接棒、低水素系溶接棒<br />
F-5 ステンレス用溶接棒<br />
ガス溶接棒 F-6-1 高延性ガス溶接棒<br />
F-6-2 低延性ガス溶接棒<br />
被覆アーク溶接 F-40X ニッケル用溶接棒、ニッケル銅合金用溶接棒、ニッケルクロム鉄合金用溶接棒<br />
棒<br />
ニッケルモリブデン鉄合金用溶接棒、鉄ニッケルクロムモリブデン合金用溶接棒<br />
被覆アーク溶接 F-4○○ ニッケル基合金用溶接棒<br />
棒<br />
(別表第19(表Ⅱ.2.2.2.9-11)に掲げるA-4○に区分されるもの)<br />
む。)又は心線<br />
- 584 -<br />
- 584 -
表Ⅱ.2.2.2.9-15(別表第 13 参照)手溶接士の技量試験事項 (第 110 条及び第 111 条関係)(2/2)[案]<br />
試験事項の区分 細目の区分<br />
溶接棒、溶加材(ウェ<br />
2 溶加材又は心線の区分は、次の表の溶加材の区分又は心線の区分に掲げるものについては同表に掲げる区分及び同表に区分のないものについ<br />
てはその種類及び成分の組合せを1区分とする。<br />
ルドインサートを含<br />
溶加材の区分 心線の区分 種類<br />
R-1X E-1X 炭素鋼(溶接金属の成分が、別表第19に掲げる A-1 に相当するもの)<br />
モリブデン鋼(溶接金属の成分が、別表第19に掲げる A-2 に相当するもの)<br />
クロムモリブデン鋼(溶接金属の成分が、別表第19に掲げる A-3 から A-4-2 に相当するもの)<br />
ニッケル鋼(溶接金属の成分が、別表第19に掲げる A-10 に相当するもの)<br />
R-5X E-5X マルテンサイト系ステンレス鋼(溶接金属の成分が、別表第19に掲げる A-5 に相当するもの)<br />
フェライト系ステンレス鋼(溶接金属の成分が、別表第19に掲げる A-6 に相当するもの)<br />
オ-ステナイト系ステンレス鋼(溶接金属の成分が、別表第19に掲げる A-7 から A-8 に相当するもの)<br />
R-20X E-20X アルミニウム<br />
アルミニウムマグネシウム合金<br />
アルミニウムけい素合金<br />
R-30X E-30X 銅<br />
けい素青銅<br />
りん青銅<br />
白銅<br />
アルミニウム青銅<br />
特殊アルミニウム青銅<br />
R-40X E-40X ニッケル<br />
ニッケル銅合金<br />
ニッケルクロム鉄合金<br />
ニッケルモリブデン鉄合金<br />
鉄ニッケルクロムモリブデン合金<br />
R-4○○ E-4○○ ニッケル基合金 (別表第19(表Ⅱ.2.2.2.9-11)に掲げるA-4○に相当するもの)<br />
R-51 E-51 チタン<br />
む。)又は心線<br />
- 585 -<br />
- 585 -
表Ⅱ.2.2.2.9-16(別表第 14 参照)溶接士技能試験及び判定基準(1/3)[案]<br />
試験材の区分 試験の方法 判定基準<br />
アルミニウム又は 次に掲げる事項を除き、JIS Z3801(1997)「手溶接技術検定における試験方法及び判定基準」(以下、この表において「JIS JIS Z3801 の規定による。<br />
アルミニウム合金 Z3801」という。)の規定による。<br />
なお、曲げ試験における判定基準<br />
以外のもの 1.溶接方法、試験材及び溶接姿勢、溶接棒、溶加材又は心線は、別表第13の試験事項の区分に応じ、それぞれ同表 (長さ 3.0mm を超える割れがない<br />
の細目の区分の項に掲げる区分とする。<br />
こと)については、縁角に発生する<br />
2.1.の場合において、別表第13の溶接方法のうち、次の表の左項に掲げる溶接方法の区分の場合の溶接方法は、 割れは除くものとする。<br />
同表の右項に掲げる方法により行うものとする。<br />
溶接方法の区分 溶接方法<br />
AO 及び A AO<br />
T、TB、TF 及び TFB T<br />
TB 及び TFB TB TF 及び TFB TF MO 及び M MO<br />
(備考)溶接方法の項に掲げる記号は、別表第7による。<br />
3.1.の場合において、別表第13の溶接棒のうち、次の表の左項に掲げる溶接棒の区分の場合の溶接棒は、同表の<br />
右項に掲げるものにより行うものとする。<br />
溶接棒の区分 溶接棒<br />
F-0 F-0<br />
F-0 及び F-1 F-1<br />
F-0 から F-2 まで F-2<br />
F-0 から F-3 まで F-3<br />
F-0 から F-4 まで F-4<br />
F-5 F-5<br />
F-6-1 F-6-1<br />
F-6-2 F-6-2<br />
F-41 から F-45 まで F-41 から F-45 までのいずれか<br />
F-4○ F-4○<br />
(備考)溶接棒の項に掲げる記号は、別表第18による。<br />
4.1.の場合において、別表第13の溶加材のうち、次の表の左項に掲げる溶加材の区分の場合の溶加材は、同表の<br />
右項に掲げるものにより行うものとする。<br />
溶加材の区分 溶加材<br />
R-1 から R-4-2 まで及び R-10 R-1 から R-4-2 まで及び R-10 のいずれか<br />
R-5 から R-8 まで R-5 から R-8 までのいずれか<br />
R-21 から R-23 R-21 から R-23 のいずれか<br />
R-31 から R-34 まで、R-36 及び R-37 R-31 から R-34 まで、R-36 及び R-37 のいずれか<br />
R-41 から R-45 まで R-41 から R-45 までのいずれか<br />
R-4○ R-4○<br />
R-51 R-51<br />
(備考)溶加材の項に掲げる記号は、別表第20による。<br />
- 586 -<br />
- 586 -
表Ⅱ.2.2.2.9-16(別表第 14 参照)溶接士技能試験及び判定基準(2/3)[案]<br />
試験材の区分 試験の方法 判定基準<br />
アルミニウム又は<br />
JIS Z3801 の規定による。<br />
アルミニウム合金 5.1.の場合において、別表第13の心線のうち、次の表の左項に掲げる心線の区分の場合の心線は、同表の右項に なお、曲げ試験における判定基準<br />
以外のもの<br />
掲げるものにより行うものとする。<br />
(長さ 3.0mm を超える割れがない<br />
心線の区分 心線<br />
こと)については、縁角に発生する<br />
E-1 から E-4-2 まで及び E-10 E-1 から E-4-2 まで及び E-10 のいずれか<br />
割れは除くものとする。<br />
E-3 から E-8 まで E-3 から E-8 までのいずれか<br />
E-21 から E-23 まで E-21 から E-23 までのいずれか<br />
E-31 から E-34 まで、E-36 及び E-37 E-31 から E-34 まで、E-36 及び E-37 のいずれか<br />
E-41 から E-45 まで E-41 から E-45 までのいずれか<br />
E-4○ E-4○<br />
E-51 E-51<br />
(備考)心線の項に掲げる記号は、別表第20による。<br />
6.試験材の種類は、その溶接に適したものとする。<br />
7.試験材及び溶接姿勢の組合せの区分が、別表第17に掲げる W-3-0r、W-3r 及び W-4r における試験材の寸法及び取<br />
り付け方法並びに試験片採取位置は附図第4とする。<br />
8.溶接方法の区分が、別表第13の A、AO 及び A 並びに G 以外のものの開先の形状及び寸法は、その溶接方法に適<br />
したものとし、TB 及び TFB、並びに TFB、M 又は PA においては、片側溶接とする。<br />
- 587 -<br />
9.溶接方法の区分が、別表第13の TF 及び TFB、並びに TFB の場合は、次による。<br />
イ.初層部以外の溶接士、溶接方法及び溶接姿勢はとわない。この場合において初層部以外の溶接は、技量の確実な<br />
溶接士によって行うものとし、かつ、溶接金属は初層部のそれと同程度のものとする。<br />
ロ.試験片の個数は、附図第4又は JIS Z3801 図3、図4、図5、図6、図7若しくは図8に示す表曲げ試験、側曲<br />
げ試験及び裏曲げ試験の試験片の個数の合計とし、すべての試験片について、裏曲げ試験とする。<br />
5.<br />
イ.<br />
(1)浸透探傷試験は、別表第 28<br />
の2.判定基準による。<br />
(2)放射線透過試験は、別表第 25<br />
の2.判定基準による。<br />
(3)超音波探傷試験は、別表第 26<br />
の2.判定基準による。<br />
10.F-4○、R-4○、若しくは E-4○による場合は、次の試験を加える。<br />
イ.試験片の切出し前に、溶接部の浸透探傷試験及び放射線透過試験(又は超音波透過試験)を行う。ただし、<br />
水平固定と鉛直固定での姿勢における継目近傍部の溶接部は対象としない。<br />
(1)浸透探傷試験の方法は、別表第 28 の1.試験方法による。<br />
(2)放射線透過試験の方法は、別表第 25 の1.試験方法による。<br />
(3)超音波探傷試験の方法は、別表第 26 の1.試験方法による。<br />
- 587 -
表Ⅱ.2.2.2.9-16(別表第 14 参照)溶接士技能試験及び判定基準(3/3)[案]<br />
試験材の区分 試験の方法 判定基準<br />
ロ.断面マクロ試験を行う。<br />
ロ.<br />
(1)板の場合<br />
(1)、(2)<br />
①試験片の採取の数、採取位置は、JIS Z3801(1997)「手溶接技術検定における試験方法及び判定基準」 (判定基準の[案]を表<br />
に示す板の試験材料の両端部の削除部から、それぞれ1個の計2個とする。<br />
Ⅱ.2.2.2.9-20「断面マクロ/ミ<br />
(②試験方法は、[案]を表Ⅱ.2.2.2.9-20「断面マクロ/ミクロ試験方法及び判定基準」の 1.断面マク クロ試験方法及び判定基準」の<br />
ロ試験に示す。)<br />
1.断面ミクロ試験に示す。)<br />
(2)管の場合<br />
①試験片の数、採取位置は、JIS Z3801(1997)「手溶接技術検定における試験方法及び判定基準」に示す<br />
管の試験材料において以下の通りとする。<br />
・薄肉管は、水平固定及び鉛直固定でのそれぞれの裏曲げ試験片の近傍から 1 個、計 4 個とする。<br />
・中肉管及び厚肉間は、水平固定及び鉛直固定でのそれぞれの各種曲げ試験片の近傍から 1 個、<br />
計 6 個とする。<br />
②試験材及び溶接姿勢の組合せの区分が、別表第17に掲げる W-3-0r、W-3r 及び W-4r による場合の<br />
試験片の数、採取位置は、付図第 4(図Ⅱ.2.2.2.9-19)の通りとする。<br />
(③試験方法は、[案]を表Ⅱ.2.2.2.9-20「断面マクロ/ミクロ試験方法及び判定基準」の1.断面マク<br />
ロ試験に示す。)<br />
(記載省略) JIS Z3811 の規定による。<br />
なお、曲げ試験における判定基準<br />
(長さ 3.0mm を超える割れがない<br />
こと)については、縁角に発生する<br />
割れは除くものとする<br />
アルミニウム又は<br />
アルミニウム合金<br />
のもの<br />
- 588 -<br />
- 588 -
表Ⅱ.2.2.2.9-17(附図第1参照)試験片の種類、数及び採取位置(板の場合)[案]<br />
- 589 -<br />
【追加/見直し箇所は、下線部で示す】<br />
A 試験材の厚さが 19 ㎜未満のもの B 試験材の厚さが 19 ㎜以上のもの<br />
切 り 捨 て る 切 り 捨 て る<br />
⑧ 断面マクロ試験片 ⑧ 断面マクロ試験片<br />
① 継手引張試験片 ① 側曲げ試験片<br />
② 裏曲げ試験片 ② 継手引張試験片<br />
③ 表曲げ試験片 ③ 裏曲げ試験片<br />
④ 裏曲げ試験片 ④ 側曲げ試験片<br />
⑤ 表曲げ試験片 ⑤ 継手引張試験片<br />
⑥ 継手引張試験片 ⑥ 裏曲げ試験片<br />
⑦ 衝撃試験片 ⑦ 衝撃試験片<br />
⑨ 断面マクロ及びミクロ試験片 ⑨ 断面マクロ及びミクロ試験片<br />
切 り 捨 て る<br />
C 長手曲げ試験を行うもの<br />
⑧ ① ② ③ ④ ⑤<br />
切<br />
り<br />
捨<br />
て<br />
る<br />
断<br />
面<br />
マ<br />
ク<br />
ロ<br />
試<br />
験<br />
片<br />
長<br />
手<br />
表<br />
曲<br />
げ<br />
試<br />
験<br />
片<br />
継<br />
手<br />
引<br />
張<br />
試<br />
験<br />
片<br />
長<br />
手<br />
裏<br />
曲<br />
げ<br />
試<br />
験<br />
片<br />
長<br />
手<br />
表<br />
曲<br />
げ<br />
試<br />
験<br />
片<br />
継<br />
手<br />
引<br />
張<br />
試<br />
験<br />
片<br />
⑥<br />
長<br />
手<br />
裏<br />
曲<br />
げ<br />
試<br />
験<br />
片<br />
⑦<br />
衝<br />
撃<br />
試<br />
験<br />
片<br />
切 り 捨 て る<br />
(備考)<br />
1.試験材の厚さが 19 ㎜未満で初層部にティグ溶接を行う場合は、「表曲げ試験片」を<br />
「裏曲げ試験片」と読み替えるものとする。<br />
2.衝撃試験片の数は、熱影響部及び溶接金属部からそれぞれ3個とする。ただし、<br />
異なる母材を用いる場合は、各母材の熱影響部及び溶接金属部からそれぞれ3個と<br />
する。また、異なる溶接方法(初層部のみに用いる溶接方法は、試験片を採取する<br />
必要がない。)を用いる場合は、各溶接方法の交わる箇所の熱影響部及び溶接金属部<br />
からそれぞれ3個ずつ採取するものとする。<br />
- 589 -<br />
ミ<br />
ク<br />
ロ<br />
試<br />
験<br />
片<br />
⑨<br />
断<br />
面<br />
ミ<br />
ク<br />
ロ<br />
及<br />
び<br />
切<br />
り<br />
捨<br />
て<br />
る
表Ⅱ.2.2.2.9-18(a)(附図第 2 参照) 試験片の種類、数及び採取位置(管の場合)<br />
(1)水平固定の場合<br />
A 試験材の厚さが 19mm 未満のもの<br />
⑥裏曲げ試験片<br />
⑫断面マクロ及び<br />
ミクロ試験片<br />
⑧衝撃試験片<br />
⑤表曲げ試験片<br />
B 試験材の厚さが 19mm 以上のもの<br />
⑥裏曲げ試験片<br />
⑫断面マクロ及び<br />
ミクロ試験片<br />
⑧衝撃試験片<br />
⑪断面マクロ及び<br />
ミクロ試験片<br />
⑤側曲げ試験片<br />
45°<br />
45°<br />
- 590 -<br />
【追加/見直し箇所は、下線部で示す】<br />
①継手引張試験片<br />
⑨断面マクロ及び<br />
ミクロ試験片<br />
②表曲げ試験片<br />
⑦衝撃試験片<br />
⑩断面マクロ及び<br />
ミクロ試験片<br />
③裏曲げ試験片<br />
⑪断面マクロ及び<br />
ミクロ試験片<br />
④継手引張試験片<br />
(備考)<br />
下<br />
1.試験材の厚さが 19 ㎜未満で初層部のみティグ溶接を行う場合は、②⑤の表曲げ<br />
試験片を裏曲げ試験片と読みかえるものとする。<br />
2.衝撃試験片の数は、附図第1の板の場合と同じとする。<br />
3.衝撃試験片の採取位置は、⑦又は⑧のいずれかでよい。<br />
4.水平回転で溶接を行う場合における試験片の採取位置については、試験片の相対<br />
位置を図のとおりとし絶対位置は問わない。<br />
5.水平固定で溶接を行う場合における固定水平面は、図に示すとおりとする。<br />
上<br />
固定水平面<br />
下<br />
上<br />
④<br />
固定水平面<br />
- 590 -<br />
①<br />
継手引張試験片<br />
⑨断面マクロ及び<br />
ミクロ試験片<br />
②側曲げ試験片<br />
⑦衝撃試験片<br />
⑩断面マクロ及び<br />
ミクロ試験片<br />
③裏曲げ試験片
表Ⅱ.2.2.2.9-18(b)(附図第 2 参照) 試験片の種類、数及び採取位置(管の場合)<br />
(2)垂直固定の場合<br />
A 試験材の厚さが 19mm 未満のもの<br />
⑥裏曲げ試験片<br />
⑫断面マクロ及び<br />
ミクロ試験片<br />
⑧衝撃試験片<br />
⑤表曲げ試験片<br />
B 試験材の厚さが 19mm 以上のもの<br />
⑥裏曲げ試験片<br />
⑫断面マクロ及び<br />
ミクロ試験片<br />
⑧衝撃試験片<br />
⑤側曲げ試験片<br />
45°<br />
⑪断面マクロ及び<br />
ミクロ試験片<br />
45°<br />
- 591 -<br />
【追加/見直し箇所は、下線部で示す】<br />
①継手引張試験片<br />
⑨断面マクロ及び<br />
ミクロ試験片<br />
②表曲げ試験片<br />
⑦衝撃試験片<br />
⑩断面マクロ及び<br />
ミクロ試験片<br />
③裏曲げ試験片<br />
⑪断面マクロ及び<br />
ミクロ試験片<br />
④継手引張試験片<br />
(備考)<br />
1.試験材の厚さが 19 ㎜未満で初層部のみティグ溶接を行う場合は、②⑤の表曲げ試験片を<br />
裏曲げ試験片と読みかえるものとする。<br />
2.衝撃試験片の数は、附図第1の板の場合と同じとする。<br />
3.衝撃試験片の採取位置は、⑦又は⑧のいずれかでよい。<br />
4.試験片の採取位置については、試験片の相対位置を図のとおりとし絶対位置は問わない。<br />
- 591 -<br />
④<br />
①<br />
継手引張試験片<br />
⑨断面マクロ及び<br />
ミクロ試験片<br />
②側曲げ試験片<br />
⑦衝撃試験片<br />
⑩断面マクロ及び<br />
ミクロ試験片<br />
③裏曲げ試験片
表Ⅱ.2.2.2.9-19(附図第1参照)試験片の種類、数及び採取位置 [案]<br />
- 592 -<br />
【追加/見直し箇所は、下線部で示す】<br />
附図第4 W-3-0r、W-3r、W-4r、W-13r、W-14r 及び W-15r の試験材の寸法及び取り付け方法並び<br />
に試験片採取位置 (別表第 14 関係)<br />
a) 天井<br />
b) 壁<br />
表曲げ又は<br />
側曲げ 水平固定<br />
断面マクロ試験片<br />
裏曲げ<br />
300<br />
水平固定<br />
表曲げ又は<br />
側曲げ<br />
断面マクロ試験片<br />
断面マクロ<br />
試験片<br />
300<br />
120°<br />
A 60°<br />
30°<br />
30°<br />
60<br />
120°<br />
裏曲げ<br />
D<br />
鉛直固定<br />
C<br />
120° 60°<br />
B<br />
60°<br />
表曲げ又は<br />
側曲げ<br />
D<br />
水平管では天井、鉛直管では壁<br />
裏曲げ<br />
300 約 125 150 以下<br />
約 125<br />
A<br />
45°<br />
B<br />
C<br />
断面マクロ試験片<br />
30°<br />
300<br />
水平管<br />
では壁、<br />
鉛直管<br />
では床<br />
(備考)<br />
1.寸法の単位は、㎜とする。<br />
2.試験材は、本図に規定するほか、JIS Z3801(1997)「手溶接<br />
技術検定における試験方法及び判定基準」を準用する。<br />
3.試験材は、適当な方法を用いて図 a)のように水平に固定し<br />
て AB 及び AD 間を溶接する。D 点は水平軸の下端とする。<br />
次に図 b)のように試験材を鉛直に固定して BCD を溶接す<br />
る。C 点は壁の隅の方向にする。<br />
溶接は B 点、D 点のいずれから開始してもよい。<br />
4.溶接方法の区分が別表第13に掲げる M 又は M 及び M O の場合にあっては、天井及び壁と試験材の間隔「300」と<br />
あるのは「500」と読み替えるものとする。<br />
5.W-13r、W-14r 及び W-15r の場合にあっては、天井及び壁と試験材の間隔「300」とあるのは「500(溶接方法の<br />
区分が別表第7に掲げるティグ溶接及び初層ティグ溶接の場合は 400)」と、壁又は床と溶接部の間隔「150」と<br />
あるのは「350(溶接方法の区分が別表第7に掲げるティグ溶接及び初層ティグ溶接の場合は 300)」と読み替え<br />
るものとする。<br />
6.図中「表曲げ又は側曲げ」とあるのは W-3-0r、W-3r、W-13r 及び W-14r に対して表曲げと、W-4r 及び W-15r に<br />
対しては側曲げとする。<br />
- 592 -
表Ⅱ.2.2.2.9-20 断面マクロ/ミクロ試験方法及び判定基準 [案]<br />
試験方法<br />
判定基準<br />
試験片の準備 観察方法<br />
試験片は、JIS G 0533「鋼の 肉眼及び 10 倍の拡 (1) 溶接欠陥については、以下の通り判定する。<br />
マクロ組織試験方法」又は 大鏡使用し、溶接欠 ・内部欠陥については、JIS Z 3106「ステンレス鋼溶<br />
ISO 17639「Destructive tests 陥の有無、熱影響 接継手の放射線透過試験方法」の付属書 4「透過写<br />
on welds in metallic materials 部、溶け込み及び積 真によるきずの像の分類方法」の 1 類であること。<br />
-Macroscopic and<br />
層状態などが適正 表面欠陥については、アンダーカット、オーバー<br />
microscopic examination of であるか観察する。 ラップなどの有害な欠陥がないこと。<br />
weld」に準拠し、準備するも また、必要に応じ (2) 熱影響部、溶け込み及び積層状況などについては、<br />
のとする。<br />
50 倍までの拡大鏡 以下の通り判定する。<br />
を使用し観察する。 ・開先面を基準として、熱影響部の幅、溶け込みの<br />
浅さ、深さ等に異常がないこと(*)。<br />
・層、パスの大きさ/数に異常がなく、概ね計画通<br />
りであること。<br />
[参考:判定に当たり、評価項目のガイダンスを表<br />
Ⅱ.2.2.2.C2 に示す。]<br />
試験片は、JIS G 0533「鋼の 50~500 倍程度の ミクロ割れ、キャビティの有無、結晶粒度/構造、及<br />
マクロ組織試験方法」又は 顕微鏡を使用し、ミ び粒界析出物などについては、以下の通り判定する。<br />
ISO 17639「Destructive tests クロ割れ、キャビテ ・ミクロ割れがないこと(*)。<br />
on welds in metallic materials ィの有無、結晶粒度 ・有害なキャビティがないこと(*)。<br />
-Macroscopic and<br />
/構造、及び粒界析 ・異常な結晶粒度/構造、及び粒界析出物などがな<br />
microscopic examination of 出物などが異常な いこと(*)。<br />
weld」に準拠し、準備するも ものでないことを [参考:判定に当たり、評価項目のガイダンスを表<br />
のとする<br />
観察する。<br />
Ⅱ.2.2.2.9-21 に示す。]<br />
(*):今後の課題として候補材の溶接性評価データ等を基に定量的な判定基準となるものを作成する必要がある。<br />
試験名<br />
1.断面マクロ<br />
試験<br />
- 593 -<br />
2.断面ミクロ<br />
試験<br />
- 593 -
表Ⅱ.2.2.2.9-21 断面マクロ/ミクロ試験の評価ガイダンス<br />
[各試験において、○は評価するもの、△は評価する又はしなくてよいもの、―は評価しないもの]<br />
評価項目<br />
マクロ試験<br />
(エッチング<br />
処理無し)<br />
マクロ試験<br />
(エッチング<br />
処理有り)<br />
ミクロ試験<br />
(エッチング<br />
処理無し)<br />
- 594 -<br />
ミクロ試験<br />
(エッチング<br />
処理有り)<br />
1.高温割れ ○ ○ ○ ○<br />
2.低温割れ ○ ○ ○ ○<br />
3.ラメラテア ○ ○ ○ ○<br />
4.キャビティ<br />
○ ○ ○ ○<br />
評価基準<br />
[案]<br />
無いこと。(ミクロ割れ(*)<br />
含む)[JIS3106の1類]<br />
無いこと。(ミクロ割れ(*)<br />
含む)[JIS3106の1類]<br />
無いこと。<br />
[JIS3106の1類]<br />
マクロ試験の場合はJIS<br />
3106の1類による。<br />
ミクロ試験の場合は有害な<br />
ものでないこと(*)。<br />
5.異物巻込み ○ ○ ○ ○ JIS3106の1類による<br />
6.融合不良、溶込<br />
み不良<br />
○ ○ ○ ○<br />
無いこと。<br />
[JIS3106の1類]<br />
7.アンダーカット/オーバー<br />
ラップ、止端部<br />
○ ○ ― ―<br />
有害なものでないこと。<br />
[定量的に定める必要あり]<br />
8. 溶落ち、垂込<br />
み、凹み<br />
○ ○ ― ―<br />
有害なものでないこと。<br />
[外面は補修できるため、管内<br />
面を対象]<br />
9.熱影響部 ― ○ ― ○ 均一な幅であること(*)。<br />
10.溶け込み ― ○ ― ○<br />
異常に浅く、又は深すぎ<br />
るものがないこと(*)。<br />
11.層、パス<br />
層、パスの大きさ、形状<br />
に異常なものがなく、入<br />
(運棒、オッシレート ― ○ ― △ 熱量の制限を考慮され<br />
状況)<br />
た概ね計画通りの数で<br />
あること。<br />
12.結晶粒界/粒<br />
度<br />
― ― △ ○<br />
溶接金属、熱影響部の粒<br />
度に異常がないこと(*)。<br />
13.結晶構造 ― ― ― ○ 異常でないこと(*)。<br />
14.凝固組織 ― ○ ― ○ 異常でないこと(*)。<br />
開先線に沿って適正な<br />
15.開先状態 △ △ △ △ 溶け込みが得られてい<br />
ること。<br />
16.柱状晶方向 ― ○ ― ○ 異常でないこと(*)。<br />
17.結晶方向 ― ○ ― ○ 異常でないこと(*)。<br />
18.偏析物 ― △ ― ○<br />
偏析物の量が異常でな<br />
いこと(*)。<br />
19.析出物 ― ― ― ○<br />
析出物の量が異常でな<br />
いこと(*)。<br />
(*):今後の課題として候補材の溶接性評価データ等を基に定量的な判定基準となるものを作成する必要がある。<br />
本表は、ISO 17639「Destructive tests on welds in metallic materials-Macroscopic and microscopic examination<br />
of weld」を参照し作成した。<br />
- 594 -
表Ⅱ.2.2.2.9-22(検査解釈別表 1 参照) 溶接事業者検査に係る検査の方法及び技術基準の解釈の該当条文 (1/2)[案]<br />
あらかじめの確認の種類:ロ 溶接士の技能に関すること(溶接士検査)<br />
溶接事業者の工程 溶接事業者検査の方法 技術基準の解釈の該当条文<br />
(記載省略) 第 110 条(溶接士)、第 111 条(判定基準)、<br />
第 112 条(技能の検定)、第 113 条(作業範囲)<br />
溶接士の試験内容の確認<br />
電気工作物の溶接を行おうとする溶接士<br />
について、試験開始前に確認する。<br />
材料確認<br />
(記載省略) 第 110 条(溶接士)、第 111 条(判定基準)、<br />
第 112 条(技能の検定)、第 113 条(作業範囲)<br />
(記載省略)<br />
開先検査の前に確認する。ただし、試験材<br />
を切断する場合は切断する前に確認する。<br />
開先確認<br />
溶接を開始する前に確認する。<br />
(記載省略)<br />
溶接作業中確認<br />
溶接前及び溶接中に確認する。<br />
目視により外観が良好であることを確認する。<br />
外観確認<br />
溶接終了後に確認する。<br />
- 595 -<br />
第 110 条(溶接士)、第 111 条(判定基準)<br />
溶接部について次の非破壊試験を行い、その試験方法及び結果<br />
が技術基準に適合するものであることを次の通り確認する。<br />
1.非破壊試験実施者について<br />
検査に先立ち試験を実施するものが次の事項のいずれかに適合<br />
しているかを確認する。<br />
(1)日本非破壊検査協会規格 NDI0601(1991)、JISZ2305(2001)<br />
に基づく有資格者<br />
(2)認定制度、認定要領等が第三者に確認されたものである等、<br />
客観性を有した認定試験に基づく試験に合格していること。<br />
2.非破壊試験について<br />
(1)放射線透過試験<br />
主に割れ、溶込み不良、ブロホール等の内部欠陥の有無を確<br />
認する。<br />
①検査要領記載の撮影条件等が技術基準の解釈に適合して<br />
いることを確認する。<br />
非破壊検査確認<br />
非破壊検査が必要なものについては、溶接<br />
終了後に確認する。<br />
- 595 -
表Ⅱ.2.2.2.9-22(検査解釈別表 1 参照) 溶接事業者検査に係る検査の方法及び技術基準の解釈の該当条文 (2/2)[案]<br />
あらかじめの確認の種類:ロ 溶接士の技能に関すること(溶接士検査)<br />
溶接事業者の工程 溶接事業者検査の方法 技術基準の解釈の該当条文<br />
②透過試験(フィルム)を観察器により観察を行い欠陥の有<br />
無を調べ、技術基準に適合することを確認する。<br />
③透過試験(フィルム)の溶接部の濃淡の程度により、必要な<br />
場合は余盛りの高さ、継手の仕上げ程度について確認す<br />
る。<br />
(2)超音波探傷試験<br />
主に割れ、溶込み不良、ブロホール等の内部欠陥の有無を確<br />
認する。<br />
①超音波探傷装置を使用して、対比試験片による校正を行っ<br />
たのち、溶接部について欠陥指示の有無を調べ、技術基準の<br />
解釈に適合することを確認する。<br />
②探傷方向は、超音波が溶接部全体に伝播するように行う。<br />
斜角法の場合は可能な限り溶接線に対し直交及び平行方向<br />
について両側から行う。<br />
(3)浸透探傷試験<br />
表面に開口した欠陥の有無を確認する。<br />
溶接部について欠陥指示の有無を調べ、技術基準の解釈に適<br />
合することを確認する。現像ムラ、洗浄不足、洗浄過多が認<br />
められる場合には前処理から再試験を行う。<br />
- 596 -<br />
溶接後熱処理確認<br />
現行火技解釈上では溶接士技能試験に溶接後熱処理を施工してはならないが、高温強度が高められている候補材の特性によっては、<br />
溶接後熱処理を施工しなければ曲げ試験の曲げ半径2t(t:厚み)では、判定基準を満足できない可能性が考えられる。<br />
よって今後の候補材の溶接金属特性により、溶接後熱処理の有無を検討する。<br />
溶接後熱処理後に確認する。<br />
第 110 条(溶接士)、第 111 条(判定基準)<br />
溶接部の断面マクロ試験を行い、溶接部の状態が技術基準に適合<br />
するものであることを確認する。<br />
なお、材料などの専門的知識、経験などを有しなければ判定でき<br />
ない評価項目については、その有識者等による判定によるものと<br />
断面マクロ試験<br />
断面マクロ試験が必要なものについては、<br />
溶接終了後に確認する。ただし、溶接後熱処<br />
理を実施した場合には、溶接後熱処理終了後<br />
する。<br />
(記載省略)<br />
に確認する。<br />
機械試験確認<br />
溶接終了後に確認する。<br />
(判定)<br />
以上の全ての工程において、技術基準に適合していることが確認<br />
された場合、当該溶接事業者検査に係る溶接士は技術基準に適合<br />
する技能をもった者とする。<br />
- 596 -
A-USC候補材 主要成分 適用機器 ASME Codeの有無<br />
①Haynes 230 *<br />
②INCO740 *<br />
表Ⅱ.2.2.2.9-23 海外 A-USC ボイラー向け使用予定材料 (材料毎)<br />
[欧州AD700Project及び米国DOE/OCDOProject][11]<br />
57 Ni-22Cr-14W-2Mo-La 過熱器・再熱器チューブ/管<br />
- 597 -<br />
有、Code Case 2063<br />
(UNS. N06230), P-No.43<br />
50Ni-25Cr-20Co-2Ti-2Nb-V-Al 過熱器・再熱器管寄/チューブ/管 無<br />
③CCA617 * 55Ni-Cr-.3W-8Mo-11Co-Al 過熱器・再熱器管寄/チューブ/管<br />
有、Code Case 1956<br />
(UNS. N06617), P-No.43<br />
④HR6W * 43Ni-23Cr-6W-NB-Ti-B 過熱器・再熱器チューブ 無<br />
⑤Super304H * 18Cr-8Ni-W-Nb-N 過熱器・再熱器チューブ 無<br />
⑥Save12 * 12Cr-W-Co-V-Nb-N 過熱器管寄、管 無<br />
⑦NF 616 (P-92) 9Cr-2W-Mo-V-Nb-N 火炉壁<br />
⑧HCM2S (P-23) 2-1/4Cr-1.5W-V 火炉壁<br />
有、Code Case 2179,<br />
P-5B Gr.2<br />
有、Code Case 2199,<br />
P-5A<br />
⑨HCM12 12Cr-1Mo-1W-V-Nb 火炉壁 無<br />
⑩347HFG 18Cr-10Ni-Nb 過熱器・再熱器チューブ<br />
有、Code Case 2159<br />
(UNS.S34700), P-8<br />
⑪NF 709 20Cr-25Ni-NB-Ti-N 過熱器・再熱器チューブ 無<br />
⑫HR3C 25Cr-20Ni-Nb-N 過熱器・再熱器チューブ 有、Code Case 2113,P-8<br />
⑬HCM12A(P122) 12Cr-1.5W-Mo-V-Nb_ 管<br />
有、Code Case 2180,<br />
P-5B Gr.2<br />
⑭NF12 11Cr-2.6W-2.5Co-V-Nb-N 管 無<br />
⑮IN625 Ni-21.5Cr-9Mo-5Fe-3.6Nb-AI-Ti 過熱器・再熱器チューブ、管<br />
⑯HR120 Ni-33Fe-25Cr-N 過熱器・再熱器チューブ<br />
有、Code Case1409<br />
(UNS. N06625), P-No.43<br />
有、Code Case2315<br />
(UNS.NO8120), P-No.45<br />
⑰E911 9Cr-1Mo-1W-V-Nb-N 管 無<br />
⑱Sanicro25 22Cr-25Ni-3.5W-3Cu-Nb-N 過熱器・再熱器チューブ 無<br />
*:米国DOE/OCDOProjectで計画されているもの<br />
表Ⅱ.2.2.2.9-24 国内 A-USC ボイラー向け使用予定材料 (材料毎)<br />
[<strong>経済産業省</strong>補助事業-A-USC開発推進計画による]<br />
A-USC候補材 主要成分<br />
適用部位<br />
①HR6W 45Ni-23Cr-7W<br />
主蒸気管、過熱器・再熱器管寄/チューブ/管(~720/750℃)<br />
②HR6W改(HR35) 50Ni-30Cr-4W-Ti<br />
過熱器・再熱器チューブ/管(~720/750℃)<br />
③617相当合金 Ni-22Cr-12Co-9Mo-Ti-Al 過熱器・再熱器チューブ/管(~720/750℃)<br />
④263相当合金 Ni-20Cr-20Co-6Mo-Ti-Al 過熱器・再熱器チューブ(~720/750℃)<br />
⑤740相当合金 Ni-25Cr-20Co-2Nb-Ti-Al 過熱器・再熱器チューブ(~720/750℃)<br />
⑥141相当合金 Ni-20Cr-20Co-10Mo-Ti-Al 過熱器・再熱器チューブ(~720/750℃)<br />
⑦高B-9cr鋼 9Cr-3W-3Co-Nb-V-B<br />
チューブ、管寄、管 (~約650℃)<br />
⑧低C-9Cr鋼 0.035C-9Cr-2.4W-1.8Co-Nb-V チューブ、管寄、管(~約650℃)<br />
⑨SAVE12AD 9Cr-3W-2.6Co-Nb-V-B<br />
チューブ、管寄、管 (~約650℃)<br />
- 597 -
表Ⅱ.2.2.2.9-25 海外 A-USC ボイラー向け使用予定材料 (機器、使用温度毎)<br />
[欧州AD700Project及び米国DOE/OCDOProject][11]<br />
Ⅰ.高温部位 1100F°(593℃)以上、4500psi(31.3MPa)<br />
~1350/1400F°(732/760℃)<br />
[DOE/OCDOProjectによる]<br />
~1300F°(704℃)<br />
[AD700Projectによる]<br />
~1100F°(593℃) ~1150F°(621℃) ~1200F°(649℃)<br />
使用温度<br />
機器名<br />
①主蒸気管 ― ― ― CCA617,Nimonic263 INCO740<br />
SAVE12,NF12,CCA617 CCA617,Nimonic263 INCO740<br />
P92,P122,E911,<br />
SAVE12<br />
②過熱器管寄、過熱器管 P91,P92,E911<br />
③再熱器管寄、再熱器管 P91,P92,E911 P92,P122,E911 NF12,CCA617 Nimonic263 INCO740<br />
IN617,347HFG<br />
Super304H.Sanicro25,HR3C,<br />
310N,INCO617,INCO740<br />
SAVE12,NF709,Cr30A,<br />
INCO617<br />
Super304H,HR3C,347HFG,<br />
HR6W,HR120,HR3C<br />
Super304H,HR3C,<br />
347HFG<br />
④過熱器チューブ<br />
- 598 -<br />
- 598 -<br />
304H,347HFG,Haynes230,<br />
Super304H,HR120<br />
Super304H,Sanicro25,<br />
HR3C,INCO617,INCO740<br />
NF709,Cr30A,Super304H,<br />
INCO617<br />
Super304H,HR3C,<br />
347HFG<br />
Super304H,HR3C,<br />
347HFG<br />
⑤再熱器チューブ<br />
Ⅱ.上記以外 1100F°(593℃)未満、4500psi(31.3MPa)<br />
1100F°(593℃)未満<br />
[DOE/OCDOProjectによる]<br />
1100F°(593℃)未満<br />
[AD700Projectによる]<br />
機器名<br />
①節炭器 SA210C SA210C<br />
②火炉壁(下部) T11,T12,T22,T23 T11,T12,T22,T23<br />
T23,HCM12(P23),T92,<br />
HCM12<br />
T23,HCM12,TIB1010,<br />
7CrMoVT23,HCM12<br />
③火炉壁(上部)
表Ⅱ.2.2.2.9-26 異材継手における溶接材料選定表 (高温部での継手において通常使用されるもの)<br />
鉄ニッケルクロム<br />
合金<br />
ニッケルクロム<br />
鉄合金<br />
オーステナイト<br />
ステンレス鋼<br />
12Cr-1Mo鋼、<br />
12Cr-2W鋼、<br />
11Cr-2W鋼等<br />
9Cr-1Mo鋼、<br />
9Cr-1.8W(2W)鋼<br />
等<br />
炭素鋼 0.5Mo鋼 1Cr-0.5Mo鋼 1.25Cr-0.5Mo鋼 2.25Cr-1Mo鋼 5Cr-0.5Mo鋼<br />
材 料 の 種 類<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
0.5Mo鋼、<br />
1.25Cr-0.5Mo鋼<br />
炭素鋼、<br />
0.5Mo鋼<br />
炭素鋼 炭素鋼<br />
炭素鋼<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
0.5Mo鋼、<br />
1.25Cr-0.5Mo鋼<br />
炭素鋼 0.5Mo鋼 0.5Mo鋼<br />
0.5Mo鋼<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
炭素鋼 0.5Mo鋼 1.25Cr-0.5Mo鋼 1.25Cr-0.5Mo鋼 1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1Cr-0.5Mo鋼<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
0.5Mo鋼 1.25Cr-0.5Mo鋼 1.25Cr-0.5Mo鋼 1.25Cr-0.5Mo、<br />
2.25Cr-1Mo鋼<br />
炭素鋼、<br />
0.5Mo鋼<br />
1.25Cr-0.5Mo鋼<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
1.25Cr-0.5Mo鋼 1.25Cr-0.5Mo鋼 2.25Cr-1Mo鋼 2.25Cr-1Mo鋼 2.25Cr-1Mo鋼<br />
16Cr-7Fe)<br />
0.5Mo鋼、<br />
1.25Cr-0.5Mo鋼<br />
0.5Mo鋼、<br />
1.25Cr-0.5Mo鋼<br />
2.25Cr-1Mo鋼<br />
- 599 -<br />
- 599 -<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
2.25Cr-1Mo鋼 5Cr-0.5Mo鋼 5Cr-0.5Mo鋼<br />
16Cr-7Fe)<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
5Cr-0.5Mo鋼<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
9Cr-1Mo鋼、<br />
9Cr-1.8W(2W)鋼<br />
等<br />
2.25Cr-1Mo鋼 5Cr-0.5Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
9Cr-1Mo鋼、<br />
9Cr-1.8W(2W)鋼等<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
9Cr-1Mo鋼、<br />
9Cr-1.8W(2W)鋼<br />
等<br />
2.25Cr-1Mo鋼 5Cr-0.5Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
12Cr-1Mo鋼、<br />
12Cr-2W鋼、<br />
11Cr-2W鋼等、<br />
13Cr鋼<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
オーステナイト系<br />
ステンレス鋼<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
ニッケルクロム鉄合金<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
インコネル系(75Ni-<br />
16Cr-7Fe)<br />
鉄ニッケルクロム合金
表Ⅱ.2.2.2.9-27 A-USC異材継手の種類と溶接材料 (予想)<br />
フェライト系鋼<br />
ニッケル基合金<br />
オーステナイト 12Cr-1Mo鋼、<br />
ステンレス鋼 12Cr-2W鋼、 9Cr-1Mo鋼、<br />
5Cr-0.5Mo鋼 2.25Cr-1Mo鋼 1.25Cr-0.5Mo鋼 1Cr-0.5Mo鋼 0.5Mo鋼<br />
11Cr-2W鋼、 9Cr-1.8W(2W)鋼等<br />
13Cr鋼等<br />
ニッケル合金<br />
(左記のニッケルク<br />
ロム鉄合金及び鉄<br />
ニッケルクロム合金<br />
以外)<br />
材 料 の 種 類<br />
ニッケルクロム<br />
鉄合金<br />
鉄ニッケルクロム<br />
合金<br />
火技解釈<br />
グループ<br />
番号 P-4○(*5) P-45 P-43 P-8 P-6 P-5 P-5(グループ2) P-5(グループ1) P-4 P-4 P-3<br />
母材の<br />
区分<br />
A-USC向け<br />
候補材<br />
炭素鋼、0.5Mo鋼 炭素鋼 炭素鋼<br />
0.5Mo鋼、1.25Cr-<br />
0.5Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
無し (*3) 無し (*3)<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
炭素鋼 - P-1 -<br />
0.5Mo鋼 0.5Mo鋼<br />
0.5Mo鋼、1.25Cr-<br />
0.5Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
無し(*4) 無し(*4)<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
0.5Mo鋼 - P-3 1,2,3<br />
1.25Cr-0.5Mo鋼 1.25Cr-0.5Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼、又<br />
は候補材と同質材<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼、又<br />
は候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
1Cr-0.5Mo鋼 - P-4 -<br />
1.25Cr-0.5Mo鋼<br />
1.25Cr-0.5Mo、<br />
2.25Cr-1Mo鋼<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼、又<br />
は候補材と同質材<br />
1.25Cr-0.5Mo鋼、<br />
2.25Cr-1Mo鋼、又<br />
は候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
フ ェ<br />
1.25Cr-0.5Mo鋼 - P-4 -<br />
2.25Cr-1Mo鋼<br />
2.25Cr-1Mo鋼、又<br />
は候補材と同質材<br />
2.25Cr-1Mo鋼、又<br />
は候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
2.25Cr-1Mo鋼 HCM2S P-5 1<br />
ラ<br />
イ<br />
ト<br />
系<br />
鋼<br />
既存の溶接施工の範囲<br />
- 600 -<br />
- 600 -<br />
インコネル系(75Ni-<br />
5Cr-0.5Mo鋼、又は 5Cr-0.5Mo鋼、又は<br />
16Cr-7Fe等)、又は<br />
候補材と同質材 候補材と同質材<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
5Cr-0.5Mo鋼 - P-5 2<br />
9Cr-1Mo鋼、<br />
インコネル系(75Ni-<br />
9Cr-1.8W(2W)鋼<br />
16Cr-7Fe等)、又は<br />
等、又は候補材と<br />
候補材と同質材<br />
同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
P-5 2<br />
SAVE12AD,<br />
NF616,<br />
E911<br />
(*1)<br />
9Cr-1Mo鋼、<br />
9Cr-1.8W(2W)鋼等<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
P-6 -<br />
SAVE12,HCM12,<br />
HCM12A,NF12<br />
(*1)<br />
12Cr-1Mo鋼、<br />
12Cr-2W鋼、<br />
11Cr-2W鋼、<br />
13Cr鋼等<br />
既存+新規の溶接施工の範囲<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
P-8 -<br />
Super304H,347HFG,<br />
NF709,HR3C,<br />
Sanicro25<br />
オーステナイト系<br />
ステンレス鋼<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
P-43 -<br />
Haynes230,<br />
CCA617,Alloy617,<br />
IN625,<br />
ニッケルクロム鉄合金<br />
ニ ッ<br />
(*1):次の条件に該当するものは、新にP-15に区分される予定である。「クロムモリブデン鋼であって、標準合金成分の合計が10%を超え16%以下でバナジウム<br />
の含有量が0.15%以上0.30%以下で、かつニオブの含有量が0.04%以上0.20%以下のもの」 なお、候補材については、全て、P-15に区分されると予想する。<br />
(*2):A-USC候補材についてASMEでは、まだ区分されてないため、火技解釈上の母材区分は暫定としてP-4○とした。<br />
(*3):改良9Cr鋼、12Cr鋼の靭性改善のためPWHT温度が引上げられる予定であり、これによりP-1材のPWHT温度とラップしなくなるため、施工法として成り立<br />
たなくなる。よって、異材継手の組合せはない。[PWHT温度 9Cr、12Cr鋼:705℃(異材の場合)~775℃、P-1材:595℃~700℃]<br />
(*4):改良9Cr鋼、12Cr鋼の靭性改善のためPWHT温度が引上げられる予定であり、これによりP-3材のPWHT温度と5℃しかラップしなくなるため、施工法と<br />
して成り立たなくなる。よって、異材継手の組合せはない。[PWHT温度 9Cr、12Cr鋼:705℃(異材の場合)~775℃、P-3材:595℃~710℃]<br />
インコネル系(75Ni-<br />
16Cr-7Fe等)、又は<br />
候補材と同質材<br />
鉄ニッケルクロム合金 HR120 P-45 -<br />
ケ<br />
ル<br />
基<br />
合<br />
金<br />
新規の溶接施工の範囲<br />
-<br />
P-4○<br />
(*2)<br />
Inco740,<br />
141相当合金,HR6W,<br />
HR6W改(HR35)<br />
ニッケル合金<br />
(上記のニッケルクロム<br />
鉄合金及び鉄ニッケルク<br />
ロム合金以外)
共金<br />
異材<br />
材料<br />
区分 種類<br />
表Ⅱ.2.2.2.9-30-A8 溶接施工の組合せ例 (大別)<br />
被<br />
覆<br />
アー<br />
ク<br />
溶<br />
接<br />
手動<br />
ティ ニッケル基合金 ― ○ ○ ○ ○ *1 ○ ○ ○ *1 ○ ○ *1 ○ *1 ― ○ △ △<br />
オーステナイト系ステンレス鋼 ― ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ― ○ ― △<br />
高Crフェライト系鋼 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ―<br />
ニッケル基合金+<br />
オーステナイト系ステンレス鋼<br />
ニッケル基合金+<br />
高Crフェライト系鋼<br />
オーステナイト系ステンレス鋼<br />
+高Crフェライト系鋼<br />
表Ⅱ.2.2.2.9-28 T/P92 溶接金属の成分(wt%) [18]<br />
表Ⅱ.2.2.2.9-29 P91、P92 マルテンサイト変態温度(Ms&Mf) [18]<br />
表Ⅱ.2.2.2.9-30 溶接施工の組合せ例(大別)<br />
火<br />
炉<br />
壁<br />
管 、<br />
管<br />
寄<br />
過<br />
機器名<br />
主<br />
熱 厚 蒸<br />
器 み 気<br />
・ 1 ・<br />
再 6 過<br />
熱 ㎜ 熱<br />
器 以 器<br />
下 ・<br />
チ<br />
ュー<br />
予<br />
再<br />
熱<br />
想<br />
ブ<br />
器<br />
管<br />
(<br />
[<br />
] )<br />
過<br />
熱<br />
器 、<br />
再<br />
熱<br />
器<br />
管<br />
寄<br />
せ<br />
○:該当、又は施工するもの<br />
―:該当、又は施工しないもの<br />
△:母材、溶接材料の特性、又は熱処理の目的などにより施工<br />
*1:溶接に関る開発状況から、技術的難易度が高いもの<br />
*2:高Cr鋼の予熱、パス間温度及び熱処理条件に従う<br />
- 601 -<br />
グ<br />
溶<br />
接<br />
テ ィ<br />
グ<br />
溶<br />
接<br />
溶接方法 溶接中 熱処理<br />
半自動<br />
ミ<br />
グ<br />
溶<br />
接<br />
テ ィ<br />
グ<br />
溶<br />
接<br />
自動<br />
ミ<br />
グ<br />
溶<br />
接<br />
― ○ ― ― ○ ○ ○ ― ○ ― ― ― ○ △ △<br />
― ○ ― ― ○ ○ ○ ― ○ ― ― ○ *2 ○ *2 ○ *2 △<br />
― ○ ― ― ○ ○ ○ ― ○ ― ― ○ *2 ○ *2 ○ *2 △<br />
- 601 -<br />
サ<br />
ブ<br />
マー<br />
ジ<br />
アー<br />
ク<br />
溶<br />
接<br />
予<br />
熱<br />
パ<br />
ス<br />
間<br />
温<br />
度<br />
溶<br />
接<br />
後<br />
熱<br />
処<br />
理<br />
溶<br />
体<br />
化<br />
処<br />
理
図Ⅱ.2.2.2.9-1 各種ニッケル基合金の高温引張試験における伸び性能<br />
[(社)日本溶接協会,2004]<br />
酸素濃度<br />
図Ⅱ.2.2.2.9-2 じん性に及ぼす溶接金属の酸素量の影響(SMAW) [10]<br />
図Ⅱ.2.2.2.9-3 Haynes230 溶接継手強度低減係数 [13]<br />
- 602 -<br />
- 602 -
図Ⅱ.2.2.2.9-4 改良9Cr 溶接継手試験片のミクロ組織と硬さ分布[14]<br />
ボイド<br />
図Ⅱ.2.2.2.9-5-A3 内圧クリープ破断試験片の損傷状態[14]<br />
- 603 -<br />
- 603 -<br />
細粒化域(硬度低下)<br />
TypeⅣクラック
- 604 -<br />
火 STPA28<br />
(改良 9%Cr 鋼)<br />
730<br />
図Ⅱ.2.2.2.9-6 火STPA24、火 STPA28 溶接金属の衝撃値に及ぼす<br />
溶接後熱処理温度の影響[20]<br />
図1<br />
TS<br />
YS<br />
HB<br />
CVN<br />
Ac1 温度範囲<br />
約 825℃<br />
約 792℃<br />
約 812℃<br />
図Ⅱ.2.2.2.9-7 Tempering effect on mechanical properties of T/P91 [21]<br />
- 604 -<br />
注: は、<br />
説明用に<br />
加筆した<br />
もの
図Ⅱ.2.2.2.9-8 高クロムフェライト鋼(9Cr)溶接金属の Mn+Ni 量と Ac1 変態点の関係[22]<br />
図Ⅱ.2.2.2.9-9 Ac1 Variation in PWHT Simulations[23]<br />
- 605 -<br />
- 605 -
図Ⅱ.2.2.2.9-10 Effect of Ni,Mn and Co on Ac1 temperature of<br />
P92 weld metals [18]<br />
図Ⅱ.2.2.2.9-11 Ac1 Temperatures of P92 and P91Weld metals and the effect of Ni+Mn<br />
content [18]<br />
- 606 -<br />
- 606 -
温<br />
度<br />
[℃]<br />
1,200<br />
1,100<br />
1,000<br />
900<br />
800<br />
700<br />
200<br />
100<br />
図Ⅱ.2.2.2.9-12 オーステナイトステンレス鋼溶接部の発生位置からみた高温割れの分類[25]<br />
図Ⅱ.2.2.2.9-13 オーステナイトステンレス鋼溶接部の変形量(横収縮,角変形)と入熱の関係[26]<br />
600<br />
500<br />
400<br />
300<br />
入熱[J]、パス間温<br />
度[℃]に要注意!<br />
100~150℃以下(パス間温度)<br />
予熱なし 溶接<br />
冷却 加熱<br />
保持<br />
時間 [h]<br />
冷却速度は速く!<br />
・溶体化処理<br />
耐食性改善(及び<br />
応力除去)の目的<br />
で実施する場合<br />
通常は、析出強化型のAlloy<br />
/Inco740等を除き溶接後の<br />
熱処理は不要である。<br />
- 607 -<br />
・応力除去熱処理<br />
応力除去の目的で<br />
実施する場合<br />
(速度は任意)<br />
溶体化処理<br />
1,000℃以上<br />
応力除去熱処理<br />
(Alloy740の場合は800℃)<br />
図Ⅱ.2.2.2.9-14 [例] ニッケル基合金の溶接工程における熱管理フロー図<br />
- 607 -<br />
急冷<br />
(水冷など)
温<br />
度<br />
[℃]<br />
温<br />
度<br />
[℃]<br />
1,200<br />
1,100<br />
1,000<br />
900<br />
800<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
1,000<br />
900<br />
800<br />
700<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
入熱[J]、パス間温<br />
度[℃]に要注意!<br />
200℃以下(パス間温度)<br />
予熱なし 溶接<br />
冷却 加熱<br />
保持<br />
Mf~Ms温度間<br />
250~300℃(パス間温度)<br />
100~150℃<br />
初層GTAWの場合<br />
時間 [h]<br />
徐冷すること!<br />
冷却速度は速く!<br />
火技解釈の加熱速度<br />
・ 220×(25/t) ℃/h 以下<br />
Mf温度以下<br />
20~ 00℃<br />
・溶体化処理<br />
耐食性改善(及び<br />
応力除去)の目的<br />
で実施する場合<br />
通常は溶接後の熱<br />
処理は実施しない<br />
完全マルテンサイト化の為、<br />
溶接後熱処理前に必ず冷却<br />
予熱 溶接<br />
冷却 保持 加熱<br />
(速度は任意)<br />
加熱 保持<br />
冷却 冷却 (速度は任意)<br />
時間 [h]<br />
(時間は任意)<br />
火技解釈(P-5,P-6材)の保持時間<br />
・厚さt ≦12.5mm:0.5以上 h<br />
・12.5
Section 2.2.2.9 の参考文献<br />
[1]R.Viswanathan,K.Coleman,J.Shinglendecker.J.Sarver,G.Stanko,M.Borden,W.Mohn,S.Goodstine,I Perin<br />
BOILER MATERIALS ULTRASUPERCRITICAL COAL POWER PLANTS U.S.DOE NO.<br />
:DE-FG26-01NT41175 (October 1,2001-December 31,2006),February 15,2007<br />
[2]Quirong Chen,George Nikolaus Stamatelopolous,Alstom Power Boiler Gmbh,Josef Heinemann,UTP<br />
Schweissmaterial Gmbh,K.Maile,A.Klenk,Materialprufungsanstalt Univ.MATERIALS QUALIFICATION<br />
FOR 700℃ POWERPLANTS 5 th Inter National Conf,on Advances in Materials Technology for Fossil Power<br />
Plants,Oct.3-5,2007.Florida<br />
[3]鈴木正道,丸山敏治他,Ni 基溶接金属の凝固割れ感受性評価,㈱神戸製鋼,技法/Vol.54 No.2, Aug.2004<br />
[4]技術開発促進事業終了報告書 700℃級超々臨界圧発電プラント主蒸気配管用高強度オーステナイト鋼の開<br />
発,I-39 RITE-尼崎第 5 研究室,平成 19 年 3 月<br />
[5]A.J.Ramirez-J.C.Lippold Welding and Joining Metalluly Group-The Ohio State University Ductility Dip<br />
Cracking of Ni-base Filler Materials-Insigt into the Mechanism 2003<br />
[6]Weldability of Nickel Alloys 600 and 690 EMI Tech Brief<br />
[7]高橋誠, 佐藤豊幸他, 溶接金属中酸素量を低減する GMA 溶接方法の開発, ㈱太陽日酸,技報 24(2005)<br />
[8]平岡和雄, 中村照美,溶接構造物の強度と安全性を確保する溶接材料, NIMS, 2006 年度物質材料研究<br />
[9]津久井宏侑, 2010 年の日本のアーク溶接, アーク溶接データベースワークショップ’, Turuya, 01.12.20-21<br />
[10]末永和之,松下行伸他,低温仕様高張力鋼用溶接材料における高じん性化,㈱神戸製鋼技法/Vol.54 No.2<br />
[11]Vis.Viswanathan, Robert Purgert,Patricia Rawls COAL-FIRED POWER MATERIALS Advanced Materials<br />
& Processes/Aug.2008&Sep.2008<br />
[12]J.Hawk,General Electric and S Goodstine-Alstom, R.Viswanathan,EPRI,J.Shingledecker,EPRI, Effect of<br />
Creep in advanced Materials for Use in Ultrasupercritical Coal Power Plants #2 ECCC Conference 2009<br />
[13]Boiler Materials for Ultrasupercritical Coal Power Plants DOE Award No.DE-FG26-01NT41175 Ohio Coal<br />
Development Office Grant Number:D-05-02(A)<br />
[14]緒方隆志,酒井高行,屋口正次,改良 9Cr-1Mo 鋼長手溶接継手管の内圧クリープ条件下での損傷状態の解<br />
明と損傷評価法の開発,電力中央研究所,H20.2 月<br />
[15]Yasushi Hasegawa,Masaaki Sugiyama,Kazuto Kawakami, Type Ⅳ Damage Due to the Microstructure<br />
Weakening in the HAZ of a Multi-layer Welded Joint of the W Containing 9%Cr Ferritic Creep Resistant<br />
Steel, Nippon Steel Corporation, Technical Development Bureau, Steel Research Laboratories, #2 ECCC<br />
Conference 2009<br />
[16]M.Tabuchi,H Hongo,K.Sawada,Y.Takahashi,Effect of Boron on Creep Strength of High Cr Steel<br />
Welds,CREPI,NIMS, #2 ECCC Conference 2009<br />
[17]J.H.Baek,W.G.Kim,J.H.Kim,S.H,Kim,C.B.Lee,Creep and microstructure of 9Cr-0.5Mo-2W-V-Nb-B Steel for<br />
SFR Fuel Clading,KAERI, #2 ECCC Conference 2009<br />
[18]Zhuyao Zhang,Graham Holloway,Adam Marshall, Properties of T/P92 Steel Weld Metals for Ultra Super<br />
Critical (Usc) Power Plant, Metrode Products Limited,UK, #2 ECCC Conference 2009<br />
[19]西川聡,大北茂,堀井行彦,長時間熱時効された改良 9Cr-1Mo 鋼溶接金属のじん性回復と電気化学計測<br />
による評価,(財)発電技検,溶接学会論文集 第 26 巻第 3 号,2008<br />
[20]西川聡,堀井行彦,佐藤正信,他,配管周継手部溶接後熱処理時の加熱条件の適正化, (財)発電技検,火<br />
力原子力発電,Vol.56,No.6,P559-567,Jun2005<br />
[21]ASME2007 B&PV Code Meeting 配布資料「Tempering effect on mechanical properties of T/P91」<br />
[22]山下賢,後藤明信,火力発電ボイラ用高クロムフェライト鋼溶接材料,神戸製鋼技報 Vol.53No.2,Sep,2003<br />
[23]Herbert Heuser,Dorothea Kreuzer Zagar,Futher Development of the AC1 temperature of Grade 91 and<br />
Grade92 steels,and effect on the temperature for PWHT,Bohler Schweisstechnik Deutschland Gmbh.<br />
Hamm,Germany<br />
[24]緒方隆志,改良 9Cr-1Mo 鋼溶接継手のクリープ損傷評価法の開発,電力中央研究所<br />
[25]結城正弘,JWES 接合・溶接技術 Q04-01-15,Q&A1000<br />
[26]溶接 Q&A 技術情報ステンレス鋼 Q50,日鐵住金溶接工業株式会社<br />
- 609 -<br />
- 609 -
2.2.2.10 製作に関する設計係数の調査<br />
A-USC ボイラーの設計・製作をするためには、設計マージン、つまり、材料特<br />
性から設計を行うための物差し(以降、設計尺度と称す)を設定する上で必要な<br />
係数(設計マージン)とその値を加味して得られる設計尺度〔設計尺度;許容応<br />
力、設計疲労データ、クリープデータ(損傷率算出用)、降伏応力、引張強さ等〕<br />
は不可欠なものである。<br />
設計・製作に関しては、製作上の公差から生じる不確定要因等により、応力の<br />
増加も考えられるため、設計或いは製作段階で不確定要因の抑え込みが必要であ<br />
る。<br />
これらの不確定要因の中には、製作時に発生する製作公差並びに溶接時に生じ<br />
る変形及び溶接部の残留応力、複雑な構造物であればあるほど複雑な応力状態に<br />
なるため、与えられた計算式で算出した値の精度並びに構造物の寸法形状に依存<br />
する応力の集中度合、材料の挙動特性等、すなわち、これらの設計係数を加味し<br />
た設計・製作が行われなければならない。<br />
設計係数の具体例として、溶接構造物に対する試験の範囲や試験方法あるいは<br />
対象としている部品の形状や大きさ等に応じた溶接効率〔1〕 *1 、溶接部の食違い<br />
量〔2〕、胴及び鏡板の真円度〔3〕、構造不連続部からくる応力の集中度合いを低<br />
減するために設ける形状の制限あるいは強め材の設置による応力の分散構造〔4〕<br />
及び溶接後に残留応力の低減を主とした溶接後熱処理〔5〕等が揚げられる。<br />
これらの項目に関して ASME 規格及び火技解釈が規定している項目を表<br />
Ⅱ.2.2.2.10-1 に示す。両規格とも略同様な規定内容である。また、国際整合化も<br />
にらみ ISO16528 の技術的要求事項と火技解釈との内容比較を表Ⅱ.2.2.2.10-2 に示<br />
す。ISO16528 は、設計マージンが ASME 並びに火技解釈に比較して、2.4 と小さ<br />
いためこれを補う形で設計、製作段階で細かく要求しているものと考える。<br />
(注)<br />
*1:〔1〕~〔5〕は、表Ⅱ.2.2.2.10-2 内の番号に対応。<br />
- 610 -<br />
- 610 -
備考欄<br />
表Ⅱ.2.2.2.10-1 ASME 規格と火技解釈の規定状況について<br />
構成要件の規定箇所<br />
項目 構成要件<br />
ASME Sec.I ASME Sec.Ⅷ Div1 火技解釈<br />
設計規則 溶接の継手効率 PW-15.2 UW-12<br />
第 6 条<br />
Table UW-12<br />
製作上の要求 加工、成形の公差 PG-80<br />
UG-80<br />
第 6 条<br />
(製作公差)<br />
PG-81<br />
UG-81<br />
組立の公差 PW-33 UW-33 第 122 条<br />
第 140 条<br />
溶技解釈は放射線<br />
検査を行うものの<br />
み規定している。<br />
第 125 条<br />
第 143 条<br />
UW-35<br />
UW-36<br />
溶接部の公差 PW-35<br />
PW-36<br />
第 126 条<br />
第 144 条<br />
溶接後熱処理の対象 PW-39<br />
UW-10<br />
PW-39.1 UW-40<br />
UCS-56<br />
溶接後熱処理の条件 PW-39.2~39.7 UW-40<br />
UCS-56<br />
製作上の要求<br />
(溶接後熱処理)<br />
第 126 条<br />
第 144 条<br />
別表第 21,22、23<br />
- 611 -<br />
第 127 条<br />
第 145 条<br />
別表第 24<br />
第 127 条<br />
第 145 条<br />
別表第 25,26,27,28<br />
UW-11<br />
UW-46<br />
UW-51<br />
UW-52<br />
UW-53<br />
検査の対象 PW-11<br />
PW-41<br />
溶接部の<br />
非破壊検査 検査の方法 PW-51<br />
PW-52<br />
製作上の要求<br />
(溶接継手の検査)<br />
試験の対象 PW-53 UG-84 第 128 条<br />
第 146 条<br />
別表第 29,30<br />
試験の方法 PW-53 UG-84 第 128 条<br />
第 146 条<br />
別表第 31<br />
溶接部の<br />
機械試験<br />
- 611 -
表Ⅱ.2.2.2.10-2 ISO 16528 技術的要求事項と火技解釈との比較(その1)<br />
ISO 16528-1:2007(E) 国内電事法(火力)<br />
条項番号及び名称 規定内容 条項番号及び名称 規定内容<br />
7.3.3<br />
Design margins<br />
(設計マージン)<br />
7.3.4<br />
Design factors<br />
(設計係数)<br />
7.4.8<br />
Heat treatment<br />
(熱処理)<br />
ボイラー及び圧力容器に<br />
おいて、材料特性値と<br />
設計方法(適切な詳細<br />
製作方法を含む)に対<br />
する設計マージンは指定<br />
された荷重条件での<br />
予想破壊モードに対し<br />
て規定しなければな<br />
らない。<br />
考慮すべき材料特性:<br />
・降伏応力<br />
・引張強さ<br />
・ 時間依存性強度<br />
(クリープ強度)<br />
・疲労データ<br />
・弾性係数<br />
・歪<br />
・衝撃強度<br />
・破壊靱性<br />
設計マージンに加えて、<br />
適切な設計係数(試験<br />
の程度や方法あるい<br />
は対象としている部<br />
品の形状や大きさ等<br />
を基礎とした溶接効<br />
率のような)が製作に<br />
対する不確実さ、複雑<br />
な応力場及び材料挙<br />
動を考えて想定され<br />
るべきである。<br />
製造の適当なステージで<br />
適切な熱処理が適用<br />
されること。<br />
- 612 -<br />
- 612 -<br />
(ボイラー等の構造)<br />
火技省令第 6 条<br />
(ボイラー等の材料)<br />
火技解釈第 2 条<br />
(材料の許容応力)<br />
火技解釈第 4 条<br />
(容器の胴)<br />
火技解釈第 6 条<br />
(長方形管寄せ)<br />
火技解釈第 7 条<br />
(容器の平板)<br />
火技解釈第 9 条<br />
(管及び管台)<br />
火技解釈第 12 条<br />
(溶接後熱処)<br />
(ボイラー等)<br />
火技解釈第 126 条<br />
(熱交換器等)<br />
火技解釈第 144 条<br />
耐圧部分の構造は最<br />
高使用圧力、温度にお<br />
いて発生する最大の<br />
応力に対し安全なも<br />
のでなければならな<br />
い。<br />
この場合において、耐<br />
圧部分に生じる応力<br />
は当該部分に使用す<br />
る材料の許容応力を<br />
超えてはならない。<br />
溶接の継手効率、連続<br />
した穴の効率を規定<br />
している。〔1〕<br />
溶接部はそれぞれ母<br />
材の区分、溶接部の厚<br />
さに応じた温度範囲、<br />
保持時間並びに規定<br />
された溶接後熱処理<br />
の方法により溶接後<br />
熱処理を行わなけれ<br />
ばならない。〔5〕
表Ⅱ.2.2.2.10-2 ISO 16528 技術的要求事項と火技解釈との比較(その2)<br />
ISO 16528-1:2007(E) 国内電事法(火力)<br />
条項番号及び名称 規定内容 条項番号及び名称 規定内容<br />
7.4.9<br />
Tolerances<br />
(公差)<br />
開先、溶接余盛り、寸<br />
法や熱処理の公差や<br />
範囲は製造段階と完<br />
成品について維持さ<br />
れること。<br />
- 613 -<br />
- 613 -<br />
(突合せ溶接による<br />
継手面の食違い)<br />
(ボイラー等)<br />
火技解釈第 122 条<br />
(熱交換器等)<br />
火技解釈第 140 条<br />
(継手の仕上げ)<br />
(ボイラー等)<br />
火技解釈第 125 条<br />
(熱交換器等)<br />
火技解釈第 143 条<br />
(容器の胴)<br />
火技解釈第 6 条<br />
突合せ溶接による継<br />
手面の食違いは、継手<br />
の種類、母材の厚さの<br />
区分に応じた値を超<br />
えてはならない。〔2〕<br />
非破壊試験を行う溶<br />
接部の表面は滑らか<br />
で、母材の表面より低<br />
くなく、かつ母材と段<br />
差がつかないように<br />
仕上げなければなら<br />
ない。放射線透過試験<br />
を必要とする突合せ<br />
溶接部の余盛りの高<br />
さは母材の厚さの区<br />
分に応じた値以下で<br />
なければならない。<br />
円筒形又は同軸円す<br />
い形の胴にあっては、<br />
軸に垂直な同一断面<br />
における最大内径と<br />
最小内径の差は、当該<br />
断面の基準内径の 1%<br />
以下であること。〔3〕<br />
また、円すい形の胴と<br />
円筒形の胴とを接続<br />
する場合には、当該部<br />
のような構造不連続<br />
においても応力が許<br />
容値以内に収まるよ<br />
うに下記のような規<br />
定を設けている。〔4〕<br />
・ 溶接部;内・外表<br />
面とも滑らかに仕<br />
上げる。<br />
・ 円すい胴の両端部<br />
に丸みを付ける。<br />
・ 強め材の設置等。
2.2.2.11 試験検査方法に関する規定の調査<br />
溶接継手の健全性は、Ⅱ.2.2.2.7 項に記載した品質管理がベースにあることを前<br />
提に、確認された溶接施工法及び溶接士の技量を用いて溶接し、溶接部の特性に<br />
応じた適切な試験検査を行うことで担保される。試験検査に関る火技解釈の規定<br />
は、以下のフェライト系鋼(炭素鋼、低合金鋼)の溶接継手の特徴を基本に、ASME<br />
等の規定を採り入れながら作成されている。<br />
・強度が高く、又は厚くなるほど、溶接部、熱影響部には、割れなどの溶接欠陥<br />
が生じやすくなる。<br />
・溶接によって必ず残留応力が生じ、靭性や疲労などに悪影響を与える。<br />
・溶接表面の形状不連続部は、熱延び、内圧、及び振動などによる応力集中を引<br />
き起こし、割れなどの発生要因となる。<br />
・溶接継手部の溶接金属→熱影響部→母材にかけては、冶金的な不連続部となり、<br />
各部の機械的性質は異なる。また熱影響部の組織は特に予熱の程度による変化<br />
が大きい。<br />
A-USC ボイラーの候補材 (*1) の溶接継手にも、上記と同様に母材と比べ材料の健全<br />
性を低下させる要因が存在する。特に、ニッケル基合金(含む鉄ニッケル基合金)<br />
の溶接部は、前項で記載したように高温割れが生じやすく、また、溶接歪みが大<br />
きい(線膨張率大)などの特徴を持つ。候補材の溶接継手に対する試験検査の仕<br />
様規定は、炭素鋼、低合金鋼などの鋼種を基本にした現行の規定に加え、候補材<br />
特有の溶接欠陥、冶金的特性、及び使用環境/条件などを考慮し、健全性が十分<br />
に確保できるものではなくてはならない。<br />
(*1) :ニッケル基合金(含む鉄ニッケル基合金)<br />
・HR6W, TEMPALOY CR30A, USC141, Alloy617, Alloy263, Alloy740 など<br />
高 Cr フェライト系鋼<br />
・9Cr-2.4W-1.8Co, 9Cr-3W-3Co など<br />
(1) 溶接部の品質に対する要求事項<br />
溶接部の品質に対する要求事項は、「発電用火力設備に関する技術基準を定める<br />
省令(以下「火技省令」という。)」の第十章溶接部第 74 条に、下記の 3 項目が挙げ<br />
られている。A-USC ボイラー候補材の溶接部の品質についても同様な要求事項が<br />
課せられる。溶接部の品質とは、言ってみれば母材と同等以上 (*2) の機械的強度 (*3) 、<br />
及び信頼性を有していることである。この規定で要求される溶接部の品質を確保<br />
するためには、溶接部の品質を損なわせる欠陥(溶接欠陥、形状的/冶金的不連<br />
続部、応力集中部など)を、目視検査、非破壊検査、機械試験又は寸法検査など<br />
によって検出しなければならない。<br />
〔火技省令 第十章 溶接部 第 74 条より、溶接部の品質に対する要求事項〕<br />
・不連続で特異な形状でないもの。<br />
・溶接による割れが生ずるおそれがなく、かつ、健全な溶接部の確保に有害<br />
な溶込み不良その他の欠陥がないこと。<br />
・適切な強度を有する。<br />
- 614 -<br />
- 614 -
[火技解釈 第 121 条(溶接部の強度より)]<br />
・ボイラー等に係る容器又は管の溶接部は、母材の強度(母材の強度が異な<br />
る場合は、弱い方の強度)と同等以上の強度を有するものでなければなら<br />
ない。<br />
(*2)<br />
:高温強度が高められた改良 9Cr 鋼、又は 9%Ni 鋼など調質鋼等について<br />
は、溶接部の機械的強度(靭性、クリープ強度など)が母材より劣る場合<br />
がある。なお、ASME では溶接継手低減係数が用いられているが、火技解<br />
釈では用いられていない。<br />
(*3)<br />
:火技解釈における機械的強度とは、第 2 条(ボイラー等の材料)2 項に<br />
示す「引張強さ、延性、靭性及び硬度など」を指す。<br />
以上の要求事項を基に、Ⅱ.2.2.2.8.(2).②項及び表Ⅱ.2.2.2.8-6 に示すニッケル基<br />
合金における欠陥、損傷事項に対する試験検査に関る防止策と規定(案)、及び<br />
関連する海外規格について調査、検討した内容を以下に記載する。<br />
(2) 溶接外観上の不連続部の防止策と規定について<br />
溶接部外観の判定基準は、発電用火力設備に関する技術基準を定める省令の第<br />
10 章 第 74 条では、「不連続で特異な形状でないものであること」と規定され、<br />
また、火技解釈 第 10 章 第 124 条では、「・・・オーバーラップ、アンダーカット、<br />
クレータ、スラグ巻込み、ブローホール等で有害なものがないこと」と規定され<br />
ている。外観検査の方法は、電気事業法施工規則に基づく溶接事業者検査(火力<br />
設備)の解釈(以下、検査解釈という。)に「目視検査により仕上がり状況を確認<br />
し、技術基準に解釈に適合していることを確認する」とし、「異常が認められたと<br />
きは、必要に応じ磁粉探傷試験又は浸透探傷試験を行う」と規定されている。こ<br />
のように、溶接部外観については、目視による官能検査でも構わないこととし、<br />
また、その判定基準は定量的に規定されている訳ではない。例えば、不連続部で<br />
あるアンダーカットには、その程度により A-USC の使用環境下及びボイラーの発<br />
停による熱応力や熱疲労などが集中し、き裂が生じる可能性がある。これらのリ<br />
スクを低減するためには、勿論無いことが一番望ましくはあるが、無害なもの(形<br />
状が丸みを帯び、深さが浅いもの)も含まれており、経済性の観点からバラツキ<br />
が出にくい定量的な外観検査の判定基準が求められる。なお、経済性を無視すれ<br />
ば非破壊検査(浸透探傷試験等)との組合せが理想的である。<br />
継手の疲労強度などに影響を与えるアンダーカット、溶接止端部(フランク角<br />
等)、オーバーラップなどの不連続部に対しての定量的判断基準として、次の防止<br />
策と規定(案)が考えられる。<br />
① アンダーカット<br />
溶接部の外観検査に関する規定について比較したものを表Ⅱ.2.2.2.11-1 に示す。<br />
これに示す ASME のアンダーカットの判定基準「0.8 mm または板厚の 10%のい<br />
ずれか小さい」を表Ⅱ.2.2.2.8-9(c)に当てはめてみると、アンダーカット深さが板<br />
- 615 -<br />
- 615 -
厚の約 10%である場合の疲労強度は、アンダーカットが無いもの(深さが 0 mm)<br />
に比べ約 10%程度減少しているのに過ぎず、また、繰り返し回数も通常の火力ボ<br />
イラーの発停回数に比べて小さいことを加味すれば、この ASME の判定基準でも<br />
十分なものと考える。但し、700℃での使用条件(メタル温度は部位によっては最<br />
大 750℃と予想)は、実績が無く未知な領域であるため、判定基準として採り入<br />
れの際には、候補材の物性値、ボイラーの運転パターン、発生応力、及び方向な<br />
どの仕様/設計条件等が明らかになった時点で解析し、基準の必要性や基準値の<br />
検証を行う必要がある。<br />
② 溶接止端部(フランク角等)<br />
溶接止端部の形状に関する外観検査の判定基準については、表Ⅱ.2.2.2.11-1 の<br />
各規定からは明確には読み取れないが、図Ⅱ.2.2.2.11-1(a)に示す余盛り角度θと疲<br />
れ強さの関係では、余盛り角度θが小さくなるほど(止端部が立ってくる)、疲れ<br />
強さは減少してくる。また、図Ⅱ.2.2.2.11-1(b)では、止端半径 R が小さくなるほ<br />
ど、疲れ強さが減少していくことを示している。これらの規定としては、止端半<br />
径の計測は実質困難であるため、余盛り角度のみの規定が考えられる。これも前<br />
述のアンダーカットと同様に仕様/設計条件等が明らかになった時点で応力解析<br />
を行い、規定の必要性について検討を行う必要がある。尚、使用規定としての余<br />
盛り角度θの値は、火技解釈の別図第 1 に示す勾配が 30°、及び図Ⅱ.2.2.2.11-1(b)<br />
での疲れ強さの低下 10%となる時の余盛り角度が約 150°となることから、この<br />
150°以上が目安になると考える。<br />
③ オーバラップ<br />
オーバラップは、溶着金属の止端部が母材に融合しないで重なった部分で、そ<br />
の融合してない底部には熱延びなどによる著しい応力集中が生じる。また、オー<br />
バラップにより溶接開先内への溶け込み状況や必要な脚長寸法の確認ができない<br />
などの支障が生じる。火技解釈の判定基準は、「有害なもの」と記載され、それ以<br />
外は許容される、と読み取れるが、実質許容できるようなオーバーラップは存在<br />
しない。仕様規定としてはオーバーラップがないことを明確にする。<br />
本項の冒頭に、定量的な外観検査の判定基準が求められると記載したが、溶接<br />
部の外観には、上記以外にも例えば ISO 6520(Classification of imperfection in<br />
metallic fusion welds, with explanations)にも定義されている凹み/垂れ、過剰余盛り<br />
や蛇行、またはビード蛇行/ラップ形状など様々なケースがあり、これらを含め<br />
て定量的な判断基準で表すことは、困難な面がある。また、ASME のアンダーカ<br />
ット規定深さ 0.8 mm 以下を仮に規定化した場合、アンダーカットを 0.8 mm(見<br />
た目では大きく感じられる)までは許容できるものと解釈され逆に仕上がりが悪<br />
化することが考えられる。外観検査については、定量的な判断基準を規定として<br />
定めるよりは、判定にばらつきが出ないよう充分なスキルを持つ溶接士や検査員<br />
などによって美観も含めた官能検査として定性的に判断できる規定とした方が得<br />
- 616 -<br />
- 616 -
策かも知れない。いづれにしても、外観の判定基準はたとえ規定化しなくても、<br />
A-USC 溶接部に要求される仕上げ状態の基準として、従事する要員への教育用と<br />
して標準化されたものが必要である。<br />
(3) 溶接欠陥部の防止策と規定について<br />
ニッケル基合金の溶接部には、高温割れや融合不良など溶接欠陥が発生しやす<br />
い特性がある。これらの欠陥は、クリープ破壊、疲労破壊などの起点となる場合<br />
があり、また、耐圧検査時の漏えいにもつながる可能性もあるため、可能な限り<br />
溶接欠陥を検出することを目的に、次の防止策と規定案が考えられる。<br />
① 表面検査(浸透探傷検査)の追加<br />
火技解釈のボイラー等における溶接部の非破壊試験に係る規定をまとめたもの<br />
を表Ⅱ.2.2.2.11-2 に示す。この表から、表面検査として浸透探傷試験または磁粉<br />
探傷試験が適用されるのは、火技解釈の別表第 24 の 1.ボイラー等の第 4 項の溶接<br />
部、第 130 条の耐圧試験の代替としての非破壊試験、または、電気事業法施工規<br />
則に基づく溶接事業者検査(火力設備)の解釈(以下、検査解釈という。)におい<br />
て外観検査で異常が認められた部位への非破壊検査が必要な場合のみで、通常の<br />
溶接部には表面検査(浸透探傷試験又は磁粉探傷試験)の適用規定はない。また、<br />
ASME Sec. I での表面検査についても火技解釈と同様に適用規定はない。<br />
仕様規定として、目視よる非破壊検査では検出能力に限界があるため、溶接部<br />
の表面検査には、浸透探傷試験を適用(ニッケル基合金は磁性がないため磁粉探<br />
傷試験は適用不可)することが必要である。検査の時期については、再熱割れの<br />
可能性も懸念されるため、溶接後熱処理があるものは溶接熱処理後にも実施する<br />
必要がある。<br />
② 放射線透過試験の適用範囲見直しと超音波探傷試験の追加<br />
火技解釈のボイラー等における溶接部の体積検査は、完全溶け込み溶接部に対<br />
して、表Ⅱ.2.2.2.11-2 に示すように外形、厚さなどの条件により放射線透過試験<br />
を要求している。火技解釈上で超音波探傷試験を適用している範囲は、火技解釈<br />
第 130 条の水圧試験の代替試験の位置づけで用いられる場合が多い。ASME Sec. I<br />
PW-11 での超音波試験の適用は、放射線透過試験の代替試験の場合を除き、特殊<br />
な溶接方法(エレクトロスラグ溶接、摩擦圧接など)による溶接部に対して、放<br />
射線透過試験に加えて行う規定がある。<br />
例えば、450℃以上の燃焼ガスに触れない蒸気用配管(ニッケル基合金)の場合、<br />
放射線透過試験が適用除外となる範囲は、図Ⅱ.2.2.2.11-2 より外径が 410 mm 以下<br />
で厚さが 41 mm 以下のものである。ニッケル基合金の溶接作業性や溶接欠陥の特<br />
性を考慮すると、この適用除外の範囲を見直しする必要があると考える。適用除<br />
外(案)として、溶接部は多層盛りになるほど溶接による熱や残留応力の蓄積が<br />
大きくなり、特に狭開先などによるものは溶接欠陥が発生しやすくなるため、厚<br />
さの目安として 13 mm 以上は適用する、また GTAW による溶接方法の場合は、<br />
- 617 -<br />
- 617 -
溶接中の入熱が抑えられ酸素の影響も低く、候補材のデータから溶接性も比較的<br />
良好なので、この溶接方法によるものは適用除外とする、などの案が考えられる。<br />
放射線透過試験と超音波探傷試験の特徴を表Ⅱ.2.2.2.11-4 に示す。この特徴に<br />
おける大きな差異は、特に照射方向に体積を持たない平行または傾きのある面状<br />
欠陥(融合不良、クラックなど)の検出精度に対して、放射線透過試験は不得手<br />
であるが、超音波探傷試験は得手としている点である。ニッケル基合金の溶接部<br />
が割れ感受性が高いことを考慮すると、放射線透過試験に超音波試験を組み合せ<br />
ることは、より安全策な手ではある。しかしながら、この組み合せによる試験を、<br />
完全溶け込み溶接部に全て適用することになると、損傷等の予想リスクに比して<br />
過剰な試験となるおそれがあるため、対象範囲を、割れ感受性が高い溶接方法を<br />
採用した場合、長手継手部や熱応力が高い部位など限定する必要がある。<br />
以上のことを考慮し、A-USC ボイラー等(候補材のニッケル基合金)の溶接部<br />
に対する非破壊検査の対象範囲について、整理したものを表Ⅱ.2.2.2.11-6 に示す。<br />
また、この表を基に仕様規定案として作成したものを表Ⅱ.2.2.2.11-7 に示す。<br />
(4) 継手強度の評価と規定について<br />
溶接性に係る調査から、ニッケル基合金の最適な溶接条件は限られた狭い範囲<br />
となり、各変動要因(入熱量、パス間温度、ウィービング、姿勢など)に対する<br />
ロバスト性も低いものとなる。条件、要因の僅かな変動により強度へ及ぼす影響<br />
は大きく、そのため、実機の溶接部強度を評価する目的で実機における機械試験<br />
の適用が必要と考える。<br />
現行火技解釈の別表第 29 では、ボイラー等の容器の溶接部には機械試験の要求<br />
はあるが、管については、平成 17 年改正時に削除されているため、新に規定化す<br />
る必要がある。規定(案)として、試験板の作成方法は、別表第 29 の機器の区分<br />
のボイラー等の容器のものと同じ方法とし、機械試験の種類は、別表第 30 の機器<br />
の区分ボイラー等の継手引張試験、型曲げ試験とする。また、この機械試験以外<br />
に、評価方法は別途検討する必要があるが、断面マクロ試験を追加し、この試験<br />
により溶接施工法に従った積層、微細な割れなどが生じていないか確認する。但<br />
し、今後候補材の溶接性について研究、開発が進みロバスト性が改善できれば、<br />
実機での機械試験は不要と考える。<br />
(5) 余盛量の適用範囲の見直しと規定について<br />
火技解釈の第 125 条に余盛量の規定があり、この規定が適用されるのは非破壊<br />
試験(放射線透過試験)を行う場合のみで、欠陥検出精度を高めるために余盛部<br />
とそうでないところのフィルム上の濃度差が大きくならないようにする目的で現<br />
状は規定されている。本来この余盛量の規定は、過去の ASME Sec. I にて溶接部<br />
の過度な余盛による強度低下の防止(応力集中の低減)の目的で規定されていた<br />
ものである。また、図Ⅱ.2.2.2.11-1(b)においては、ビード幅 W が一定で余盛り高<br />
さ h が高くなると余盛り角度θが小さくなり、疲れ強さが低下することが読み取<br />
れる。よって、過酷な熱環境下での仕様条件を考慮すると、放射線透過試験の適<br />
- 618 -<br />
- 618 -
用か否かに拘らず、余盛量を規定化する必要があると考える。<br />
余盛量に係る各規定の比較を表Ⅱ.2.2.2.11-3 に示すが、火技解釈は、ASME Sec.<br />
I に比べ若干厳しく規定されている。余盛量は、特に現状の運用において問題が<br />
生じていないことから現行通りとし、適用範囲は、放射線透過試験の適用範囲に<br />
拘らずニッケル基合金の溶接部全箇所と考える。規定(案)を表Ⅱ.2.2.2.11-8 に<br />
示す。<br />
(6) ASME、ISO 規格の試験検査項目の調査<br />
ASME 及び火技解釈に規定される溶接継手の試験検査項目について纏めたもの<br />
を、表Ⅱ.2.2.2.10-1 に示すが、双方の規格とも試験検査の項目としては、同様で<br />
ある。<br />
また、国際整合化もにらみ ISO 16528-1 Boilers and Pressure Vessels-Part1:<br />
Performance requirements の検査に関る要求事項と火技解釈の要求事項との比較を<br />
表Ⅱ.2.2.2.11-5 に示す。ISO 16528-1 は、本邦では未だ馴染が薄いが、今後火技解<br />
釈への採入れの検討対象となることもあり、制定の背景などについて以下に記載<br />
する。<br />
[ISO16528-1 の背景]<br />
欧州でのボイラー、圧力容器などの規格について、1990 年代に EU 統合が進め<br />
られる中で欧州各国において使用されている規格(BS, DIN 等)の統合や国際<br />
標準化の動きがあり、この動きに締め出し等の危機感をもった米国、日本が中<br />
心になり国際標準化に向け検討が一時進められてきた。しかし、これに対し欧<br />
州は対立姿勢をとったため、協議の場として 1997 年 11 月に第 1 回 ISO/TC11 (*4)<br />
が開催され、その後の協議を経て 7 年後の 2004 年 7 月の ISO/TC11 パリ総会に<br />
て基本的に日米案の内容にて合意がなされた。ISO1 6528 は、次の PART で構成<br />
されており、2007 年 8 月に発刊された。但し、この規定の現在時点での位置付<br />
けは、ISO では、Publish Stage と呼ばれるものであり、これから内容の充実が<br />
図られて行く予定のものである。また、この規定には、Part 1 の性能要求を満<br />
足するための具体的内容を示した規定との関連付けた番号や体系的なものは示<br />
されていないため、ASME に比べて解りづらいものになっている。なお、Part 1<br />
の性能要求を満足すると見なされる規定については ISO/TC11 ウェーブサイト<br />
に掲載されることになっているが、掲載されたとしても ISO による国際規格と<br />
して認定されたことを意味している訳ではない。<br />
ISO16528-1:Part 1 Performance Requirement(機器に対する基本的性能規定に<br />
ついて記載されたもの、項目については表Ⅱ.2.2.2.11-9(a)に示す。)<br />
ISO16528-2:Part 2 Procedure for fulfilling the requirements of ISO 16528-1(Part1<br />
を達成するための要領について記載されたもの、項目については表<br />
Ⅱ.2.2.2.11-9(b)に示す。)<br />
(*4)<br />
産業技術機械分野の国際標準化するため委員会活動で TC11 はボイラー・<br />
圧力容器の分野を指し、各機械分野ごとに全体で約 30 の委員会がある)<br />
今後、ISO 16528 周辺の規格整備が進められるに連れ、それらの構成、内容などを<br />
- 619 -<br />
- 619 -
確認していく必要がある。<br />
(7) 非破壊検査の判定基準の調査<br />
A-USC ボイラーを想定した溶接部に対する非破壊検査の判定基準として、現行<br />
火技解釈に定める判定基準にて検討すべき項目は無いのか確認するため、最新の<br />
技術動向に合せて改正が進められている ASME の判定基準について調査した。<br />
① 放射線透過試験の判定基準<br />
放射線透過試験の判定基準は、火技解釈別表第 25、ASME Sec. I PW-51.3.1 にそ<br />
れぞれ規定され、これらを比較したものを表Ⅱ.2.2.2.11-10 に示す。また、溶接欠<br />
陥の例を基に判定基準を比較したものを表Ⅱ.2.2.2.11-11 に示す。この表において、<br />
割れ、融合不良、溶込み不良、及びこれに類する溶接欠陥については、双方の規<br />
格とも同様であるが、スラグ巻込み、タングステン巻込み、及びこれに類する溶<br />
接欠陥は、火技解釈がやや厳しい判定基準となっている。大きく相異するのは、<br />
ASME の図Ⅱ.2.2.2.11-3 に示すような円状のブローホール、及びこれに類する溶<br />
接欠陥の場合で、火技解釈の方がかなり厳しい判定基準となっている。ASME の<br />
判定基準は、規定の改正状況、又は委員会の情報などから、過去に問題視された<br />
ことは特に無く、例え図Ⅱ.2.2.2.11-3 の欠陥であっても許容できるものと考える<br />
ことができる。<br />
実際、損傷に至るような有害な溶接欠陥の形状、大きさなどの評価は、運転条<br />
件を基に破壊力学の中で論じられることになるが、判定基準に示されている欠陥<br />
の大きさは、元々充分な安全マージンを含んでいるものである。参考までに欠陥<br />
評価の手法として原子力の場合には、<strong>経済産業省</strong>告示 501 号(発電用原子力設備<br />
に関する構造等の技術基準)や ASME Sec. III, XI のなかで特に供用中の維持規格<br />
として規定されている。ASME より厳しめである現行火技解釈の判定基準は、<br />
A-USC の高温部の溶接部に対しても、安全マージンを含んだものであると考える。<br />
ただし、今後 A-USC 応力解析なども進められて行く中で、将来的な維持規格も考<br />
慮すれば、溶接欠陥の大きさについても検証しておくことも必要であると考える。<br />
なお、火技解釈の判定基準は、JIS Z 3104 の 1 類とされているが、他の法令(労<br />
安法、高圧ガス保安法など)では 1 類又は 2 類とされている。この 2 類には、融<br />
合不良や溶け込み不良が含まれており、今後 4 法整合化が進められる中では、整<br />
合化に向けては注意を払う必要がある。<br />
② 超音波探傷試験の判定基準<br />
超音波探傷試験の判定基準は、火技解釈別表第 26、ASME Sec. I PW-52、Sec. V<br />
Article 4 にそれぞれ規定されており、これらを比較したものを表Ⅱ.2.2.2.11-12 に<br />
示す。この表において、ASME の判定基準は、割れ、融合不良、溶け込み不良<br />
の溶接欠陥は不合格と明記されているが、火技解釈では、エコーからの判別が難<br />
しいためか、特に明記されてはいない。また、超音波探傷試験の線状欠陥の長さ<br />
の判定基準は、放射線透過試験のものと比べて見ると、ASME は同じであるが、<br />
- 620 -<br />
- 620 -
火技解釈は少々緩くなっている。基準感度の校正の要領については、双方ともほ<br />
ぼ同様な規定となっているが、特に違いが見られるのは、走査の方法である。<br />
ASME では、溶接線に対する走査の方向、使用する斜角探傷子の種類など細か<br />
く規定されているに対し、火技解釈では特に規定されてはいない。超音波探傷試<br />
験は、微妙な走査の方法によって内部欠陥の検出精度やその寸法計測に大きな影<br />
響を与えるため、走査方法にバラツキが生じないように規定化する必要があると<br />
考える。<br />
火技解釈における超音波探傷試験の適用は、表Ⅱ.2.2.2.11-2 に示す通り、ボイ<br />
ラー等においては、放射線透過試験の代替試験としては認めておらず、その為、<br />
実際に適用されるのは、火技解釈第 130 条の耐圧試験の代替試験のケースである。<br />
ASME では、Sec. I PW-11 に放射線透過試験の代替試験として、放射線透過試験<br />
の幾何学的不鮮明度 Ug (*5) が 1.78 mm 以下 (*6) を確保できないような試験条件の場<br />
合など、超音波探傷試験を代替試験として適用する、と記載されている。また、<br />
具体的に超音波探傷試験を適用する条件として ASME Code Case 2235-9(表<br />
Ⅱ.2.2.2.11-13 示す)に、その適用条件と方法、及び判定基準などが細かく規定さ<br />
れている。特に特徴的なことは、コンピュータベースにて自動的にデータを収集<br />
し、その際にはデータ処理(ゲート処理、フィルター処理など)をしない状態で<br />
記録することなどの自動探傷を行うことが要求されていることである。これは、<br />
超音波探傷試験の記録に対して、再現性があり、しかも放射線透過試験のフィル<br />
ムと同等な欠陥評価が可能な価値を持たせるための規定であると言える。なお、<br />
火技解釈の別表第 26 超音波探傷試験の規定では、手探傷によるものを対象として<br />
おり、自動探傷については規定されていない。<br />
(*5)<br />
Ug = (F×d)/D<br />
D = 放射線源から溶接部までの距離[mm]<br />
d = 溶接部の線源側表面からフィルムまでの距離 mm]<br />
F = 放射線源の寸法;溶接部からの距離Dの水平面上における放射<br />
線源(又は有効焦点)の最大投影寸法[mm]<br />
Ug = 幾何学的不鮮明度[mm]<br />
(*6)<br />
ASME Sec. V Article 2 T-274.2 に Ug の最大許容値が示されている。<br />
材料厚さ 50 mm までは Ug 0.51 mm、50 mm を超え 75 mm までは Ug<br />
0.76 mm、75 mm 超え 100 mm までは Ug 1.02 mm、100 mm を超える<br />
ものは Ug 1.78 mm<br />
超音波探傷試験又は放射線透過試験によるきず(溶接欠陥)の検出において、<br />
表Ⅱ.2.2.2.11-4 に示すようにそれぞれ得意、不得手するものに差異はあるものの、<br />
近年、自動探傷装置を用いてデータを取り込み、それをコンピュータにて画像処<br />
理することで透過写真並みの画像を立体的に現す技術が開発されている。また<br />
TOFD(Time of Flight Diffraction Technique 飛行時間回折法:図Ⅱ.2.2.2.11-5 参照)<br />
やフェイズドアレイ探傷法(図Ⅱ.2.2.2.11-6 参照)といったきずに対して優れた<br />
検出精度を持つ新しい超音波探傷方法が適用されつつある。これらの方法は、従<br />
- 621 -<br />
- 621 -
来の超音波探傷試験にて不得手としていた音波に対して傾きのある欠陥やブロホ<br />
ールなどの検出に対して有効である。A-USC ボイラーの溶接部に適用する非破壊<br />
検査を想定した場合、現行の規定では放射線透過試験のみであるが、ニッケル基<br />
合金の溶接部の割れ感受性が高いことを考慮すると、自動探傷装置、TOFD やフ<br />
ェイズドアレイ探傷法を採用することを条件に放射線透過試験の代わりに超音波<br />
探傷試験の適用が考えられる。なお、ニッケル基合金の溶接部は音響異方性の問<br />
題があるが、反射エコーのコンピュータ処理により林状エコーときずエコーを判<br />
別したり、周波数、波形や指向性を変え最適な検出感度を設定するなどの技術開<br />
発が進められてきている。また、超音波探傷試験は、特に放射線透過試験での線<br />
源や人に対する安全上の管理が必要ではなく、A-USC ボイラー、又は現行ボイラ<br />
ーへの適用としても仕様規定への採り入れのニーズは高い。<br />
参考までに、TOFD 及びフェイズドアレイ探傷法の規定は、本邦では JIS 化の<br />
検討が始められているが、海外では、以下の通り既に規定化されている。<br />
TOFD:ASME Sec. V Article4 Mandatory Appendices III Time of Flight Diffraction<br />
(TOFD) Technique, ASME Sec. V Article 4 Nonmandatory Appendices L<br />
TOFD Sizing Demonstration Data for Planar Reflectors, Appendices N<br />
Time of Flight Diffraction (TOFD) Interpretation,等<br />
フェイズドアレイ:ASTM E 2491 Standard Guide for Evaluating Performance<br />
Characteristics of Phased Array Ultrasonic Examination Instruments and<br />
Systems, ASME Sec. IV Article 4 Mandatory Appendices IV Phased Array<br />
Manual Raster Examination Techniques Using Linear Arrays,等<br />
火技解釈において、放射線透過試験の代替試験として超音波探傷試験が規定さ<br />
れているのは、液化ガス設備の一部のみである。前述したように、測定技術の発<br />
達や既に海外では規格化されていることを考慮すると、火技解釈に代替試験とし<br />
て超音波探傷試験を採り入れすることは今後必須なことと考える。この場合、現<br />
行火技解釈の超音波探傷試験は手探傷をベースに規定されているため、TOFD や<br />
フェイズドアレイによる自動探傷を視野に入れて、現況では ASME の規定を採り<br />
入れることが望ましいと考える。これらを踏まえ超音波探傷試験の仕様規定案を<br />
表Ⅱ.2.2.2.11-14 に示す。<br />
③ 浸透探傷試験の判定基準<br />
浸透探傷試験の判定基準は、火技解釈別表第 28、ASME Sec. I Appendix A270 に<br />
それぞれ規定されており、これらを比較したものを表Ⅱ.2.2.2.11-15 に示す。この<br />
表において、線状や円形状のきずの判定基準は火技解釈の方が ASME に比べやや<br />
厳しめで、クラックについては双方とも不合格としており、現行のままで特に問<br />
題はないものと考える。なお、火技解釈のボイラー等において、この試験が適用<br />
されるのは、水圧試験の代替試験又は外観検査で異常が認められた場合である。<br />
- 622 -<br />
- 622 -
④ 磁粉探傷試験の判定基準<br />
磁粉探傷試験の判定基準は、火技解釈別表第 27、ASME Sec. I Appendix A260 に<br />
それぞれ規定されており、これらを比較したものを表Ⅱ.2.2.2.11-16 に示す。この<br />
表において、線状や円形状のきずの判定基準は火技解釈の方が ASME に比べやや<br />
厳しめで、クラックについては双方とも不合格としており、前項の浸透探傷試験<br />
の場合と同じく、現行のままで特に問題はないものと考える。なお、火技解釈の<br />
ボイラー等において、この試験が適用されるのは、水圧試験の代替試験、又は外<br />
観検査で異常が認められた場合である。なお、ニッケル基合金は磁性がないため<br />
適用されないが、候補材の高 Cr 鋼については、検査の早さや表面直下のきずの検<br />
出などに優れているため適用されるケースは多い。<br />
- 623 -<br />
- 623 -
外観検査<br />
の判定基<br />
準<br />
表Ⅱ.2.2.2.11-1 外観検査に関る規定の比較(アンダーカット、オーバーラップ)<br />
火技解釈<br />
第10章<br />
第 124 条 ボイラー等に係<br />
る容器又は管の溶接部は、溶<br />
込みが十分で、かつ、溶接に<br />
よる割れ又はアンダーカッ<br />
ト、オーバーラップ、クレー<br />
タ、スラグ巻込み、ブローホ<br />
ール等で有害なものがあっ<br />
てはならない。<br />
- 624 -<br />
規 定<br />
ASME<br />
Sec.Ⅰ<br />
PW-35.1 (途中省略) 表<br />
面は溶接のままでよいもの<br />
とする。しかしながら溶接<br />
の表面は、応力の集中の避<br />
けるため、荒いうねり、溝、<br />
ビードの重なり、著しいで<br />
こぼこないものとするこ<br />
と。アンダーカットは<br />
0.8(mm)または板厚の 10%<br />
のいずれか小さい方とし、<br />
必要な板厚を割らないこと<br />
図Ⅱ.2.2.2.11-1(a) 外観検査規定の比較(溶接止端部) [1]<br />
θ<br />
疲<br />
れ<br />
強<br />
さ<br />
Ton/sq.in<br />
繰り返し回数<br />
2×10 6<br />
図Ⅱ.2.2.2.11-1(b) 外観検査規定の比較(溶接止端部) [1]<br />
参考:日本建築学会<br />
鉄骨精度測定指針-1991<br />
・アンダーカット<br />
標準限界値 d≦0.3<br />
限界許容差 d≦0.5<br />
d(mm):アンダーカットの深さ<br />
・オーバーラップ<br />
あってはならない。<br />
(参考文献 [1]T.R.ガーニィ著,鶴田明監訳,善利博臣訳,溶接構造の疲れ P49~51,㈱産報出版,1973 年 8 月 3 日)<br />
- 624 -
表Ⅱ.2.2.2.11-2 火技解釈および検査解釈における非破壊試験の範囲<br />
規定条項 内 容<br />
火技解釈<br />
第 127 条<br />
火技解釈別<br />
表第 24<br />
火技解釈<br />
第 130 条<br />
(参考文書)<br />
・「ボイラー等に係る容器又は管の溶接部は、別表第 24 の溶接部の区分の項に掲げる<br />
区分に応じ、それぞれ同表の規定試験の項に掲げる非破壊試験を行い、これに適合<br />
するものでなければならない。(あと省略)」<br />
・ボイラー等の溶接部において非破壊検査が規定される範囲<br />
A.放射線透過試験が適用される範囲[左記試験の代替試験は規定されていない]<br />
1.突合せ溶接による溶接部であって、次のイからホまでに掲げるもの以外のもの<br />
(適用される範囲を図式化したものを図Ⅱ.2.2.2.11-2 に示す)<br />
イ 母材の区分が別表第9に掲げる P-1 でつくられた管寄せ及び管であって、<br />
厚さが 19mm 以下のものの長手継手の溶接部<br />
ロ 外径が 410mm 以下で、かつ、厚さが 41mm 以下(ボイラーに最も近い給水<br />
止め弁よりボイラー側にある水用のものにあっては、外径が 275mm 以下<br />
で、かつ、厚さが 29mm 以下)の管寄せ及び管の周継手の溶接部であって、<br />
温度が 450℃以上の燃焼ガスに触れないもの<br />
ハ 外径が 170mm 以下でかつ厚さが 19mm 以下の管寄せ及び管の周継手の溶接<br />
部であって、温度が 450℃以上の燃焼ガスに触れ放射熱を受けないもの<br />
ニ 外径が 115mm 以下でかつ厚さが 13mm 以下の管寄せ及び管の周継手の溶接<br />
部であって、温度が 450℃以上の燃焼ガスに触れ、放射熱を受けるもの<br />
ホ 母材の区分が別表第9に掲げる P-1 で作られた管寄せ及び管であって、厚<br />
さが 19mm 以下のもの及び P-3 で作られた管寄せ及び管であって、厚さが<br />
13mm 以下のものの周継手の溶接部(ロからニまでに掲げるものを除く。)<br />
2.長手継手及び球形の部分の継手(ラグ、ブラケット、強め材、控え、強め輪<br />
その他これらに類するものを取り付けるものを除く。以下この表の機器の区<br />
分が熱交換器等又は液化ガス設備において「長手継手等」という。)を有する<br />
母材相互又は周継手を有する母材相互を取り付ける継手と長手継手等又は周<br />
継手とが接する箇所(以下この表の機器の区分が熱交換器等又は液化ガス設<br />
備において「継手接続箇所」という。)から 100mm 以内にある長手継手等又は<br />
周継手の溶接部(1に掲げるもの及び継手接続箇所と他の継手接続箇所との<br />
距離が厚い方の母材の厚さの 5 倍以上であるものを除く。)<br />
3. 溶接金属から 6mm 以内の部分に補強しない穴を設ける場合における溶接部<br />
(1及び2に掲げるものを除く。)この場合において、当該溶接部は、突合わ<br />
せ両側溶接、裏あて金を使用する突合せ片側溶接又は初層イナ-トガスア-<br />
ク溶接によって行わなければならない。<br />
B.磁粉探傷試験(不適当な場合は浸透探傷試験)が適用される範囲[左記試験の代<br />
替試験は放射線透過試験又は超音波探傷試験]<br />
溶接金属から 6 ㎜以内の部分に管又は管台をころひろげ又はねじ込みによっ<br />
て取り付ける穴を設ける場合における溶接部」<br />
「ボイラー等に係る容器又は管の溶接部に対する耐圧試験については、第 5 条の規定<br />
を準用する。<br />
2 前項の規定にかかわらず、当該試験に係る機器等の構造上、第 5 条に規定する<br />
圧力で試験を行うことが著しく困難である場合にあっては、可能な限り高い圧力で<br />
試験を行い、これに耐え、かつ漏えいがないものであって、放射線透過試験、超音<br />
波探傷試験、磁粉探傷試験又は浸透探傷試験のいずれかの試験(第 127 条第1項の<br />
規定に基づき実施した非破壊試験を除く)に適合することで足りる。」<br />
電気事業法第 52 条に基づく火力設備に対する溶接事業者検査ガイド<br />
(<strong>経済産業省</strong>原子力安全・保安院 NISA-234a-08-1)<br />
「8.溶接事業者検査における運用上の留意事項<br />
下記の項目は、技術基準や同解釈において特に明示されていないが、実際の溶接事<br />
業者検査の運用において、次のような取扱いとなっている。<br />
8.1.放射線透過試験の実施時期<br />
放射線透過試験の実施時期は、溶接後の適した時期に実施している。<br />
溶接後熱処理前に放射線透過試験を実施し、溶接後熱処理によって割れ等の欠<br />
陥が発生するおそれがある場合には表面検査を追加実施している。<br />
- 625 -<br />
- 625 -
P.No. 火技解釈別表第 24 放射線透過試験が免除される範囲(模様がある範囲)<br />
P-1材<br />
P-3材<br />
P-1材<br />
及び<br />
P-3材<br />
以外<br />
(ニッケル<br />
基合金は<br />
この区分<br />
となる)<br />
φ<br />
外<br />
径 ㎜<br />
φ<br />
外<br />
径<br />
㎜<br />
φ<br />
外<br />
径<br />
㎜<br />
500<br />
400<br />
300<br />
200<br />
100<br />
400<br />
300<br />
200<br />
100<br />
0<br />
0<br />
t:厚さ mm<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
t:厚さ mm<br />
115<br />
10 20<br />
115<br />
10 20 30 40 50<br />
13 19<br />
29<br />
41<br />
115<br />
13<br />
170<br />
170<br />
170<br />
19<br />
イ.厚さ19㎜以下の長手溶接部<br />
ホ.厚さ19㎜以下の周溶接部<br />
275<br />
29<br />
ホ.厚さ13㎜以下の周溶接部<br />
275<br />
図Ⅱ.2.2.2.11-2 放射線透過試験が免除される範囲について<br />
- 626 -<br />
[ 現 行 ]<br />
275<br />
管寄せ及び管として<br />
実在しない範囲<br />
t:厚さ mm<br />
10 20<br />
30<br />
40<br />
50<br />
13 19<br />
29<br />
41<br />
- 626 -<br />
410<br />
30 40 50<br />
41<br />
410<br />
410<br />
ロ.450℃以上の燃焼ガスに触れない、<br />
外径410㎜以下で厚さ41㎜以下の<br />
周溶接部<br />
ロ.450℃以上の燃焼ガスに触れない、<br />
給水止め弁よりボイラー側にある<br />
水用の外径275㎜以下で厚さ29㎜<br />
以下の周溶接部<br />
ハ.450℃以上の燃焼ガスに触れ、<br />
放射熱を受けない、外径170㎜<br />
以下で厚さ19㎜以下の周溶接部<br />
ニ.450℃以上の燃焼ガスに触れ、<br />
放射熱を受け、外径115㎜以下で<br />
厚さ13㎜以下の周溶接部<br />
管寄せ及び管として<br />
実在しない範囲<br />
ロ.450℃以上の燃焼ガスに触れない、<br />
外径410㎜以下で厚さ41㎜以下の周溶接部<br />
ロ.450℃以上の燃焼ガスに触れない、<br />
給水止め弁よりボイラー側にある水用の<br />
外径275㎜以下で厚さ29㎜以下の周溶接部<br />
ハ.450℃以上の燃焼ガスに触れ、<br />
放射熱を受けない、<br />
外径170㎜以下で厚さ19㎜以下の周溶接部<br />
ニ.450℃以上の燃焼ガスに触れ、<br />
放射熱を受け、<br />
外径115㎜以下で厚さ13㎜以下の周溶接部<br />
管寄せ及び管として<br />
実在しない範囲<br />
ロ.450℃以上の燃焼ガスに触れない、<br />
外径410㎜以下で厚さ41㎜以下の周溶接部<br />
ロ.450℃以上の燃焼ガスに触れない、<br />
給水止め弁よりボイラー側にある水用の<br />
外径275㎜以下で厚さ29㎜以下の周溶接部<br />
ハ.450℃以上の燃焼ガスに触れ、<br />
放射熱を受けない、<br />
外径170㎜以下で厚さ19㎜以下の周溶接部<br />
ニ.450℃以上の燃焼ガスに触れ、<br />
放射熱を受け、<br />
外径115㎜以下で厚さ13㎜以下の周溶接部
継手区分<br />
t:母材の厚さ<br />
[mm]<br />
表Ⅱ.2.2.2.11-3 余盛り(仕上げ)量の規定の比較<br />
表Ⅱ.2.2.2.11-3 余盛り(仕上げ)量の規定の比較<br />
火技基準 [H19]<br />
第125条<br />
JIS B 8267 ['08]<br />
8.2項<br />
表Ⅱ.2.2.2.11-4 放射線透過試験(RT)と超音波探傷試験(UT)の比較 [2]<br />
(参考文献 [2]非破壊試験入門 P.198,P.199,JSNDI 編,平成 14 年 6 月)<br />
- 627 -<br />
余盛り(仕上げ)量 [mm]<br />
ASME Sec.Ⅰ,PW35 ['07]<br />
t
表Ⅱ.2.2.2.11-5 ISO 16528 技術的要求事項と火技解釈との比較<br />
ISO 16528-1:2007(E) (*) 国内電事法(火力)<br />
条項番号及び名称 規定内容 条項番号及び名称 規定内容<br />
7.5<br />
Inspection,<br />
non-destructive testing<br />
and examination<br />
7.5.2<br />
I&E methods<br />
(検査と試験の方法)<br />
7.5.4<br />
I&E personnel<br />
Qualification<br />
(検査員の資格)<br />
7.5.5<br />
Evaluation of<br />
indications &<br />
acceptance criteria<br />
(指示欠陥の評価及び<br />
許容基準)<br />
検査、試験方法及びそ<br />
の適用限界は、材料、<br />
製造プロセス、板厚、形状、<br />
適用範囲等を考慮する<br />
こと。<br />
検査員及び試験員は認<br />
証機関又は国の認証スキ<br />
ーム又は製造者の品質プ<br />
ログラムによって認定さ<br />
れること。<br />
欠陥指示の評価及び許<br />
容基準は、材質、板厚、<br />
設計要素、機器の使用<br />
状況を考慮すること。<br />
(*):項目については、表Ⅱ.2.2.2.11-9 に示す。<br />
- 628 -<br />
- 628 -<br />
(非破壊試験)<br />
(ボイラー等)<br />
火技解釈第 127 条<br />
(熱交換器等)<br />
火技解釈第 145 条<br />
火技解釈別表第 24~<br />
28<br />
(ボイラー等,熱交換器等)<br />
・放射線透過試験<br />
・超音波探傷試験<br />
・磁粉探傷試験<br />
・浸透探傷試験<br />
(非破壊試験)<br />
(ボイラー等)<br />
火技解釈第 127 条<br />
(熱交換器等)<br />
火技解釈第 145 条<br />
(非破壊試験)<br />
(ボイラー等)<br />
火技解釈第 127 条<br />
(熱交換器等)<br />
火技解釈第 145 条<br />
火技解釈別表第 24~<br />
28<br />
ボイラー等、熱交換器<br />
等に係る容器又は管に<br />
ついて、適用すべき非<br />
破壊試験の種類と方法<br />
が規定されている。<br />
非破壊試験は次の各号<br />
のいずれかの者により<br />
行われなければならな<br />
い。<br />
①日本非破壊検査協会<br />
規定(NDIS 0601(1991)<br />
又は JIS Z 2305(2001)<br />
に基づく有資格者ある<br />
いはこれと同等と認め<br />
られる民間資格に基づ<br />
く有資格者<br />
②客観性を有した認定<br />
試験に基づく有資格者<br />
突合せ溶接で母材の区<br />
分、外径、厚さ等の区<br />
分で放射線透過試験が<br />
規定されている。その<br />
他特別な位置にある溶<br />
接部に対して磁粉探傷<br />
試験又は浸透探傷試<br />
験、或いは放射線透過<br />
試験又は超音波探傷試<br />
験が規定されている。<br />
判定基準は別表第 25<br />
~28 による。
表Ⅱ.2.2.2.11-6 A-USC ボイラー等 母材の区分P-4○ 溶接部に対する非破壊検査の対象範囲<br />
○:適用、△:一部適用、―:適用しない<br />
[参考記載] 現行 ボイラー等<br />
火技解釈別表第 24 による非破壊検査の対象範囲<br />
[P-42,P-43(ニッケル基合金)の場合]<br />
[案] A-USC ボイラー等<br />
P-4○溶接部に対する非破壊検査の対象範囲<br />
[A-USC 候補材のニッケル基合金の場合]<br />
溶接継手の区分<br />
体積検査 表面検査 体積検査 表面検査<br />
外観検査*1<br />
浸透<br />
探傷試験<br />
超音波<br />
探傷試験<br />
浸透<br />
探傷試験 外観検査*1 放射線<br />
透過試験<br />
超音波<br />
探傷試験<br />
放射線<br />
透過試験<br />
○ △* 2 ○ ○ △* 3 ― ― ○<br />
○ △* 2 ○ ○ △* 3 ― ― ○<br />
①厚さ 13 ㎜を<br />
超えるもの<br />
②外径 115 ㎜を<br />
超えるもの *5<br />
③上記の①、②<br />
以外のもの<br />
①厚さ 13 ㎜を<br />
超えるもの<br />
②外径 115 ㎜を<br />
超えるもの *5<br />
③上記の①、②<br />
以外のもの<br />
(1)突合せ溶<br />
接継手<br />
(円周、長<br />
手継手)<br />
1.完全溶込<br />
み溶接部<br />
― ― ○ ○ ― ― ― ○<br />
― ○ ○ ○ ― ― ― ○<br />
(2)上記以外<br />
の継手<br />
― ○ ○ ○ ― ― ― ○<br />
- 629 -<br />
― ― ○ ○ ― ― ― ○<br />
2.部分溶け込み溶接部 ― ― ○ ○ ― ― ― ○<br />
3.周継手上において、お互いの長手継手部の<br />
位置が 100 ㎜以内にある溶接部(お互いの<br />
○ ― ― ○ ○ ― ― ○<br />
長手継手の位置が、厚い方の厚さの 5 倍以<br />
上離れているものは除く)(以下省略)<br />
4.溶接金属から 6 ㎜以内の部分に補強しない<br />
○ ― ― ○ ○ ― ― ○<br />
穴を設ける場合における溶接部(以下省略)<br />
5.溶接金属から 6 ㎜以内の部分に管又は管台<br />
をころひろげ又はねじ込みによって取り付 △*<br />
ける穴を設ける場合における溶接部<br />
4 △* 4 ○ ○ △* 4 △* 4 ○ ○<br />
* 1 :電気事業法施工規則に基づく溶接事業者検査(火力設備)の解釈に規定された溶接事業者検査上の外観検査を指す。<br />
* 2 :割れ等の溶接欠陥の発生が懸念される溶接部にあっては、放射線透過試験に加え超音波探傷試験を実施する。<br />
* 3 :対象範囲の諸条件は、図Ⅱ.2.2.2.11-2(P-1 材及び P-3 材以外のもの)に示す。<br />
* 4 :浸透探傷試験の代替試験として、放射線透過試験又は超音波探傷試験を実施する。<br />
*5<br />
:管についての溶接安全管理検査の対象範囲は、外径 150 ㎜以上の管(施工規則第 79 条規定)となり、法令上は 150 ㎜未満は自主検査の範疇となる。<br />
- 629 -
表Ⅱ.2.2.2.11-7(別表第24参照) 溶接部の非破壊試験 [案]<br />
1.ボイラー等 【追加/見直し箇所は、下線部で示す】<br />
溶接部の区分 規定試験 代替試験<br />
放射線透過試験 超音波探傷試験(※2)<br />
イ 浸透探傷試験及び<br />
超音波探傷試験(※<br />
2)<br />
イ 浸透探傷試験及び<br />
放射線透過試験(及<br />
び超音波探傷試験<br />
※1)<br />
ロ 浸透探傷試験及び<br />
超音波探傷試験<br />
ハ 浸透探傷試験<br />
1 母材の区分が別表第 9(表Ⅱ.2.2.2.9-7)に掲げる P-4○以外でつくられたものの突合せ溶接による溶接部であって、<br />
次のイからホまでに掲げるもの以外のもの<br />
イ 母材の区分が別表第9に掲げる P-1 でつくられた管寄せ及び管であって、厚さが 19mm 以下のものの長手継手<br />
の溶接部<br />
ロ 外径が 410mm 以下で、かつ、厚さが 41mm 以下(ボイラーに最も近い給水止め弁よりボイラー側にある水用<br />
のものにあっては、外径が 275mm 以下で、かつ、厚さが 29mm 以下)の管寄せ及び管の周継手の溶接部であ<br />
って、温度が 450℃以上の燃焼ガスに触れないもの<br />
ハ 外径が 170mm 以下で、かつ、厚さが 19mm 以下の管寄せ及び管の周継手の溶接部であって、温度が 450℃以<br />
上の燃焼ガスに触れ、放射熱を受けないもの<br />
ニ 外径が 115mm 以下で、かつ、厚さが 13mm 以下の管寄せ及び管の周継手の溶接部であって、温度が 450℃以<br />
上の燃焼ガスに触れ、放射熱を受けるもの<br />
ホ 母材の区分が別表第9に掲げる P-1 で作られた管寄せ及び管であって、厚さが 19mm 以下のもの及び P-3 で作<br />
られた管寄せ及び管であって厚さが 13mm 以下のものの周継手の溶接部(ロからニまでに掲げるものを除く。)<br />
2 母材の区分が別表第 9(表Ⅱ.2.2.2.9-7)に掲げる P-4○でつくられたものの溶接部であって、次のイからホまでに掲<br />
げるもの<br />
イ 完全溶け込み溶接であって、外径が 115 ㎜を超えるもの、又は厚さが 13 ㎜を超える管寄せ及び管の周継手の<br />
突合せ溶接部<br />
ロ 完全溶け込み溶接であって、イ以外のもので、外径が 115 ㎜を超えるもの、又は厚さが 13 ㎜を超える溶接部<br />
ハ イ及びロ以外の溶接部<br />
- 630 -<br />
32 長手継手及び球形の部分の継手(ラグ、ブラケット、強め材、控え、強め輪その他これらに類するものを取り 放射線透過試験 超音波探傷試験(※2)<br />
付けるものを除く。以下この表の機器の区分が熱交換器等又は液化ガス設備において「長手継手等」という。)を有<br />
する母材相互又は周継手を有する母材相互を取り付ける継手と長手継手等又は周継手とが接する箇所(以下この表<br />
の機器の区分が熱交換器等又は液化ガス設備において「継手接続箇所」という。)から 100mm 以内にある長手継手<br />
等又は周継手の溶接部(1に掲げるもの及び継手接続箇所と他の継手接続箇所との距離が厚い方の母材の厚さの 5<br />
倍以上であるものを除く。)<br />
43 溶接金属から 6mm 以内の部分に補強しない穴を設ける場合における溶接部(1及び2に掲げるものを除く。)<br />
この場合において、当該溶接部は、突合わせ両側溶接、裏あて金を使用する突合せ片側溶接又は初層イナ-トガス<br />
ア-ク溶接によって行わなければならない。<br />
54 溶接金属から 6mm 以内の部分に管又は管台をころひろげ又はねじ込みによって取り付ける穴を設ける場合にお 磁粉探傷試験(磁粉探 放射線透過試験又は超<br />
ける溶接部<br />
傷試験が不適当な場合 音波探傷試験<br />
は、浸透探傷試験)<br />
※1:割れ等の溶接欠陥が発生するおそれがある溶接部にあっては、放射線透過試験に加え超音波探傷試験を実施する。<br />
※2:別表第 26 2 項 放射線透過試験の代替試験として超音波探傷試験を行う場合(表Ⅱ.2.2.2.11-14 参照)の超音波探傷試験を実施する。<br />
- 630 -
表Ⅱ.2.2.2.11-8 (第 125 条参照) 継手の仕上げ [案]<br />
【追加/見直し箇所は、下線部で示す】<br />
(継手の仕上げ)<br />
第125条 ボイラー等に係る容器又は管の溶接部であって非破壊試験を行うものの表面<br />
は、滑らかで、母材の表面より低くなく、かつ、母材の表面と段がつかないように仕上げ<br />
なければならない。この場合において、第127条第1項及び第130条第2項の放射線<br />
透過試験を必要とする突合せ溶接部の余盛りの高さ、及び別表第 9のP-4○(表Ⅱ.2.2.2.9-7<br />
参照)の母材の突合せ溶接部の余盛り高さにあっては、次の表の左項に掲げる母材の厚さ<br />
(母材の厚さが異なる場合は、薄い方の厚さ)の区分に応じ、それぞれ同表の右項に掲げ<br />
る値以下でなければならない。<br />
母材の厚さの区分 余盛りの高さ<br />
12mm 以下 1.5mm<br />
12mm を超え 25mm 以下 2.5mm<br />
25mm を超え 50mm 以下 3 mm<br />
50mm を超え 100mm 以下 4 mm<br />
100mm を超えるもの 5 mm<br />
- 631 -<br />
- 631 -
表Ⅱ.2.2.2.11-9(a) ISO16528-1 Boilers and Pressure Vessels[2007-08-15]の項目(1/2)<br />
16528-1 Part 1<br />
Performance Requirement<br />
Foreword(序文)<br />
Introduction(概論)<br />
1.Scope(適用範囲)<br />
2.Terms and definitions(用語と定義)<br />
3.Units of measurements(計量単位)<br />
4.Classification of boilers and pressure vessels(ボイラと圧力容器の分類)<br />
5.Duties and responsibilities(義務と責任)<br />
5.1 General(一般)<br />
5.2 Users and contracting parties(使用者と契約者)<br />
5.3 Manufacturers(製造者)<br />
5.4 Third-party inspection(第 3 者検査)<br />
6.Failure mode(破壊モードアプローチ)<br />
6.1.General(一般)<br />
6.2 Common failure modes(一般破壊モード)<br />
6.2.1 Classification(分類)<br />
6.2.2.Short term failure modes(短期破壊モード)<br />
6.2.3 Long-term failure modes(長期破壊モード)<br />
6.2.4 Cyclic failure modes(繰り返し破壊モード)<br />
6.3 Failure mode to be addressed(対象とすべき破壊モード)<br />
7.技術的要求事項(Technical requirement)<br />
7.1.General(一般)<br />
7.2 Materials(材料)<br />
7.2.1 General(一般)<br />
7.2.2 Specification of materials(材料仕様)<br />
7.2.3 Material certification(材料証明)<br />
7.3 Design(設計)<br />
7.3.1 Loading and other design consideration(荷重及びその他の設計考察事項)<br />
7.3.2 Design methods(設計方法)<br />
7.3.3 Design margins(設計マージン)<br />
7.3.4.Design factors(設計係数)<br />
7.3.5.Means for examination(試験手段)<br />
7.3.6.Draining and venting(排水と換気)<br />
7.3.7.Corrosion and erosion(コロージョンとエロージョン)<br />
7.3.8.Overpressure protection(過圧防止)<br />
7.4.Manufacture(製作)<br />
7.4.1 Methods(要領)<br />
7.4.2 Identification of materials(材料の識別)<br />
7.4.3.Preparation of part(材料の準備)<br />
7.4.4. Welding(溶接)<br />
7.4.5 Welding-procedure qualification(溶接施工要領の認定)<br />
7.4.6 Welder qualification(溶接士の認定)<br />
7.4.7 Welder identification(溶接士の証明)<br />
7.4.8 Heat treatment(熱処理)<br />
7.4.9 Tolerances(許容公差)<br />
7.5.Inspection,non-destructive testing and examination(検査、非破壊試験及び試験)<br />
7.5.1 General(一般)<br />
7.5.2 Methods(要領)<br />
7.5.3 Procedures(要領書)<br />
7.5.4 Personnel Qualification(検査員の認定)<br />
7.5.5 Evaluation of Indications & Acceptance Criteria(指示欠陥の評価及び判定基準)<br />
7.5.6 Disposition of unacceptable imperfections(許容できない欠陥の措置)<br />
7.6.Final inspection and testing(最終検査と試験)<br />
7.6.1 Final inspection(最終検査)<br />
7.6.2 Final pressure inspection(最終耐圧検査)<br />
7.7.Marking/Labelling(マーキング/ラベリング)<br />
- 632 -<br />
- 632 -
表Ⅱ.2.2.2.11-9(a) ISO16528-1 Boilers and Pressure Vessels[2007-08-15]の項目(2/2)<br />
(続き)<br />
16528-1 Part 1<br />
Performance Requirement<br />
8.Confornity assessment(適合性評価)<br />
a) Manufacturer’s use of a quality management system(製造者品質マネージメントシステム)<br />
b) Third-party inspection(第 3 者検査機関)<br />
c) Inspection by users(使用者による検査)<br />
d) Certification of manufacturers(製造者の資格)<br />
e) Inspection by manufacturer(製造者による検査)<br />
AnnexA(Informative):Description of some common failure modes and limit states<br />
(付属書 A(参考)一般破壊モードと限界状態の詳細)<br />
A.1 Failure modes(欠陥モード)<br />
A.1.1 Brittle fracture(脆性破壊)<br />
A.1.2 Ductile failure(延性破壊)<br />
A.1.3 Leakage at mechanical joints(機械的接合部での漏れ)<br />
A.1.4 Bucking(座屈)<br />
A.1.5 Creep rupture(クリープ破壊)<br />
A.1.6 Progressive plastic deformation(incremental collapse)(進行性塑性変形(成長性崩壊))<br />
A.1.7 Fatigue cracking(疲労クラック)<br />
A.1.8 Environmentally induced mechanisms(環境的誘発破壊メカニズム)<br />
A.2 Limit states(限界状態)<br />
Annex B(Informative):Guidance on selection of standards<br />
(付属書 B(参考)規格選定のガイダンス)<br />
B.1 Purpose(目的)<br />
B.2 Background(背景)<br />
B.3 Introduction(概論)<br />
B.4 Type of standards(規格の種類)<br />
B.5 Design methods(設計方法)<br />
B.6 Selection of standards(規格の選定)<br />
B.7.Product life cycle(機器の寿命サイクル)<br />
表Ⅱ.2.2.2.11-9(b) ISO16528-2 Boilers and Pressure Vessels[2007-08-15]の項目<br />
16528-2 Part 2<br />
Procedure for fulfilling the requirements of ISO 16528-1<br />
Foreword(序文)<br />
Introduction(概要)<br />
1.Scope(適用範囲)<br />
2.Normative references(引用規格)<br />
3.Terms and definitions(用語と定義)<br />
4.Conformance Procedure(適合性手順)<br />
5.Conformance tables(適合性表)<br />
Table1-Failure Mode summary(破壊モード概要)<br />
Table2-Details failure mode checklist(破壊モードチェックリストの詳細)<br />
Table3-Details technical requirements checklist(技術的要求事項チェックリストの詳細)<br />
- 633 -<br />
- 633 -
表Ⅱ.2.2.2.11-10 放射線透過試験の判定基準の比較 (1/2)<br />
火技解釈 別表第 25 放射線透過試験 (抜粋) ASME Sec.Ⅰ PW-51 (抜粋)<br />
ASME Sec.Ⅰ PW-51.3.1<br />
次に示すものは不合格とする。t は、溶接部の厚さ㎜<br />
1 割れまたは融合、溶け込み不良と見られる全ての指示模様<br />
2 線状欠陥<br />
欠陥フィルム上の細長い指示模様の長さが次にものより大きいもの<br />
・t が 3/4in(19 ㎜)以下の場合は 1/4in (6 ㎜)<br />
・t が 3/4in(19 ㎜)を超え 2-1/4in(57 ㎜)以下の場合は t/3<br />
・t が 2-1/4in(57 ㎜)超える場合が 3/4in(19 ㎜)<br />
・t を 12 倍した長さの視野において、指示模様の長さを合計した長さが t より<br />
も大きくなる一直線上に並んだ指示模様の集まり。但し、最大欠陥長さを L<br />
として、連続する欠陥と欠陥の間が 6L を超えるものは除く。<br />
3 円状欠陥<br />
円状の指示模様が APPENDIX A-250 に示す値を超えるもの<br />
(円形指示模様とは、最大長さが幅の 3 倍以下であるものをいい、ポロシティ、<br />
スラグ巻込み、タングステン巻込みなどである。)<br />
(ボイラー等及び熱交換器等の場合)<br />
次の1から3までに適合すること。<br />
1 JIS Z3104 の附属書 4「透過写真によるきずの像の分類方法」の 1 類であること。<br />
ただし、熱交換器等の場合にあっては、第 1 種及び第 4 種のきずについては、<br />
試験視野を 3 倍に拡大してきず点数を求め、その 3 分の 1 の値をきず点数とす<br />
ることができる。<br />
2 第 1 種及び第 4 種のきずがある場合には、それぞれのきずの隣接する他の第 1<br />
種及び第 4 種のきずとの間の距離が 25mm 未満の場合にあっては、それぞれの<br />
きずの最大径が母材の厚さの 0.2 倍(3.2mm を超える場合は 3.2mm)、隣接する<br />
他の第 1 種のきずとの間の距離が 25mm 以上の場合にあっては、それぞれのき<br />
ずの最大径が母材の厚さの 0.3 倍(6.4mm を超える場合は 6.4mm)の値を超え<br />
ないこと。この場合において、1 においてきず点数として算定しないきずにつ<br />
いては、きずとみなさない。<br />
3 母材の厚さの 12 倍の長さの範囲内で、隣接する第 2 種のきずの間の距離が長<br />
い方の第 2 種のきずの長さの 6 倍未満であり、かつ、これらが連続して直線上<br />
に並んでいるときにおけるこれらの長さの合計が母材の厚さを超えないこと。<br />
[参考] JIS Z 3104(鋼溶接継手の放射線透過試験方法)の概要<br />
(1) きずの種類<br />
きずの種別 きずの種類<br />
第 1 種 丸いブローホール及びこれに類するきず<br />
細長いスラグ巻込み、パイプ、溶込み不<br />
第 2 種<br />
良、融合不良及びこれに類するきず<br />
第 3 種 割れ及びこれに類するきず<br />
第 4 種 タングステン巻込み<br />
- 634 -<br />
[参考] APPENDIX A-250 の概要<br />
(1) 許容される円状の最大指示模様サイズ<br />
①許容される最大指示模様サイズは、t/4 又は 3.96 ㎜のうち、いずれか小さ<br />
い方<br />
②隣接する指示模様から 25.4 ㎜以上離れて存在する独立した指示模様は、<br />
t/3 又は 6.35 ㎜のうち、いずれか小さい方、但し 50 ㎜を超えるものは最<br />
大 9.52 ㎜とする。<br />
以上についての例を下表に示す。<br />
(2) 第1種、第 4 種のきずの分類<br />
①試験視野 (きず点数が最も大きくなる部位に適用する。)<br />
母材の厚さ ㎜ 25 以下 25 を超え 100 以下 100 を超えるもの<br />
試験視野の大きさ㎜ 10×10 10×20 10×30<br />
- 634 -
表Ⅱ.2.2.2.11-10 放射線透過試験の判定基準の比較 (2/2)<br />
火技解釈 別表第 25 放射線透過試験 ASME Sec.Ⅰ PW-51.3.1<br />
許容される円状の<br />
判定を要しない<br />
厚み ㎜<br />
指示模様最大サイズ ㎜<br />
最大サイズ ㎜<br />
ランダム 独 立<br />
3 未満 t/4 t/3 t/10<br />
3 以上5 未満 0.79 1.07 0.38<br />
5 以上6 未満 1.19 1.60 0.38<br />
6 以上8 未満 1.60 2.11 0.38<br />
8 以上10 未満 1.98 2.64 0.79<br />
10 以上11 未満 2.31 3.18 9.79<br />
11 以上13 未満 2.77 3.71 0.79<br />
13 以上14 未満 3.18 4.27 0.79<br />
14 以上16 未満 3.61 4.78 0.79<br />
16 以上17 未満 3.96 5.33 0.79<br />
17 以上19 未満 3.96 5.84 0.79<br />
19 以上、50 以下 3.96 6.35 0.79<br />
50 を超える 3.96 9.53 1.6<br />
②第 1 種の場合(①項の試験視野を設定し測定する。)<br />
きずの 1.0 以下 1.0 を超え 2.0 を超え 3.0 を超え 4.0 を超え 6.0 を超え 8.0 を<br />
長径㎜<br />
2.0 以下 3.0 以下 4.0 以下 6.0 以下 8.0 以下 超えるもの<br />
点数 1 2 3 6 10 15 25<br />
イ.きずが 2 個以上の場合は、試験視野内にある各きず点数の総和とする。<br />
ロ.第 1 種と第 4 種のきずが共存する場合は、両者の点数の総和とする。<br />
ハ.きずの長径が以下に示す値以下は、きず点数として算定しない。<br />
ただし、1 類については、試験視野内に 10 個以上あってはならない。<br />
母材の厚さ きずの寸法<br />
20 以下 0.5<br />
20 を超え 50 以下 0.7<br />
50 を超えるもの 母材の厚さの 1.4%<br />
③第 4 種の場合(a.試験視野を設定し測定する。)<br />
きず点数は、②項の第 1 種の場合の 1/2 とする。<br />
④第 1 種及び第 4 種のきず点数の許容限度は、以下の通りである。<br />
分類<br />
試験視野 ㎜<br />
10×10 10×20 10×30<br />
母材の厚さ t ㎜<br />
t≦10 10
溶接欠陥<br />
(きずの種類)<br />
1.割れ及びこれに類す<br />
る欠陥(第 3 種)<br />
2.融合不良、溶込み不良<br />
及びこれに類する欠<br />
陥(第 2 種)<br />
3.円状のブローホール<br />
及びこれに類する欠<br />
陥(第 1 種)<br />
4.細長いスラグ巻込み<br />
及びこれに類する欠<br />
陥(第 2 種)<br />
5.タングステン巻込み<br />
(第 4 種)<br />
表Ⅱ.2.2.2.11-11 放射線透過試験の判定基準の比較例<br />
火技解釈<br />
(1 類合格)<br />
ASME 評価<br />
全て不合格<br />
全て不合格 致命的な欠陥であるため、双<br />
(4 類のため)<br />
方とも同じ判定基準である。<br />
全て不合格<br />
全て不合格 火技解釈(JIS)は、スラグ巻<br />
(2 類のため)<br />
込みと同じ第 2 種に区分され<br />
ているが、ASME は割れと同<br />
列な位置付けである。欠陥の<br />
位置付けが若干異なるもの<br />
の、同じ判定基準である。<br />
図Ⅱ.2.2.2.11-3 に示す 図Ⅱ.2.2.2.11-3 に示す 火技解釈の判定基準は、<br />
ASME のチャートにおいて、 ASME のチャートにおいて、 ASME と比べ厳しいものとな<br />
不合格<br />
合格<br />
っている。<br />
(1 類のきず点数 2 点を超 (ただし最大許容され<br />
えるため)<br />
る限度のチャートである)<br />
図Ⅱ.2.2.2.11-4 に示す 図Ⅱ.2.2.2.11-4 に示す 火技解釈の判定基準は、<br />
・t≦12 ㎜<br />
・t≦19 ㎜<br />
ASME と比べやや厳しいもの<br />
長さ 3 ㎜以下<br />
長さ 6 ㎜以下 となっている。<br />
・12 ㎜
欠陥の長さ ㎜<br />
20<br />
19<br />
12<br />
6<br />
3<br />
15<br />
10<br />
5<br />
0<br />
t/4 以下<br />
t/3 以下<br />
10 20 30 40<br />
50<br />
12 19 48<br />
57<br />
- 637 -<br />
火技解釈 ボイラー等<br />
合格範囲<br />
ASME Sec.Ⅰ<br />
合格範囲<br />
60<br />
溶接部の厚さ ㎜<br />
図Ⅱ.2.2.2.11-4 放射線透過試験の判定基準の比較(1 類:単独線状欠陥の場合)<br />
- 637 -<br />
t
表Ⅱ.2.2.2.11-12 超音波探傷試験の方法及び判定基準の比較 (1/4)<br />
1.試験の方法 (1/3)<br />
項 目 火技解釈 別表第 26 超音波探傷試験(要点のみ記載) ASME Sec.Ⅰ PW52, Sec.Ⅴ Article4(抜粋)<br />
斜角法又は垂直法によること。 斜角法、但し 2 方向から十分に出来ない場合は余盛りを平滑にし垂直法<br />
を適用すること。<br />
方 法<br />
種類 パルス反射法による。 パルス反射法による。<br />
(%は、全スクリーン高さからの位置)<br />
設定値 dB 調整 指示反射波の位置<br />
80% -6dB 32~48%<br />
80% -12dB 16~24%<br />
40% +6dB 64~96%<br />
20% +6dB 64~96%<br />
増幅直線性は、ブラウン管上の可読波高値の 20%以上 80%以下の範囲内<br />
において、±5%以内であること。<br />
増幅直線性<br />
使<br />
周波数 超音波の周波数は、0.5MHz 以上 5MHz 以下 超音波の周波数は、0.5MHz 以上 5MHz 以下<br />
用<br />
標準試験片の孔からの反射波が最大になる位置に接触子をおき、この反<br />
射波の高さの 80%±5%に利得調整し、これを基準感度とする。その後、<br />
調整状態をそのままで、それぞれの孔の最大反射波を得るように探傷子<br />
を走査する。<br />
[DAC(距離振幅補正曲線)の例を Fig.B-462.1 に示す。]<br />
標準穴反射波の伝ぱ距離が溶接部の厚さが 25mm 以下のものにあって<br />
は、4 分の 3 スキップ、25mm を超えるものにあっては、8 分の 3 スキッ<br />
プのときにおいて、標準穴反射波のブラウン管上の高さが飽和値又は可<br />
読波高値の高さの 75%以上であること。<br />
[DAC(距離振幅補正曲線)の例を図 3 に示す。]<br />
す<br />
べ<br />
斜角法<br />
き<br />
- 638 -<br />
基<br />
装<br />
準<br />
置<br />
標準試験片の孔からの反射波が最大になる位置に接触子をおき、この反<br />
射波の高さの 80%±5%に利得調整し、これを基準感度とする。その後、<br />
調整状態をそのままで、それぞれの孔の最大反射波を得るように探傷子<br />
を走査する。<br />
溶接部の厚さが 25mm 以下のものにあっては、対比試験片の厚さの 2 分<br />
の 1、25mm を超えるものにあっては、対比試験片の厚さの 4 分の 1 の深<br />
さにある試験片の標準穴反射波のブラウン管上の高さが飽和値又は可読<br />
波高値の高さの 50%以上であること。<br />
[DAC(距離振幅補正曲線)の例を図 3 に示す。)<br />
感<br />
度<br />
垂直法<br />
接触媒質 液体状又はのり状の媒質を用いること。 試験材料に害を与えないこと。<br />
1.探傷感度は基準感度より 6dB(約 2 倍)高くすること。<br />
2.基準感度の 20%を超える反射波を評価対象とし記録すること。<br />
3.走査の基本として、溶接部の両側から走査すること、溶接軸の直角な<br />
方向及び沿った方向の両方向に走査すること、各方向から 45°、60°<br />
及び 70°の 3 つの斜角探傷子を用いること。<br />
4.探傷速度は、152 ㎜/s 以下(免除条件あり)、他<br />
走査は、次の1及び2により行うこと。<br />
1.反射波の高さが基準感度の 2 倍以上(自動超音波探傷試験装置を用い<br />
る場合を除く。)の感度で行うこと。ただし、欠陥の評価は、基準感<br />
度で行わなければならない。<br />
2.超音波が試験部全体に伝ぱするように行うこと。<br />
走査<br />
- 638 -
表Ⅱ.2.2.2.11-12 超音波探傷試験の方法及び判定基準の比較 (2/4)<br />
1.試験の方法 (2/3)<br />
項 目 火技解釈 別表第 26 超音波探傷試験(抜粋) ASME Sec.Ⅰ PW52, Sec.Ⅴ Article4(抜粋)<br />
材 質<br />
対比試験片の材質は、超音波伝ぱに関して、探傷部の材質と同等のもの 同じ材料規格か、又は同等の P-No.及びグループのものであること。<br />
であること。<br />
P-No.1,3,4 及び 5 は同等と見なす。<br />
対比試験片の形状及び寸法は、次の図 1 又は図 2 によること。<br />
1.直径 500 ㎜を超える試験材は、平らな標準試験片を使用してもよい。<br />
この場合において、標準穴は、探触子を接触させる面と直角の<br />
2.直径 500 ㎜以下の試験材は、その標準試験片の曲率が、試験材の直径の<br />
面に設けなければならない。<br />
0.9~1.5 倍の範囲内にあること。<br />
・図1 接触部の半径が 254mm を超える場合<br />
[標準試験の例を以下に示す。]<br />
形状<br />
- 639 -<br />
・図2 接触部の半径が 254mm 以下の場合<br />
試験片<br />
寸法<br />
- 639 -
表Ⅱ.2.2.2.11-12 超音波探傷試験の方法及び判定基準の比較 (3/4)<br />
1.試験の方法 (3/3)<br />
項 目 火技解釈 別表第 26 超音波探傷試験(抜粋) ASME Sec.Ⅰ PW52, Sec.Ⅴ Article4(抜粋)<br />
T,孔径は下表による。<br />
(備考)<br />
(1)寸法の単位は、mm とする。<br />
溶接部の厚さの<br />
(2) R は、接触部の半径の 0.7 倍から 1.1 倍までの値とする。<br />
T(mm) 孔径(mm)<br />
区分(mm)<br />
(3) ℓは、試験に必要な長さとする。<br />
溶接部の厚さ<br />
(4) T、a 及び d は、下表による。<br />
25 以下<br />
2.5<br />
又は 19<br />
溶接部の厚さ<br />
溶接部の厚さの<br />
25 を超え 50 以下<br />
3<br />
T(mm) a d(mm)<br />
又は 38<br />
区分(mm)<br />
溶接部の厚さ<br />
溶接部の厚さ<br />
50 を超え 100 以下<br />
5<br />
25 以下<br />
T の 2 分の 1 2.4<br />
又は 75<br />
又は 19<br />
溶接部の厚さが<br />
T の 4 分の 3<br />
溶接部の厚さ±<br />
溶接部の厚さ<br />
100 を超えるもの<br />
50 ㎜増す毎に<br />
25 を超え 51 以下<br />
又は<br />
3.2<br />
25<br />
又は 38<br />
1.5 ㎜を加える。<br />
T の 4 分の 1<br />
ノッチの寸法は以下による。<br />
・ノッチの深さ=2%T<br />
・ノッチの幅=最大6㎜<br />
・ノッチの長さ=最小6㎜<br />
4.8<br />
T の 4 分の 3<br />
又は<br />
溶接部の厚さ<br />
又は 76<br />
51 を超え 102 以下<br />
形状<br />
T の 4 分の 1<br />
6.4<br />
T の 4 分の 3<br />
又は<br />
溶接部の厚さ<br />
又は 127<br />
102 を超え 152 以下<br />
寸法<br />
- 640 -<br />
T の 4 分の 1<br />
試験片<br />
8.0<br />
T の 4 分の 3<br />
又は<br />
溶接部の厚さ<br />
又は 178<br />
152 を超え 203 以下<br />
T の 4 分の 1<br />
9.6<br />
T の 4 分の 3<br />
又は<br />
T の 4 分の 1<br />
溶接部の厚さ<br />
又は 229<br />
203 を超え 254 以下<br />
9.6 に厚さが<br />
254 を超える<br />
51 又はその<br />
端数ごと 1.6<br />
を加えた値<br />
T の 4 分の 3<br />
又は<br />
T の 4 分の 1<br />
254 を超えるもの 溶接部の厚さ<br />
複数 1 つの試験片に複数の穴を設ける場合は、標準穴以外の穴からの反射波 試験片の大きさと孔、ノッチの位置は、使用するビーム角の校正に適して<br />
の穴 の影響を受けないようそれぞれの穴の間に十分な距離を置くこと。 いること。<br />
表面 探触子を接触させる表面は、清浄で、かつ、滑らかであること。 母材又は溶接部の表面が試験に影響を及ぼす場合は、試験ができるように<br />
仕上げること。<br />
- 640 -
表Ⅱ.2.2.2.11-12 超音波探傷試験の方法及び判定基準の比較 (4/4)<br />
2.判定基準<br />
火技解釈 別表第 26 超音波探傷試験(抜粋) ASME Sec.Ⅰ PW52, Sec.Ⅴ Article4(抜粋)<br />
1 割れ、融合不良、溶け込み不良は長さに関係なく不合格とする。<br />
2 きずの反射波が基準レベルを超え、かつ以下の長さを超えるものは<br />
不合格とする。<br />
溶接部の厚さの区分(mm) 長 さ(mm)<br />
19mm以下 6mm<br />
次の1又は2のいずれかに適合すること。<br />
1 溶接部のきずからの反射波のブラウン管上の高さが、標準穴反射波のブラウン<br />
管上の高さを探触子ときずとの間の距離について補正した値以下であること。<br />
2 溶接部のきずからの反射波のブラウン管上の高さが標準穴反射波のブラウン管<br />
上の高さを探触子ときずとの間の距離について補正した値を超える部分の長さ<br />
が、次の表の左項に掲げる溶接部の厚さの区分に応じ、それぞれ同表の右項に<br />
掲げる値以下であること。<br />
19mmを超え 57mm以下 溶接部の厚さの 3 分の 1<br />
57mmを超える 19mm<br />
溶接部の厚さの区分(mm) 長 さ(mm)<br />
18 以下 6<br />
18 を超え 57 以下 溶接部の厚さの 3 分の 1<br />
57 を超えるもの 19<br />
- 641 -<br />
・図 3 斜角法、及び垂直法における DAC の引き方(横穴対比試験片)<br />
事例:溶接部の厚さが 25 ㎜を超え 51 ㎜以下の場合<br />
(肉盛り溶接以外のもの)<br />
T は溶接部<br />
の厚さ又は<br />
d<br />
d<br />
38 ㎜<br />
d<br />
1 1/4T で可読<br />
波高値の 50%以上<br />
③3/8 スキップで可読<br />
波高値の 75%以上<br />
50%<br />
以上<br />
75%<br />
以上<br />
- 641 -
表Ⅱ.2.2.2.11-13 ASME Code Case2235-9 放射線透過試験代替の超音波探傷試験の適用について(1/4)<br />
ASME Code Case 2235-9<br />
Use of Ultrasonic Examination in Lieu of Radiography SectionⅠ;Section Ⅷ,Division 1 and 2;and Section<br />
ⅩⅡ(放射線透過試験代替の超音波探傷試験の適用)<br />
質問:SectionⅠ,para.PW11;SectionⅧ,Divisionsl,para.UW-11(a);Divisions2,Table AF-241.1;and Section X<br />
Ⅱ,TE-230.1 で要求される放射線透過試験代替の超音波探傷試験の適用条件及び制限事項は<br />
何か。<br />
回答:委員会の見解は次の通りである。圧力容器及びボイラの材厚 1/2 インチ(13 ㎜)以上のすべての溶接部<br />
は以下の条件を満足したときに放射線透過試験の代替として超音波探傷試験を適用してもよい。<br />
(a)材厚が8インチ(200mm)をこえる場合、超音波による探傷の範囲は溶接部と溶接部の両側 2 インチ(50<br />
㎜)の範囲であること。材質が 8 インチ(200 ㎜)以下の場合は、探傷範囲は溶接部と溶接部の両側 1 インチ(25<br />
㎜)と t のうち小さい範囲を探傷範囲とすること。或いは、探傷範囲は熱影響部(HAZ 部)と、溶接部<br />
両側 HAZ 部からさらに 1/4 インチ(6 ㎜)の母材部の範囲に縮小しても良い。縮小する際には、以下の要<br />
求事項を満たすこと。<br />
(1)溶接HAZ部範囲は溶接施工法確立の際に計測、文書化されること<br />
(2)超音波探触子の配置と走査装置は、実際の HAZ 部とその周辺母材部 1/4 インチ(6 ㎜)が試験対象とな<br />
るよう、基準マーキング(塗装又はストレスが少ないスタンプ)を使用し、調整されること。<br />
(b)探傷方案もしくは走査方案が文書化されており、それには、溶接部を判定するための標準化され再<br />
現可能な手法を示す探触子の配置・走査及び探傷領域を含むこと。走査方案にはまた、溶接の中心<br />
線を考慮した超音波の角度及び方向、溶接部毎の検査範囲の体積を含むこと。文書化された方案は<br />
客先または使用者の要求に応じて閲覧可能の状態にしておくこと。<br />
(c)超音波探傷試験は SectionⅤ;Article4 1 に従った手順書に基づいて行う。要領書は、表面欠陥及び内部<br />
欠陥がある試験片で実証されていること。その試験片は、溶接もしくは熱間等方圧加圧焼結処理<br />
(HIP)によって製作され、溶接線に平行した欠陥が以下の条件で少なくとも3個入っていること。<br />
(1)表面欠陥、試験片側面上(容器外表面の標本として)<br />
(2)表面欠陥、試験片側面上(容器内表面の標本として)<br />
(3)内部欠陥<br />
(4)超音波試験中に試験片を裏返せる場合は、1つの表面欠陥で内径及び外径表面の標本を兼ねて良<br />
い。その場合は必要な欠陥数は2つ限りでもよい。欠陥寸法は試験対象の板厚に対し TABLE 1,2,3<br />
に示す寸法を超えないものであること。許容される最大の欠陥が合格の範囲で、その他の検出す<br />
べき欠陥が参照レベルを超えること。あるいは、記録する値として振幅を用いない方法において、<br />
許容される最大の欠陥を含むすべての欠陥が、試験片上の実際の欠陥寸法と同じかそれよりも大<br />
きい欠陥指示長さを示すこと。<br />
1 (c)項に従い十分な検査実績が認められている場合、セクター走査(S スキャン)を溶接部の試験に使用して<br />
も良い。セクター走査は単一放射点から超音波ビームを扇形状に放射し、溶接部を部分的にもしくは全<br />
体的に走査する。走査可能範囲は振動子の公称寸法、接合部形状、断面厚さによる。セクター走査は側<br />
面ドリル穴に対する探傷に優れている一方、無指向性であるため平面反射源に対しては位置を誤認す<br />
る場合もある(例: 融合不良、割れ)。このことは厚い断面において特に顕著であるため、1 インチ(25<br />
㎜)より厚い母材には多重リニアパス S スキャンの使用が推奨される。溶接体積全体に対する探傷能力の実証<br />
のために、試験片内に十分な数の欠陥が必要とされる。<br />
(d)超音波探傷試験はコンピューターベースの自動データー収集装置を使用して行われること。最初の垂直探傷試<br />
験(T-472 of Section Ⅴ,Article4)は(1)手探傷で、(2)製造工程中の前工程の-部として、または、(3)<br />
反射源の発見が実証された自動探傷試験の際に行われること。その際使用される反射源は斜角探<br />
傷試験で確認されていること。[(c)項]<br />
- 642<br />
- 642 -<br />
Table 1 General Notes:<br />
(a)t=許容される余盛高さを除いた溶接部の厚<br />
さ。板厚の違う部材どうしの突き合わせ溶接で<br />
は、tは薄い方。完全溶け込み溶接がすみ肉溶<br />
接を含む場合、すみ肉ののど厚をtに含めるこ<br />
と。<br />
(b)欠陥に最も近い機器の表面との距離(FIG、1の<br />
S)が内部欠陥の寸法(FIG.1,スケッチ[b]の 2d)の半<br />
分以下の時、表面欠陥と考える。
表Ⅱ.2.2.2.11-13 ASME Code Case2235-9 放射線透過試験代替の超音波探傷試験の適用について(2/4)<br />
(e)データーは処理されずに記録されること。ゲート処理、フィルター処理、しきい値処理されていないデータの式<br />
が(a)に示す範囲に対して記録されていること。<br />
(f)検査員及び判定者は雇用主の Written Practice にて資格認定されていること。ASNT SNT-TC-1A もし<br />
くは CP-189 がその゙イドラインとして用いられる。レベルⅡとⅢの検査員だけがデータの分析と結果の解<br />
釈ができる。<br />
(g)検査員の認定記録は(ASME の)認証所有者によって承認され、雇用者によって維持されること。<br />
(h)さらに、UT データを解析しようとする検査員は、上記(d)に示す装置を用い(c)のデモンストレーションの訓練<br />
を行うこと。<br />
Table 2 Generl Notes:<br />
(a)t=許容される余盛高さを除いた溶接部の厚さ。板厚の違う部材どうしの突き合わせ溶接では、tは薄い方。<br />
完全溶け込み溶接がすみ肉溶接を含む場合、すみ肉ののど厚をtに含めること<br />
(b)欠陥に最も近い機器の表面との距離(FIG.1のS)が内部欠陥の寸法(FIG.1,スケッチ[b]の 2d)の半分以下の時、表面欠<br />
陥と考える。<br />
(c)この表から得られる欠陥長さ1の判定基準が 0.25 インチ(6.4 ㎜)より小さいときは、0.25 インチ(64 ㎜)の値を使用する。<br />
Note:(1)中間値は内挿してもよい。<br />
(i)データ分析及び合格判定基準は次の通り;<br />
(1)データ分析基準<br />
下記の(a)もしくは(b)の制限どちらかを超える反射源は、次の(i)(2)項に従い、指示が欠陥からのも<br />
のか幾何学的指示からのものか調査すること。反射源が欠陥であると判断された場合、次の(i)(4)<br />
項「欠陥評価および合格判定基準」に従って合否を判定すること。<br />
(a)距離振幅補正に基づく手法にて、参照レベルの20%を超える反射の生じた反射源は全て、そ<br />
の位置、振幅、範囲を調査すること。<br />
(b)距離振幅補正に基づかない手法にて、以下の溶接部厚さ(1),(2),(3)において規定された長<br />
さの指示を越える指示長さを示したものは全て、その位置と範囲を調査すること。<br />
1)溶接厚さが 1-1/2(38 ㎜)以下の場合、0.150 インチ(3.8 ㎜)を超える指示が調査される。<br />
2)溶接厚さが 1-1/2(38 ㎜)を超え、かつ 4 インチ(100 ㎜)未満である場合、0.2 インチ(5 ㎜)を超える指<br />
示が調査される。<br />
3)溶接厚さが 4 インチ(100 ㎜)を超える場合、0.05t インチもしくは 0.75 インチ(19 ㎜)のどちらか数値の<br />
小さい指示が調査される。(t=溶接部の公称板厚)<br />
- 643<br />
-<br />
-<br />
643 -
表Ⅱ.2.2.2.11-13 ASME Code Case2235-9 放射線透過試験代替の超音波探傷試験の適用について(3/4)<br />
(2)幾何形状;幾何形状もしくは金属組織からの超音波による指示は、次のように分類される:<br />
(a)表面の立体的配置(余盛やルート形状等)や金属組織の変化(母材と肉盛との境界等)からの<br />
指示は幾何学的指示と分類され、<br />
1)下の(i)(3)に従い、分類・寸法測定する必要はなく、<br />
2)TABIE1,2,3 の最大許容欠陥との比較の必要もない、<br />
3)最大エコー高さと位置は記録すること。例、最大エコー高さ 200%DAC、溶接中心線から 1 インチ(25<br />
㎜)上で、内表面上、角度は、90 から 95°<br />
(b)幾何学的指示と分類するには次の手順で行う。<br />
1)反射源を含む領域を適用される検査要領書に従い分析する。<br />
2)反射源の断面での位置やルート部や座ぐり穴などの表面の不連続部を図示・検証し、<br />
3)製作図や開先図で確認する。<br />
(c)あるいは、ほかの NDE 手法を用い幾何学的指示と分類してもよい。(例、異なる屈折角の<br />
UT 探触子の使用、放射線透過試験、ID/OD プロファイリング)<br />
(3)欠陥寸法<br />
欠陥は、同程度の深さで類似の反射源を寸法計測できることを実証された要領にて寸法計測され<br />
る。あるいは、上記の通り実証されているのであれば、追加の手探傷により寸法計測してよい場<br />
合もある。欠陥の大きさは欠陥を全て含むことのできる長方形で決める。(FIG1-5 参照)<br />
(a)欠陥の寸法①は、機器の内圧のかかる面に対して平行にとる。<br />
(b)欠陥深さは、機器の内圧のかかる面の法線上にとる。表面欠陥には、”a”と、内部欠陥に<br />
は、”2a”とする。<br />
(4)欠陥の評価及び合格判定基準<br />
結果の合否判定は、TABIE1,2,3 の判定基準と以下の要求事項によってなされる。<br />
(a)表出欠陥<br />
超音波探傷試験中に表面欠陥と識別された欠陥は、必ずしも表出欠陥とは限らない。その<br />
ため、超音波探傷データの分析により表出欠陥ではないと確定されない限り、表出欠陥もしく<br />
は開口欠陥であると考え、また、次の 1,2,3 に従って追加の表面探傷試験が行われない限り不合<br />
格である。表出欠陥であった場合、上記の要求事項を適用すること;適用 Construction Code の<br />
合格判定基準を超える欠陥は論外である。表面探傷試験法は以下の通り。<br />
1)磁粉探傷試験(MT)<br />
Appendix 6 of Section Ⅷ,Divisionl;Appendix9-1 of Section Ⅷ,Division2<br />
Appendix A-260 of Section Ⅰas applicable ;or Appendix Ⅴ of Section XⅡに従う。<br />
2)浸透探傷試験(PT)<br />
Appendix 8 of Section Ⅷ,Divisionl;Appendix 9-2 of Section Ⅷ,Division2;<br />
AppendixA-270 of Section Ⅰ as applicable ;or Appendix Ⅵ of Section XⅡに従う。<br />
3)渦電流探傷試験(ET)<br />
このケースでの Supplement Ⅰに従う。開口している ET 指示は寸法に関わらず全て不合格<br />
とする。<br />
(b)集合欠陥<br />
1)不連続な欠陥は、隣接した欠陥の距離が FIG.2 の S 以下の場合、1 つの平面上の欠陥と考え<br />
る。<br />
2)平行な平面上にある不連続な欠陥は、隣接した平面間の距離が 1/2 インチ(13 ㎜)以下の場合、1<br />
つの平面上の欠陥と考える。(FIG.3 参照)<br />
3)同一の平面上にあり、機器の板厚方向の同一線上にない不連続な欠陥は、隣接した欠<br />
陥の距離 FIG.4 の S 以下の場合、1 つの平面上の欠陥と考える。<br />
4)平面間の距離が 1/2 インチ(13 ㎜)内の板厚方向(機器の内圧のかかる面の法線方向)の平面にある<br />
不連続な欠陥は、追加される欠陥の深さ寸法が FIG.5 に示すものを超えた場合、不合格とす<br />
る。<br />
(c)内部欠陥<br />
欠陥長さ(l)が 4t を超えないこと。<br />
(j)最終のデータ式は、UT のレベルⅢによってレビューされること。<br />
レビューには次のことを含む;<br />
- 644<br />
-<br />
-<br />
644 -
表Ⅱ.2.2.2.11-13 ASME Code Case2235-9 放射線透過試験代替の超音波探傷試験の適用について(4/4)<br />
(1)超音波探傷試験記録<br />
(2)データ評価<br />
(3)ほかのレベルⅡ、またはⅢによってなされた欠陥評価/分類。データレビューは、同組織の他の者が行<br />
ってもよい。<br />
あるいは、レビューは、上記(f)と(h)で認定されたレベルⅡがデータの収集と最初の解釈をすることで行<br />
われることもある。その場合は、最終の解釈と評価は、同様に認定されたレベルⅢによってなさ<br />
れる。そのレベルⅢは、上記(1)および欠陥のある試験片による実技によって認定される。<br />
(k)銘板には、コードシンボルスタンプの下に UT を記すこと。これは、SectionⅠ;SectionⅧ,Division1 or2 ; Section<br />
ⅩⅡに従って、溶接部が超音波探傷試験で検査されたことを示す。<br />
のこのケースの番号をデータレポートに UT の適用範囲とともに記入すること。<br />
(l)このケースの番号をデータレポートに UT の適用範囲とともに記入すること。<br />
Table 3 General Notes:<br />
(a)中間値は内挿してもよい<br />
(b)t=許容される余盛高さを除いた溶接部の厚さ。板厚の違う部材どうしの突き合わせ溶接では、tは薄い方。完全溶<br />
け込み溶接がすみ肉溶接を含む場合、すみ肉ののど厚をtに含めること<br />
(c)欠陥に最も近い機器の表面との距離(FIG.1のS)が内部欠陥の寸法(FIG.1,スケッチ[b]の 2d)の半分以下の時、表面欠陥と<br />
考える。<br />
Fig.2 MULTIPLE PLANAR FLAWS ORIENTED IN PLANE NORMAL TO PRESSURE RETAINING SURFACE(省略)<br />
Fig.3 (省略)<br />
Fig.4 NONALIGNED COPLANAR FLAWS IN PLANE NORMAL TO PRESSURE RETAINING SURFACE<br />
(ILLUSTRATIVE FLAW CONFIGURATIONS) (省略)<br />
Fig.5 MULTIPLE ALIGNED PLANAR FLAWS(省略)<br />
- 645<br />
-<br />
-<br />
645 -
TOFD探傷法の原理 : Time of Flight Diffraction Technique(飛行時間回折法)<br />
TOFD探傷法では超音波送信用探触<br />
子と受信用探触子とを一定距離を隔て<br />
て対向させる。<br />
送信用探触子から全厚さ方向に超音波<br />
を入射すると、右上図に示すように表面<br />
を伝搬した超音波(ラテラル波)と裏面<br />
に当って反射された超音波を受信する。<br />
試験体内部にき裂があると、き裂上下端<br />
部での回折波も受信する。<br />
き裂上端からの回折波と下端からの回<br />
折波では伝搬距離(時間)が異なるので、<br />
伝播時間の差からき裂の板厚方向の寸<br />
法(き裂深さ)および位置を測定できる<br />
(±1~2 ㎜程度の精度)。<br />
送受信探触子の間隔を一定にしたまま、<br />
溶接線に沿って平行走査(D 走査)をし、<br />
受信波の強度を連続的に図形表示させ<br />
た結果を右下図に示す。<br />
探傷結果は自動的に画像表示されるの<br />
で、きずの上端部、及び下端部エコーを<br />
容易に識別できる。<br />
[出典:日鐵テクノリサーチ TOFD 超音波探傷によるき裂深さの精密測定より抜粋]<br />
探触子を構成する振動子を1mm程度の幅に<br />
細分化し、連続的に並べて(例えば64個の<br />
素子)、個々の素子(振動子)に加えるパルス<br />
のタイミングを電子的に制御する。これにより超<br />
音波ビームを任意の方向に偏向させたり、集束<br />
させたり、連続的に移動させたりできる。<br />
またパソコンに全探傷データを保存し、データ<br />
から欠陥画像(B,C スコープ)を表示できる。<br />
(1)超音波ビームの方向制御(セクタースキャン)<br />
複数の素子で1個の探触子とみなし各素<br />
子のパルスを制御することで超音波ビームを<br />
斜めに傾けたり扇状に振ることができる。<br />
(2)超音波ビームの移動(リニアスキャン)<br />
多数の素子を並べた探触子とし、1回に複<br />
数の振動子(例えば10個)を駆動しなが<br />
ら、ビームを順次移動させる。<br />
(3)超音波ビームの集束(DDF)<br />
超音波ビームを任意の深さに集束でき、収束<br />
深さを任意に変更できる。厚手材、高減衰<br />
材での高感度の探傷が可能である。<br />
(4)高速探傷<br />
瞬時に広い範囲を全面探傷できる。多数の<br />
素子からなる幅の大きい探触子を使用し、<br />
リニアスキャン・セクタースキャンするこ<br />
とにより、溶接部探傷でのジグザグ走査が<br />
不要となる。<br />
フェイズドアレイ探傷法の原理<br />
素子<br />
[出典:日鐵テクノリサーチ フェイズドアレイ超音波探傷より抜粋]<br />
図Ⅱ.2.2.2.11-5 TOFD探傷の原理<br />
- 646<br />
-<br />
-<br />
646 -<br />
各素子のパルスのタイミングを変えることでパルスを収束又は偏向<br />
垂直探傷リニアスキャン<br />
斜角探傷リニアスキャン<br />
C-スコープ<br />
図Ⅱ.2.2.2.11-6 フェイズドアレイ探傷法の原理<br />
垂直探傷セクタースキャン<br />
斜角探傷セクタースキャン<br />
B-スコープ リニアスキャンとセクター<br />
スキャンの組み合わせ
表Ⅱ.2.2.2.11-14(別表第 26 参照)超音波探傷試験 (第 127 条、第 145 条及び第 163 条関係)[案]<br />
【追加/見直し箇所は、下線部で示す】<br />
1.放射線透過試験の代替試験として超音波探傷試験を行なわない場合<br />
(1) 試験の方法<br />
方法 斜角法又は垂直法によること。<br />
使用すべき装置 種類 パルス反射法によるものであること。<br />
増幅直線性 増幅直線性は、ブラウン管上の可読波高値の 20%以上 80%以下の範囲内において、±5%以内であること。<br />
周波数 超音波の周波数は、0.5MHz 以上 5MHz 以下のものであること。ただし、超音波の周波数が、5MHz を超えるものであって、<br />
十分な探傷能力を有する場合にあっては、この限りでない。<br />
< 以下の記述は省略 (現行火技解釈の別表第 26 と同じ) ><br />
(2) 判定基準<br />
次の1又は2のいずれかに適合すること。<br />
1 溶接部のきずからの反射波のブラウン管上の高さが、標準穴反射波のブラウン管上の高さを探触子ときずとの間の距離について補正した値以下であること。<br />
2 溶接部のきずからの反射波のブラウン管上の高さが標準穴反射波のブラウン管上の高さを探触子ときずとの間の距離について補正した値を超える部分の長さが、<br />
次の表の左項に掲げる溶接部の厚さの区分に応じ、それぞれ同表の右項に掲げる値以下であること。<br />
溶接部の厚さの区分(mm) 長 さ(mm)<br />
18 以下 6<br />
18 を超え 57 以下 溶接部の厚さの 3 分の 1<br />
57 を超えるもの 19<br />
- 647 -<br />
2.放射線透過試験の代替試験として超音波探傷試験を行う場合<br />
(1) 試験の方法<br />
ASME Code Case 2235-9 によること。<br />
TOFD(Time of Flight Diffraction Technique 飛行時間回折法、又はフェイズドアレイ探傷法を使用する場合は、以下の規格を参照し行うこと。ただし、他に適切な<br />
規格がある場合は、この限りではない。<br />
TOFD:<br />
ASME Sec.Ⅴ Article4 Mandatory AppendicesⅢ Time of Flight Diffraction(TOFD) Technique,<br />
ASME Sec.Ⅴ Article4 Nonmandatory Appendices L TOFD Sizing Demonstration Data for Planar Reflectors<br />
ASME Sec.Ⅴ Article4 Nonmandatory Appendices N Time of Flight Diffraction(TOFD) Interpretation<br />
フェイズドアレイ探傷法:<br />
ASTM E2491 Standard Guide for Evaluating Performance Characteristics of Phased Array Ultrasonic Examination Instruments and Systems<br />
ASME Sec.Ⅳ Article4 Mandatory AppendicesⅣ Phased Array Manual Raster Examination Techniques Using Linear Arrays<br />
(2) 判定基準<br />
ASME Code Case 2235-9 によること。<br />
- 647 -
表Ⅱ.2.2.2.11-15 浸透探傷試験の判定基準の比較<br />
火技解釈 別表第 28 浸透探傷試験 (抜粋) ASME Sec.Ⅰ Appendix A270(抜粋)<br />
不連続部の指示模様は、実際の不連続部のサイズより大きく現れる場合があるが、<br />
判定は、指示模様の大きさにより実施すること。1.5 ㎜を超える指示模様を問題と<br />
されるものとし考察すべきである。<br />
1.線状指示模様は、長さが幅の 3 倍を超えるものをいう。<br />
2.円形指示模様は、長さが幅の 3 倍以下である円形、又は楕円形のものをいう。<br />
3.疑わしい、又ははっきりしない指示模様は、関連あるものか否か決定するため再<br />
試験すること。<br />
別途、厳格な判定基準がある場合を除き、試験表面には以下の指示模様がないこと。<br />
1.問題とされる線状指示<br />
2.問題とされる 5 ㎜を超える円形指示<br />
3.指示模様の間隔(端部から端部)が 1.5 ㎜以下で、直線状に並んでいる 4 個以上<br />
の問題とされる円形指示<br />
[参考] ASME Sec.Ⅴ Article 6 (抜粋)<br />
(1)探傷剤の不純物<br />
ニッケル基合金、オーステナイト系ステンレス鋼、2 相ステンレス鋼、チタン<br />
の浸透探傷試験を行う場合、探傷剤に含まれる不純物含有量の証明書を確認し<br />
ておくこと。<br />
(2)表面状態<br />
一般的には、溶接、鋳造、鍛造又は圧延のままの状態が好ましい。表面の凸<br />
凹が指示模様に支障を来たす場合には、グラインダー、又は機械加工などが<br />
必要である。<br />
(3)表面温度<br />
標準的な温度は、試験中、10℃未満、50℃を超えないこと。これらの温度範<br />
囲で実施することができない場合は、低温又は高温域における試験方法を<br />
AppendixⅢに従い認定する必要がある。<br />
(4)機器の校正<br />
可視光線、蛍光線の光量測定器の校正は、少なくとも 1 年毎、修理の都度、<br />
又は使用前に行うこと。<br />
(5)指示模様の評価<br />
指示模様評価は、引用される各章の判定基準により行うこと。<br />
(6)指示模様の記録<br />
合格である指示模様、及び不合格である指示模様は記録すること、など。<br />
JIS Z 2343 一般通則の「10. 浸透指示模様及びきずの分類」により分類した結果、<br />
次の1から5までに適合すること。<br />
1.割れによる浸透指示模様がないこと。<br />
2.長さ 1 ㎜を超える線状浸透指示模様又は線状きずによる指示模様がないこと。<br />
3.長さ 4 ㎜を超える円形状浸透指示模様又は円形状きずによる指示模様がないこと。<br />
4.4個以上の円形状浸透指示模様又は円形状きずによる指示模様が直線上に並んで<br />
いる場合は、隣接する浸透指示模様の間の距離が 1.5mm を超えること。<br />
5.面積が 3750mm 2 の長方形(短辺の長さは、25mm 以上とする。)内に円形状浸透指<br />
示模様又は円形状きずによる指示模様が 10 個以上含まれないこと。ただし、長さ<br />
が 1.5mm 以下の浸透指示模様は算定することを要しない。<br />
[参考] JIS Z 2343-1(浸透探傷試験方法及び浸透指示模様の分類) (抜粋)<br />
(1)浸透指示模様の分類<br />
①独立浸透指示模様:独立して存在する個々の浸透指示模様は、次の 3 種類に分<br />
類する。<br />
a.割れによる浸透指示模様:割れであることが確認されたきず指示模様)<br />
b.線状浸透指示模様:割れによらない浸透指示模様のうち、長さが幅の 3 倍以<br />
上のもの<br />
c.円形状浸透指示模様:上記 a、b 以外の浸透指示模様<br />
②連続浸透指示模様:複数個の指示模様がほぼ同一直線上に連なって存在し、そ<br />
の相互の距離が 2 ㎜以下の浸透指示模様をいう。きずの長さは特に指定がない<br />
場合、浸透指示模様の個々の長さ及び相互の距離を加えた値とする。<br />
③分散浸透指示模様:一定の面積内に、複数個の浸透指示模様が分散して存在す<br />
る浸透指示模様<br />
(2)きずの分類<br />
①独立したきず:独立して存在するきずは、次の 3 種類に分類する。<br />
a.割れ:割れと認められたもの<br />
b.線状のきず:割れ以外のきずで、その長さが幅の 3 倍以上のもの<br />
c.円形状のきず:割れ以外のきずで、線状きずでないもの<br />
②連続したきず:割れ、線状きず及び円形状きずが、ほぼ一直線上に存在し、そ<br />
の相互の距離と個々の長さとの関係から、一つの連続したきずと認められるも<br />
の。きずの長さは、特に指定がない場合は、きずの個々の長さ及び相互の距離<br />
を加え合わせた値とする。<br />
③分散したきず:定められた面積の中に存在する 1 個以上のきず。分散したきず<br />
は、きずの種類、個数又は個々の長さの合計値によって評価する。<br />
- 648 -<br />
- 648 -
表Ⅱ.2.2.2.11-16 磁粉探傷試験の判定基準の比較<br />
火技解釈 別表第 27 磁粉探傷試験 (抜粋) ASME Sec.Ⅰ Appendix A260(抜粋)<br />
不連続部の指示模様は、実際の不連続部のサイズより大きく現れる場合があるが、<br />
判定は、指示模様の大きさにより実施すること。1.5 ㎜を超える指示模様を問題と<br />
されるものとし考察すべきである。<br />
1. 線状指示模様は、長さが幅の 3 倍を超えるものをいう。<br />
2. 円形指示模様は、長さが幅の 3 倍以下である円形、又は楕円形のものをいう。<br />
3. 疑わしい、又ははっきりしない指示模様は、関連あるものか否か決定するため再<br />
試験すること。<br />
試験表面には、以下の指示模様がないこと。<br />
1. 問題とされる線状指示<br />
2. 問題とされる 5 ㎜を超える円形指示<br />
3. 指示模様の間隔(端部から端部)が 1.5 ㎜以下で、直線状に並んでいる 4 個以上<br />
の問題とされる円形指示<br />
[参考] ASME Sec.Ⅴ Article 7 (抜粋)<br />
(1)磁粉<br />
乾式及び湿式磁粉、湿式磁粉検査液及び磁粉濃度は、ASME Sec.Ⅴ Subsection<br />
B SE709 に従うこと。<br />
(2)表面状態<br />
一般的には、溶接、鋳造、鍛造又は圧延のままの状態が好ましい。表面の凸<br />
凹が指示模様に支障を来たす場合には、グラインダー、又は機械加工などが<br />
必要である。<br />
(3)磁化の方法<br />
a.プロッド法<br />
b.直線磁化法<br />
c.円形磁化法<br />
d.極間(ヨーク)法<br />
e.多方向磁化法<br />
(4)磁化の方向<br />
少なくともそれぞれの試験を各試験範囲について 2 回行うこと。2 回目の試験<br />
の磁束線は、1回目の試験の間に用いた磁束線とおおよそ直交していること。<br />
また、2 回目に試験では、磁化方法を変えて実施してもよい。<br />
JIS G 0565 の「9 磁紛模様の分類」により分類した結果、次の1から5までに適合<br />
すること。<br />
1.割れによる磁粉模様がないこと。<br />
2.長さ 1mm を超える線状の磁粉模様がないこと。<br />
3.長さ 4mm を超える円形状の磁粉模様がないこと。<br />
4.4個以上の円形状の磁粉模様が直線上に並んでいる場合は、隣接する磁粉模様の間<br />
の距離が 1.5mm を超えること。<br />
5.面積が 3750mm 2 の長方形(短辺の長さは、25mm 以上とする。)内に円形状の磁粉<br />
模様が 10 個以上含まれないこと。ただし、長さが 1.5mm 以下の磁粉模様は算定す<br />
ることを要しない。<br />
[参考] JIS G 0565(鉄鋼材料の磁粉探傷試験方法及び磁粉模様の分類)(抜粋)<br />
(1)磁粉模様の分類<br />
磁粉探傷試験で得られた磁粉模様を形状及び集中性によって次のように<br />
分類する。<br />
①割れによる磁粉模様:割れと識別された磁粉模様<br />
②独立した磁粉模様:独立して存在する個々の磁粉模様は、次の 2 種類に<br />
分類する。<br />
a.線状の磁粉模様:磁粉模様においてその長さが幅の 3 倍以上のもの<br />
b.円形状の磁粉模様:磁粉模様において線状の磁粉模様以外のもの<br />
③連続した磁粉模様:複数個の磁粉模様が同一直線上に連なって存在し、そ<br />
の相互の距離が 2 ㎜以下の磁粉模様。磁粉模様の長さは、特に指定がない<br />
場合、磁粉模様の個々の長さ及び相互の距離を加え合わせた値とする。<br />
④分散した磁粉模様:一定の面積内に複数個の磁粉模様が分散して存在する<br />
磁粉模様<br />
(2)磁粉模様の観察<br />
①磁粉模様の観察は、原則として磁粉模様が形成した直後に行わなければな<br />
らない。<br />
②非蛍光磁粉を用いた場合は、磁粉模様を十分識別できる昼光又は証明(観察<br />
面の明るさは 500 lx 以下)の下で観察しなければならない。<br />
③蛍光磁粉を用いた場合は紫外線照射装置を用い蛍光磁粉模様が十分識別で<br />
きる暗さ(観察面の明るさは 20 lx 以下)の下で観察しなければならない。<br />
[尚、JIS G 0565 は、2007 年に廃止され、JIS Z 2320(2007)「非破壊試験-磁粉探<br />
傷試験」に移行されているが、火技解釈では、JIS Z 2320 に規定する紫外線強<br />
度計の校正等についての問題があるため、引用されてはいない。]<br />
- 649 -<br />
- 649 -
2.2.2.12 耐圧試験等に関する調査<br />
今迄の調査において、高温・高圧条件の発電用火力設備に関する仕様規定(耐<br />
圧試験)構成案として、表Ⅱ.2.2.2.12-参考 1 に示す構成を検討した。この構成案<br />
で延性破壊及び脆性破壊防止の観点で要求すべき事項として次が示される。<br />
(a) 延性破壊の防止:過圧力の防止(最大応力規定)<br />
(b) 脆性破壊の防止:過圧力の防止(最大応力規定)、最低試験温度規定、<br />
また、最終試験として要求すべき事項として、試験の目的の明確化及び目的の<br />
完遂の方法の規定化が上げられる。これらを勘案した仕様規定(耐圧試験)構成<br />
案を表Ⅱ.2.2.2.12-1 に示した。<br />
2.2.2.12.1 耐圧試験圧力の調査<br />
(1) 試験圧力の調査<br />
耐圧試験は完成検査の一部として行われ、これによって設備機器の構造健全性<br />
を担保すると同時に、設備機器に塑性変形が生じないことを確認するものである。<br />
平成 18 年度調査の耐圧試験に関する火技解釈及び海外規格の比較結果を表<br />
Ⅱ.2.2.2.12-参考 2 に示した。表Ⅱ.2.2.2.12-2 に耐圧試験圧力(水圧試験圧力及び気<br />
圧試験圧力)と設計マージンの関係を示す。水圧試験圧力の乗じる定数項は、設<br />
計マージンが大きい場合に大きいが、図Ⅱ.2.2.2.12-1 に示すとおり、ASME 規格<br />
(Sec. I、Sec. VIII-1 及び Sec. III)において、設備機器の設計温度(最高使用温度)<br />
によっては、定数項に及ぼす設計マージンの影響が消失する傾向がある。すなわ<br />
ち、Sec. VIII-1 では試験圧力に温度補正を行うため、定数項は設計温度に依存し<br />
ない。Sec. III では設計温度が 300℃前後であり、温度補正がなくてもステンレス<br />
鋼の場合を除けば、定数項は設計温度に依存しない。一方、Sec. I では定数項が<br />
設計温度(最高使用温度)の影響を受ける。<br />
定数項は、Sec. I の設計マージンが 5.0 の時に 2.0 と設定されて依頼の歴史をも<br />
つものである。定数項 2.0 は次のとおり誘導されたものである。すなわち、ボイ<br />
ラ設備機器の材料の降伏比が 0.5 であり、水圧試験時での設備機器に塑性変形を<br />
しない条件として、試験時に材料に生じる膜応力(σ)を降伏強さの 80%に制限<br />
した。<br />
Pmaxrm<br />
≤ 0.<br />
8S<br />
y<br />
(1)<br />
t<br />
ただし、Pmax:最高使用圧力 rm:機器の平均半径<br />
t:機器の厚さ Sy:降伏強さ<br />
(1)式の右辺の降伏強さ Sy は、降伏比 0.5 とすれば Su/2 と表現でき、引張強さ<br />
(Su)は設計マージンから 5S と与えられることから、(1)式は、(2)式のとおり示<br />
すことができる。<br />
Pmaxrm S u 5S<br />
≤ 0.<br />
8S<br />
y = 0.<br />
8 = 0.<br />
8 = 2S<br />
(2)<br />
t<br />
2 2<br />
(2)式と同様に考えると、設計マージン 4 の場合に定数項が 1.5 になることは、<br />
水圧試験時に材料に生じる膜応力を降伏強さの0.75倍に制限していることに相当<br />
- 650 -<br />
- 650 -
する。設計マージン及び定数項の組み合わせに関して、水圧試験時に材料に生じ<br />
る膜応力制限をまとめて表Ⅱ.2.2.2.12-3 に示す。表Ⅱ.2.2.2.12-3 によれば、設計マ<br />
ージン 2.4 の場合に水圧試験時に材料に生じる膜応力が降伏強さを超えることに<br />
なるが、設計マージン 2.4 の場合には許容応力が降伏強さの 2/3 で決まることに<br />
なることから、水圧試験時に生じる膜応力は実際には降伏強さの0.833倍になる。<br />
これらの結果により、試験温度で降伏強さの 0.75 倍の応力が付与される条件で<br />
最終試験(水圧試験)が行われるべきと思われる。この考えに立てば、試験圧力<br />
を(3)式のとおりすることが考えられる。<br />
Pmaxrm<br />
3<br />
= 0.<br />
75S<br />
y = 0.<br />
75 S = 1.<br />
125S<br />
(3)<br />
t<br />
2<br />
(2) 過圧力防止の調査<br />
運転中の過圧力防止に関する火技解釈及び海外規格の比較結果を表Ⅱ.2.2.2.12-<br />
参考 3 に示した。運転中の過圧力防止規定として、最高使用圧力の 1.06 倍を上限<br />
とすると、許容引張応力が降伏強さ(σy)に基づいて規定されているとすれば、<br />
膜応力の最大値は 0.707σy となる。許容引張応力の設定基準に応じた膜応力の最<br />
大値について表Ⅱ.2.2.24.12-4 に示した。<br />
水圧試験時の過圧力防止に関しては、ASME Sec. III-NB に水圧試験時の一次一<br />
般膜応力を降伏強さの 0.9 倍以下に制限する規定がある。この規定は、Sec. I,<br />
PG-99.1 にも規定化されており、複雑なシステムの耐圧試験を行う場合の加圧力<br />
防止規定として考慮すべきと思われる。以下に、Sec. III, NB-3226 の内圧に関する<br />
規定を再掲する。<br />
NB-3226 圧力制限<br />
(a) 試験時の圧力の最大値は、静水頭を含め、試験圧力の 1.06 倍とする。<br />
試験時の応力は、次の(b)及び(c)を満足すること。<br />
(b) 水圧試験時 Pm ≤ 0.<br />
9S<br />
y 気圧試験時 Pm ≤ 0.<br />
8S<br />
y<br />
(c) Pm + Pb の評価を次のとおり行うこと。<br />
(1) Pm ≤ 0.<br />
67S<br />
y の場合 Pm + Pb ≤ 1.<br />
35S<br />
y<br />
(2) 0. 67S<br />
y Pm ≤ 0.<br />
90S<br />
y<br />
< の場合 Pm + Pb ≤ ( 2. 15S<br />
y −1.<br />
2Pm)<br />
- 651 -<br />
- 651 -
表Ⅱ.2.2.2.12-1 仕様規定(耐圧試験)構成案<br />
No. 仕様規定項目<br />
- 652 -<br />
技術要素項目<br />
ISO16528-1 NISA<br />
USC-6000 耐圧試験 7.6 5.7<br />
USC-6100 一般要求事項(目的を示す。) 7.6.1 5.7<br />
USC-6120 試験準備 7.6.1 5.8<br />
USC-6200 水圧試験 7.6.2 5.8<br />
USC-6210<br />
水圧試験手順(水圧試験→漏えい試験→<br />
目視確認試験)<br />
USC-6211 試験媒体及び試験温度<br />
USC-6220 水圧試験圧力<br />
USC-6221 最小水圧試験圧力<br />
USC-6222 最大水圧試験圧力<br />
USC-6223 水圧試験圧力の保持時間<br />
USC-6224 漏えい試験<br />
USC-6225 目視確認試験<br />
USC-6300 気圧試験<br />
USC-6310<br />
気圧試験手順(気圧試験→漏えい試験→<br />
目視確認試験)<br />
USC-6311 試験媒体及び試験温度<br />
USC-6320 気圧試験圧力<br />
USC-6321 最小気圧試験圧力<br />
USC-6322 最大気圧試験圧力<br />
USC-6323 気圧試験圧力の保持時間<br />
USC-6324 漏えい試験<br />
USC-6325 目視確認試験<br />
USC-6400 圧力計<br />
- 652 -
表Ⅱ.2.2.2.12-2 耐圧試験圧力と設計マージンとの関係<br />
設計マージン<br />
- 653 -<br />
耐圧試験圧力(注)<br />
水圧試験 気圧試験<br />
火技解釈 4.0 1.5 1.25<br />
ASME Sec. I 3.5 1.5 -<br />
ASME Sec. VIII-1 3.5 1.3 1.1<br />
ASME Sec. III-NB 3.0 1.25 1.1<br />
ASME Sec. III-NH 3.0(Class 1) 1.25 1.1<br />
ASME Sec. VIII-2 2.4 1.25 1.15<br />
EN12952 2.4 1.25 -<br />
(注)最高使用圧力、設計圧力又は最大許容使用圧力に対して乗ずる定数<br />
表Ⅱ.2.2.2.12-3 水圧試験時に発生する応力を降伏強さ以下に制限する係数に及ぼす<br />
耐圧試験圧力及び定数項の関係<br />
設計マージン<br />
耐圧試験圧力<br />
定数項 降伏強さ比<br />
火技解釈 4.0 1.5 0.75<br />
ASME Sec. I 3.5 1.5 0.857<br />
ASME Sec. VIII-1 3.5 1.3 0.743<br />
ASME Sec. III-NB 3.0 1.25 0.833<br />
ASME Sec. III-NH 3.0(Class 1) 1.25 0.833<br />
ASME Sec. VIII-2 2.4 1.25 1.042<br />
EN12952 2.4 1.25 1.042<br />
表Ⅱ.2.2.2.12-4 許容過圧力が 1.06 の場合の最大膜応力の推定<br />
最大膜応力<br />
設計マージン<br />
引張強さ 降伏強さ<br />
降伏強さに対する倍率<br />
クリープ強さ<br />
クリープ強さに<br />
対する倍率<br />
火技解釈 4.0 0.530 0.707 0.707<br />
ASME Sec. I 3.5 0.606 0.707 0.707<br />
ASME Sec. VII 3.5 0.707 0.707 0.707<br />
- 653 -
基準化した耐圧試験圧力<br />
による応力<br />
基準化した耐圧試験圧力<br />
による応力<br />
基準化した耐圧試験圧力<br />
による応力<br />
1.600<br />
1.400<br />
1.200<br />
1.000<br />
0.800<br />
0.600<br />
0.400<br />
0.200<br />
0.000<br />
1.600<br />
1.400<br />
1.200<br />
1.000<br />
0.800<br />
0.600<br />
0.400<br />
0.200<br />
0.000<br />
1.600<br />
1.400<br />
1.200<br />
1.000<br />
0.800<br />
0.600<br />
0.400<br />
0.200<br />
0.000<br />
炭素鋼(SGV480)の場合<br />
室温 300℃ 525℃<br />
設計温度<br />
低合金鋼(火SCMV28)の場合<br />
室温 300℃ 525℃<br />
設計温度<br />
ステンレス鋼(SUS304)の場合<br />
室温 300℃ 525℃<br />
設計温度<br />
図Ⅱ.2.2.2.12-1 基準化した耐圧試験圧力による応力比較<br />
- 654 -<br />
- 654 -<br />
Sec.Ⅰ<br />
Sec.Ⅷ Div.1<br />
Sec.Ⅲ<br />
Sec.Ⅰ<br />
Sec.Ⅷ Div.1<br />
Sec.Ⅲ<br />
Sec.Ⅰ<br />
Sec.Ⅷ Div.1<br />
Sec.Ⅲ
ASME Sec. III Div. 1 Subsec. NH ASME Sec. III Div. 1 Subsec. NB USC用仕様規定構成案<br />
No. 規定 No. 規定 No. 仕様規定構成案 技術要素項目No.<br />
ISO NISA<br />
NH- 6000 試験 NB- 6000 試験 USC- 6000 耐圧試験 7.6 5.7<br />
NH- 6100 一般要求事項 NB- 6100 一般要求事項 USC- 6100 一般要求事項 7.6.1 5.7<br />
NH- 6110 試験範囲 NB- 6110 機器及び装置の圧力試験 USC- 6110 試験範囲<br />
NH- 6111 一般的水圧及び気圧試験媒<br />
表Ⅱ.2.2.2.12-参考1 耐圧試験USC用仕様規定構成案<br />
NB- 6111 圧力試験範囲<br />
体<br />
NH- 6112 機器及び装置の圧力試験 NB- 6112 気圧試験<br />
NH- 6113 システムの圧力試験 NB- 6113 気圧試験の制限<br />
NH- 6115 圧力試験の時間及び機器及<br />
び装置の押印<br />
NH- 6116 静的圧力試験後の局部領域<br />
の機械加工<br />
NB- 6114 圧力試験の時間<br />
NB- 6115 圧力試験後の機械加工<br />
NH- 6117 閉鎖溶接部及び連絡ハッチ<br />
の代替試験<br />
NH- 6118 特殊な設計の溶接シールに<br />
おける代替試験<br />
NH- 6120 試験準備 NB- 6120 試験準備 USC- 6120 試験準備 7.6.1 5.8<br />
NH- 6121 継手の提示 NB- 6121 継手の提示<br />
NH- 6122 暫定サポートの追加 NB- 6122 暫定サポートの追加<br />
NH- 6123 伸縮継手の拘束又は隔離 NB- 6123 伸縮継手の拘束又は隔離<br />
NH- 6124 圧力試験に関係のない機器<br />
の隔離<br />
NH- 6125 めくらを含むフランジ継手の<br />
取扱い<br />
NH- 6126 試験媒体の膨張に対する予<br />
防措置<br />
NB- 6124 圧力試験に関係のない機器の<br />
隔離<br />
NB- 6125 めくらを含むフランジ継手の取<br />
扱い<br />
NB- 6126 試験媒体の膨張に対する予防<br />
措置<br />
NB- 6127 圧力適用後の試験装置のチェック<br />
NH- 6200 水圧試験 NB- 6200 水圧試験 USC- 6200 水圧試験 7.6.2 5.8<br />
NH- 6210 水圧試験手順 NB- 6210 水圧試験手順 USC- 6210 水圧試験手順<br />
NH- 6211 高い点での空気抜きの供給 NB- 6211 充填操作の間の換気 USC- 6211 試験媒体及び試験温度<br />
NH- 6212 試験媒体及び試験温度 NB- 6212 試験媒体及び試験温度<br />
NH- 6213 圧力適用前の試験装置の<br />
チェック<br />
NB- 6220 水圧試験圧力の要求事項 USC- 6220 水圧試験圧力の要求事項<br />
NH- 6215 圧力適用後の漏洩試験 NB- 6221 最小水圧試験圧力 USC- 6221 最小水圧試験圧力<br />
NH- 6220 水圧試験圧力の要求事項 NB- 6222 最大許容試験圧力 USC- 6222 最大許容試験圧力<br />
NH- 6221 系の最小必要水圧試験圧力 NB- 6223 水圧試験圧力の保持時間 USC- 6223 水圧試験圧力の保持時間<br />
NH- 6222 最大許容水圧試験圧力<br />
NH- 6223<br />
NB- 6224 圧力適用後の漏洩試験 USC- 6224 圧力適用後の漏洩試験<br />
弁、ポンプ及び機器及びろう付け継手<br />
を含む装置に対する水圧試験圧力<br />
NH- 6224 水圧試験圧力の保持時間<br />
NH- 6300 気圧試験 NB- 6300 気圧試験 USC- 6300 気圧試験<br />
NH- 6310 気圧試験手順 NB- 6310 気圧試験手順 USC- 6310 気圧試験手順<br />
NH- 6311 一般要求事項 NB- 6311 一般要求事項 USC- 6311 試験媒体及び試験温度<br />
NH- 6312 試験媒体及び試験温度 NB- 6312 試験媒体及び試験温度 USC- 6320 気圧試験圧力の要求事項<br />
NH- 6313 圧力適用前の試験装置の<br />
チェック<br />
NB- 6313 圧力適用手順 USC- 6321 系の最小気圧試験圧力<br />
NH- 6314 圧力適用手順 NB- 6320 気圧試験圧力の要求事項 USC- 6322 最大許容試験圧力<br />
NH- 6315 圧力適用後の漏洩試験 NB- 6321 系の最小気圧試験圧力 USC- 6323 試験圧力の保持時間<br />
NH- 6320 気圧試験圧力の要求事項 NB- 6322 最大許容試験圧力 USC- 6324 圧力適用後の漏洩試験<br />
NH- 6321 系の最小必要気圧試験圧力 NB- 6323 試験圧力の保持時間<br />
NH- 6322 最大許容気圧試験圧力<br />
NH- 6323<br />
NB- 6324 圧力適用後の漏洩試験<br />
弁、ポンプ及び機器及びろう付け継手<br />
を含む装置に対する気圧試験圧力<br />
NH- 6324 気圧試験圧力の保持時間<br />
NH- 6400 圧力計 NB- 6400 圧力計<br />
NB- 6411 使用計器の型式及び位置<br />
NB- 6412 圧力計の指示範囲<br />
NB- 6413 圧力計の校正<br />
NB- 6600 特別な試験圧力の状況<br />
NB- 6610 外圧に対して設計された機器<br />
NB- 6620 複合ユニットの圧力試験<br />
NB- 6621<br />
NB- 6400 圧力計<br />
独立に運転するように設計さ<br />
れた圧力室<br />
NB- 6622 最大差圧に対して設計された<br />
共通要素<br />
- 655 -<br />
- 655 -
表Ⅱ.2.2.2.12-参考 2 耐圧試験圧力に関する規定の調査<br />
火技解釈(発電用火力設備<br />
項 目<br />
ASME Sec.Ⅰ ASME Sec.Ⅷ Div.1 ASME Sec.Ⅲ NB ASME Sec.Ⅲ NH EN12952<br />
の技術基準の解釈)<br />
設計マージン 4.0 3.5 3.5 3.0 3.0 2.4<br />
(第5条)<br />
(PG-99)<br />
(UG-99)<br />
(NB-6200)<br />
(NH-6200)<br />
(Part3 5.7.4)<br />
水圧試験圧力 Pt=1.5P 水圧試験圧力 Pt=1.5P 水圧試験圧力 Pt=1.3P 水圧試験圧力 Pt=1.25P ・詳細応力解析を行わない 水圧試験圧力 Pt=max (P:最高使用圧力) (P:最大許容使用圧力) (P:最大許容使用圧力) (P:設計圧力)<br />
機器等の水圧試験圧力 Pt= ( 1.43PS, 1.25*pc*R/K )<br />
試験圧力の設定<br />
1.5P (P:設計圧力) PS:最大許容圧力<br />
に関する規定<br />
・原子力機器の水圧試験圧 pc:計算圧力 力Pt= 1.25P (P:設計圧力) R:常温での最小降伏強さ<br />
K:設計条件での強さ<br />
(1.25*pc*R/K、温度補正部 分 R/K=1 とした場合)<br />
(詳細応力解析を行わない<br />
機器等の場合)<br />
設計圧力 P= Su / 3.0<br />
水圧試験圧力 Pt は、<br />
設計圧力 P= Su / 3.5<br />
水圧試験圧力 Pt は、<br />
設計圧力 P= Su / 3.5<br />
水圧試験圧力 Pt は、<br />
設計圧力 P= Su / 4.0<br />
水圧試験圧力 Pt は、<br />
設計圧力 P= Su / 2.4<br />
水圧試験圧力 Pt は、<br />
設計圧力 P= Su / 3.0<br />
水圧試験圧力 Pt は、<br />
[ケース1] Pt=1.25P= 0.417Su = 0.600Sy [ケース1] Pt=1.3P= 0.371Su = 0.534Sy [ケース1] Pt=1.5P= 0.429Su = 0.617Sy [ケース1] Pt=1.5P= 0.375Su = 0.540Sy 水圧試験の材料に<br />
対する余裕<br />
[ケース1] Pt=1.25P= 0.521Su = 0.749Sy [ケース1] Pt=1.5P= 0.500Su = 0.720Sy [ケース2] Pt=1.25P= 0.417Su = 1.057Sy [ケース2] Pt=1.3P= 0.371Su = 0.942Sy [ケース2] Pt=1.5P= 0.429Su = 1.087Sy [ケース2] Pt=1.5P= 0.375Su = 0.951Sy [ケース2] Pt=1.25P= 0.521Su = 1.321Sy [ケース2] Pt=1.5P= 0.500Su = 1.268Sy ( 1.43PS)<br />
水圧試験圧力 Pt は、<br />
[ケース1] Pt=1.43P= 0.596Su = 1.079Sy [ケース1]低合金鋼<br />
鋼板 火 SCMV28<br />
の場合(降伏強さ<br />
Sy/引張強さ Su=0.694) [ケース2]ステンレス鋼<br />
板 SUS304 の場合<br />
(Sy/Su=0.394) - 656 -<br />
[ケース2] Pt=1.43P= 0.596Su = 1.511Sy 寒冷時に行う場合は凍結し 試験温度で、降伏強さ(0.2% 最小設計金属温度(UG-20 脆性破壊の可能性が最小 同左 規定なし。<br />
ない水温。圧力容器の温度 オフセット)の 90%を超える一般 参照)より少なくとも 30° 限となるような温度を推奨。<br />
(金属温度)は脆性破壊を 膜応力を発生させないこと。 F(17℃)高い温度とすること<br />
起こす恐れがない温度。 金属温度は 120°F(50℃)を を推奨。ただし、120°F<br />
超えないこと。<br />
(48℃)を超える必要はない。<br />
規定なし。 規定なし。 規定なし。 最低10分保持すること。 同左 規定なし。<br />
試験温度<br />
保持時間<br />
- 656 -
表Ⅱ.2.2.2.12-参考 3 過圧力防止に関する規定の調査<br />
発電用火力設備の<br />
ASME Sec.Ⅰ ASME Sec.Ⅷ Div.1 ASME Sec.Ⅲ NB ASME Sec.Ⅲ NH EN12952<br />
技術基準の解釈<br />
規定なし。 規定なし。<br />
(試験温度での応力値/設 規定なし。<br />
規定なし。<br />
上記の式中の R/K で、温度<br />
計温度での応力値)の最小<br />
補正を考慮。<br />
項 目<br />
比を試験圧力に乗じること<br />
により、温度補正を考慮。<br />
試験圧力の温度補<br />
正に関する規定<br />
規定なし。 規定なし。<br />
規定なし。<br />
・独立して機能するように設<br />
計された複合容器は、各室<br />
規定なし。 規定なし。<br />
複合容器の圧力設<br />
定に関する規定<br />
別々に圧力を加えて試験を<br />
実施すること。<br />
(Part10 Requirements for<br />
safeguards against<br />
(NH-7000)→NB-7000 を大<br />
部分引用している。<br />
(NB-7000)<br />
・過圧防止対策として、圧力<br />
(UG-125)<br />
火なしボイラ以外の圧力容<br />
(PG-21.1)<br />
・ボイラは最大許容使用圧<br />
excessive pressure)<br />
5.1 Steam boiler に過圧防止<br />
・過圧防止対策は NB と同<br />
じ。<br />
逃し装置の設置等を行うこ<br />
とを規定している。<br />
器は、圧力逃し装置により<br />
保護し、最大許容使用圧力<br />
力 P 以上で運転しないこと。<br />
(安全弁等が圧力を放出す<br />
のための安全装置の設置<br />
を規定している。<br />
よりその 10%又は 20MPa の<br />
いずれか大きい方を超えな<br />
る場合に P が 6%を超えない<br />
ものは除く。)<br />
(省令第7条)<br />
・過圧が生じる可能性のあ<br />
るものは、安全弁を設ける<br />
こと。<br />
→解釈第15条に、より詳細<br />
に安全弁を規定。<br />
- 657 -<br />
(NB-3226)<br />
・6%を超える試験圧力で<br />
いよう、圧力上昇を防止す<br />
ること。<br />
は、試験圧力を含む全荷重<br />
による応力が許容値以下で<br />
(PG-67)<br />
・ボイラは少なくとも安全弁<br />
又は安全逃し弁を1個設置<br />
すること。<br />
あること。<br />
1)水圧試験を行う容器に対<br />
して、Pm≦0.9Sy<br />
2)水圧、気圧試験両方に対<br />
して、<br />
①Pm≦0.67Sy の時<br />
Pm+Pb≦1.35 Sy<br />
②0.67Sy‹Pm≦0.9Sy の時<br />
Pm+Pb≦2.15 Sy-1.2 Pm<br />
過圧防止規定<br />
657
2.2.2.12.2 最終試験(水圧試験)方法の調査<br />
(1) 耐圧試験(水圧試験)時の降伏強さ比と温度補正の調査<br />
前項で述べたように、設計マージン、最高使用圧力に対する倍率(定数項)及<br />
び降伏比により、耐圧時の降伏強さ比が決まってくる。降伏強さ比は、各規格の<br />
考えた方に異なっている点はあるが、耐圧による永久歪みを残さない為には 0.9<br />
を超えないことが理想的である。候補材のニッケル基合金の許容応力は、開発中<br />
であり未だ定まった値がないため、事例として、ASME Sec. II Part D 記載のニッ<br />
ケル基合金(UNS 06625)について、火技解釈に従った降伏強さ比を求めてみる<br />
と、以下のようになる。<br />
材料:UNS 06625(Alloy625 : 60Ni-22Cr-9Mo-3.5Cb)<br />
最小引張強さ Su:100ksi((1150°F (621℃)までは強度の低下は殆ど無い)<br />
最小降伏点 Sy:40ksi(同上)<br />
降伏比 Sy/Su = 0.4<br />
試験圧力 Pt = 1.5×S<br />
許容応力 S:最小引張強さの 1/4 か最小降伏点の 2/3 の小さい方<br />
(最高使用圧力)<br />
(耐圧試験温度を室温とする)<br />
Su/4 < 2Sy/3 → S = Su/4 = 100/4 = 25ksi(172MPa)<br />
降伏強さ比 : Pt/Sy = 1.5×S/Sy = 1.5×25/40 = 0.9375<br />
降伏強さ比は、耐圧時に 0.9 を超えることになり、設計時に考慮しておく必要が<br />
ある。但し、このケースでは、耐圧試験温度と最高使用温度(1,150°F(621℃))<br />
での最小引張強さが、同じであることが条件になっているが、実際は、候補材の<br />
ニッケル基合金の使用温度領域は、クリープ温度領域(1,200°F(650℃)以上)<br />
と予想する。例えば、この領域での UNS 06625 の設計上の許容応力は、1,300°F<br />
(704℃)で 11.6ksi(80MPa)、1,400 °F(760℃)で 6.7ksi(46MPa)の値であり<br />
1,150°F(621℃)までの許容応力と比べ著しく低下し、設計上最小厚さは増すこ<br />
とになる。そのため、この様な場合では、耐圧試験で発生する応力が小さくなる<br />
ことで、降伏強さ比も小さくなり、考慮する必要はなくなる。<br />
耐圧試験は、火技解釈第 5 条(水圧試験)、第 130 条(耐圧試験)の規定から、<br />
以下の目的で行われる。<br />
① 最高使用圧力の 1.5 倍の試験圧力(*1)にて、割れなどの欠陥が発生せず著しい<br />
変形が生じることないことなどの安全に耐えることの実証的な確認(耐圧時に<br />
は試験体に近づくことは危険があるため、離れた位置からの確認や圧力計によ<br />
る確認などが行われる。)<br />
② 最高使用圧力と耐圧試験圧力間において、溶接部を目視で点検し漏えいがな<br />
いことの確認<br />
耐圧試験温度と使用温度での許容応力に差異がある機器については、上記の耐<br />
圧目的からすると使用条件における安全性を必ずしも確認しているとは言えない。<br />
本来なら、ASME Sec. VIII、EN12952 の規定の通り、温度により補正された試験<br />
圧力で実施することが妥当と考えられる。しかし、温度により補正された耐圧試<br />
- 658 -<br />
- 658 -
験圧力の系統毎に試験することは、ボイラーの構造上、耐圧試験の為だけに系統<br />
毎に仕切りを追設するなどの多大な労力を必要とし、また不必要な圧損をまねく<br />
など非合理的である。そのため ASME Sec. I にも規定されていない。A-USC にお<br />
いても、同じことが言えるため、現行の規定の通りとする。<br />
(*1):附属設備で水圧試験が行うことが困難な場合は最高使用圧力の 1.25 倍の<br />
気圧試験となっている。<br />
(2) 最終試験(水圧試験)方法の調査<br />
電気事業法第 52 条に従う溶接事業者検査工程での最終試験は、耐圧試験(水圧<br />
試験)であり、検査解釈には「材料検査から機械試験までの検査が終了した後に<br />
確認する」ことと規定している。<br />
耐圧試験のフローは、火技解釈第 5 条(水圧試験)、第 130 条(耐圧試験)に<br />
従い、基本的に図Ⅱ.2.2.2.12-2 に示す通りに行われる。最高使用圧力の 1.5 倍の試<br />
験圧力で耐圧に耐えうることの確認を行い、その後、点検者の安全に配慮し、耐<br />
圧試験圧力から降圧し最高使用圧力までの間で漏えいの点検を行うこととしてい<br />
る。<br />
他の規格の耐圧試験の方法に関する規定について整理した内容を表<br />
Ⅱ.2.2.2.12-5 に示す。火技解釈は他の規格のように細かい規定はないが、これを<br />
補足するものとして民間認証制度における製品認証機関より圧力計や保持時間な<br />
どに関する規定文書が発行されている。また、規格間で試験圧力、試験温度など<br />
多少の差異はあるものの問題になるものではなく、耐圧試験の方法に関しては、<br />
現行通りとする。<br />
圧力<br />
[MPa]<br />
Pt<br />
試験圧力 Pt=1.5×Pmax<br />
(但し、附属設備で水圧での<br />
試験が困難な場合はPmaxの<br />
1.25倍の気圧)<br />
Pmax<br />
最高使用圧力<br />
0<br />
昇圧速度は任<br />
意(損傷を生じ<br />
ないこと)<br />
・圧力計0点確認<br />
・試験物の表面温度確認<br />
時間 [h]<br />
任意で、一端圧<br />
力保持し点検<br />
- 659 -<br />
適切な時間保持したとき<br />
耐えるものであること<br />
保持時間<br />
(任意)<br />
点検<br />
漏えいがないこと<br />
点検時間<br />
(点検完了するまで)<br />
図Ⅱ.2.2.2.12-2 耐圧試験(水圧試験)フロー図<br />
- 659 -<br />
点検圧力は、Pt-<br />
Pmax圧力間での任<br />
意の圧力で実施<br />
Pt<br />
Pmax<br />
降圧速度は任<br />
意(損傷を生じ<br />
ないこと)<br />
圧力計0点確認
表Ⅱ.2.2.2.12-5 耐圧試験の方法に関する規定の調査<br />
項 目 火技解釈 ASME Sec.Ⅰ ASME Sec.Ⅲ NB<br />
耐圧試験<br />
圧力<br />
試験温度<br />
圧力計<br />
圧力計の<br />
取付け<br />
位置<br />
昇圧降圧<br />
速度<br />
耐圧試験<br />
の保持<br />
点検<br />
耐圧試験<br />
の<br />
代替処置<br />
(第5条)<br />
水圧試験圧力 Pt=1.5P<br />
(P:最高使用圧力)<br />
気圧試験の場合は 1.25 倍<br />
特に規定はないが、寒冷時に<br />
行う場合は凍結しない水温<br />
で、圧力容器の温度(金属温<br />
度)は脆性破壊を起こす恐れ<br />
がない温度。<br />
特に規定はないが、ダイアル<br />
式圧力計は、精度を考慮し最<br />
大表示が試験圧力の1.5~3<br />
倍のものが使用される。<br />
特に規定はないが、通例耐圧<br />
部のトップ部に圧力計を取<br />
付けている。不可能な場合は<br />
静水頭分を加算している。<br />
(PG-99)<br />
水圧試験圧力 Pt=1.5P<br />
(P:最大許容使用圧力)<br />
気圧試験の場合は 1.25 倍<br />
(PG-99)<br />
周囲温度以上または 70°<br />
F(20℃)の水を使用するこ<br />
と。<br />
試験温度で、降伏強さ(0.2%<br />
オフセット)の 90%を超える一般<br />
膜応力を発生させないこ<br />
と。試験終了するまで、メ<br />
タル温度は 120°F(50℃)を<br />
超えないこと。<br />
(PG-99)<br />
ダイアル式圧力計は、最大<br />
表示が試験圧力の約 2 倍が<br />
好ましく、1.5 倍以下のもの<br />
は使用しないこと。<br />
(PG-99)<br />
操作者から見える位置であ<br />
ること。ボイラのトップ部で<br />
試験圧力が加わるように、<br />
圧力計の取付け位置による<br />
静水頭の影響を考慮するこ<br />
と。<br />
(PG-99)<br />
徐々に加圧すること。<br />
特に規定はないが、徐々に昇<br />
圧、降圧している。<br />
保持時間の定量的規定なし。 保持時間の規定なし。<br />
保持の間は、綿密な検査は<br />
必要としない。<br />
(第5条)<br />
試験圧力から最大許容使用<br />
試験圧力から最高使用圧力 圧力まで降圧し、その圧力<br />
の間で検査を行い漏えいが を保持しながら検査を行い<br />
ないこと。<br />
漏えいがないこと。<br />
(第 130 条)<br />
規定の試験圧力で耐圧試験<br />
が著しく困難な場合は、可能<br />
な限り高い圧力で試験し、か<br />
つ第 127 条で規定された非破<br />
壊試験以外の放射線透過試<br />
験、超音波探傷試験、磁粉探<br />
傷試験のいずれかの試験を<br />
追加すること。<br />
規定にはないが、通例として<br />
放射線透過試験又は超音波<br />
探傷試験が不可能な場合は、<br />
溶接深さの 1/2(1/2 が 13mm<br />
を超える場合は 13mm 以下)<br />
ごとの磁粉探傷試験又は浸<br />
透探傷試験を行っている。<br />
規定なし。<br />
火技解釈はタービン廻りの配<br />
管、供用中の補修工事など<br />
を含めた範囲まで対象とし<br />
ており代替処置があるが、<br />
Sec.Ⅰは建設規格で基本的<br />
にボイラーから第 1 弁までが<br />
対象で耐圧が可能であり規<br />
定されていない(Sec.Ⅰで<br />
は、溶接部は耐圧で評価す<br />
ることを原則としている)。<br />
- 660 -<br />
- 660 -<br />
(NB-6200)<br />
水圧試験圧力 Pt=1.25P<br />
(P:設計圧力)<br />
(NB-6200)<br />
脆性破壊の可能性が最小限<br />
となるような温度を推奨。<br />
(NB-6400)<br />
アナログの圧力計は最大表<br />
示が試験圧力の 1.5~4 倍で<br />
あること。デジタルは試験圧<br />
力の 1%を超えない精度であ<br />
ること。<br />
(NB-6400)<br />
操作者から見える位置であ<br />
ること。<br />
規定なし。<br />
(NB-6300)<br />
最低10分保持すること。<br />
(NB-6200)<br />
試験圧力から降圧し設計圧<br />
力以上か試験圧力の 3/4 以上<br />
を保持し検査を行い漏えい<br />
がないこと。<br />
規定なし。<br />
[参考]NB-5400 には、容器<br />
の耐圧試験後にフェライト鋼の<br />
継手分類 A,B,C,D の溶接部、<br />
熱影響部及び補修溶接部に<br />
ついて、磁粉探傷試験また<br />
は浸透探傷試験が適用でき<br />
る場合には、試験を行う規<br />
定がある。
2.3 供用期間中の対処に関する調査<br />
供用期間中において設計・建設時に十分把握しきれない事象に対して柔軟性を<br />
もったものとしたい。供用期間中に対する様々な技術等が公表されていることか<br />
ら、これらの国内及び欧米での規格等の概要調査を行った。調査した規格等を表<br />
Ⅱ.2.3-1 に示す。<br />
(1) 国内の供用期間中に対する規格等の概要調査<br />
① 供用適性評価規格[1, 2]<br />
石油精製・石油化学プラントの設備で劣化損傷が予測可能な設備の減肉、水素<br />
侵食、クリープ及びき裂を対象として、供用適性評価が検討されている。適用評<br />
価フローを図Ⅱ.2.3-1 に示す。<br />
減肉した部位が最小厚さ以上であれば、製作時の規格を適用し余寿命を算定し、<br />
設備の余寿命に応じて次回の検査時期を設定する。減肉した部位が最小厚さ未満<br />
であっても、API/ASME FFS-1 の局部減肉ベース又は茨城県 FFS 規格 p-M 法ベー<br />
スの減肉についての評価を行い、余寿命を算定し、設備の余寿命に応じて次回の<br />
検査時期を設定することができる。<br />
水素侵食については、C-0.5 Mo 鋼は Pv パラメータ法を、C-0.5 Mo 以外の鋼は<br />
ネルソン線図を用いて余寿命を算定し、設備の余寿命に応じて次回の検査時期を<br />
設定することができる。<br />
クリープについては、マスター線図による寿命消費率により余寿命を算定し、<br />
設備の余寿命に応じて次回の検査時期を設定することができる。<br />
き裂については、HPIS Z 101 規格による評価により余寿命を算定し、設備の余<br />
寿命に応じて次回の検査時期を設定することができる。<br />
② 容器・配管の腐食及び疲労割れに関する検査・評価・補修指針[3]<br />
ガス工作物の供用中の製造設備等の容器及び配管において代表的な劣化事象で<br />
ある腐食(雨水等の外面環境を原因とする外面腐食)及び疲労割れ(圧力変動又<br />
は温度変動を原因とする溶接部又は近傍の疲労割れ)についての検査方法、評価<br />
方法及び補修方法を規定している。適用設備は、製造設備の容器及び配管、ガス<br />
ホルダーが対象となっている。ただし、埋設物、支持構造物及び塗膜・被覆材は<br />
適用対象外とされている。全体のフローを図Ⅱ.2.3-2 に、腐食の評価フローを図<br />
Ⅱ.2.3-3 に、疲労割れの評価フローを図Ⅱ.2.3-4 にしめす。<br />
腐食については、減肉した部位が最小厚さ以上であれば、余寿命評価Ⅰ(直近<br />
の肉厚測定を起点とした余寿命)を行い、次回の検査時期を設定することができ<br />
る。減肉した部位が最小厚さ未満であっても、余寿命評価Ⅱ(API 579 の局部減肉<br />
評価法又は同等の方法)を行い、次回の検査時期を設定することができる。<br />
疲労割れについては、疲労割れを除去した場合は、設計疲労曲線を用いて疲労<br />
破壊評価により、次回の検査時期を設定することができる。疲労割れを除去しな<br />
い場合は、疲労割れ進展量の評価(Paris 則又は同等の方法)及び疲労割れ余寿命<br />
評価(BS 7910-2005 の破壊評価線図又は同等の方法)により次回の検査時期を設<br />
- 661 -<br />
- 661 -
定することができる。<br />
③ 発電用原子力設備規格 維持規格[4]<br />
軽水減速軽水冷却型原子炉のクラス 1 機器、クラス 2 機器、クラス 3 機器、ク<br />
ラス MC 容器(鋼製)、これらの支持構造物に対する供用期間中検査の要求事項を<br />
規定している。クラス 1 機器の欠陥評価について規定している。補修については、<br />
個々の機器区分別の補修技術を規定している。図Ⅱ.2.3-5 にクラス 1 機器(容器、<br />
管)の評価フローを示す。<br />
対象となる損傷モードについては、明確に規定されていないが、疲労割れ及び<br />
応力腐食割れを主に考慮している。<br />
供用期間中検査で欠陥が検出された時、その寸法が評価不要欠陥寸法の基準を<br />
満足していれば継続使用することができる。その寸法が評価不要欠陥寸法の基準<br />
を満足していない場合でも、欠陥進展評価及び破壊評価を行い、許容基準を満足<br />
する場合は、評価期間中は継続使用することができる。許容基準を満足しない場<br />
合は、補修・取替えを行わなければならない。<br />
④ 配管減肉管理に関する規格[5, 6]<br />
発電用火力設備又は発電用原子力設備における流体流れによる配管減肉事象の<br />
管理について、設備管理者の責務及び設備管理者が策定する配管減肉管理を定め<br />
る指針が満足すべき要件について規格化されている。配管減肉管理に関するフロ<br />
ーを図Ⅱ.2.3-6 に示す。設備管理者は、策定した指針の規格への適合性確認を発<br />
電用設備規格委員会に申請し、適合確認を受けることが出来る。<br />
発電用火力設備については、配管減肉管理に関する規格を具現化した火力設備<br />
配管減肉管理技術規格が策定されており、設備管理者は技術規格に適合した各者<br />
の指針を策定し適用する。技術規格では、点検(試験)対象代表部位の選定方法、<br />
点検(試験)実施時期の設定と評価及び点検(試験)方法等について規格化され<br />
ている。<br />
(2) 欧米の供用期間中に対する規格等の概要調査<br />
① Guidelines for Pressure Boundary Bolted Flange Joint Assembly[7]<br />
管フランジ締結ボルトの締め付け過程において、各ボルトの相互作用によりボ<br />
ルト軸力が低下することを補うために規格化されている。<br />
表Ⅱ.2.3-2 に示す各ステップによりトルク管理を規定している。Install から<br />
Round 3 にあっては、対角方向の締め付けを規定している。図Ⅱ.2.3-7 に対角締め<br />
付け方向の例を示す。Round 4, 5 にあっては、時計周りの締め付けを規定してい<br />
る。<br />
② Repair of Pressure Equipment and Piping[8]<br />
パイプラインを含んだ配管、弁等の配管コンポーネント、ボイラー及び熱交換<br />
器を含んだ圧力容器の供用期間中の補修方法を提供している。補修方法には、設<br />
- 662 -<br />
- 662 -
計、製造及び試験が含まれており、暫定的又は恒久的な信頼性に足るものになっ<br />
ている。ここでは、補修のために必要な検査と欠陥の同定(Flaw Assessment)は<br />
検討されているが、欠陥評価(Flaw Evaluation)は検討されておらず、他に<br />
(ASME/API Fitness for Service)委ねている。<br />
補修方法には、7 件の溶接補修(2 件は準備中)、10 件の機械的な補修(2 件は<br />
準備中)及び 3 件の非金属の接着による補修が規定されている。また、2 件の試<br />
験と検査(1 件は準備中)についても規定されている。構成を表Ⅱ.2.3-3 に示す。<br />
③ Inspection Planning Risk Base Methods[9]<br />
リスクベース手法を基本とし、圧力機器(pressure- containing equipment)のオ<br />
ーナ、運転員及び設計者に Inspection Program の作成と実施のガイダンスを提供し<br />
ている。手法は、費用対効果分析に基づく検査(cost-effective inspection)により、<br />
安全と信頼性ある運転に力点を置いている。本文の各パラグラフ等は、American<br />
Chemistry Council、American Institute of Chemical Engineers、API、ASNT、AWS、<br />
ASM、ASME 及び ASTM 等の広範囲にわたる文献等が基になっている。<br />
16 の Section の本文と 5 つの Appendix で構成される。表Ⅱ.2.3-4 に構成を示す。<br />
ダメージメカニズムは、約 90 に分類され Appendix A において定義されている。<br />
表Ⅱ.2.3-5 にダメージメカニズムと参照文献を示す。約 90 の分類毎に、使用材料<br />
及び運転環境に応じて Appendix B でスクリーニングされ、Appendix C で適用する<br />
非破壊検査の種類が提供されている。また、Appendix D では専門家による評価<br />
(Expert Opinion)を含んだリスクベースの定量的手法が、Appendix E では<br />
Inspection Program に対する監査の代表的な質問項目が与えられている。<br />
④ Fitness-For-Service[10]<br />
API 620、API 650、ASME B&PV Code の SectionⅠ、SectionⅧ Division 1、Section<br />
Ⅷ Division 2、B31.1 及び B31.3 で製作された機器の Fitness-For-Service 評価に適<br />
用できる。脆性破壊、コロージョン・エロージョン、割れ状の欠陥、火炎ダメー<br />
ジ、クリープダメージ及び機械的ダメージの各ダメージメカニズム毎にパートが<br />
与えられている。各ダメージメカニズムとパートの関係を図Ⅱ.2.3-8 に示す。<br />
⑤ Rule for Inservice Inspection of Nuclear Power Plant Components[11]<br />
対象となる損傷モードについては、明確に規定されていないが、疲労割れ及び<br />
応力腐食割れを主に考慮しているものと推定される。<br />
供用期間中検査で欠陥が検出された時、その寸法が評価不要欠陥寸法の基準を<br />
満足していれば継続使用することができる。その寸法が評価不要欠陥寸法の基準<br />
を満足していない場合でも、欠陥進展評価及び破壊評価を行い、許容基準を満足<br />
する場合は、評価期間中は継続使用することができる。許容基準を満足しない場<br />
合は、補修・取替えを行わなければならない。Subsec. IWA General Requirements<br />
の構成を表Ⅱ.2.3-6 に示す。<br />
- 663 -<br />
- 663 -
⑥ FITNET FFS[12]<br />
FITNET FFS は、European Fitness for Services Thematic Network Project により考<br />
案された金属の溶接部と非溶接部に対する工学的なFitness-For-Service のガイドラ<br />
インである。規格・基準ではない。脆性破壊、疲労、クリープ及び腐食の 4 つの<br />
主要な損傷メカニズムをカバーし、ここの損傷メカニズムに対する評価を与えて<br />
いる。ただし、外圧による損傷は考慮されていない。総合的なフローチャートを<br />
図Ⅱ.2.3-9 に示す。入力情報としての、欠陥情報、応力及び材料特性について、<br />
Section 5 で要求されている。評価モデルとしての脆性破壊モデルは Section 6 で、<br />
疲労モデルは Section 7 で、クリープモデルは Section 8 で、腐食モデルは Section 9<br />
で与えている。評価結果と報告については、Section 10 で与えている。また、評価<br />
モデルの代替アプローチについて、Section 11 で与えると共に追加情報を Section<br />
12 で与えている。脆性破壊モデルのフローチャートを図Ⅱ.2.3-10 に、疲労モデル<br />
のフローチャートを図Ⅱ.2.3-11 に、クリープモデルのフローチャートを図<br />
Ⅱ.2.3-12 に示す。腐食の内、環境助長割れモデルのフローチャートを図Ⅱ.2.3-13<br />
に、局所減肉領域モデルのフローチャートを図Ⅱ.2.3-14 に示す。<br />
Section 2.3 の参考文献<br />
[1]供用適性評価規格委員会 減肉評価法公開勉強会資料、平成 19 年 12 年 10 日、高<br />
圧ガス保安協会<br />
[2]第 4 回供用適性評価規格委員会 資料、平成 19 年 12 年 25 日、高圧ガス保安協会<br />
[3]容器・配管の腐食及び疲労割れに関する検査・評価・補修指針、JGA 指-109-07、社<br />
団法人日本ガス協会<br />
[4]発電用原子力設備規格 維持規格、JSME S NA1-2004、日本機械学会<br />
[5]発電用設備規格 配管減肉管理に関する規格、JSME S CA1-2005、日本機械学会<br />
[6]発電用火力設備規格 火力設備配管減肉管理技術規格、JSME S TB1-2007、日本機<br />
械学会<br />
[7]Guidelines for Pressure Boundary Bolted Flange Joint Assembly, ASME PCC-1-2000<br />
[8]Repair of Pressure Equipment and Piping, ASME PCC-2-2006<br />
[9]Post Construction SC on Inspection Planning Meeting Agenda, May 14, 2007<br />
[10]Fitness-For-Service, API 579-1/ ASME FFS-1-2007<br />
[11]Rule for Inservice Inspection of Nuclear Power Plant Components, ASME B&PV Code<br />
Section XI-2007<br />
[12]FITNET Fitness-for-Services(FFS)Vol. 1, 2 Rev. MK8, European Fitness-for-Services<br />
Network<br />
- 664 -<br />
- 664 -
表Ⅱ.2.3-1 供用期間中の対処で調査した規格<br />
No. 規格名称 発行機関(発行予定) 備 考<br />
1 供用適性評価規格 高圧ガス保安協会<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
11<br />
容器・配管の腐食及び疲労割れに関する検<br />
査・評価・補修指針 JGA 指-109-07<br />
発電用原子力設備規格 維持規格 JSME S<br />
NA1-2004<br />
発電用設備規格 配管減肉管理に関する規<br />
格、JSME S CA1-2005<br />
発電用火力設備規格 火力設備配管減肉管<br />
理技術規格、JSME S TB1-2007<br />
Guidelines for Pressure Boundary Bolted<br />
Flange Joint Assembly<br />
ASME PCC-1 2000<br />
Repair of Pressure Equipment and Piping<br />
ASME PCC-2-2006<br />
Inspection Planning Risk Base Methods<br />
ASME PCC-3-2007<br />
Fitness-For-Service API 579-1/ ASME<br />
FFS-1-2007<br />
Rule for Inservice Inspection of Nuclear<br />
Power Plant Components ASME B&PV<br />
Code Section XI-2007<br />
FITNET Fitness-for-Services(FFS)Vol. 1,<br />
2 Rev. MK8<br />
- 665 -<br />
- 665 -<br />
社団法人日本ガス協会<br />
日本機械学会<br />
米国機械学会<br />
米国機械学会<br />
(米国機械学会)<br />
米国石油学会<br />
米国機械学会<br />
米国機械学会<br />
European<br />
Fitness-for-Services<br />
Network
表Ⅱ.2.3-2 トルク管理[7]<br />
ステップ 荷 重 締め付け方向 備 考<br />
Install<br />
手で締め付け、その後スナグ(Snug)で 15~<br />
30 N-m に締め付ける。<br />
Round 1 目標締め付けトルクの 20~30%で締め付ける。<br />
Round 2 目標締め付けトルクの 50~70%で締め付ける。<br />
Round 3 目標締め付けトルクの 100%で締め付ける。<br />
Round 4<br />
目標締め付けトルクの 100%でナットが回転し<br />
なくなるまで締め付ける。<br />
Round 5 4 時間以上待った後、Round 4 を繰り返す。<br />
- 666 -<br />
- 666 -<br />
対角方向<br />
時計周り
表Ⅱ.2.3-3 Repair of Pressure Equipment and Piping の構成[8]<br />
Part No. Part Title<br />
1 Scope, Organization and Intent<br />
2 Weld Repairs<br />
Article 2.1 Butt Welded Insert Plates in Pressure Components<br />
Article 2.2 External Weld Overlay to Repair Methods for Internal Thinning<br />
Article 2.3 Seal Welded Treaded Connection and Seal Weld Repair<br />
Article 2.4 Welded Leak Repair Box<br />
Article 2.5 Welded Lip Seals(準備中)<br />
Article 2.6 Full Encirclement Steel Reinforcing Sleeves for Piping<br />
Article 2.7 Fillet Welded Patches with Reinforcing Plug Weld(準備中)<br />
3 Mechanical Repairs<br />
Article 3.1 Replacement of Pressure Components<br />
Article 3.2 Freeze Plugs<br />
Article 3.3 Damage Threads in Tapped Holes<br />
Article 3.4 Flaw Excavation and Weld Repair<br />
Article 3.5 Flange Refinishing<br />
Article 3.6 Mechanical Clamps<br />
Article 3.7 Pipe Straightening<br />
Article 3.8 Damage Anchors in Concrete<br />
Article 3.9 Valves with Pressure Seal Type Bonnets(準備中)<br />
Article 3.10 Hot Bolting(準備中)<br />
4 Nonmetallic and Bonded Repairs<br />
Article 4.1<br />
Article 4.2<br />
Non-Metallic Composite Wrap System for Piping and Pipework : High<br />
Risk Applications<br />
Non-Metallic Composite Wrap System for Piping and Pipework : Low Risk<br />
Metal Pipe<br />
Article 4.3 Non-Metallic Internal Lining for Pipe Spray Form for Buried Applications<br />
5 Examination and Testing<br />
Article 5.1 Pressure and Tightness Testing of Piping and Equipment<br />
Article 5.2 Repairs and Alterations Without Pressure Testing(準備中)<br />
- 667 -<br />
- 667 -
表Ⅱ.2.3-4 Inspection Planning Risk Base Methods の構成[9]<br />
Section No. タイトル<br />
1 Scope, Introduction and Purpose<br />
2 Basic Concepts<br />
3 Introduction to Risk Base Inspection<br />
4 Planning and Risk Analysis<br />
5 Data Information Collection<br />
6 Damage Mechanisms and Failure Modes<br />
7 Determining Probability of Failure<br />
8 Determining Consequence of Failure<br />
9 Risk Determination Analysis and Management<br />
10 Risk Management with Inspection Activities<br />
11 Other Risk Mitigation Activities<br />
12 Reanalysis<br />
13 Poles, Responsibilities, Training and Qualifications<br />
14 Documentation and Record Keeping<br />
15 Definitions and Acronyms<br />
16 References<br />
Appendix A Damage Mechanism Definitions<br />
Appendix B Damage Mechanism and Defects Screening Tables<br />
Appendix C Tables of Inspection / Monitoring Methods<br />
Appendix D Quantitative Methods Including Expert Opinion Elicitation<br />
Appendix E Examples of Inspection Program Audit Questions<br />
- 668 -<br />
- 668 -
表Ⅱ.2.3-5 Damage Mechanism と参照文献(1/5)[9]<br />
No. Damage Mechanism Reference<br />
1<br />
885°F(475℃)脆化<br />
(885°F Embrittlement)<br />
- 669 -<br />
API 571<br />
2 脆性破壊(Brittle Fracture) API 571<br />
3<br />
4<br />
金属粉化(Metal Desting)<br />
(大規模な浸炭<br />
(Catastrophic Carburization))<br />
腐食性割れ(Caustic Cracking)<br />
(腐食性脆化<br />
(Caustic Embrittlement))<br />
API 571<br />
API 571<br />
5 水素損傷(Hydrogen Damage) WRC 490<br />
6<br />
水素脆化<br />
(Hydrogen Embrittlement)<br />
API 571<br />
7 黒鉛化(Graphitization) API 571<br />
8<br />
9<br />
溶融金属接触脆化<br />
(Liquid Metal Embrittlement)<br />
シグマ相脆化<br />
(Sigma Phase Embrittlement)<br />
API 571<br />
API 571<br />
10<br />
σ相及びχ相<br />
(Sigma and Chi Phase)<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
11<br />
焼戻し脆化<br />
(Temper Embrittlement)<br />
API 571<br />
12 ひずみ時効(Strain Aging) API 571<br />
13 研磨性磨耗(Abrasive Wear)<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
14 粘着性磨耗(Adhesive Wear)<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
15 キャビテーション(Cavitation) API 571<br />
16 エロージョン(Erosion)<br />
17<br />
18<br />
2 相流によるエロージョン<br />
(Erosion-Droplets)<br />
固形物によるエロージョン<br />
(Erosion-Solids)<br />
- 669 -<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention
表Ⅱ.2.3-5 Damage Mechanism と参照文献(2/5)[9]<br />
No. Damage Mechanism Reference<br />
19<br />
20<br />
エロージョン/コロージョン<br />
(Erosion/ Corrosion)<br />
流れ加速型腐食<br />
(Flow Assisted Corrosion)<br />
- 670 -<br />
API 571<br />
WRC 490<br />
21 アミン腐食(Amine Corrosion) API 571<br />
22<br />
アンモニア溝<br />
(Ammonia Grooving)<br />
WRC 490<br />
23 孔食(Pitting Corrosion)<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
24<br />
酸化露点腐食<br />
(Acid Dew Point Corrosion)<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
25 腐食性溝(Caustic Gouging) API 571<br />
26<br />
キレート(Chelate)腐食<br />
(Chelant Corrosion)<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
27<br />
二酸化炭素腐食<br />
(CO2 Corrosion)<br />
API 571<br />
28<br />
保温材下の腐食<br />
(Corrosion Under Insulation)<br />
API 571<br />
29 隙間腐食(Crevice Corrosion) ASM Handbook Vol.13 Corrosion<br />
30<br />
溶存酸素アタック腐食<br />
(Dissolved O2 Attack Corrosion)<br />
ASM Handbook Vol.13 Corrosion<br />
31 糸状の腐食(Filifom Corrosion) ASM Handbook Vol.13 Corrosion<br />
32<br />
異種金属接触腐食(ガルバニック腐食)<br />
(Galvanic Corrosion)<br />
API 571<br />
33<br />
粒界腐食<br />
(Intergranular Corrosion)<br />
ASM Handbook Vol.13 Corrosion<br />
34<br />
液体スラッジアタック腐食<br />
(Liquid Slag Attack Corrosion)<br />
EPRI CS-5500-SR Boiler Tube Fail in Fossil<br />
Power Plants<br />
35<br />
微生物誘起腐食<br />
(Microbiological Induced Corrosion)<br />
API 571<br />
36 酸化腐食(Oxidation Corrosion) API 571<br />
37<br />
りん酸塩アタック腐食<br />
(Phosphate Attack Corrosion)<br />
- 670 -<br />
EPRI CS-5500-SR Boiler Tube Fail in Fossil<br />
Power Plants
表Ⅱ.2.3-5 Damage Mechanism と参照文献(3/5)[9]<br />
No. Damage Mechanism Reference<br />
38<br />
39<br />
選択腐食<br />
(Selective Leaching Corrosion)<br />
堆積物下腐食<br />
(Under Deposit Corrosion)<br />
- 671 -<br />
API 571<br />
ASM Handbook Vol.13 Corrosion<br />
40 均一腐食(Uniform Corrosion) ASM Handbook Vol.13 Corrosion<br />
41 腐食疲労(Corrosion-Fatigue)<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
42 脱炭(Decarburization) API 571<br />
43<br />
燃料ガス露点腐食<br />
(Flue Gas Dew Point Corrosion)<br />
44 フレッティング(Fretting)<br />
45<br />
46<br />
47<br />
48<br />
49<br />
50<br />
51<br />
52<br />
53<br />
54<br />
55<br />
燃料アッシュ腐食<br />
(Fuel Ash Corrosion)<br />
電位差腐食<br />
(Electrical Discharge)<br />
高温 H2/H2S 腐食<br />
(High Temp H2/H2 S Corrosion)<br />
塩化水素腐食<br />
(Hydrochloric Acid Corrosion)<br />
フッ化水素腐食<br />
(Hydrofluoric(HF)Acid Corrosion)<br />
ナイフラインアタック<br />
(Knife-Line Attack)<br />
ナフタル酸腐食<br />
(Naphthenic Acid Corrosion)<br />
フェノール(石炭酸)腐食<br />
(Phenol(Carbolic Acid))Corrosion<br />
リン酸腐食<br />
(Phosphoric Acid Corrosion)<br />
酸性水による腐食<br />
(Sour Water Corrosion)<br />
迷走電流腐食<br />
(Stray Current Corrosion)<br />
- 671 -<br />
API 571<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
API 571<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
API 571<br />
API 571<br />
API 571<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
API 571<br />
API 571<br />
API 571<br />
API 571<br />
ASM Handbook Vol.13 Corrosion
表Ⅱ.2.3-5 Damage Mechanism と参照文献(4/5)[9]<br />
No. Damage Mechanism Reference<br />
56 硫化(Sulfidation) API 571<br />
57<br />
溶接腐食(ウェルドディケイ)<br />
(Weld Decay)<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
アンモニア応力腐食割れ<br />
API 571<br />
58 (Ammonia Stress Corrosion<br />
Cracking)<br />
59 アミン割れ(Amine Cracking) API 571<br />
炭酸塩応力腐食割れ<br />
API 571<br />
60 (Carbonate Stress Corrosion<br />
Cracking)<br />
61<br />
塩化物応力腐食割れ<br />
(Chloride Stress Corrosion Cracking)<br />
API 571<br />
62<br />
水素誘起割れ<br />
(Hydrogen-Induced Crack)<br />
API 571<br />
63<br />
リン酸割れ<br />
(Phosphoric Acid Cracking)<br />
API 571<br />
64 鋭敏化(Sensitization)<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
65<br />
硫化物応力割れ<br />
(Sulfide-Stress Corrosion)<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
66 浸炭(Carburization) API 571<br />
67<br />
鋳物ポロシティ/ボイド<br />
(Casting Porosity/ Voids)<br />
68 低温割れ(Cold Cracking)<br />
69 高温割れ(Hot Cracking)<br />
70 融合不良(Lack-of- Fusion)<br />
71<br />
溶込み不良<br />
(Lack-of- Penetration)<br />
72 ポロシティ(Porosity)<br />
- 672 -<br />
- 672 -<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
ASM Handbook Vol.6 Welding, Brazing and<br />
Soldering<br />
ASM Handbook Vol.6 Welding, Brazing and<br />
Soldering<br />
ASM Handbook Vol.6 Welding, Brazing and<br />
Soldering
表Ⅱ.2.3-5 Damage Mechanism と参照文献(5/5)[9]<br />
No. Damage Mechanism Reference<br />
73<br />
溶接金属クレータ割れ<br />
(Weld Metal Crater Cracking)<br />
ASM Handbook Vol.6 Welding, Brazing and<br />
Soldering<br />
74<br />
溶接金属融合部の割れ<br />
(Weld Metal Fusion Line Cracking)<br />
ASM Handbook Vol.6 Welding, Brazing and<br />
Soldering<br />
溶接金属縦割れ<br />
ASM Handbook Vol.6 Welding, Brazing and<br />
75 (Weld Metal Longitudinal<br />
Cracking)<br />
Soldering<br />
76<br />
溶接金属ルート割れ<br />
(Weld Metal Root Cracking)<br />
ASM Handbook Vol.6 Welding, Brazing and<br />
Soldering<br />
77<br />
溶接金属止端部割れ<br />
(Weld Metal Toe Cracking)<br />
ASM Handbook Vol.6 Welding, Brazing and<br />
Soldering<br />
78<br />
溶接金属横割れ<br />
(Weld Metal Trasverse Cracking)<br />
ASM Handbook Vol.6 Welding, Brazing and<br />
Soldering<br />
79<br />
溶接金属下割れ<br />
(Weld Metal Underbead Cracking)<br />
ASM Handbook Vol.6 Welding, Brazing and<br />
Soldering<br />
80<br />
クリープ/応力破壊<br />
(Creep/ Stress Rupture)<br />
API 571<br />
81 疲労(Fatigue, Contact)<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
82 機械疲労(Fatigue, Mechanical) API 571<br />
83 熱疲労(Fatigue, Thermal)<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
84 振動疲労(Fatigue, Vibration) API 571<br />
85 高温強度低下(Hot Tensile)<br />
86 軟化(Softening(Over Aging))<br />
87<br />
炭化物の球状化<br />
(Speroidization)<br />
- 673 -<br />
- 673 -<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
ASM Handbook Vol.11 Failure Analysis &<br />
Prevention<br />
API 571
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI 構成に関する調査(1/10)[11]<br />
Subsection IWA 一般要求事項<br />
1000 範囲と責任<br />
1100 範囲<br />
1200 適用<br />
1300 原則<br />
1310 検査及び試験される機器<br />
1320 機器の分類<br />
1400 設置者の責任<br />
1500 接近性<br />
1600 参照する基準及び規格<br />
1700 標準単位<br />
2000 試験及び検査<br />
2100 一般<br />
2110 検査員の義務<br />
2120 公認検査機関、検査員及び監督者の資格<br />
2130 検査員のアクセス<br />
2200 試験方法<br />
2210 目視試験<br />
2211 VT-1 試験<br />
2212 VT-2 試験<br />
2213 VT-3 試験<br />
2214 欠番<br />
2215 レプリカ法<br />
2220 表面試験<br />
2221 磁粉探傷試験<br />
2222 浸透探傷試験<br />
2223 過流探傷試験<br />
2224 超音波探傷試験<br />
2230 体積試験<br />
2231 放射線透過試験<br />
2232 超音波探傷試験<br />
2233 過流探傷試験<br />
2234 アコースティックエミッション試験<br />
2240 代替試験<br />
- 674 -<br />
- 674 -
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI 構成に関する調査(2/10)[11]<br />
2300 非破壊試験員の資格<br />
2310 一般<br />
2311 文書化<br />
2312 ANSI/ASNT CP-189 に規定された NDE の方法<br />
2313 ANSI/ASNT CP-189 に規定されていない NDE の方法<br />
2314 検定及び再検定<br />
2315 蒸気発生器伝熱管の過流探傷試験を行う試験員への要求<br />
2316 VT-2 目視試験員の代替資格<br />
2317 VT-3 目視試験員の代替資格<br />
2320 資格試験<br />
2321 視覚試験<br />
2322 近傍資力チャートの要件<br />
2323 レベルⅢ試験員<br />
2330 レベルⅠの責任<br />
2340 レベルⅢの学歴<br />
2350 限定資格<br />
2360 レベルⅠ及びレベルⅡの訓練及び経験<br />
2370 レベルⅢの経験<br />
2380 NDE インストラクタ<br />
2400 検査プログラム<br />
2410 適用するコードの版と追補<br />
2420 検査計画及びスケジュール<br />
2421~2424 欠番<br />
2425 検査計画及びスケジュールの補助資料<br />
2430 検査間隔<br />
2431 検査プログラム A<br />
2432 検査プログラム B<br />
2440 コードケースの適用<br />
2441 Sec. XI のコードケース<br />
2442 廃番になった Sec. XI のコードケース<br />
2500 試験の範囲<br />
2600 溶接部の照合システム<br />
2610 一般<br />
2620 配管<br />
- 675 -<br />
- 675 -
2630 容器<br />
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI 構成に関する調査(3/10)[11]<br />
2640 他の機器<br />
2641 機器の参照個所の配置<br />
3000 試験結果の評価基準<br />
3100 評価<br />
3200 有効数字<br />
3300 欠陥の分類<br />
3310 表面の面状欠陥<br />
3320 内部の面状欠陥<br />
3330 複数の面状欠陥<br />
3340 非面状欠陥<br />
3350 平行な面状欠陥<br />
3360 ラミネーション欠陥<br />
3370 放射線透過試験<br />
3380 連続する複数欠陥<br />
3390 連続しない複数欠陥<br />
3400 表面試験又は体積試験で検出される線状欠陥<br />
4000 補修又は取替え<br />
4100 一般要求事項<br />
4110 範囲<br />
4120 適用性<br />
4130 代替要求事項<br />
4131 小物部品<br />
4131.1 適用性<br />
4131.2 要求事項<br />
4132 保管品からの部品の使用<br />
4133 配管圧力バウンダリへのメカニカルクランプ装置の使用<br />
4134 原子力発電所間の材料の購入、交換又は移動<br />
4140 責任<br />
4141 設置者の責任<br />
4142 補修又は取替え組織の品質保証プログラム<br />
4143 スタンプ<br />
4150 補修又は取替えのプログラムと計画<br />
4160 許容可能であることの実証<br />
- 676 -<br />
- 676 -
4170 検査<br />
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI 構成に関する調査(4/10)[11]<br />
4200 補修又は取替えの部品<br />
4210 一般要求事項<br />
4220 コードへの適用性<br />
4221 建設コード及び設置者の要求事項<br />
4222 コードの考慮と設置者の要求事項<br />
4223 機器の考慮<br />
4224 材料の考慮<br />
4224.1 建設コード発行版の後の材料<br />
4224.2 建設コード発行版の前の材料<br />
4224.3 異なる材料の使用<br />
4224.4 材料基準の代用<br />
4225 部品、付属物及び半組立品の考慮<br />
4226 設計要求事項の考慮<br />
4226.1 建設コード発行版の後の全設計要求事項<br />
4226.2 建設コード発行版の後の部分的設計要求事項<br />
4226.3 異なる建設コードの一部又は全部を用いた設計<br />
4230 ヘリカルコイル<br />
4300 設計<br />
4310 一般要求事項<br />
4311 材料、設計又は配置の変更<br />
4320 配管<br />
4321 クラス 1 機械的接合<br />
4330 リレーティング<br />
4331 一般要求事項<br />
4332 欠陥評価<br />
4333 試験<br />
4334 圧力試験の要求事項<br />
4340 制限による欠陥の緩和<br />
4400 溶接、ロウ付け、除去、製造及び据付<br />
4410 一般要求事項<br />
4411 溶接、ロウ付け、除去、製造及び据付<br />
4412 欠陥の除去<br />
4413 熱的方法による材料除去<br />
- 677 -<br />
- 677 -
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI 構成に関する調査(5/10)[11]<br />
4420 欠陥の除去の要求<br />
4421 一般要求事項<br />
4422 欠陥評価と試験<br />
4422.1 欠陥評価<br />
4422.2 非破壊試験<br />
4422.2.1 溶接又はロウ付けを用いない欠陥除去<br />
4422.2.2 欠陥除去後の溶接又はロウ付け<br />
4430 欠番<br />
4440 溶接と溶接士の資格<br />
4450 欠番<br />
4460 材料除去手法<br />
4461 熱的除去手法<br />
4461.1 P-No. 1<br />
4461.2 P-No. 3, 4, 5A, 5B, 5C, 6, 7, 9A, 9B, 9C, 10A, 10B, 10C, 10E~10K, 11A<br />
4461.3 P-No. 8, 43<br />
4461.4 機械的手法に対する代替<br />
4461.4.1 熱的材料除去手法の資格<br />
4461.4.2 熱的切断表面の評価<br />
4462 機械的欠陥除去手法<br />
4500 試験及び検査<br />
4510 一般要求事項<br />
4511 NDE 資格<br />
4520 試験<br />
4530 供用前検査<br />
4540 クラス 1、2 及び 3 の部品の耐圧試験<br />
4550 クラス MC 及びクラス CC の金属部分<br />
4600 代替溶接方法<br />
4610 テンパービート溶接の一般要求事項<br />
4611 欠陥除去<br />
4611.1 一般要求事項<br />
4611.2 欠陥除去後の試験<br />
4620 同種材料のテンパービート溶接<br />
4621 一般要求事項<br />
4622 溶接施工法<br />
- 678 -<br />
- 678 -
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI 構成に関する調査(6/10)[11]<br />
4623 溶接手法<br />
4623.1 被覆アーク溶接<br />
4623.2 ガスタングステンアーク溶接<br />
4624 試験<br />
4624.1 試験基準<br />
4624.2 受容基準<br />
4630 異材継手のテンパービート溶接<br />
4631 一般要求事項<br />
4632 溶接施工法<br />
4633 溶接手法<br />
4633.1 被覆アーク溶接<br />
4633.2 ガスタングステンアーク溶接<br />
4634 試験<br />
4634.1 試験要求<br />
4634.2 受容基準<br />
4640 クラッド<br />
4641 一般要求事項<br />
4642 溶接施工法<br />
4643 溶接手法<br />
4643.1 被覆アーク溶接<br />
4643.2 ガスタングステンアーク溶接<br />
4644 試験<br />
4644.1 試験要求<br />
4644.2 受容基準<br />
4650 バタービード-クラス MC 及びクラス CC の金属ライナーへのテンパービート溶接<br />
4651 一般要求事項<br />
4652 溶接施工法と溶接士の資格等<br />
4652.1 一般要求事項<br />
4652.2 溶接施工法<br />
4652.3 溶接士の資格<br />
4652.4 製品試験<br />
4653 溶接技術<br />
4654 試験<br />
4654.1 試験要求<br />
- 679 -<br />
- 679 -
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI 構成に関する調査(7/10)[11]<br />
4654.2 受容基準<br />
4655 溶接技術<br />
4660 水中溶接<br />
4661 範囲及び一般要求事項<br />
4662 乾式水中溶接の追加確認項目<br />
4662.1 溶接施工法<br />
4662.2 溶接士の資格<br />
4663 湿式水中溶接の追加確認項目<br />
4663.1 溶接施工法<br />
4663.2 溶接士の資格<br />
4664 溶加材の管理<br />
4665 シャルピーV ノッチ試験の要求事項<br />
4666 試験<br />
4665.1 表面試験<br />
4665.2 体積試験<br />
4700 熱交換器の伝熱管<br />
4710 施栓<br />
4711 爆着溶接<br />
4711.1 一般要求事項<br />
4711.2 溶接施工法と溶接士の資格等<br />
4711.2.1 溶接施工法<br />
4711.2.2 溶接士の資格<br />
4711.3 施栓手法の仕様<br />
4711.4 試験<br />
4712 融合溶接<br />
4712.1 材料の要求事項<br />
4712.2 溶接施工法と溶接士の資格等<br />
4712.3 施栓手法<br />
4712.4 試験<br />
4713 拡管による熱交換器伝熱管の施栓<br />
4713.1 一般要求事項<br />
4713.2 施栓手法の仕様<br />
4713.3 栓と施工法<br />
4713.4 施栓を行う人の資格<br />
- 680 -<br />
- 680 -
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI 構成に関する調査(8/10)[11]<br />
4713.5 記録<br />
4720 スリービング<br />
4721 一般要求事項<br />
4721.1 スリーブ<br />
4721.2 スリービング手法の仕様<br />
4721.3 施工法と人の資格等<br />
4721.3.1 スリービング手法施工法<br />
4721.3.2 スリービング行う人の資格<br />
4721.3.3 欠番<br />
4721.3.4 複数の手法によるスリービング<br />
4721.3.5 記録<br />
4722 爆着溶接<br />
4722.1 一般要求事項<br />
4722.2 溶接施工法と溶接士の資格等<br />
4722.2.1 溶接施工法<br />
4722.2.2 溶接士の資格<br />
4722.3 スリービング手法の仕様<br />
4722.4 試験<br />
4723 融合溶接<br />
4723.1 一般要求事項<br />
4723.1.1 溶接方法<br />
4723.2 溶接施工法と溶接士の資格等<br />
4723.2.1 溶接施工法<br />
4723.2.2 溶接士の資格<br />
4723.3 スリービング手法の仕様<br />
4723.4 試験<br />
4724 ロウ付け<br />
4724.1 一般要求事項<br />
4724.2 溶接施工法と溶接士の資格等<br />
4724.2.1 溶接施工法<br />
4724.2.2 溶接士の資格<br />
4724.3 スリービング手法の仕様<br />
4724.4 試験<br />
4725 拡管<br />
- 681 -<br />
- 681 -
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI 構成に関する調査(9/10)[11]<br />
4725.1 一般要求事項<br />
4725.2 溶接施工法と溶接士の資格等<br />
4725.2.1 溶接施工法<br />
4725.2.2 溶接士の資格<br />
4725.3 スリービング手法の仕様<br />
4725.4 試験<br />
5000 系統圧力試験<br />
5100 一般<br />
5110 定期的な系統圧力試験<br />
5200 系統試験の要求事項<br />
5210 試験<br />
5211 試験の内容<br />
5212 圧力と温度<br />
5213 保持時間<br />
5214 供用前試験<br />
5220 試験圧力バウンダリ<br />
5221 系統漏洩試験のバウンダリ<br />
5222 系統水圧試験のバウンダリ<br />
5230 欠番<br />
5240 目視試験<br />
5241 保温された機器及び保温されていない機器<br />
5242 保温された機器<br />
5243 漏洩収集システムのある機器<br />
5244 埋設機器<br />
5245 高温試験<br />
5250 是正措置<br />
5260 系統水圧試験用の計測機器<br />
5261 型式<br />
5262 精度<br />
5263 校正<br />
5264 レンジ<br />
5265 位置<br />
5300 試験記録<br />
6000 記録と報告<br />
- 682 -<br />
- 682 -
6100 範囲<br />
6200 要求事項<br />
表Ⅱ.2.3-6 ASME B&PV Code Sec. XI 構成に関する調査(10/10)[11]<br />
6210 設置者の責任<br />
6220 様式 NIS-1 で要求される試験の要約の準備<br />
6230 サマリーレポートの準備<br />
6240 サマリーレポートの提出<br />
6300 保管<br />
6310 記録の管理<br />
6320 複写、デジタル化及びマイクロフイルム<br />
6330 建設記録<br />
6340 供用期間中検査の記録<br />
6350 補修又は取替えの記録<br />
8000 欠番<br />
9000 用語<br />
- 683 -<br />
- 683 -
石油精製・石油化学プラントの設備で劣化損傷が予測可能な設備<br />
検査の実施、供用適性評価に必要なデータの取得<br />
供用適性評価<br />
水素侵食 クリープ き裂<br />
減 肉<br />
C-0.5 Mo<br />
以外の鋼<br />
C-0.5 Mo 鋼<br />
評価区分Ⅱ<br />
最小厚さ未満<br />
評価区分Ⅰ<br />
最小厚さ以上<br />
鋼種による選択<br />
HPIS Z 101<br />
規格による<br />
評価<br />
マスター線<br />
図による寿<br />
命消費率<br />
製作時の規格を<br />
適用<br />
事業者が選択<br />
- 684 -<br />
- 684 -<br />
ネルソン<br />
線図<br />
Pv パラメー<br />
タ法<br />
茨城県 FFS 規格<br />
p-M 法をベース<br />
API/ASME FFS-1<br />
局部減肉<br />
レベル 2 をベース<br />
余寿命算定 余寿命算定 余寿命算定 余寿命算定<br />
余寿命算定<br />
(実際の厚さ - 供用可能厚さ)/ 減肉進行速度<br />
設備の余寿命に応じて次回の検査時期を設定<br />
図Ⅱ.2.3-1 供用適性評価規格の適用フロー[1, 2]
日常点検<br />
計画的な検査<br />
異常があるか<br />
YES<br />
臨時検査、評価のための検査<br />
評価、補修<br />
図Ⅱ.2.3-2 容器・配管の腐食及び疲労割れに関する検査・評価・補修指針の全体フロー[3]<br />
- 685 -<br />
- 685 -<br />
NO<br />
維持管理計画の見直し<br />
再発防止対策
計画的な検査<br />
腐食の検出及び詳細検査<br />
更新、補修、環境遮<br />
断等を実施するか<br />
YES<br />
更新計画等に基づき<br />
次回の検査時期を決定<br />
更新、補修、環境遮断等<br />
の実施<br />
NO<br />
NO<br />
余寿命が可能か<br />
YES<br />
残存厚さが必要最小<br />
厚さ以上か<br />
YES<br />
余肉の計算<br />
腐食速度の決定<br />
余寿命評価(Ⅰ)<br />
評価結果が適用でき<br />
るか<br />
YES<br />
図Ⅱ.2.3-3 腐食の評価フロー[3]<br />
- 686 -<br />
NO<br />
YES<br />
溶接補修、更新等を<br />
行うか<br />
評価結果が適用でき<br />
るか<br />
評価終了<br />
(余寿命評価結果に基づき次回の検査時期を決定)<br />
- 686 -<br />
NO<br />
環境遮断等の実施<br />
NO<br />
次回検査時期の設定<br />
将来腐れ代(FCA)の決定<br />
余寿命評価(Ⅱ)<br />
YES<br />
NO
計画的な検査<br />
疲労割れの検出<br />
更新、溶接補修等を<br />
実施するか<br />
YES<br />
補修方法等により<br />
次回の検査時期を決定<br />
YES<br />
更新、補修、環境遮断等<br />
の実施<br />
NO<br />
YES<br />
疲労割れを除去<br />
するか<br />
YES<br />
疲労割れの除去を実施<br />
残存厚さが必要最小<br />
厚さ以上か<br />
NO<br />
更新、溶接補修等を<br />
実施するか<br />
NO<br />
耐圧性能の評価<br />
NO<br />
耐圧性能があるか<br />
YES<br />
疲労破壊評価による<br />
次回検査時期の算出<br />
図Ⅱ.2.3-4 疲労割れの評価フロー[3]<br />
- 687 -<br />
NO<br />
余寿命評価が可能か<br />
評価結果が適用でき<br />
るか<br />
評価終了<br />
(評価結果より次回の検査時期を決定)<br />
- 687 -<br />
環境遮断等の実施<br />
YES<br />
次回検査時期の設定<br />
疲労割れ進展量の評価<br />
疲労割れ余寿命評価<br />
YES<br />
NO<br />
NO
継続使用<br />
YES<br />
クラス 1 機器(容器、管)の供用期間中検査<br />
評価不要欠陥寸法の基準を満足するか<br />
欠陥進展評価<br />
破壊評価<br />
NO<br />
許容基準を満足するか<br />
YES<br />
評価期間中の継続使用<br />
図Ⅱ.2.3-5 クラス 1 機器(容器、管)の評価フロー[4]<br />
- 688 -<br />
- 688 -<br />
NO<br />
補修・取替え
指針の策定<br />
(1) 組織の責任と権限の明確化<br />
(2) 指針の策定<br />
(3) 指針策定に係る稼動の記録<br />
配管減肉管理の実施<br />
(1) 組織の責任と権限の明確化<br />
(2) 指針に定めたプロセスの実施<br />
(3) 教育・訓練の実施<br />
(4) 文書の承認・レビュー<br />
(5) 配管減肉管理の活動の記録<br />
指針の検証と改善<br />
工学的知見に基づく指針の検証と改善<br />
指針が満足すべき要件<br />
(1) 指針の適用設備<br />
(2) 指針が対象とする配管減肉事象<br />
(3) 配管減肉管理に係る文章及び記録<br />
(4) 配管減肉管理のプロセス<br />
図Ⅱ.2.3-6 配管減肉管理に関するフロー[5, 6]<br />
- 689 -<br />
- 689 -
締め付け方向<br />
Group 1 → Group 7 → Group 4 → Group 10 → Group 2 → Group 8<br />
→ Group 5 → Group 11 → Group 3 → Group 9 → Group 6<br />
→ Group 12<br />
表Ⅱ.2.3-7 PCC-1 の対角締め付け方向の例[7]<br />
- 690 -<br />
- 690 -<br />
Group Bolts<br />
1 1-2-3-4<br />
2 5-6-7-8<br />
3 9-10-11-12<br />
4 13-14-15-16<br />
5 17-18-19-20<br />
6 21-22-23-24<br />
7 25-26-27-28<br />
8 29-30-32-32<br />
9 33-34-35-36<br />
10 37-38-39-40<br />
11 41-42-43-44<br />
12 45-46-47-48
損傷の種類<br />
機械的ダメージ<br />
クリープダメージ<br />
火炎ダメージ<br />
割れ状の欠陥<br />
コロージョン/<br />
エロージョン<br />
脆性破壊<br />
Part 5<br />
Assessment of<br />
Localized<br />
Metal Loss<br />
Part 10<br />
Assessment of<br />
Creep<br />
Damage<br />
Part 11<br />
Assessment of<br />
Fire Damage<br />
Part 9<br />
Assessment of<br />
Crack-Like<br />
Flaws<br />
Part 4<br />
Assessment of<br />
General Metal<br />
Loss<br />
Part 3<br />
Brittle Fracture<br />
Assessment<br />
Part 4<br />
Assessment of<br />
General Metal<br />
Loss<br />
Part 8<br />
Assessment of<br />
Weld<br />
Misalingiment and<br />
Shell Distortins<br />
Part 5<br />
Assessment of<br />
Localized<br />
Metal Loss<br />
Part 9<br />
Assessment of<br />
Crack-Like<br />
Flaws<br />
Part 5<br />
Assessment of<br />
Localized<br />
Metal Loss<br />
Part 9<br />
Assessment of<br />
Crack-Like<br />
Flaws<br />
Part 6<br />
Assessment of<br />
Pitting<br />
Damage<br />
- 691 -<br />
- 691 -<br />
Part 8<br />
Assessment of<br />
Weld<br />
Misalingiment and<br />
Shell Distortins<br />
Part 7<br />
Assessment of<br />
Blisters<br />
Part 12<br />
Assessment of<br />
Dents, Gouges, and<br />
Dent Gouges<br />
Conbinations<br />
Part 9<br />
Assessment of<br />
Crack-Like<br />
Flaws<br />
Part 13<br />
Assessment of<br />
Laminations<br />
Part 10<br />
Assessment of<br />
Creep<br />
Damage<br />
図Ⅱ.2.3-8 FFS の各ダメージメカニズムとパート[10]
Design of<br />
New Structures<br />
Flaw<br />
Information<br />
Application Areas of FITNET FFS Procedure<br />
Fabrication<br />
Support<br />
- 692 -<br />
In-Service<br />
Assessment<br />
Information Required for Assessment(Inputs)〔Sec. 5〕<br />
Fracture<br />
〔Sec. 6〕<br />
Stresses<br />
Assessment Modules<br />
Fatigue<br />
〔Sec. 7〕<br />
Creep<br />
〔Sec. 8〕<br />
Failure<br />
Analysis<br />
Material<br />
Properties<br />
Corrosion<br />
〔Sec. 9〕<br />
Assessment and Reporting of Results(Output)〔Sec. 10〕<br />
Alternative Approaches and Specific Applications〔Sec. 11〕<br />
(LBB, Local Approach, Crack Arrest, Mixed-Mode, Bi-Material etc. )<br />
Compendia<br />
(K-Solutions etc.)<br />
Additional Information〔Sec. 12〕<br />
Validation and<br />
Case Studies<br />
図Ⅱ.2.3-9 FITNET FFS に関する総合的なフロー[12]<br />
- 692 -
User knowledge Data quality Assessment aim<br />
Type of data Type of<br />
toughness data<br />
Characteristic<br />
flaw size<br />
Allowance for mismatch?<br />
Select level<br />
Analysis<br />
- 693 -<br />
Data distribution<br />
Acceptability Critical<br />
Safety margin Probabilistic<br />
parameter<br />
analysis<br />
No further action<br />
required: report<br />
results<br />
Select approach<br />
Partial safety factors if appropriate<br />
Yes No<br />
Satisfactory outcome?<br />
Refine data<br />
inputs, move to<br />
higher analysis<br />
option, re-rate* or<br />
concede failure<br />
図Ⅱ.2.3-10 脆性破壊モデルのフローチャート[12]<br />
- 693 -<br />
Primary &<br />
secondary stress<br />
* Re-rate could mean raising the<br />
NDE, reducing pressure etc.
No<br />
Detected or postulated<br />
defect?<br />
Yes<br />
FITNET damage<br />
analysis(FDA) Flaw characterized as<br />
planar<br />
No<br />
Yes<br />
Nominal stress<br />
approach?<br />
No<br />
Structural notch stress<br />
approach?<br />
No<br />
FITNET Fatigue module<br />
Yes<br />
Yes<br />
Nominal stress<br />
fatigue analysis<br />
Structural notch<br />
stress fatigue<br />
analysis<br />
Nonlinear, local<br />
stress-strain<br />
analysis<br />
図Ⅱ.2.3-11 疲労モデルのフローチャート[12]<br />
- 694 -<br />
- 694 -<br />
Fatigue crack<br />
growth(FCC)<br />
analysis<br />
Assessment of<br />
nonplanar flaws<br />
Fatigue life<br />
estimate
Yes<br />
Yes<br />
Yes<br />
Establish cause of cracking.<br />
Characterize initial defect<br />
Is there evidence of stress corrosion<br />
cracking, environmentally assisted<br />
cracking or bulk creep damage?<br />
No<br />
Define plant history and future<br />
operational requirements: steady<br />
service loads, temperatures; other<br />
loadings; life to date t0; future life<br />
required, ts<br />
Collect materials date<br />
Perform basic stress analysis<br />
Calculate margin against<br />
time-independent fracture for initial<br />
defect size<br />
Margin acceptable<br />
Yes<br />
Is creep or fatigue significant?<br />
Yes<br />
Perform defect assessment flowchart<br />
of Fig. 8.2 or 8.3<br />
Perform sensitivity studies<br />
Are margins satisfactory?<br />
No<br />
Can more precise calculations<br />
be performed?<br />
No<br />
Can more precise materials<br />
data beobtained?<br />
No<br />
Can service parameters be<br />
defined more accurately?<br />
- 695 -<br />
No<br />
No<br />
Yes<br />
No<br />
Yes<br />
図Ⅱ.2.3-12 クリープモデルのフローチャート[12]<br />
- 695 -<br />
Special considerations<br />
Take remedial action<br />
Future service acceptable<br />
Future service acceptable<br />
for time, ts<br />
Report results<br />
Take remedial action
Calculate critical flaw size<br />
Determine crack growth rate<br />
Calculate time to failure<br />
Determine inspection interval<br />
Flaw size<br />
tolerable?<br />
No<br />
Flaw not tolerable, Take<br />
remedial action<br />
Start EAC procedure<br />
Determine operating conditions<br />
and loading conditions<br />
Establish cause of cracking<br />
Determine flaw dimensions<br />
Determine material tensile,<br />
growth rate, toughness<br />
properties<br />
Determine stress distribution at<br />
flaw location<br />
Determine stress intensity<br />
Yes<br />
factor KI<br />
No Yes<br />
KI < KISCC?<br />
- 696 -<br />
Flaw tolerable till next<br />
inspection interval<br />
図Ⅱ.2.3-13 環境助長割れモデルのフローチャート[12]<br />
- 696 -
Yes<br />
Continue operation at<br />
current operating pressure<br />
Check for possible<br />
interactions between flaws<br />
Analyses flaws as a colony of<br />
interacting flaws<br />
Are failure pressures<br />
acceptable?<br />
No<br />
Start<br />
Analyses all corrosion<br />
damage sites as isolated<br />
flaws<br />
- 697 -<br />
No interaction<br />
Revise safe working<br />
pressure or reassess using<br />
finite element analysis or<br />
full scale testing<br />
図Ⅱ.2.3-14 局部減肉領域モデルのフローチャート[12]<br />
- 697 -
3. 国際規格等調査<br />
「1. 高温・高圧条件下における新技術、新材料等に関する調査」及び「2. 規格<br />
基準に関する調査」に反映するため、国際規格等について調査した。次に調査した<br />
主要な国際規格を示す。<br />
① ASME B&PV Code SecⅠ, Sec.Ⅱ, Sec.Ⅲ, Sec.Ⅷ, PCC<br />
② ASME B31.1<br />
③ API 571, 579<br />
④ EN 12952, 13445<br />
関連する規格等の作成・改訂に係る情報を入手し、本調査の成果に反映するため、<br />
本年度は、表Ⅱ.3-1 の ASME 委員会等に出席した。<br />
出席した ASME 委員会等<br />
表Ⅱ.3-1 出席した ASME 委員会等<br />
期 間 場 所 備 考<br />
ASME Pressure Vessels &<br />
Piping Conference<br />
平成 21 年 7 月 27 日<br />
~7 月 30 日<br />
Prague, Czech 添付資料 1<br />
平成 21 年 5 月 10 日 San Diego, CA,<br />
~5 月 14 日<br />
USA.<br />
平成 21 年 8 月 9 日 Memphis, TN,<br />
ASME Boiler & Pressure Vessel<br />
Standards Committee<br />
~8 月 13 日<br />
平成 21 年 11 月 1 日<br />
USA.<br />
St. Louis, MO,<br />
添付資料 2<br />
~11 月 5 日<br />
USA.<br />
平成 22 年 1 月 31 日 Atlanta, GA,<br />
~2 月 4 日<br />
USA.<br />
平成 21 年 9 月 21 日 Portland, ME,<br />
ASME B31 Code for Pressure<br />
Piping Standards Committee<br />
~9 月 25 日<br />
平成 22 年 1 月 25 日<br />
USA.<br />
Newport Beach, CA,<br />
添付資料 3<br />
~1 月 27 日<br />
USA.<br />
EPRI Welding and Fabrication<br />
Technology for New Power<br />
Plants<br />
平成 21 年 6 月 22 日<br />
~6 月 24 日<br />
Fort Myers, FL,<br />
USA.<br />
添付資料 4<br />
EPRI International Conference<br />
on Weldments<br />
平成 21 年 6 月 24 日<br />
~6 月 26 日<br />
Fort Myers, FL,<br />
USA.<br />
添付資料 5<br />
ASME/API Joint Committee on<br />
Fitness for Service<br />
平成 21 年 11 月 6 日<br />
St. Louis, MO,<br />
USA.<br />
添付資料 6<br />
- 698 -<br />
- 698 -
Ⅲ.おわりに<br />
平成21 年度は、本調査の第 4 年目として、3 年間の調査結果を踏まえ、高効率化<br />
のために高温・高圧条件下で使用される新材料の特性や、新技術に関する調査を行<br />
い、保安確保の観点から設備機器に考慮すべき損傷モード、損傷防止の規準等につ<br />
いて検討した。これらの検討を踏まえ、設備機器に対する性能要求及び仕様要求の<br />
調査を行ない、当初予定の計画を達成した。<br />
- 699 -<br />
- 699 -