9•2010
9•2010
9•2010

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Таблица 1. Химический состав исследованных сталей<br />
нию выделяющихся частиц, эффективность дисперсионного<br />
твердения снижается, но при этом повышается<br />
пластичность. Следует также учитывать возможность<br />
довыделения частиц в процессе отжига до определенных<br />
температур, а также растворения их (особенно<br />
при их малых размерах) в процессе отжига при более<br />
высоких температурах.<br />
При пониженных температурах смотки в твердом<br />
растворе сохраняются микролегирующие добавки, и в<br />
процессе последующего отжига выделяются еще более<br />
мелкодисперсные частицы, не растворяющиеся при<br />
более высоких температурах отжига. Очевидно, что<br />
возможность выделения и растворения таких частиц<br />
связана со многими факторами, в том числе с кинетикой<br />
процесса, что может затруднить достижение стабильного<br />
комплекса свойств.<br />
Частицы, выделяющиеся на разных этапах технологии,<br />
имеют различную морфологию и оказывают<br />
различное влияние на конечный комплекс свойств.<br />
Влияние химического состава и основных технологических<br />
параметров на формирование структуры и<br />
свойств горячеоцинкованного проката из микролегированных<br />
сталей изучали на опытных образцах из сталей<br />
различных систем легирования. Их химический<br />
состав (табл. 1) выбирали на основе анализа мирового<br />
опыта производства холоднокатаного горячеоцинкованного<br />
проката из микролегированных сталей с пределом<br />
текучести 300–450 МПа.<br />
Выбранные варианты химического состава различаются<br />
содержанием углерода, марганца и ниобия. Состав<br />
варианта 1 отличается более высоким содержанием<br />
углерода и ниобия. Варианты 2 и 3 при одинаковом<br />
содержании ниобия и близком содержании углерода<br />
имеют различное содержание марганца. Вариант 4 содержит<br />
наименьшее количество микролегирующих<br />
добавок и предназначен для получения проката более<br />
низкого класса прочности при высоком относительном<br />
удлинении. Содержание остальных элементов в<br />
рассматриваемых сталях примерно одинаково.<br />
При выборе системы легирования и технологических<br />
параметров очень важную роль играют процессы<br />
формирования и выделения основных избыточных<br />
фаз, влияющих на конечный комплекс свойств [3, 4].<br />
В связи с этим для более обоснованного анализа результатов<br />
эксперимента были проведены термодинамические<br />
расчеты равновесных долей основных избыточных<br />
фаз, присутствующих в виде выделений в<br />
исследованных сталях. Расчеты проводили по оригинальной,<br />
разработанной во ФГУП «ЦНИИчермет им.<br />
И.П.Бардина» методике термодинамического анализа<br />
НАУК А ТЕХНИК А ПРОИЗВОДС ТВО<br />
Вариант<br />
Содержание элементов, мас. %<br />
состава C Si Mn P S Al N Nb Ti<br />
1 0,09<br />
0,65<br />
0,06<br />
2<br />
3<br />
0,07<br />
0,06<br />
>0,2<br />
0,85<br />
0,75<br />
>0,01 >0,15 0,04 >0,008<br />
0,04<br />
0,04<br />
>0,002<br />
4 0,07 0,35 0,02<br />
температурных зависимостей равновесных долей фаз<br />
в сталях [5].<br />
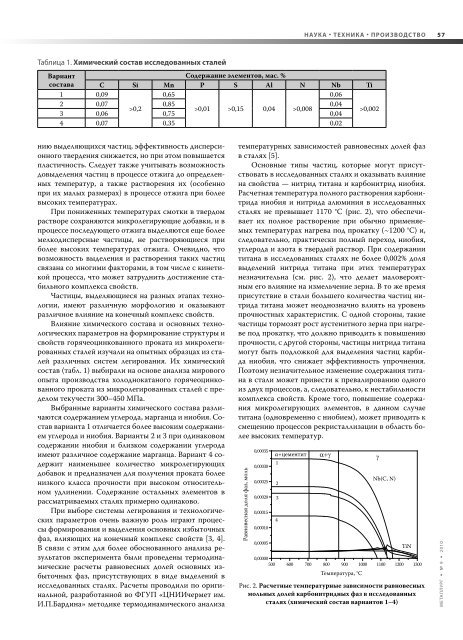
Основные типы частиц, которые могут присутствовать<br />
в исследованных сталях и оказывать влияние<br />
на свойства — нитрид титана и карбонитрид ниобия.<br />
Расчетная температура полного растворения карбонитрида<br />
ниобия и нитрида алюминия в исследованных<br />
сталях не превышает 1170 °С (рис. 2), что обеспечивает<br />
их полное растворение при обычно применяемых<br />
температурах нагрева под прокатку (~1200 °С) и,<br />
следовательно, практически полный переход ниобия,<br />
углерода и азота в твердый раствор. При содержании<br />
титана в исследованных сталях не более 0,002% доля<br />
выделений нитрида титана при этих температурах<br />
незначительна (см. рис. 2), что делает маловероятным<br />
его влияние на измельчение зерна. В то же время<br />
присутствие в стали большего количества частиц нитрида<br />
титана может неоднозначно влиять на уровень<br />
прочностных характеристик. С одной стороны, такие<br />
частицы тормозят рост аустенитного зерна при нагреве<br />
под прокатку, что должно приводить к повышению<br />
прочности, с другой стороны, частицы нитрида титана<br />
могут быть подложкой для выделения частиц карбида<br />
ниобия, что снижает эффективность упрочнения.<br />
Поэтому незначительное изменение содержания титана<br />
в стали может привести к превалированию одного<br />
из двух процессов, а, следовательно, к нестабильности<br />
комплекса свойств. Кроме того, повышение содержания<br />
микролегирующих элементов, в данном случае<br />
титана (одновременно с ниобием), может приводить к<br />
смещению процессов рекристаллизации в область более<br />
высоких температур.<br />
Равновесная доля фаз, моль<br />
0,00035<br />
0,00030<br />
0,00025<br />
0,00020<br />
0,00015<br />
0,00010<br />
0,00005<br />
α+цементит<br />
1<br />
2<br />
3<br />
4<br />
α+γ γ<br />
Nb(C, N)<br />
TiN<br />
0,00000<br />
500 600 700 800 900 1000 1100 1200 1300<br />
Температура, °С<br />
Рис. 2. Расчетные температурные зависимости равновесных<br />
мольных долей карбонитридных фаз в исследованных<br />
сталях (химический состав вариантов 1–4)<br />
5 7<br />
МЕТА ЛЛУРГ • № 9 • 2010