9•2010
9•2010
9•2010

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
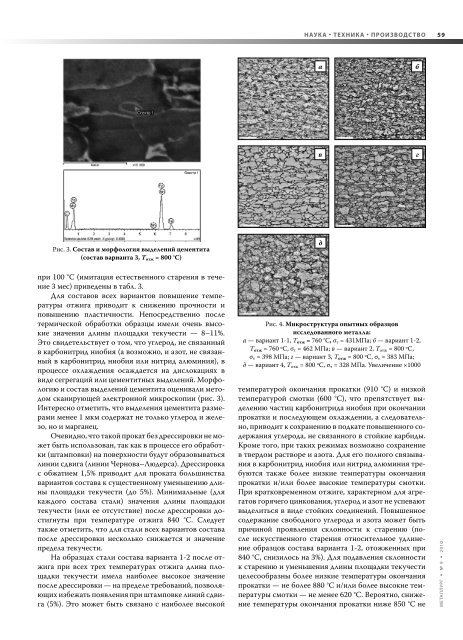
Рис. 3. Состав и морфология выделений цементита<br />
(состав варианта 3, Тотж = 800 °С)<br />
при 100 °С (имитация естественного старения в течение<br />
3 мес) приведены в табл. 3.<br />
Для составов всех вариантов повышение температуры<br />
отжига приводит к снижению прочности и<br />
повышению пластичности. Непосредственно после<br />
термической обработки образцы имели очень высокие<br />
значения длины площадки текучести — 8–11%.<br />
Это свидетельствует о том, что углерод, не связанный<br />
в карбонитрид ниобия (а возможно, и азот, не связанный<br />
в карбонитрид ниобия или нитрид алюминия), в<br />
процессе охлаждения осаждается на дислокациях в<br />
виде сегрегаций или цементитных выделений. Морфологию<br />
и состав выделений цементита оценивали методом<br />
сканирующей электронной микроскопии (рис. 3).<br />
Интересно отметить, что выделения цементита размерами<br />
менее 1 мкм содержат не только углерод и железо,<br />
но и марганец.<br />
Очевидно, что такой прокат без дрессировки не может<br />
быть использован, так как в процессе его обработки<br />
(штамповки) на поверхности будут образовываться<br />
линии сдвига (линии Чернова–Людерса). Дрессировка<br />
с обжатием 1,5% приводит для проката большинства<br />
вариантов состава к существенному уменьшению длины<br />
площадки текучести (до 5%). Минимальные (для<br />
каждого состава стали) значения длины площадки<br />
текучести (или ее отсутствие) после дрессировки достигнуты<br />
при температуре отжига 840 °С. Следует<br />
также отметить, что для стали всех вариантов состава<br />
после дрессировки несколько снижается и значение<br />
предела текучести.<br />
На образцах стали состава варианта 1-2 после отжига<br />
при всех трех температурах отжига длина площадки<br />
текучести имела наиболее высокое значение<br />
после дрессировки — на пределе требований, позволяющих<br />
избежать появления при штамповке линий сдвига<br />
(5%). Это может быть связано с наиболее высокой<br />
НАУК А ТЕХНИК А ПРОИЗВОДС ТВО<br />
а<br />
в<br />
д<br />
Рис. 4. Микроструктура опытных образцов<br />
исследованного металла:<br />
а — вариант 1-1, Тотж = 760 °С, σт = 431МПа; б — вариант 1-2,<br />
Тотж = 760 ºС, σт = 462 МПа; в — вариант 2, Тотж = 800 ºС,<br />
σт = 398 МПа; г — вариант 3, Тотж = 800 ºС, σт = 383 МПа;<br />
д — вариант 4, Тотж = 800 ºС, σт = 328 МПа. Увеличение ×1000<br />
температурой окончания прокатки (910 °С) и низкой<br />
температурой смотки (600 °С), что препятствует выделению<br />
частиц карбонитрида ниобия при окончании<br />
прокатки и последующем охлаждении, а следовательно,<br />
приводит к сохранению в подкате повышенного содержания<br />
углерода, не связанного в стойкие карбиды.<br />
Кроме того, при таких режимах возможно сохранение<br />
в твердом растворе и азота. Для его полного связывания<br />
в карбонитрид ниобия или нитрид алюминия требуются<br />
также более низкие температуры окончания<br />
прокатки и/или более высокие температуры смотки.<br />
При кратковременном отжиге, характерном для агрегатов<br />
горячего цинкования, углерод и азот не успевают<br />
выделиться в виде стойких соединений. Повышенное<br />
содержание свободного углерода и азота может быть<br />
причиной проявления склонности к старению (после<br />
искусственного старения относительное удлинение<br />
образцов состава варианта 1-2, отожженных при<br />
840 °С, снизилось на 3%). Для подавления склонности<br />
к старению и уменьшения длины площадки текучести<br />
целесообразны более низкие температуры окончания<br />
прокатки — не более 880 °С и/или более высокие температуры<br />
смотки — не менее 620 °С. Вероятно, снижение<br />
температуры окончания прокатки ниже 850 °С не<br />
б<br />
г<br />
5 9<br />
МЕТА ЛЛУРГ • № 9 • 2010