

CNC PILOT 620 ru - heidenhain
CNC PILOT 620 ru - heidenhain
CNC PILOT 620 ru - heidenhain

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
4.5 Циклы прорезки<br />
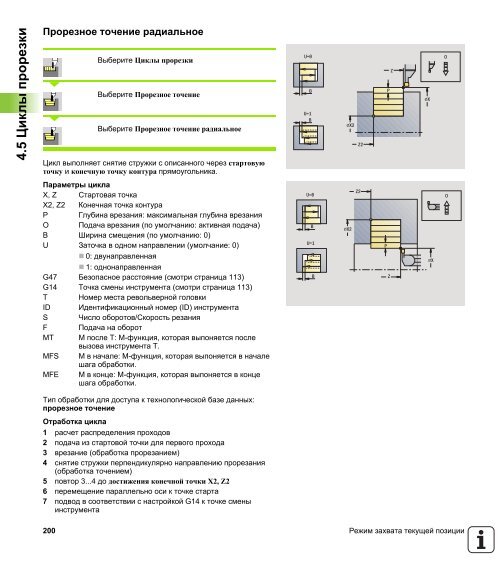
Прорезное точение радиальное<br />
Выберите Циклы прорезки<br />
Выберите Прорезное точение<br />
Выберите Прорезное точение радиальное<br />
Цикл выполняет снятие стружки с описанного через стартовую<br />
точку и конечную точку контура прямоугольника.<br />
Параметры цикла<br />
X, Z Стартовая точка<br />
X2, Z2 Конечная точка контура<br />
P Глубина врезания: максимальная глубина врезания<br />
O Подача врезания (по умолчанию: активная подача)<br />
B Ширина смещения (по умолчанию: 0)<br />
U Заточка в одном направлении (умолчание: 0)<br />
0: двунаправленная<br />
1: однонаправленная<br />
G47 Безопасное расстояние (смотри страница 113)<br />
G14 Точка смены инструмента (смотри страница 113)<br />
T Номер места револьверной головки<br />
ID Идентификационный номер (ID) инструмента<br />
S Число оборотов/Скорость резания<br />
F Подача на оборот<br />
MT M после T: М-функция, которая выпоняется после<br />
вызова инструмента Т.<br />
MFS М в начале: М-функция, которая выпоняется в начале<br />
шага обработки.<br />
MFE М в конце: М-функция, которая выпоняется в конце<br />
шага обработки.<br />
Тип обработки для доступа к технологической базе данных:<br />
прорезное точение<br />
Отработка цикла<br />
1 расчет распределения проходов<br />
2 подача из стартовой точки для первого прохода<br />
3 врезание (обработка прорезанием)<br />
4 снятие стружки перпендикулярно направлению прорезания<br />
(обработка точением)<br />
5 повтор 3...4 до достижения конечной точки Х2, Z2<br />
6 перемещение параллельно оси к точке старта<br />
7 подвод в соответствии с настройкой G14 к точке смены<br />
инструмента<br />
200 Режим захвата текущей позиции














