

CNC PILOT 620 ru - heidenhain
CNC PILOT 620 ru - heidenhain
CNC PILOT 620 ru - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
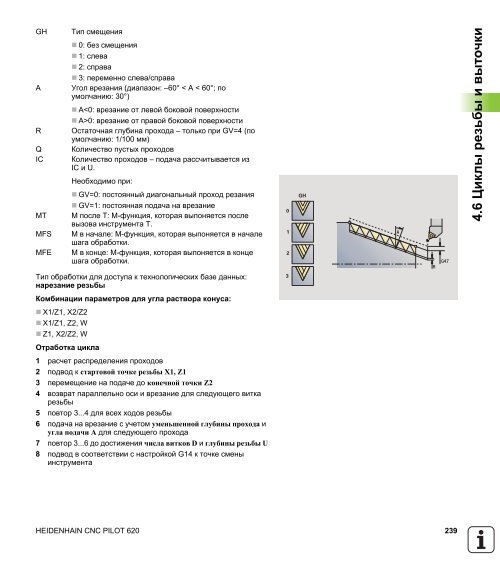
GH Тип смещения<br />
0: без смещения<br />
1: слева<br />
2: справа<br />
3: переменно слева/справа<br />
A Угол врезания (диапазон: –60° < A < 60°; по<br />
умолчанию: 30°)<br />
A0: врезание от правой боковой поверхности<br />
R Остаточная глубина прохода – только при GV=4 (по<br />
умолчанию: 1/100 мм)<br />
Q Количество пустых проходов<br />
IC Количество проходов – подача рассчитывается из<br />
IC и U.<br />
Необходимо при:<br />
GV=0: постоянный диагональный проход резания<br />
GV=1: постоянная подача на врезание<br />
MT M после T: М-функция, которая выпоняется после<br />
вызова инструмента Т.<br />
MFS М в начале: М-функция, которая выпоняется в начале<br />
шага обработки.<br />
MFE М в конце: М-функция, которая выпоняется в конце<br />
шага обработки.<br />
Тип обработки для доступа к технологических базе данных:<br />
нарезание резьбы<br />
Комбинации параметров для угла раствора конуса:<br />
X1/Z1, X2/Z2<br />
X1/Z1, Z2, W<br />
Z1, X2/Z2, W<br />
Отработка цикла<br />
1 расчет распределения проходов<br />
2 подвод к стартовой точке резьбы Х1, Z1<br />
3 перемещение на подаче до конечной точки Z2<br />
4 возврат параллельно оси и врезание для следующего витка<br />
резьбы<br />
5 повтор 3...4 для всех ходов резьбы<br />
6 подача на врезание с учетом уменьшенной глубины прохода и<br />
угла подачи A для следующего прохода<br />
7 повтор 3...6 до достижения числа витков D и глубины резьбы U<br />
8 подвод в соответствии с настройкой G14 к точке смены<br />
инструмента<br />
HEIDENHAIN <strong>CNC</strong> <strong>PILOT</strong> <strong>620</strong> 239<br />
4.6 Циклы резьбы и выточки














