

CNC PILOT 620 ru - heidenhain
CNC PILOT 620 ru - heidenhain
CNC PILOT 620 ru - heidenhain

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
4.5 Циклы прорезки<br />
Выточка формы H<br />
Выберите Циклы прорезки<br />
Выберите Выточку формы H<br />
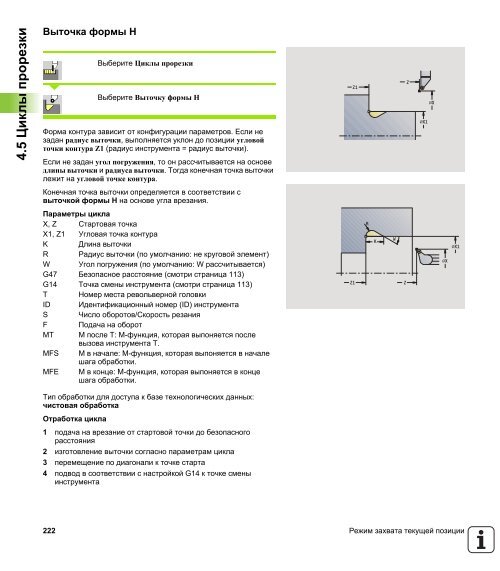
Форма контура зависит от конфигурации параметров. Если не<br />
задан радиус выточки, выполняется уклон до позиции угловой<br />
точки контура Z1 (радиус инструмента = радиус выточки).<br />
Если не задан угол погружения, то он рассчитывается на основе<br />
длины выточки и радиуса выточки. Тогда конечная точка выточки<br />
лежит на угловой точке контура.<br />
Конечная точка выточки определяется в соответствии с<br />
выточкой формы Н на основе угла врезания.<br />
Параметры цикла<br />
X, Z Стартовая точка<br />
X1, Z1 Угловая точка контура<br />
K Длина выточки<br />
R Радиус выточки (по умолчанию: не круговой элемент)<br />
W Угол погружения (по умолчанию: W рассчитывается)<br />
G47 Безопасное расстояние (смотри страница 113)<br />
G14 Точка смены инструмента (смотри страница 113)<br />
T Номер места револьверной головки<br />
ID Идентификационный номер (ID) инструмента<br />
S Число оборотов/Скорость резания<br />
F Подача на оборот<br />
MT M после T: М-функция, которая выпоняется после<br />
вызова инструмента Т.<br />
MFS М в начале: М-функция, которая выпоняется в начале<br />
шага обработки.<br />
MFE М в конце: М-функция, которая выпоняется в конце<br />
шага обработки.<br />
Тип обработки для доступа к базе технологических данных:<br />
чистовая обработка<br />
Отработка цикла<br />
1 подача на врезание от стартовой точки до безопасного<br />
расстояния<br />
2 изготовление выточки согласно параметрам цикла<br />
3 перемещение по диагонали к точке старта<br />
4 подвод в соответствии с настройкой G14 к точке смены<br />
инструмента<br />
222 Режим захвата текущей позиции














