
You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
4. na sličan način dovodimo vrh senzora i dodirujemo drugu nepomičnu čeljust škripca<br />
po osi Y i upisujemo koordinatu u registar <strong>za</strong> nul točku G54 (Workoffset)<br />
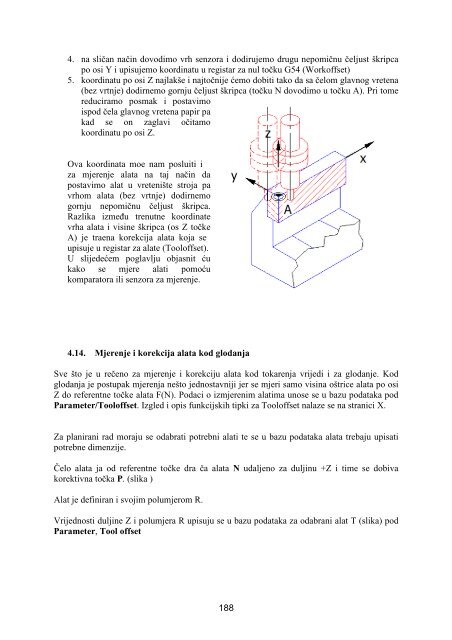
5. koordinatu po osi Z najlakše i najtočnije ćemo dobiti tako da sa čelom glavnog vretena<br />
(bez vrtnje) dodirnemo gornju čeljust škripca (točku N dovodimo u točku A). Pri tome<br />
reduciramo posmak i postavimo<br />
ispod čela glavnog vretena papir pa<br />
kad se on <strong>za</strong>glavi očitamo<br />
koordinatu po osi Z.<br />
Ova koordinata moe nam posluiti i<br />
<strong>za</strong> mjerenje alata na taj način da<br />
postavimo alat u vretenište stroja pa<br />
vrhom alata (bez vrtnje) dodirnemo<br />
gornju nepomičnu čeljust škripca.<br />
Razlika izmeñu trenutne koordinate<br />
vrha alata i visine škripca (os Z točke<br />
A) je traena korekcija alata koja se<br />
upisuje u registar <strong>za</strong> alate (Tooloffset).<br />
U slijedećem poglavlju objasnit ću<br />
kako se mjere alati pomoću<br />
komparatora ili senzora <strong>za</strong> mjerenje.<br />
4.14. Mjerenje i korekcija alata kod glodanja<br />
Sve što je u rečeno <strong>za</strong> mjerenje i korekciju alata kod tokarenja vrijedi i <strong>za</strong> glodanje. Kod<br />
glodanja je postupak mjerenja nešto jednostavniji jer se mjeri samo visina oštrice alata po osi<br />
Z do referentne točke alata F(N). Podaci o izmjerenim alatima unose se u bazu podataka pod<br />
Parameter/Tooloffset. Izgled i opis funkcijskih tipki <strong>za</strong> Tooloffset nalaze se na stranici X.<br />
Za planirani rad moraju se odabrati potrebni alati te se u bazu podataka alata trebaju upisati<br />
potrebne dimenzije.<br />
Čelo alata ja od referentne točke dra ča alata N udaljeno <strong>za</strong> duljinu +Z i time se dobiva<br />
korektivna točka P. (slika )<br />
Alat je definiran i svojim polumjerom R.<br />
Vrijednosti duljine Z i polumjera R upisuju se u bazu podataka <strong>za</strong> odabrani alat T (slika) pod<br />
Parameter, Tool offset<br />
188