
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Cuts<br />
Noncuts<br />
Operation<br />
No. Of threads<br />
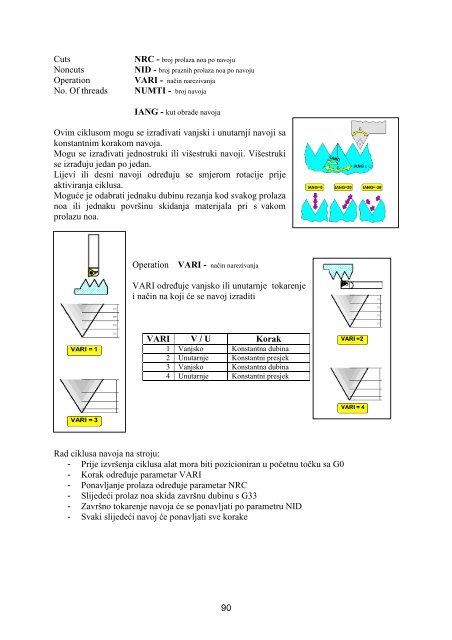
NRC - broj prola<strong>za</strong> noa po navoju<br />
NID - broj praznih prola<strong>za</strong> noa po navoju<br />
VARI - način narezivanja<br />
NUMTI - broj navoja<br />
IANG - kut obrade navoja<br />
Ovim ciklusom mogu se izrañivati vanjski i unutarnji navoji sa<br />
konstantnim korakom navoja.<br />
Mogu se izrañivati jednostruki ili višestruki navoji. Višestruki<br />
se izrañuju jedan po jedan.<br />
Lijevi ili desni navoji odreñuju se smjerom rotacije prije<br />
aktiviranja ciklusa.<br />
Moguće je odabrati jednaku dubinu re<strong>za</strong>nja kod svakog prola<strong>za</strong><br />
noa ili jednaku površinu skidanja materijala pri s vakom<br />
prolazu noa.<br />
Operation VARI - način narezivanja<br />
VARI odreñuje vanjsko ili unutarnje tokarenje<br />
i način na koji će se navoj izraditi<br />
VARI V / U Korak<br />
1 Vanjsko Konstantna dubina<br />
2 Unutarnje Konstantni presjek<br />
3 Vanjsko Konstantna dubina<br />
4 Unutarnje Konstantni presjek<br />
Rad ciklusa navoja na stroju:<br />
- Prije izvršenja ciklusa alat mora biti pozicioniran u početnu točku sa G0<br />
- Korak odreñuje parametar VARI<br />
- Ponavljanje prola<strong>za</strong> odreñuje parametar NRC<br />
- Slijedeći prolaz noa skida <strong>za</strong>vršnu dubinu s G33<br />
- Završno tokarenje navoja će se ponavljati po parametru NID<br />
- Svaki slijedeći navoj će ponavljati sve korake<br />
90