
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
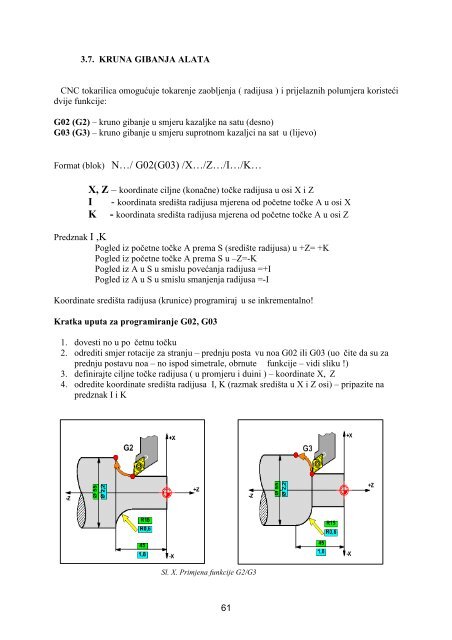
3.7. KRUNA GIBANJA ALATA<br />
<strong>CNC</strong> tokarilica omogućuje tokarenje <strong>za</strong>obljenja ( radijusa ) i prijelaznih polumjera koristeći<br />
dvije funkcije:<br />
G02 (G2) – kruno gibanje u smjeru ka<strong>za</strong>ljke na satu (desno)<br />
G03 (G3) – kruno gibanje u smjeru suprotnom ka<strong>za</strong>ljci na sat u (lijevo)<br />
Format (blok) N…/ G02(G03) /X…/Z…/I…/K…<br />
X, Z – koordinate ciljne (konačne) točke radijusa u osi X i Z<br />
I<br />
K<br />
- koordinata središta radijusa mjerena od početne točke A u osi X<br />
- koordinata središta radijusa mjerena od početne točke A u osi Z<br />
Predznak I ,K<br />
Pogled iz početne točke A prema S (središte radijusa) u +Z= +K<br />
Pogled iz početne točke A prema S u –Z=-K<br />
Pogled iz A u S u smislu povećanja radijusa =+I<br />
Pogled iz A u S u smislu smanjenja radijusa =-I<br />
Koordinate središta radijusa (krunice) programiraj u se inkrementalno!<br />
Kratka uputa <strong>za</strong> programiranje G02, G03<br />
1. dovesti no u po četnu točku<br />
2. odrediti smjer rotacije <strong>za</strong> stranju – prednju posta vu noa G02 ili G03 (uo čite da su <strong>za</strong><br />
prednju postavu noa – no ispod simetrale, obrnute funkcije – vidi sliku !)<br />
3. definirajte ciljne točke radijusa ( u promjeru i duini ) – koordinate X, Z<br />
4. odredite koordinate središta radijusa I, K (razmak središta u X i Z osi) – pripazite na<br />
predznak I i K<br />
Sl. X. Primjena funkcije G2/G3<br />
61