- Page 1 and 2:
ZDRAVKO BLAEVI Ć 1
- Page 3 and 4:
SADRAJ 1. OSNOVE PROGRAMIRANJA 1.1.
- Page 5 and 6:
3.12.1.8. vjeba 6. Tokarenje navoja
- Page 7 and 8:
5.12. Primjer izrade tehničke doku
- Page 9 and 10:
Osnova je numeričkog upravljanja,
- Page 11 and 12: 1.2. SHEMATSKI PRIKAZ PROGRAMIRANJA
- Page 13 and 14: 1.4. REFERENTNE TOČKE STROJA Kod p
- Page 15 and 16: Sl.11. Koord. sustav za TURN 55 Sl.
- Page 17 and 18: 1.7. POMAK NUL TOČKE Kod EMCO toka
- Page 19 and 20: 1.8.1. Alati za tokarenje za škols
- Page 21 and 22: 1.8.3. Primjeri primjene alata za t
- Page 23 and 24: Zabušivač,HSS ø6,8 mm A8, HSS, D
- Page 25 and 26: 2. UPRAVLJAČKA JEDINICA STROJA I P
- Page 27 and 28: Ručno pokretanje alata po osima (m
- Page 29 and 30: 2.4. PC tipkovnica NC stroja Osim t
- Page 31 and 32: 2.6. Radna područja Sinumerik 810D
- Page 33 and 34: Popis izbornika Machine JOG Izborni
- Page 35 and 36: 2.7. Radno područje Parameter U ra
- Page 37 and 38: Otvara se novi prozorčić (slika)
- Page 39 and 40: Feedrate DRY prazni hod Ovaj posma
- Page 41 and 42: Active progr. WO aktivna nul točk
- Page 43 and 44: 2.8.1. Workpieces - direktorij izr
- Page 45 and 46: 2.8.2. Part programs - prozor za p
- Page 47 and 48: 2.9. Radno područje SERVICES Ovo r
- Page 49 and 50: 3. PROGRAMIRANJE CNC TOKARILICE U o
- Page 51 and 52: 3.2. Odreñivanje reima rada 1. brz
- Page 53 and 54: Pravila po kojim se pišu programsk
- Page 55 and 56: Cycle 93 Cycle 94 Cycle 95 Cycle 96
- Page 57 and 58: Naredbe: G1 X… Y… CHF… G1 X
- Page 59 and 60: 7. u daljnjim blokovima čeono toka
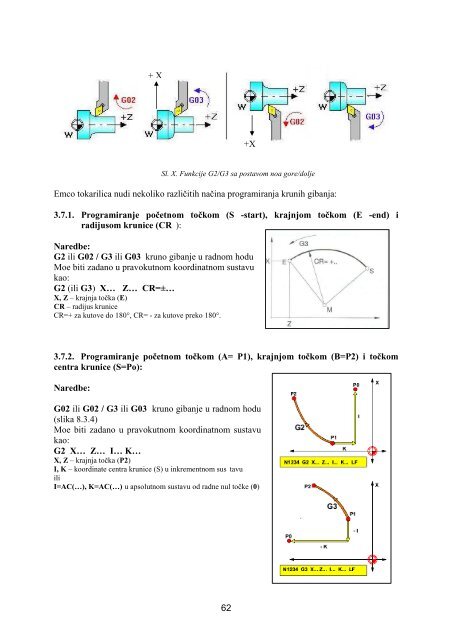
- Page 61: 3.7. KRUNA GIBANJA ALATA CNC tokari
- Page 65 and 66: 3.7.6. vjeba 2. - Izrada programa z
- Page 67 and 68: 3.8. KOMPENZACIJA ( KOREKCIJA) POLU
- Page 69 and 70: 3.8.1. vjeba 3. Izrada programa za
- Page 71 and 72: 3.9. TOKARENJE NAVOJA (NAREZIVANJE,
- Page 73 and 74: 3.10.2. G25, G26 - odreñivanje pod
- Page 75 and 76: 3.11. OKVIRI ( OBLICI ) - FRAMES Ok
- Page 77 and 78: Standardni ciklusi su: Ciklusi za t
- Page 79 and 80: 3.12.1.2. vjeba 4. Izrada programa
- Page 81 and 82: Primjer ispunjene tablice je prikaz
- Page 83 and 84: 3.12.1.4. Ciklus za podrezivanje ko
- Page 85 and 86: Feed roughing FF3 - posmak završne
- Page 87 and 88: Primjer simulacije na slici 3.12.1.
- Page 89 and 90: 3.12.1.6. External Thread tokarenj
- Page 91 and 92: No. Of threads NUMTI - broj navoja
- Page 93 and 94: Niz navoja počinje uvijek s cilind
- Page 95 and 96: Vjeba 6. Vanjski navoj Red. br. Fun
- Page 97 and 98: Izgled simulacije za vanjski navoj
- Page 99 and 100: 3.12.2.2. Center Drilling - Ciklus
- Page 101 and 102: Grafički prikaz svih parametara ak
- Page 103 and 104: Dir. of rot. SDAC - smjer vratila p
- Page 105 and 106: Ispunjena tablica je prikazana na s
- Page 107 and 108: Simulacija u 3D kreće aktiviranjem
- Page 109 and 110: • Z - udaljenost nul točke izrat
- Page 111 and 112: • Poništavanje simulacija NC pro
- Page 113 and 114:
3.15.1. Vj.7. Izrada potprograma Za
- Page 115 and 116:
Odreñivanje početne točke (Start
- Page 117 and 118:
Kosa crta - Straight any - Odabirom
- Page 119 and 120:
3.17. Korekcije alata / Mjerenje al
- Page 121 and 122:
3.17.2.1. Metoda dodira (Stratch me
- Page 123 and 124:
6. zarotiramo revolversku glavu i n
- Page 125 and 126:
4. PROGRAMIRANJE CNC GLODALICE Prog
- Page 127 and 128:
4.2. 1. Popis glavnih funkcija - G
- Page 129 and 130:
4.3. Linearna gibanja G0 i G01 G0 i
- Page 131 and 132:
Rješenje: Iz analize tehničkog cr
- Page 133 and 134:
Vjeba 1. Linearna gibanja - Ispis p
- Page 135 and 136:
3. Programiranje s početnom točko
- Page 137 and 138:
Rješenje: Operacijski list Red. br
- Page 139 and 140:
4.5. Simulacija izrade Slično kao
- Page 141 and 142:
4.6. Kratki pregled nekih naredbi 4
- Page 143 and 144:
4.6.7. G33 - narezivanje navoja Nar
- Page 145 and 146:
4.6.11. NORM / KONT - prilaenje i o
- Page 147 and 148:
Vjeba 3. Korekcija polumjerom alata
- Page 149 and 150:
4.7.4. MIRROR - AMIRROR - programir
- Page 151 and 152:
4.8.1.2. CYCLE 82 - Ciklus za buše
- Page 153 and 154:
Primjer ciklusa i izgleda simulacij
- Page 155 and 156:
3. Boring 3 - bušenje ciklus 87 Iz
- Page 157 and 158:
Kod programiranja reda rupa koristi
- Page 159 and 160:
Operacijski list Red. broj 10. 20.
- Page 161 and 162:
4.9. Ciklusi za glodanje Ciklusi za
- Page 163 and 164:
4.9.2. Contour milling - glodanje p
- Page 165 and 166:
4.9.3. Rectangular pocket - pravoku
- Page 167 and 168:
4.9.5. Milling pattern - šablone g
- Page 169 and 170:
4.9.5.2. Circumferential slots - ut
- Page 171 and 172:
4.9.5.3. Elongated hole - produljen
- Page 173 and 174:
Referent point Referent point Angle
- Page 175 and 176:
Rectract plane RTP - povratna povr
- Page 177 and 178:
4.10.3. Thread milling glodanje na
- Page 179 and 180:
- za 4 paralelna utora koristimo fu
- Page 181 and 182:
Uputa: - prvo izraditi 2 slova M du
- Page 183 and 184:
Vjeba 6. Izrada potprograma - Ispis
- Page 185 and 186:
Vertikalnim funkcijskim tipkama odr
- Page 187 and 188:
4.13. Odreñivanje nul točke (W) k
- Page 189 and 190:
Smjer duine korekcije L1 Smjer kore
- Page 191 and 192:
14.15. Testiranje stroja - DRY RUN
- Page 193 and 194:
5.1. Pronalaenje broja okretaja PRI
- Page 195 and 196:
5.3. Odreñivanje broja okretaja ko
- Page 197 and 198:
5.5. Odreñivanje posmaka kod buše
- Page 199 and 200:
5.7. Tablice reima rada kod glodanj
- Page 201 and 202:
5.8. Tablica standardnih metričkih
- Page 203 and 204:
CNC-PRIMJERI TEHNIČKA ŠKOLA VIROV
- Page 205 and 206:
CNC-PRIMJERI Naziv izratka: CNC PRO
- Page 207 and 208:
5.10.2. Operacijski list - prvo ste
- Page 209 and 210:
5.10.4. CNC program za prvo stezanj
- Page 211 and 212:
5.10.6. Plan stezanja II i plan ala
- Page 213 and 214:
213
- Page 215 and 216:
5.11.2. Operacijski list - redoslij
- Page 217 and 218:
5.11.4. Plan alata T1 - glodalo za
- Page 219 and 220:
5.11.5. CNC program - ispis program
- Page 221 and 222:
Zaključak U ovom kratkom tečaju i