
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
3.5. POZICIONIRANJE BRZIM HODOM I LINEARNO GIBANJE RADNIM<br />
POSMAKOM<br />
G 00 (G0) X…Z…<br />
G 01 (G1) X…Z…F…<br />
-gibanje brzim hodom<br />
- linearno gibanje radnim hodom<br />
Pozicioniranje brzim hodom jest gibanje brzinom brzog hoda iz trenutnog polo aja alata u<br />
poloaj definiran koordinatama X, Z. Brzina brzog h oda definirana je samim strojem i iznosi<br />
npr. 2000 mm/min .<br />
Takav način pozicioniranja upotrebljava se <strong>za</strong> brzi prilaz nekoj točki radi smanjenja ukupnog<br />
vremena izrade. G00 funkcija moe se koristiti samo kad se odmičemo ili primičemo<br />
predmetu obrade izvan konture predmeta , dakle u pozitivnoj osi X i Z.<br />
Linearno gibanje radnim posmakom odreñuje gibanje vrha oštrice alata najkraćim putem<br />
iz trenutnog u novi poloaj <strong>za</strong>dan koordinatama X,Z. Brzina radnog hoda ili kako se često<br />
kae posmi čna brzina, <strong>za</strong>dana je funkcijom F . Podaci <strong>za</strong> izbor posmične brzine nalaze se u<br />
odgovarajućim priručnicima – tablicama a ovise o materijalu obrade, materijalu alata, kvaliteti<br />
obrañene površine i dr.<br />
G01 funkcija je najčešća funkcija gibanja alata i s njom se mogu izvoditi razne operacije kao<br />
npr.<br />
- uzduno tokarenje - vanjsko i unutrašnje<br />
- poprečno (čeono ) tokarenje - vanjsko i unutrašnje<br />
- tokarenje konusa<br />
- konturno ( <strong>za</strong>vršno ) tokarenje<br />
25<br />
5<br />
30<br />
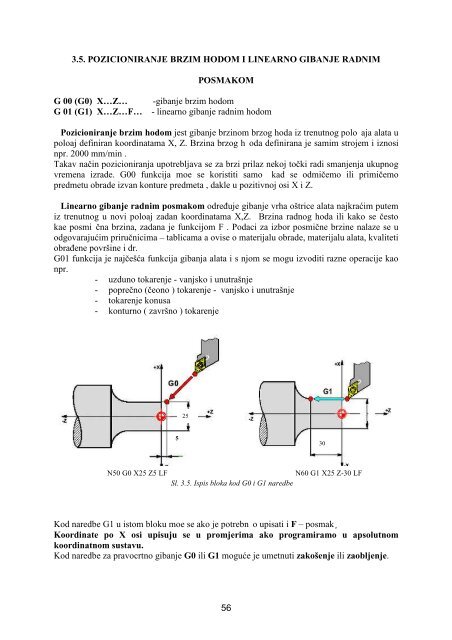
N50 G0 X25 Z5 LF<br />
N60 G1 X25 Z-30 LF<br />
Sl. 3.5. Ispis bloka kod G0 i G1 naredbe<br />
Kod naredbe G1 u istom bloku moe se ako je potrebn o upisati i F – posmak¸<br />
Koordinate po X osi upisuju se u promjerima ako programiramo u apsolutnom<br />
koordinatnom sustavu.<br />
Kod naredbe <strong>za</strong> pravocrtno gibanje G0 ili G1 moguće je umetnuti <strong>za</strong>košenje ili <strong>za</strong>obljenje.<br />
56