Fortschritte bei pulvermetallurgisch hergestellten - Vacuumschmelze
Fortschritte bei pulvermetallurgisch hergestellten - Vacuumschmelze
Fortschritte bei pulvermetallurgisch hergestellten - Vacuumschmelze

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
<strong>Fortschritte</strong> <strong>bei</strong> <strong>pulvermetallurgisch</strong> <strong>hergestellten</strong> Neodym-Eisen-<br />
Bor Magneten<br />
Werner Rodewald, Matthias Katter, Georg Werner Reppel<br />
1. Anwendungen und Weltmarkt von Nd-Fe-B Magnetwerkstoffen<br />
Magnetwerkstoffe haben als Funktionswerkstoffe in zahlreichen Einsatzgebieten<br />
Anwendungen gefunden. Die Kommunikationstechnik, die vielfältigen Steuerund<br />
Regelverfahren, die verschiedenen Antriebe, die Meßtechnik bis hin zur<br />
medizinischen Diagnostik sind ohne Magnetwerkstoffe kaum denkbar. Die<br />
anisotropen Nd-Fe-B Magnete zeichnen sich durch sehr hohe Energiedichten<br />
zwischen 200 und 420 kJ/m³ (25 und 53 MGOe) aus. Diese Magnetwerkstoffe<br />
ermöglichen zahlreiche innovative Anwendungen, z. B. den Bau von Mikro-<br />
Motoren mit einem winzigen Durchmesser von 1,9 mm und einer Leistung von<br />
60 mW bis zu Großmaschinen mit einem Durchmesser von 3 m und einer<br />
Leistung von 5 MW für Schiffsantriebe, von kleinen Positioniersystemen für die<br />
Schreib- und Leseköpfe in Festplatten von Computern, von Magnetsystemen für<br />
MRI Tomographen oder für Spektrometer.<br />
Im Jahr 2000 sind weltweit etwa 5,5 Millionen t Magnetwerkstoffe hergestellt<br />
worden, mit einem Umsatzwert von rund 11 Milliarden US $. Mehr als 88 % der<br />
Produktionsmenge entfallen auf die kristallinen weichmagnetischen Werkstoffe,<br />
die 40 % des Umsatzes ausmachen. Auf die Dauermagnetwerkstoffe, wie die<br />
Hartferrite, die Selten Erd (SE) Magnete und Alnico entfallen knapp 10 % der<br />
Produktionsmenge. Der Rest sind weichmagnetische Pulverkerne. Beim Umsatz<br />
haben die modernen SE Magnete mit ca. 20 % den Umsatz der Hartferrite mit<br />
22,9 % nahezu erreicht [1, 2].<br />
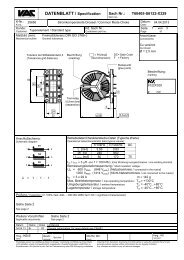
In Bild 1 ist die Entwicklung der Produktionsmengen von gesinterten Nd-Fe-B<br />
Magneten in den Wirtschaftsräumen Japan, V. R. China, USA und EU in den<br />
letzten 10 Jahren zusammengestellt [2]. Im Jahr 1990 sind in Japan rund 800 t<br />
Nd-Fe-B Magnete hergestellt worden, während in der EU, den USA und in der V.<br />
R. China zwischen 20 und 40 t Nd-Fe-B Magnete gesintert wurden. Insbesonders<br />
in der V. R. China ist die Produktion erheblich gesteigert worden, so daß im<br />
letzten Jahr in Japan und in der V. R. China jeweils ca. 6500 t Nd-Fe-B Magnete<br />
hergestellt wurden, während in den USA und in Europa die Produktionsmengen<br />
nur auf rund 1000 t angewachsen sind. Noch gibt es teilweise große<br />
Qualitätsunterschiede zwischen Magneten von chinesischen und von westlichen<br />
Produzenten, was ein wesentlicher Wettbewerbsvorteil ist, den es durch<br />
verstärkte Entwicklungsar<strong>bei</strong>ten zu erhalten gilt.<br />
1
7000<br />
6000<br />
5000<br />
4000<br />
3000<br />
2000<br />
1000<br />
0<br />
1990 1991 1992<br />
1993<br />
Year<br />
Bild 1: Produktionsmengen von gesinterten Nd-Fe-B Magneten in den<br />
Wirtschaftsräumen Japan, V. R. China, den USA und Europa von 1990<br />
bis 2000 nach Daten von Y. Luo [1].<br />
2. Herstellung von anisotropen SE Dauermagnetwerkstoffen<br />
1994<br />
1995<br />
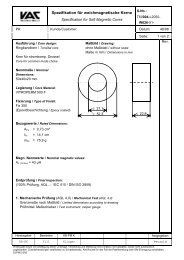
Die Selten Erd-Übergangsmetall (SE-TM) Legierungen sind sehr reaktiv und<br />
oxidationsempfindlich und müssen in Vakuum-Induktionsöfen erschmolzen<br />
werden. Die Abgußblöcke erstarren in einem polykristallinen Gefüge.<br />
Demzufolge sind die magnetischen Momente, die durch kristallelektrische Felder<br />
parallel zu einer Kristallachse ausgerichtet sind, isotrop im Raum verteilt, s.<br />
Bild 2. Zur Herstellung anisotroper Magnete wird die Pulvermetallurgie<br />
angewandt. Die grobkristallinen Legierungen werden unter Schutzgas in<br />
mehreren Prozeßschritten gebrochen oder durch Wasserstoffversprödung [3, 4]<br />
zerkleinert und anschließend in Fließbett-Gegenstrahlmühlen zu einem feinen<br />
Legierungspulver gemahlen. Ziel ist die Herstellung von Legierungspulvern, die<br />
nur aus Bruchstücken einzelner Kristalle bestehen. Solche Legierungspulver<br />
haben mittlere Teilchengrößen zwischen 3 und 5 µm und lassen sich gut in einem<br />
Magnetfeld ausrichten. Die parallele Ausrichtung der magnetischen Momente<br />
wird durch verschiedene Preßverfahren fixiert.<br />
2.1. Isostatisch gepreßte Blöcke<br />
Durch das kalt-isostatische Pressen (CIP: cold isostatic pressing) können<br />
hochremanente Magnetblöcke (HR Qualitäten) hergestellt werden. Beim<br />
isostatischen Pressen werden die ausgerichteten Pulverteilchen von allen Seiten<br />
nahezu gleichmäßig verdichtet. Dadurch bleibt die gute Ausrichtung der<br />
Pulverteilchen erhalten und nach dem Sintern entstehen große Blöcke, aus denen<br />
1996<br />
1997<br />
1998<br />
1999<br />
2000<br />
EU<br />
USA<br />
Japan<br />
V.R.China<br />
2
T<br />
P<br />
P<br />
P<br />
P<br />
isostatisch<br />
pressen<br />
t<br />
Erschmelzen im<br />
Vakuum-<br />
Induktionsofen<br />
Brechen<br />
Mahlen<br />
Ausrichten<br />
Pressen<br />
Sintern /Tempern<br />
Bear<strong>bei</strong>ten/<br />
Oberflächenbehandlung<br />
Magnetisieren<br />
Formteil<br />
pressen<br />
Bild 2: Pulvermetallurgische Herstellung von anisotropen Selten Erd (SE)<br />
Dauermagneten aus erschmolzenen Legierungen.<br />
H<br />
H<br />
3
die Magnete durch Trennschleifen herausgear<strong>bei</strong>tet werden, s. Bild 2, linke Seite.<br />
Nach dem isostatischen Pressen werden die Grünlinge durch Sintern auf >98 %<br />
der theoretischen Dichte verdichtet und die magnetischen Eigenschaften durch<br />
eine Wärmebehandlung optimiert. Abschließend werden die Magnete<br />
entsprechend den Anforderungen geschliffen und falls erforderlich beschichtet,<br />
um sie vor Korrosion zu schützen.<br />
Die besten Magnete aus isostatisch gepreßten Blöcken erreichen <strong>bei</strong><br />
Raumtemperatur eine Remanenz von 1,47 T und eine Koerzitivfeldstärke von<br />
12 kOe (9,6 kA/cm), s. Bild 3. Die maximale Energiedichte solcher Magnete<br />
beträgt 53 MGOe (420 kJ/m³), was derzeit die höchste maximale Energiedichte<br />
von kommerziellen Magneten ist. Bei erhöhten Temperaturen nimmt die<br />
Koerzitivfeldstärke HcJ ab, was die maximale Einsatztemperatur dieser<br />
hochremanenten Magnetwerkstoffe auf etwa 60 °C <strong>bei</strong> einer Ar<strong>bei</strong>tsgeraden<br />
B/µoH = -2 begrenzt.<br />
B/µo . H<br />
-0,5<br />
-1,0 -1,5 -2,0 -4,0<br />
-20 -16 -12 -8 -4 0<br />
kOe<br />
kA/m -1400<br />
-1000<br />
20°C 60°C<br />
Bild 3: Entmagnetisierungskurven J(H) und B(H) von isostatisch gepreßten,<br />
hochremanenten Nd-Fe-B Magnetblöcken der Magnetsorte<br />
VACODYM 722 HR �*) <strong>bei</strong> verschiedenen Temperaturen. Die Magnete<br />
erreichen eine maximale Energiedichte von 53 MGOe (420 kJ/m³).<br />
80°C<br />
100°C<br />
120°C<br />
-600 -200<br />
Magnetfeldstärke H<br />
� Eingetragenes Warenzeichen der VACUUMSCHMELZE GmbH & Co. KG, *) Lizenzgeber Sumitomo Special Metals Corp.<br />
0<br />
T kG<br />
1,6<br />
1,2<br />
0,8<br />
0,4<br />
0,0<br />
-0,4<br />
-0,8<br />
16<br />
8<br />
4<br />
0<br />
-4<br />
-8<br />
4
2.2 Formteil-Pressen im Axialfeld<br />
Da die SE-TM Legierungen hart und teilweise spröde sind, ist die Fertigung von<br />
Formteilen zeit- und kostenintensiv. Wirtschaftlicher ist die Fertigung von<br />
Formteilen in einem axialen Magnetfeld. Dazu werden die Legierungspulver in<br />
die Matrize eines Preßwerkzeuges eingefüllt, mit einem Magnetfeld parallel zur<br />
Preßrichtung ausgerichtet und durch die Preßstempel verdichtet. Da die<br />
Verdichtung im wesentlichen uniaxial erfolgt, wird die Ausrichtung der<br />
Pulverteilchen stärker gestört als <strong>bei</strong>m isostatischen Pressen. Demzufolge ist die<br />
Remanenz im Axialfeld gepreßter Formteile im Mittel 6 bis 8 % niedriger als die<br />
Remanenz isostatisch gepreßter Magnete, s. Bild 2, rechte Seite. Nach dem<br />
Pressen werden die Grünlinge gesintert und getempert.<br />
Durch Axialfeldpressen werden vor allem Magnete für Antriebe produziert. In<br />
Servomotoren werden Betriebstemperaturen bis zu 150 °C erreicht. Für diese<br />
Anwendungen sind hochkoerzitive Magnete mit einer Remanenz von 1.08 T und<br />
einer Koerzitivfeldstärke von 36 kOe (28,6 kA/cm) entwickelt worden, s. Bild 4.<br />
Bei 150 °C haben solche Magnete noch Koerzitivfeldstärken HcJ von 15 kOe<br />
(12 kA/cm), so daß diese Magnete auch durch hohe Gegenfelder weder<br />
entmagnetisiert noch geschwächt werden können. Maximale Einsatztemperaturen<br />
bis zu 220 °C sind möglich.<br />
B/µo . H<br />
-0,5<br />
20°C<br />
-1,0 -1,5 -2,0 -4,0<br />
120°C 150°C 180°C 210°C<br />
-20 kOe -16 -12 -8 -4 0<br />
kA/m -1400<br />
-1000<br />
-600 -200 0<br />
Magnetfeldstärke H<br />
240°C<br />
T kG<br />
Bild 4: Entmagnetisierungskurven J(H) und B(H) von axialfeld-gepreßten<br />
hochkoerzitiven Nd-Dy-Fe-B Magnet-Formteilen der Magnetsorte<br />
VACODYM 688 AP <strong>bei</strong> verschiedenen Temperaturen. Die Magnete<br />
haben eine maximale Energiedichte von 28 MGOe (225 kJ/m³).<br />
1,6<br />
1,2<br />
0,8<br />
0,4<br />
0,0<br />
-0,4<br />
-0,8<br />
16<br />
4<br />
8<br />
0<br />
-4<br />
-8<br />
5
2.3 Formteil-Pressen im Transversalfeld<br />
Eine Verbesserung der Remanenz von werkszeuggepreßten Formteilen mit<br />
näherungsweisen Endabmessungen kann durch Pressen in transversalen<br />
Magnetfeldern, dem Transversalfeld- bzw. Querfeldpressen (TP), erreicht<br />
werden. In dem Magnetfeld ordnen sich die Pulverteilchen zu Fäden an, die quer<br />
zur Vorzugsrichtung verdichtet werden, s. Bild 2, rechte Seite. Die Remanenz<br />
querfeldgepreßter Magnete ist im Durchschnitt 2 % niedriger als die Remanenz<br />
isostatisch gepreßter Blöcke. Im Transveralfeld gepreßte Nd-Fe-B Magnete<br />
erreichen Remanenzen zwischen 1,14 und 1,43 T, Koerzitivfeldstärken HcJ<br />
zwischen 36 kOe (28,6 kA/cm) und 12 kOe (9,6 kA/cm) und maximale<br />
Energiedichten von 32 MGOe (250 kJ/m³) und 50 MGOe (400 kJ/m³).<br />
Einschränkungen ergeben sich dadurch, daß nicht alle Formteilgeometrien durch<br />
Transversalfeldpressen hergestellt werden können. Teilweise ist eine<br />
Nachbear<strong>bei</strong>tung der Magnetkonturen durch Schleifen oder das Aufschneiden<br />
von Blöcken zur Fertigung dünner Magnetplatten erforderlich.<br />
2.4 Isostatisches Pressen in elastischen Formen<br />
Ein neues Preßverfahren zur Fertigung von Formteilen mit näherungsweisen<br />
Endabmessungen und guter Ausrichtung der Pulverteilchen ist von M. Sagawa<br />
für Nd-Fe-B Magnete entwickelt worden: das isostatische Pressen in elastischen<br />
Formen oder Rubber Isostatic Pressing (RIP) [5]. Das Legierungspulver wird in<br />
eine elastische Preßform, die in eine Stützform eingesetzt ist, gefüllt, s. Bild 5.<br />
Nach dem Schließen der Preßform werden die Pulverteilchen durch<br />
Magnetfeldpulse von 30 kOe (24 kA/cm) ausgerichtet. Die Ausrichtung kann<br />
durch mehrere Gleichfeldpulse verbessert werden. Noch wirksamer sind<br />
Wechselfeldpulse mit abklingender Feldstärkenamplitude. Durch die<br />
Wechselfeldpulse wird vermutlich die Reibung zwischen den Pulverteilchen<br />
besser überwunden, so daß eine sehr gute Ausrichtung der Pulverteilchen erreicht<br />
wird. Nach dem Ausrichten der Pulverteilchen wird der Preßling durch die<br />
axialen Preßstempel verdichtet. Die elastische Preßform verteilt jedoch <strong>bei</strong><br />
geeigneter Abmessung die Preßkräfte nahezu gleichmäßig auf den Preßling, so<br />
daß eine isostatische Verdichtung erfolgt, s. Bild 5. Dadurch wird die axiale<br />
Ausrichtung der Pulverteilchen nur wenig gestört. Die gesinterten und<br />
getemperten Formteile erreichen vergleichbare magnetische Eigenschaften wie<br />
isostatisch gepreßte Magnetblöcke.<br />
Bild 6 zeigt als Beispiel die Mutterform von einem Formteil, die zum Gießen der<br />
elastischen Preßform (im Hintergrund) verwendet wurde. Der Grünling in der<br />
Bildmitte und das gesinterte Formteil im Vordergrund bilden die vorgegebenen<br />
Konturen auf etwa �0,5...1 mm genau ab. Eine Nachbear<strong>bei</strong>tung kompliziert<br />
geformter Preßteile ist erforderlich, lässt sich aber mit diesem Verfahren<br />
gegenüber isostatisch gepreßten Blöcken, s. Abschnitt 2.1, erheblich minimieren.<br />
6
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
�<br />
1. Pulsfeld Spule<br />
2. Orientierungs-Feld<br />
3. Legierungspulver<br />
4. Preßstempel<br />
5. Elastische Form<br />
6. Stützform<br />
7. Feder<br />
Bild 5: Formteilpressen in elastischen Formen (Rubber Isostatic Pressing,<br />
RIP).<br />
7
Bild 6: Mutterform, Grünling aus Nd-Fe-B Legierungspulver und das gesinterte<br />
Formteil nach dem Pressen in der elastischen Form, die im Hintergrund<br />
zu sehen ist..<br />
Gebräuchliche Geometrien<br />
Die Geometrie der SE-Magnete und die Toleranzen richten sich nach der<br />
Anwendung. Für Lautsprecher werden scheiben- oder ringförmige Magnete<br />
eingesetzt. In Festplattenspeichern von Computern sind zur schnellen<br />
Positionierung der Schreib- und Leseköpfe nierenförmige Magnete erforderlich,<br />
die in einem bestimmten Fächenbereich eine homogene Magnetflussdichte<br />
erzeugen, s. Bild 7.<br />
2,0 mm<br />
3,5 inch Drive<br />
33,0 mm<br />
Bild 7: Magnetsystem aus hochremanenten SE-Magneten für Festplattenspeicher<br />
(Hard Disk Drive).<br />
Für Motoren finden hauptsächlich hochkoerzitive quader- oder schalenförmige<br />
Magnete Verwendung, die wirtschaftlicher zu fertigen sind als Ringmagnete mit<br />
radialer oder mehrpoliger Orientierung.<br />
In der Regel sind mindestens die Polfächen bear<strong>bei</strong>tet, d.h. die Magnete werden<br />
auf Dicke geschliffen. Um die Wirtschaftlichkeit weiter zu steigern, versucht man<br />
trotz des hohen und anisotropen Schwundes dieser Magnete (bis zu 25% linear!)<br />
ohne Nachar<strong>bei</strong>t auszukommen (sog. Net-Shape Magnete). Dies ist unter<br />
Beachtung bestimmter Geometrieregeln, s. Bild 8, und spezieller Toleranzen<br />
möglich. Diese Net-Shape Magnete werden als plättchenförmige Magnete,<br />
neuerdings auch als Schalen, bereits millionenfach in Servomotoren eingesetzt, s.<br />
Bild 9.<br />
8
Form Art Skizze Abmessung Abmessung Bemerkung<br />
wirtschaftlich möglich<br />
Quader AP<br />
Re<br />
L ≤ 90 mm<br />
L×W ≤ 5500 mm²<br />
L ≤ 110 mm<br />
L×W ≤ 9500 mm²<br />
wirtschaftlich nur Dicke<br />
T geschliffen<br />
T ≤ 35 mm 1mm ≤ T ≤ 55 mm<br />
M<br />
A<br />
L<br />
T T ≥ 0,15x √(L×W)<br />
L / W ≤ 5<br />
Re ≥ 0,1 x √(LxW)<br />
W<br />
Brotlaib AP<br />
M<br />
Re<br />
L ≤ 90 mm<br />
W ≤ 45 mm<br />
L×W ≤ 4000 mm²<br />
T<br />
T ≥ 0,6 H<br />
2 mm ≤ H ≤ 20 mm<br />
H<br />
0,5 ≤ L / W ≤ 5<br />
W<br />
L Re ≥ 0,1 x √(LxW)<br />
Schale AP L ≤ 90 mm<br />
M<br />
Re<br />
W<br />
W ≤ 45 mm<br />
2 mm ≤ T ≤ 20 mm<br />
T<br />
L×W ≤ 4000 mm²<br />
ß ≤ 80°<br />
H<br />
0,5 ≤ L/W ≤ 3<br />
L Re ≥ 0,1 x √(LxW)<br />
�<br />
L ≤ 110 mm<br />
L×W ≤ 9500 mm²<br />
2mm ≤ H ≤ 55 mm<br />
L ≤ 110 mm<br />
L×W ≤ 9500 mm²<br />
1,5mm ≤ T ≤ 50mm<br />
ß ≤ 150°<br />
wirtschaftlich Dicke T<br />
und Breite W<br />
geschliffen<br />
wirtschaftlich Dicke T<br />
und Breite W<br />
geschliffen<br />
Bild 8: SE Magnet-Formteile für Motore mit Abmessungen für<br />
werkzeuggepreßte VACODYM Magnete und Regeln für eine<br />
wirtschaftlich zu fertigende Magnetgeometrie für axialfeldgepreßte Teile<br />
(AP) mit der Vorzugsrichtung parallel zur Preßrichtung.<br />
Bild 9: Rotor eines Servomotors für Werkzeugmaschinen, bestückt mit<br />
plättchenförmigen hochkoerzitiven Nd-Fe-B-Magneten.<br />
9
3. Temperaturstabilität von Nd-Fe-B Magneten<br />
Die magnetischen Eigenschaften von gesinterten Nd-Fe-B Magneten hängen von<br />
der Temperatur ab, was <strong>bei</strong> der Dimensionierung von Magnetsystemen zuberücksichtigen<br />
ist. Die Temperaturstabilität von Magneten wird bestimmt durch:<br />
- reversible Änderungen der magnetischen Polarisation, die durch den Temperaturkoeffizienten<br />
der Remanenz bestimmt werden,<br />
- durch irreversible Polarisationsänderungen aufgrund der Temperaturabhängigkeit<br />
der Koerzitivfeldstärke HcJ und der thermischen Nachwirkung und<br />
- durch irreversible Polarisationsänderungen Schädigungen der Magnetoberfläche<br />
oder durch Gefügeänderungen.<br />
Die monotone Abnahme der Remanenz bzw. der Koerzitivfeldstärke mit<br />
steigender Temperatur wird näherungsweise durch die Temperaturkoeffizienten<br />
TK(JR) bzw. TK(HcJ) beschrieben, s. Gleichungen (1) und (2):<br />
J R ( T1)<br />
� J R ( T0<br />
)<br />
TK(JR) = �100<br />
in %/K im Temperaturintervall T0 < T < T1 (1)<br />
J ( T ) �(<br />
T �T<br />
)<br />
R<br />
0<br />
1<br />
0<br />
H cJ ( T1)<br />
� H cJ ( T0<br />
)<br />
TK(HcJ) = �100<br />
in %/K im Temperaturintervall T0 < T < T1 (2)<br />
H ( T ) �(<br />
T �T<br />
)<br />
cJ<br />
0<br />
1<br />
0<br />
T0 und T1 bezeichnen die Endtemperaturen, meistens wird als Bezugstemperatur<br />
T0 = 20 °C gewählt. JR(T0), JR(T1) und HcJ(T0), HcJ(T1) sind die remanente<br />
Polarisation oder die Koerzitivfeldstärke <strong>bei</strong> diesen Temperaturen.<br />
Die Temperaturabhängigkeit der Koerzitivfeldstärke HcJ wird <strong>bei</strong> Nd-Fe-B<br />
Magneten im wesentlichen von der Temperaturabhängigkeit der<br />
Anisotropiefeldstärke HA und der Sättigungspolarisation Js bestimmt:<br />
HcJ(T) = α • HA(T) - 1/µ0 • N • Js(T) (3)<br />
HA und Js bezeichnen die Anisotropiefeldstärke und die Sättigungspolarisation<br />
der hartmagnetischen Verbindung, α ist eine werkstoffabhängige Konstante und<br />
N bezeichnet den effektiven Entmagnetisierungsfaktor.<br />
Zur Verbesserung der Temperaturbeständigkeit wird <strong>bei</strong> Nd-Fe-B Magneten<br />
durch Zulegieren von Zusätzen die Koerzitivfelstärke HcJ erhöht, z. B. vergrößert<br />
ein teilweiser Ersatz von Nd durch Dysprosium (Dy) die Anisotropiefeldstärke<br />
der hartmagnetischen (Nd,Dy)2Fe14B Verbindung [6] und damit auch die<br />
Koerzitivfeldstärke HcJ. Bei gleicher Temperaturabhängigkeit der Koerzitivfeldstärke<br />
können so <strong>bei</strong> höheren Temperaturen größere Koerzitivfeldstärken<br />
eingestellt werden.<br />
Bei erhöhten Einsatztemperaturen können in Magnetsystemen irreversible<br />
Polarisationsverluste �Jirr entstehen, wenn die magnetischen Gegenfelder und<br />
lokale inhomogene Streufelder einzelne Bereiche eines Magneten<br />
entmagnetisieren. Diese irreversiblen Polarisationsverluste werden durch die<br />
Temperaturabhängigkeit der Koerzitivfeldstärke HcJ verursacht und können im<br />
10
Prinzip durch erneutes Magnetisieren beseitigt werden. Bei praktischen<br />
Anwendungen, z. B. einem in eine Werkzeugmaschine eingebauten Servomotor,<br />
ist ein erneutes Magnetisieren jedoch nicht durchführbar.<br />
Durch die Entwicklung sehr hochkoerzitiver Nd-Dy-Fe-B Magnete konnten die<br />
irreversiblen Polarisationsverluste verringert und damit die maximale<br />
Dauereinsatztemperatur für Magnetsysteme mit einer Ar<strong>bei</strong>tsgeraden B/µ0H = -1<br />
auf 220 °C erhöht werden. Bild 10 zeigt die irreversiblen Polarisationsverluste<br />
von hochkoerzitiven Nd-Dy-Fe-B Magneten in Abhängigkeit von der Temperatur<br />
für Magnetsysteme mit verschiedenen Ar<strong>bei</strong>tsgeraden. Bei einer<br />
Dauereinsatztemperatur von 220 °C entstehen irreversible Polarisationsverluste<br />
�Jirr < 1 % für Ar<strong>bei</strong>tsgeraden B/µ0H = -1, die <strong>bei</strong> wesentlicher Überschreitung<br />
der maximalen Ar<strong>bei</strong>tstemperatur schnell auf >10 % ansteigen.<br />
0<br />
-5<br />
-10<br />
Temperatur in °C<br />
50 100 150 200 250<br />
B/µ0 H = 0 - 0,5 - -2<br />
Bild 10:Irreversible Polarisationsverluste �Jirr von hochkoerzitiven Nd-Dy-Fe-B<br />
Magneten der Magnetsorte VACODYM 688 in Abhängigkeit von der<br />
Dauereinsatztemperatur. B/µ0H bezeichnet die verschiedenen<br />
Ar<strong>bei</strong>tsgeraden.<br />
Die maxiamalen Einsatztemperaturen von Dauermagnetwerkstoffen sind ständig<br />
verbessert worden. Die gesinterten Hartferrite und SmCo5 Magnete können bis zu<br />
Temperaturen von 250 °C, die gegossenen Alnico Magnetwerkstoffe bis zu<br />
450 °C und neu entwickelten Sm2(Co,Cu,Fe,Zr)17 Magnete sogar bis zu<br />
Temperaturen von 550 °C [7, 8] angewendet werden, s. Bild 11. Die maximalen<br />
11
Einsatztemperaturen der verschiedenen Magnete erreichen zwischen 40 und 70 %<br />
der Curietemperatur der jeweiligen Magnetwerkstoffe.<br />
600<br />
500<br />
400<br />
300<br />
200<br />
100<br />
0<br />
Hard Ferrites<br />
(Nd,Dy)2(Fe,Co)14B<br />
0 200 400 600 800 1000<br />
Curie Temperatur in °C<br />
Sm2(Co,Cu,Fe,Zr)17<br />
AlNiCo<br />
SmCo5<br />
Bild 11:Maximale Dauereinsatztemperatur von verschiedenen Dauermagnetwerkstoffen<br />
in Abhängigkeit von der Curie Temperatur.<br />
4. Korrosionsbeständigkeit von Nd-Fe-B Magneten<br />
In trockener Atmosphäre sind gesinterte Nd-Fe-B Magnete beständig und<br />
erfahren keine Veränderungen der Oberflächen. In feucht-warmer Umgebung<br />
erfolgt <strong>bei</strong> konventionellen Nd-Fe-B Magneten vorrangig eine Oxidation der Ndreichen<br />
Gefügebestandteile, s. Bild 9. Ursache sind die stark negativen<br />
elektrochemischen Standardpotentiale der SE-Metalle, E0 = -2,2 bis –2,5 V, die<br />
damit zu den unedlen und sehr reaktionsfreudigen Elementen zählen. Nd-Metall<br />
reagiert unter Normalbedingungen mit Luftfeuchtigkeit oder mit Wasser zu Nd-<br />
Hydroxid unter Freisetzung von Wasserstoff. Der entstehende Wasserstoff bildet<br />
Nd-Metallhydrid und versprödet die intergranularen Gefügebestandteile an den<br />
Oberflächen. Dadurch können ganze Kornlagen von den Magneten abgelöst<br />
werden, was Gewichtsverluste verursacht.<br />
Eine deutliche Verbesserung der Korrosionsbeständigkeit von gesinterten Nd-Fe-<br />
B Magneten in feucht-warmen Klimata konnte B. Grieb [9] durch gleichzeitiges<br />
Zulegieren von Co und Cu erreichen. Durch die Zusätze von Co und Cu werden<br />
die chemisch sehr reaktiven Nd-reichen Gefügebestandteile zwischen den<br />
hartmagnetischen Körnern durch Nd3(Co,Cu), (Nd,Dy)5(Co,Cu,Ga)3 oder<br />
Nd6(Fe,Co)13Ga Verbindungen ersetzt, die ein edleres elektrochemisches<br />
12
Potential haben [10]. Dadurch konnte die Korrosionsbeständigkeit dieser neuen<br />
Nd-Fe-Co-M-B Magnete, M: Al, Ga, Cu, wesentlich verbessert werden.<br />
Matrixphase<br />
Oxide<br />
Nd-reiche<br />
Gefügebestandteile<br />
Nd-Fe-B neu: Nd-Dy-Fe-Co-M-B<br />
Nd 2 Fe 14 B Nd 2 (Fe,Co) 14 B<br />
Nd 2 O 3 Nd 2 O 3<br />
Nd Nd-(Co,Cu,Al) x<br />
Bild 12:Prinzipeller Gefügeaufbau von gesinterten Nd-Fe-B bzw. Nd-Dy-Fe-Co-<br />
M-B Magneten, M: Al, Ga,Cu. Die hartmagnetischen Nd2Fe14B Körner<br />
sind durch Nd-reiche Gefügebestandteile (dunkel) getrennt, in die Nd-<br />
Oxide eingebettet sind.<br />
Bild 13 zeigt einen Vergleich der Korrosion von herkömmlichen Nd-Fe-B mit<br />
den neuen Nd-Dy-Fe-Co-M-B Magneten nach einem HAST (Highly Accelerated<br />
Stress Test) Test <strong>bei</strong> einer Temperatur von 130 °C und einer Luftfeuchte von<br />
95 %, in Anlehnung an die Norm IEC 404-8-1. Während Nd-Fe-B Magnete nach<br />
einer Auslagerungsdauer von 10 Tagen erhebliche Gewichtsverluste von 50 bis<br />
zu >100 mg/cm² aufweisen, sind die Gewichtsverluste <strong>bei</strong> den neuen Nd-Dy-Fe-<br />
Co-M-B Magnetwerkstoffen
Hydroxide. Bei regelmäßiger Betauung, z. B. Schwitzwasser, oder <strong>bei</strong>m Einsatz<br />
in Wasser müssen die Magnete durch geeignete Kunststoff- oder<br />
Metallbeschichtungen geschützt werden. Die wichtigsten Beschichtungen, deren<br />
Härte, Lösungsmittel- und Temperaturbestängigkeit sind in Tabelle I<br />
zusammengestellt.<br />
0,1<br />
1<br />
10<br />
100<br />
1000<br />
0 5 10 15 20<br />
Auslagerungsdauer in Tagen (d)<br />
neue Nd-Dy-Fe-Co-M-B Magnete<br />
konventionelle<br />
Nd-Fe-B Magnete<br />
Bild 13:Gewichtsabnahme von gesinterten Nd-Fe-B Magneten in einem feuchtwarmen<br />
Klima (130 °C, 95 % rel. Luftfeuchte, HAST Test) in<br />
Abhängigkeit von der Auslagerungsdauer. Durch eine Modifikation der<br />
intergranularen SE-reichen Gefügebestandteile konnte die Korrosionsbeständigkeit<br />
der neuen Nd-Dy-Fe-Co-M-B Magnete, M: Al, Ga, Cu,<br />
Magnetsorten VACODYM 633, 655, 677 und 688, wesentlich verbessert<br />
werden.<br />
14
Oberfläche Verfahren Mindestschichtdicke<br />
Farbe Härte Lösungsmittelbeständigkeit<br />
Temperaturbereich<br />
Bemerkungen<br />
Zinn galvanisch >15 µm silber halb- HV20 sehr gut 10µm silber halb- HV350 sehr gut 15 µm Schwarz 4H sehr gut 6µm schwarz 4H sehr gut 5 µm Ni silber halb- HV20 sehr gut 10 µm Sn glänzend<br />
Beständigkeit im Feuchteklima<br />
Al-sprühLackier- >5 µm gelb halb- 4H sehr gut 5 µm gelb halb- HV20 sehr gut
die Vorzugsrichtung. Isostatisch und im Axialfeld gepreßte Magnete erfüllen<br />
diese Voraussetzungen sehr gut und erreichen Orientierungsgerade bis zu 98 %.<br />
Danach ist der mittlere Fehlorientierungswinkel der einzelnen Körner
20 °C 80 °C<br />
-12 -10 -8 -6 -4 -2 0<br />
Magnetfeldstärke H in kOe<br />
Bild 14: Entmagnetisierungskurven J(H) und B(H) von einem neuen Nd-Fe-B<br />
Magneten mit einer maximalen Energiedichte von 56.7 MGOe<br />
(451 kJ/m³). Das eingefügte Bild zeigt das Gefüge dieses Magneten. Die<br />
mittere Korngröße beträgt 4,6 µm nach ASTM E-112.<br />
Die Ergebnisse dieser Grundlagenuntersuchungen zeigen das Potential und die<br />
Grenzen der Nd-Fe-B Magnetwerkstoffe. Weitere <strong>Fortschritte</strong> sind durch<br />
feinkörnigere Sintergefüge möglich. Dazu werden die Sintervorgänge in<br />
mehrkomponentigen Systemen unter Berücksichtigung von Verunreinigungen<br />
durch Sauerstoff, Stickstoff etc. zur Erzeugung homogener und feinkristalliner<br />
Werkstoffgefüge untersucht.<br />
In der Fertigungstechnik wird an der Verbesserung des magnetischen<br />
Orientierungsgrades und Entwicklung von wirtschaftlichen near-net shape<br />
Formteilen gear<strong>bei</strong>tet, um Rohstoffe und Fertigungskosten zu minimieren. Ziel ist<br />
die Optimierung der Homogenität von Formteilen für große Magnetsysteme<br />
hinsichtlich einer engen Streuung der magnetischen Eigenschaften, der<br />
Ausrichtung der magnetischen Polarisation zur Vorzugsrichtung und der<br />
Gleichmäßigkeit der magnetischen Streufelder über den Magnetpolen.<br />
Außerdem werden anisotrope Legierungspulver mit ausreichend hohen<br />
Koerzitivfeldstärken zur Herstellung von anisotropen kunststoff- oder metallgebundenen<br />
Magneten entwickelt. Durch Modifikation des Hydrogen<br />
Decrepitation Decomposition Recrystallization (HDDR) Verfahrens sind<br />
wesentlich bessere magnetische Eigenschaften erreicht worden, so daß im<br />
Transversalfeld gepreßte kunststoffgebundene Nd-Fe-B Formteile mit<br />
1,6<br />
1,4<br />
1,2<br />
1,0<br />
0,8<br />
0,6<br />
0,4<br />
0,2<br />
0,0<br />
17
emanenten Polarisationen zwischen 1.1 und 0.93 T, Koerzitivfeldstärken<br />
zwischen 12 und 18 kOe (9,6 und 13,6 kA/cm) und maximalen Energiedichten<br />
zwischen 17 und 25 MGOe (135 und 200 kJ/m³) gefertigt werden können [16].<br />
6. Zusammenfassung<br />
Durch kontinuierliche Verbesserungen der Legierungszusammensetzung und der<br />
einzelnen Fertigungsschritte ist es gelungen, die maximale Energiedichte von<br />
kommerziellen gesinterten Nd-Fe-B Magneten, die im Jahr 1985 <strong>bei</strong> 36 MGOe<br />
(285 kJ/m³), z. B. dem VACODYM 335 lag, auf 53 MGOe (451 kJ/m³), dem<br />
VACODYM 722, zu steigern, s. Bild 15. Zum Vergleich sind einige Bestwerte<br />
der maximalen Energiedichte von Nd-Fe-B Magneten, die im Entwicklungslabor<br />
hergestellt worden sind, angegeben.<br />
Max. Energiedichte in MGOe<br />
60<br />
50<br />
40<br />
30<br />
Entdeckung von Nd 2 Fe 14 B<br />
VACODYM 335<br />
VACODYM 351<br />
VD 344<br />
Labor-Bestwerte<br />
51,5 MGOe<br />
54 MGOe<br />
VACODYM 510<br />
56,7 MGOe<br />
VD 722<br />
1985 1990 1995 2000 2005<br />
Jahre<br />
Bild 15: <strong>Fortschritte</strong> <strong>bei</strong> der Fertigung von isostatisch gepreßten und gesinterten<br />
Nd-Fe-B Magneten. Zum Vergleich sind einige Meilensteine von unter<br />
Laborbedingungen <strong>hergestellten</strong> Nd-Fe-B Magneten eingetragen.<br />
Die modernen <strong>pulvermetallurgisch</strong> <strong>hergestellten</strong> Sm-Co und Nd-Fe-B<br />
Dauermagnetwerkstoffe sind heute zu mehr als 85 % ausgenutzt. Bild 16 zeigt<br />
einen Vergleich der maximalen Energiedichte von gesinterten SmCo5,<br />
Sm2(Co,Cu,Fe,Zr)17 und Nd-Fe-B Magneten. Die Nd2Fe14B Verbindung hat<br />
480<br />
400<br />
320<br />
240<br />
18<br />
Max. Energiedichte in kJ/m 3
theoretisch eine mögliche maximale Energiedichte von rund 63 MGOe<br />
(510 kJ/m³); industriell werden Magnete mit einer maximalen Energiedichte von<br />
53 MGOe (420 kJ/m³) hergestellt. Unter optimalen Herstellungsbedinungen ist<br />
im Labor eine maximale Energiedichte von 56,7 MGOe (451 kJ/m³) erreicht<br />
worden [14]. Aus heutiger Sicht erscheinen nur noch geringe Steigerungen der<br />
maximalen Energiedichte möglich.<br />
70<br />
60<br />
50<br />
40<br />
30<br />
20<br />
10<br />
0<br />
theoret. (BH)m<br />
lab.-sample<br />
comm. grades<br />
SmCo5 Sm2(Co,Cu,Fe,Zr)17 Nd-Fe-B<br />
Bild 16: Vergleich der maximalen Energiedichten von gesinterten Sm-Co und<br />
Nd-Fe-B Magneten. Die Säulenhöhe repräsentiert jeweils die<br />
theoretische maximale Energiedichte, die dunkel markierten<br />
Säulenabschnitte zeigen die industriell genutzten bzw. die in FuE<br />
Laboren erreichten max. Energiedichten.<br />
Die meisten Dauermagnete werden <strong>pulvermetallurgisch</strong> in vielen verschiedenen<br />
Geometrien und Abmessungen hergestellt. Insbesonders das Pressen im Axialfeld<br />
ermöglicht eine wirtschaftliche Fertigung von Formteilen mit ungefähren<br />
Endabmessungen. Durch gezielte Legierungsvariationen werden Formteile mit<br />
remanenten Polarisationen zwischen 1,08 und 1,36 T, Koerzitivfeldstärken HcJ<br />
zwischen 36 und 12 kOe (28,6 und 9,6 kA/cm) und maximalen Energiedichten<br />
von 28 bis 44 MGOe (225 bis 350 kJ/m³) gefertigt. Bild 17 zeigt die typischen<br />
remanenten Polarisationen und Koerzitivfeldstärken HcJ von 11 verscheidenen<br />
Magnetsorten. Die neuen Magnetsorten VACODYM 6xx zeichnen sich durch<br />
eine verbesserte Korrosions- und Temperaturstabilität aus, während die<br />
19
VACODYM 7xx Magnete hinsichtlich der remanenten Polarisation und der<br />
maximalen Energiedichte optimiert sind.<br />
1,5<br />
1,4<br />
1,3<br />
1,2<br />
1,1<br />
1<br />
722 AP<br />
510 AP<br />
745 AP<br />
362 AP<br />
764 AP<br />
633 AP<br />
642 AP<br />
655 AP<br />
10 15 20 25 30 35 40<br />
Koerzitivfeldstärke HcJ in kOe<br />
Bild 17: Remanente Polarisation JR in Abhängigkeit von der Koerzitivfeldstärke<br />
HcJ für im Axialfeld gepreßte Nd-Fe-B Magnete.<br />
7. Literaturverzeichnis<br />
[1] Luo, Y.: Outlook of China magnet industry in 21 st century, Intertech<br />
Conference, Hangzhou (2000).<br />
[2] Luo, Y.: Bonded magnet industry in China. UK Magnetics Society<br />
MagNews, Spring 2000, p. 20-24.<br />
[3] McGuiness, P. J.; Harris, I. R.; Rozendaal, E.; Ormerod, J.; Ward, D.: The<br />
production of a Nd-Fe-B permanent magnet by a hydrogen decrepitation<br />
attritor milling route, J. Mater. Sci. 21 (1986), S. 4107-4110.<br />
[4] McGuiness, P. J.; Devlin, E.; Harris, I. R.; Rozendaal, E.; Ormerod, J.: A<br />
study of Nd-Fe-B magnets produced using a combination of hydrogen<br />
decreptation and jet milling, J. Mater. Sci. 24 (1989), S. 2541-2548.<br />
[5] Sagawa, M.; Nagata, H.; Watanabe, T.; Itatani, O.: Rubber isostatic<br />
pressing (RIP) of powders for magnets and other materials. Materials and<br />
Design 21, (2000), S. 243-249.<br />
[6] Sagawa, M.; Fujimura, S.; Yamamoto, H.; Matsuura, Y.; Hiraga, K.: Permanent<br />
magnet materials based on the Rare Earth-Iron-Boron tetragonal<br />
compounds. IEEE Trans. Magnetics MAG 20 (!984), S. 1584-1589.<br />
669 AP<br />
677 AP<br />
688 AP<br />
20
[7] Walmer, M. S.; Chen, C. H.; Walmer, M. H.; Liu, S.; Kuhl, E.: Magnetic<br />
hardening, thermal stability, and microstructiures for a new class of Sm-<br />
TM high temperature magnets. Proc. 16 th Int. Workshop on RE Magnets<br />
and their Applications, Sendai (2000), S. 41-60.<br />
[8] Chen, C. H.; Walmer, M. S.; Walmer, M. H.; Liu, S.; Kuhl, G. E.: Thermal<br />
stability of Sm-TM high temperature magnets at 300-550 °C. IEEE Trans.<br />
Magnetics 36 (2000), S. 3291-3293.<br />
[9] Grieb, B.: New Corrosion resistant materials based on Neodym-Iron-<br />
Boron, IEEE Trans. Magn. 33 (1997), S. 3904-3906.<br />
[10] Katter, M.; Rodewald, W.; Fernengel, W.; Blank, R.; Zapf, L.: Corrosion<br />
mechanism of RE-Fe-Co-Cu-Ga-Al-B magnets, IEEE Trans. Magnetics 37<br />
(2001), S. 2474-2476.<br />
[11] Grieb, B.: Neue Magnetwerkstoffe auf der Basis von Neodym-Eisen-Bor.<br />
Power Conversion & Intelligent Motion No. 4 (1996).<br />
[12] Blank, R.; Adler, E.: The effect of surface oxidation on the<br />
demagnetization curve of sintered Nd-Fe-B magnets. Proc. 9 th Int.<br />
Workshop on RE magnets and their applications, Bad Soden (1987), S.<br />
537-544.<br />
[13] Fernengel, W.; Lehnert, A.; Katter, M.; Rodewald, W.; Wall, B.:<br />
Examination of the degree of alignment in sintered Nd-Fe-B magnets by<br />
measurements of the remanent polarizations. J. Magn. Magn. Mat.<br />
157/158 (1996), S. 10-20.<br />
[14] Rodewald, W.; Wall, B.: Katter, M.; Üstüner, K.; Steinmetz, S.:<br />
Extraordinary strong Nd-Fe-B magnets by a controlled mircrostructure.<br />
Proc. 17 th Int. Workshop on RE magnets and their applications, Delaware<br />
(2002), S. 25-36.<br />
[15] Kaneko, Y.: Highest performance of Nd-Fe-B magnet over 55 MGOe.<br />
IEEE Trans. Magnetics 36 (2000), S. 3275-3278.<br />
[16] Honkura, Y.; Mishima, C.; Hamada, N.: Anisotropic Neo Bonded Magnets<br />
with high (BH)max. Proc. 17 th Int. Workshop on RE magnets and their<br />
applications, Delaware (2002), S. 52-61.<br />
gez. W. Rodewald, gez. M. Katter gez. G. W. Reppel<br />
21