Wendeschneidplatten zum Drehen - ppw Handel GmbH
Wendeschneidplatten zum Drehen - ppw Handel GmbH
Wendeschneidplatten zum Drehen - ppw Handel GmbH

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
ap [mm]<br />
ap [mm]<br />
Super- und Titanlegierungen S<br />
NF F 4<br />
(CBN) ( C N)<br />
..MA MA M<br />
NR NNR N R 4<br />
4<br />
M4 M<br />
f [mm]<br />
Harte Werkstoffe H<br />
f [mm]<br />
Weitere Geometrien für spezielle<br />
Anwendungen:<br />
● NM<br />
● NF<br />
siehe Technischen Anhang ab Seite 218.<br />
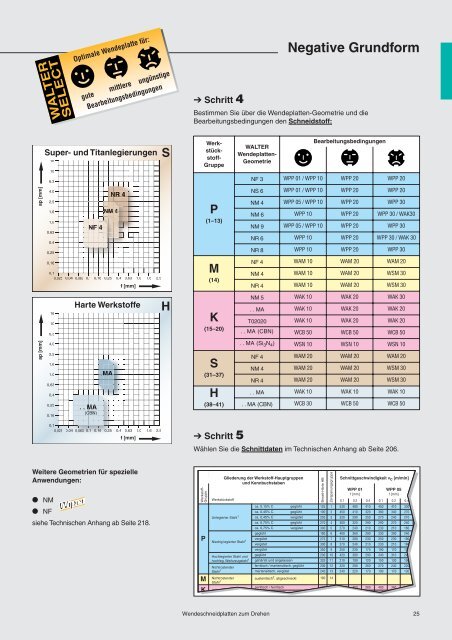
➔ Schritt 4<br />
Bestimmen Sie über die Wendeplatten-Geometrie und die<br />
Bearbeitungsbedingungen den Schneidstoff:<br />
Werkstückstoff-<br />
Gruppe<br />
Werkstoff-<br />
Gruppe<br />
P<br />
(1–13)<br />
M<br />
(14)<br />
K<br />
(15–20)<br />
S<br />
(31–37)<br />
H<br />
(38–41)<br />
➔ Schritt 5<br />
WALTER<br />
Wendeplatten-<br />
Geometrie<br />
Gliederung der Werkstoff-Hauptgruppen<br />
und Kennbuchstaben<br />
Bearbeitungsbedingungen<br />
NF 3 WPP 01 / WPP 10 WPP 20 WPP 20<br />
NS 6 WPP 01 / WPP 10 WPP 20 WPP 20<br />
NM 4 WPP 05 / WPP 10 WPP 20 WPP 30<br />
NM 6 WPP 10 WPP 20 WPP 30 / WAK30<br />
NM 9 WPP 05 / WPP 10 WPP 20 WPP 30<br />
NR 6 WPP 10 WPP 20 WPP 30 / WAK 30<br />
NR 8 WPP 10 WPP 20 WPP 30<br />
NF 4 WAM 10 WAM 20 WAM 20<br />
NM 4 WAM 10 WAM 20 WSM 30<br />
NR 4 WAM 10 WAM 20 WSM 30<br />
NM 5 WAK 10 WAK 20 WAK 30<br />
. . MA WAK 10 WAK 20 WAK 20<br />
T02020 WAK 10 WAK 20 WAK 20<br />
. . MA (CBN) WCB 50 WCB 50 WCB 50<br />
. . MA (Si 3N 4) WSN 10 WSN 10 WSN 10<br />
NF 4 WAM 20 WAM 20 WAM 20<br />
NM 4 WAM 20 WAM 20 WSM 30<br />
NR 4 WAM 20 WAM 20 WSM 30<br />
. . MA WAK 10 WAK 10 WAK 10<br />
. . MA (CBN) WCB 30 WCB 50 WCB 50<br />
Brinell-Härte HB<br />
Zerspanungsgruppe<br />
Schnittgeschwindigkeit v C [m/min]<br />
WPP 01<br />
f [mm]<br />
WPP 05<br />
f [mm]<br />
Werkstückstoff 0,1 0,2 0,4 0,1 0,2 0,4<br />
Unlegierter Stahl<br />
P<br />
1<br />
ca. 0,15% C geglüht 125 1 530 480 410 450 410 330<br />
ca. 0,45% C geglüht 190 2 450 410 320 380 340 270<br />
ca. 0,45% C vergütet 250 3 320 290 250 270 240 210<br />
ca. 0,75% C geglüht 270 4 360 320 290 290 270 240<br />
ca. 0,75% C vergütet 300 5 270 240 210 230 210 160<br />
Niedrig legierter Stahl 1<br />
geglüht<br />
vergütet<br />
vergütet<br />
180<br />
275<br />
300<br />
6<br />
7<br />
8<br />
400<br />
310<br />
270<br />
360<br />
280<br />
240<br />
290<br />
230<br />
210<br />
330<br />
250<br />
230<br />
300<br />
230<br />
210<br />
240<br />
190<br />
160<br />
vergütet 350 9 250 230 170 190 170 150<br />
Hochlegierter Stahl und<br />
hochleg. Werkzeugstahl1 geglüht 200 10 420 380 290 340 310 240<br />
gehärtet und angelassen 325 11 210 190 120 150 130 100<br />
Nichtrostender<br />
Stahl1 ferritisch / martensitisch, geglüht 200 12 320 290 260 270 240 220<br />
martensitisch, vergütet 240 13 240 220 170 190 170 130<br />
M Nichtrostender<br />
Stahl1 austenitisch2 , abgeschreckt 180 14<br />
K Grauguß<br />
perlitisch / ferritisch<br />
perlitisch (martensitisch)<br />
180<br />
260<br />
15<br />
16<br />
450<br />
250<br />
400<br />
230<br />
260<br />
170<br />
400<br />
220<br />
360<br />
200<br />
230<br />
150<br />
<strong>Wendeschneidplatten</strong> <strong>zum</strong> <strong>Drehen</strong><br />
Negative Grundform<br />
Wählen Sie die Schnittdaten im Technischen Anhang ab Seite 206.<br />
25