Flachauswerfer nach ISO 8693 (DIN 1530) - Veith KG
Flachauswerfer nach ISO 8693 (DIN 1530) - Veith KG
Flachauswerfer nach ISO 8693 (DIN 1530) - Veith KG

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Gesamtkatalog 01/2009<br />
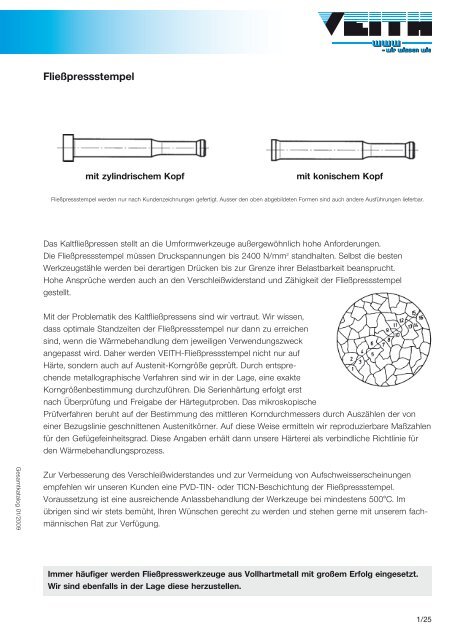
Fließpressstempel<br />
mit zylindrischem Kopf mit konischem Kopf<br />
Fließpressstempel werden nur <strong>nach</strong> Kundenzeichnungen gefertigt. Ausser den oben abgebildeten Formen sind auch andere Ausführungen lieferbar.<br />
Das Kaltfließpressen stellt an die Umformwerkzeuge außergewöhnlich hohe Anforderungen.<br />
Die Fließpressstempel müssen Druckspannungen bis 2400 N/mm 2 standhalten. Selbst die besten<br />
Werkzeugstähle werden bei derartigen Drücken bis zur Grenze ihrer Belastbarkeit beansprucht.<br />
Hohe Ansprüche werden auch an den Verschleißwiderstand und Zähigkeit der Fließpressstempel<br />
gestellt.<br />
Mit der Problematik des Kaltfließpressens sind wir vertraut. Wir wissen,<br />
dass optimale Standzeiten der Fließpressstempel nur dann zu erreichen<br />
sind, wenn die Wärmebehandlung dem jeweiligen Verwendungszweck<br />
angepasst wird. Daher werden VEITH-Fließpressstempel nicht nur auf<br />
Härte, sondern auch auf Austenit-Korngröße geprüft. Durch entsprechende<br />
metallographische Verfahren sind wir in der Lage, eine exakte<br />
Korngrößenbestimmung durchzuführen. Die Serienhärtung erfolgt erst<br />
<strong>nach</strong> Überprüfung und Freigabe der Härtegutproben. Das mikroskopische<br />
Prüfverfahren beruht auf der Bestimmung des mittleren Korndurchmessers durch Auszählen der von<br />
einer Bezugslinie geschnittenen Austenitkörner. Auf diese Weise ermitteln wir reproduzierbare Maßzahlen<br />
für den Gefügefeinheitsgrad. Diese Angaben erhält dann unsere Härterei als verbindliche Richtlinie für<br />
den Wärmebehandlungsprozess.<br />
Zur Verbesserung des Verschleißwiderstandes und zur Vermeidung von Aufschweisserscheinungen<br />
empfehlen wir unseren Kunden eine PVD-TIN- oder TICN-Beschichtung der Fließpressstempel.<br />
Voraussetzung ist eine ausreichende Anlassbehandlung der Werkzeuge bei mindestens 500°C. Im<br />
übrigen sind wir stets bemüht, Ihren Wünschen gerecht zu werden und stehen gerne mit unserem fachmännischen<br />
Rat zur Verfügung.<br />
Immer häufiger werden Fließpresswerkzeuge aus Vollhartmetall mit großem Erfolg eingesetzt.<br />
Wir sind ebenfalls in der Lage diese herzustellen.<br />
1/25