03.04.2012 - Wolfensberger AG
03.04.2012 - Wolfensberger AG
03.04.2012 - Wolfensberger AG

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
UNTerNeHMeN & MÄrKTe<br />
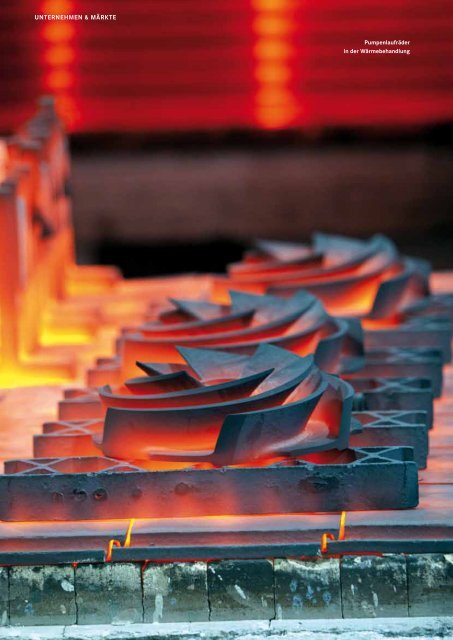
Pumpenlaufräder<br />
in der wärmebehandlung
<strong>Wolfensberger</strong> – ein Full-Service-<br />
Spezialist für maßgeschneiderte<br />
Gusslösungen<br />
das lohnniveau der Schweiz ist eines der weltweit höchsten, und gießereien haben einen<br />
besonders hohen lohnanteil am Umsatz. Wie schafft man es, sich unter diesen Voraussetzungen<br />
im internationalen Wettbewerb erfolgreich zu behaupten? Vor allem, wenn<br />
erschwerend noch ein außerordentlich breites legierungsspektrum, kleinere Stückzahlen<br />
und unterschiedliche Formverfahren dazukommen? <strong>Wolfensberger</strong> zeigt, wie es geht!<br />
VoN KLAUS VoLLrATH, AArWANGEN,<br />
ScHWEIz<br />
Um als Gießerei mit Standort Schweiz<br />
Erfolg zu haben, muss man seinen<br />
Kunden schon einige Besonderheiten<br />
bieten können“, sagt Betriebsökonom<br />
Markus Schmidhauser, Geschäftsführer der<br />
<strong>Wolfensberger</strong> <strong>AG</strong> in Bauma, Schweiz<br />
(bild 1). Er führt das mittelständische Familienunternehmen,<br />
das in zwei Werken<br />
rund 270 Mitarbeiter beschäftigt und über<br />
ein Joint-Venture auch in China engagiert<br />
ist, in der dritten Generation. Trotz der<br />
Wirtschaftskrise der letzten Jahre und der<br />
massiven Aufwertung des Schweizer Frankens<br />
konnte der Umsatz in den letzten zehn<br />
Jahren um rund 70 % gesteigert werden.<br />
Diesen Erfolg verdankt das Unternehmen<br />
vor allem zwei Faktoren: Zunächst verfügt<br />
es über eine hohe Kompetenz zur Entwicklung<br />
anspruchsvoller Sonderlösungen für<br />
Kunden aus den Bereichen Anlagenbau,<br />
Maschinenbau sowie Strömungsmaschinenbau.<br />
Von besonderer Bedeutung ist dabei<br />
die Fähigkeit, mehrere Gebiete, auf denen<br />
man über besondere technologische<br />
Fähigkeiten verfügt, geschickt miteinander<br />
zu verzahnen und durch Verknüpfung dieser<br />
Faktoren optimale Lösungen für besonders<br />
knifflige Aufgabenstellungen zu finden.<br />
Weiterer wichtiger Erfolgsfaktor ist<br />
eine konsequente Orientierung am Full-Service-Prinzip<br />
beim Aufgreifen und Erfüllen<br />
von Kundenbedürfnissen.<br />
Genaugießen auch mit hohen<br />
Stückgewichten<br />
„Eine unserer wesentlichen Besonderheiten<br />
ist ein spezielles Genaugießverfahren,<br />
mit dem ähnlich hohe Genauigkeiten erreicht<br />
werden können wie beim Feingie-<br />
bild 1: wolfensberger <strong>AG</strong>: Luftansicht des stammwerks in bauma, schweiz.<br />
ßen“, ergänzt M. Schmidhauser. Die aus<br />
Kundensicht wichtigsten Unterschiede<br />
zum Feingießen liegen im Stückgewicht -<br />
das mit bis zu 400 kg oberhalb des beim<br />
Feinguss üblichen Bereichs liegt – und in<br />
den Losgrößen. Während sich das Feingießen<br />
aufgrund der aufwendigen Herstellung<br />
der Wachsmodelle erst bei vergleichsweise<br />
hohen Stückzahlen rechnet, liegen die<br />
optimalen Stückzahlen beim Exacast-Verfahren<br />
(bild 2) bei lediglich 5 bis 200 Stück.<br />
Da der keramische Formstoff nicht mit dem<br />
Metall reagiert, können unterschiedlichste<br />
Werkstoffe vom einfachen Gusseisen bis<br />
zu hochlegierten Stahlgüten und Sonderwerkstoffen<br />
z. B. auf Nickel- oder Cobaltbasis<br />
vergossen werden.<br />
Seine Genauigkeit verdankt das Exacast-Verfahren<br />
einer dünnflüssigen Keramikmasse<br />
für die Formerstellung, die alle<br />
Konturdetails exakt abbildet und sich<br />
durch äußerst glatte Oberflächen auszeichnet.<br />
Nach dem Abformen werden die „grünen“<br />
Formteile thermisch verfestigt, mit<br />
Kernen zur fertigen Form zusammengesetzt<br />
und in einem Brennprozess zu hoher Festigkeit<br />
gebrannt. Da in die heiße Form gegossen<br />
wird, läuft das Metall selbst in feinste<br />
Aussparungen und lange, enge Kanäle,<br />
ohne einzufrieren. Zugleich verringert das<br />
Gießen in heiße Formen die beim Sandgießen<br />
üblichen Speisungsprobleme, sodass<br />
auch problematische Partien wie z. B. große<br />
Wanddickenversprünge bei Pumpenlaufrädern<br />
fehlerfrei bleiben. Dank des<br />
luftdurchlässigen Formstoffs können Gase<br />
entweichen, so dass der Putzaufwand<br />
für Entlüftungskanäle entfällt.<br />
Zu den besonderen Leistungen des Unternehmens<br />
gehört dabei auch eine äußerst<br />
effiziente Formtechnologie für die Herstellung<br />
von komplexen vielschaufeligen Strö-<br />
Giesserei 99 04/2012 159<br />
FotoS: WolFENSBErgEr ag
160 Giesserei 99 04/2012<br />
UNTerNeHMeN & MÄrKTe<br />
bild 2: Das exacastverfahren<br />
verdankt<br />
seine Genauigkeit<br />
einer dünnflüssigen<br />
Keramikmasse, die<br />
selbst feinste Konturen<br />
exakt abbildet<br />
und sich durch äußerst<br />
glatte Oberflächen<br />
auszeichnet.<br />
mungsleitsystemen wie z. B. Düsenringe für Turbolader. Diese werden<br />
in zahlreichen unterschiedlichen Varianten benötigt. Für die Herstellung<br />
der entsprechenden Formen benötigt man dank sorgfältig<br />
durchdachter Modellkonzepte nur wenige Grundmodelle, die sich<br />
nach Bedarf variieren lassen.<br />
Klassischer Sandguss<br />
„Zweites Standbein unserer Gießerei ak tivitäten ist der branchenübliche<br />
Sandguss“, verrät M. Schmidhauser. Für kleine bis mittlere Serien<br />
im Gewichtsbereich bis 250 kg setzt <strong>Wolfensberger</strong> eine kastenlose<br />
Formanlage mit Ballengrößen von 600 x 600 x 150/150 bis 1200<br />
x 1200 x 420/420 mm ein. Formen für Einzelstücke sowie Kleinserien<br />
mit Gussgewichten bis 2500 kg werden in der Handformerei hergestellt.<br />
Schwerpunkt bilden hierbei legierte Werkstoffe.<br />
Ein weiterer wesentlicher Vorteil von <strong>Wolfensberger</strong> ist die Möglichkeit,<br />
die Vorteile von Sand- und Genaugießverfahren (bild 3) zu<br />
kombinieren. Bei geeigneten Teilen wird der Großteil der Form aus<br />
kostengünstigem Sandformstoff gebildet, während in Bereichen mit<br />
höherem Anspruch an Genauigkeit und/oder Oberflächengüte keramische<br />
Formbestandteile zum Einsatz kommen.<br />
Hohe Legierungskompetenz<br />
„Wir verfügen über umfassende Erfahrung bei Einsatz und Weiterentwicklung<br />
von Legierungen selbst für schwierigste Einsatzgebiete“,<br />
weiß Dr. Marc Borel, Leiter Engineering bei <strong>Wolfensberger</strong> <strong>AG</strong>.<br />
Das Unternehmen verfügt über ein Werkstoffprogramm von bis zu<br />
100 Legierungen. Dieses reicht von einfachen Gusseisen- und Sphärogusslegierungen<br />
über Kohlenstoff- und Vergütungsstähle bis zu<br />
höchstlegierten Werkstoffen für Einsatzbereiche mit extremer Beanspruchung<br />
durch Verschleiß, Korrosion oder hohe Temperaturen.<br />
Dank ihrer jahrzehntelangen Erfahrung beim Einsatz solcher Legierungen<br />
in extremen Umgebungen wie Chemieanlagen, Glühöfen oder<br />
Anlagen zur Zerkleinerung und Förderung stark schleißener Rohstoffe<br />
sind die <strong>Wolfensberger</strong>-Spezialisten bestens mit den Vor- und Nachteilen<br />
der einzelnen Werkstoffe vertraut und können Kunden entsprechend<br />
beraten. Bei neuen Herausforderungen werden auch spezielle<br />
Legierungszusammensetzungen konzipiert und erprobt.<br />
Außerdem beschäftigt man sich bei <strong>Wolfensberger</strong> intensiv mit der<br />
Suche nach alternativen Werkstoffkonzepten insbesondere mit Blick<br />
auf die Minimierung des Gehalts teurer Legierungszusätze.<br />
Gemeinsames Engineering<br />
„Darüber hinaus beteiligen wir uns aktiv an der Entwicklung pfiffiger<br />
neuer Lösungen, bei denen auch die konstruktive Herausforderung<br />
im Vordergrund steht“, verrät Dr. Borel. Beispiel hierfür<br />
ist ein Druckgefäß für die Reinigung von Turboladern in Schiffsdieseln<br />
(bild 4). Darin befindet sich ein spezielles Granulat, mit<br />
Foto: klaUS Vollrath
dessen Hilfe der Ruß, der sich nach und<br />
nach auf den Schaufeln des Turboladers<br />
absetzt, periodisch abgereinigt wird. Dazu<br />
wird das Granulat bei laufendem Betrieb<br />
mit Hilfe von Druckluft aus dem Behälter<br />
in den Turbolader geschossen. Diese<br />
Gefäße wurden bisher geschweißt, doch<br />
verursachte dies mehrere Nachteile, u. a.<br />
durch die Notwendigkeit einer intensiven<br />
Überwachung der Schweißnähte. Als Alternative<br />
hierzu entwickelte <strong>Wolfensberger</strong><br />
in Zusammenarbeit mit dem Kunden<br />
ein einteilig hohl aus duktilem Gusseisen<br />
mit Kugelgraphit gegossenes Bauteil. Zu<br />
den besonderen Herausforderungen gehörte<br />
die Beherrschung des Auftriebs des<br />
großen Kerns, denn schon kleinere Verlagerungen<br />
hätten unzulässige Maßabweichungen<br />
der sehr dünnen Gefäßwände zur<br />
Folge. <strong>Wolfensberger</strong> begleitete die gesamte<br />
Entwicklung von der Konstruktion und<br />
der Erstbemusterung bis zur Zulassung<br />
durch die Klassifikationsgesellschaften.<br />
Das Produkt läuft inzwischen in Serie, wobei<br />
<strong>Wolfensberger</strong> die Komplettfertigung<br />
einschließlich Bearbeitung und Montage<br />
aller Anbauteile verantwortet. Die einbaufertige<br />
Einheit erhält der Kunde komplett<br />
mit dem erforderlichen Attest exakt zum<br />
gewünschten Liefertermin ins Montagewerk<br />
geliefert.<br />
bild 3: Abguss in Genaugießformen.<br />
Einsatz modernster IT-Tools<br />
„Bei dieser Entwicklung hat sich auch die<br />
umfassende Analyse und Optimierung des<br />
Gießprozesses durch ein modernes Simulationsprogramm<br />
bewährt“, sagt Dr. Marc<br />
Borel. Das Programm, das bereits seit einigen<br />
Jahren im Einsatz ist (bild 5), simuliert<br />
alle gießtechnischen Vorgänge beim<br />
Formfüllen und beim Erstarren der<br />
Schmelze. Die Aussagekraft wurde mit Hilfe<br />
von Validationsversuchen zusätzlich erhärtet.<br />
Inzwischen wird es durchgehend<br />
bei jedem Neuteil eingesetzt, um einen fehlerfreien<br />
Einstieg in die Serienproduktion<br />
gewährleisten zu können. Mit seiner Hilfe<br />
kann der Gießer Füll- und Erstarrungszeiten<br />
ermitteln, den Ablauf der Erstar-<br />
Giesserei 99 04/2012 161<br />
FotoS: WolFENSBErgEr ag
UNTerNeHMeN & MÄrKTe<br />
bild 4: bei diesem dünnwandigen,<br />
einteilig aus duktilem Gusseisen<br />
mit Kugelgraphit gegossenen<br />
behälter begleitete wolfensberger<br />
die gesamte entwicklung von der<br />
Konstruktion und der erstbemusterung<br />
bis zur Zulassung durch die<br />
Klassifikationsgesellschaften.<br />
bild 5: Mit Hilfe des simulationsprogramms<br />
kann der Gießer<br />
Füll- und erstarrungszeiten<br />
ermitteln, den Ablauf der erstarrung<br />
verfolgen sowie mögliche<br />
Fehlstellen erkennen.<br />
rung verfolgen, mögliche Fehlstellen sowie<br />
thermische Spannungen erkennen<br />
und die Wirksamkeit von Abhilfemaßnahmen<br />
abschätzen.<br />
Ein weiteres wichtiges IT-Tool ist das<br />
Rapid Prototyping von Sandkernen. Der<br />
Kern wird dabei ohne Kernkasten mit Hilfe<br />
des Computers monolithisch aufgebaut.<br />
Ein wesentlicher Vorteil ist hierbei, dass<br />
kein Kernversatz auftreten kann, was sich<br />
162 Giesserei 99 04/2012<br />
vor allem bei komplexen Innengeometrien<br />
z. B. von Schaufelrädern positiv auf die<br />
Bauteilgenauigkeit auswirkt. Zudem können<br />
solche Projekte sehr schnell durchgeführt<br />
werden.<br />
Bearbeitung und Logistik<br />
„Eine weitere wichtige Kernkompetenz unserer<br />
Firma ist ihre umfassende Ausrüs-<br />
tung zur Bearbeitung selbst härtester und<br />
schwer zerspanbarer Werkstoffe“, ergänzt<br />
M. Borel. Da die meisten Abnehmer einbaufertig<br />
bearbeitete Teile verlangen, habe<br />
man schon frühzeitig in entsprechende<br />
Technologien investiert und so die eigene<br />
Wertschöpfungstiefe vergrößert. Mittlerweile<br />
sind diese Aktivitäten in einem eigenen<br />
Werk zusammengefasst. Hier verfügt<br />
<strong>Wolfensberger</strong> über Anlagen, die härteste
Verschleißwerkstoffe mit eingelagerten<br />
Chromsondercarbiden bearbeiten können<br />
(bild 6). Selbst Hartkeramik kann bearbeitet<br />
werden. Die entsprechenden Kapazitäten<br />
reichen aus, um neben der Bearbeitung<br />
der eigenen Gussproduktion auch Fremdaufträge<br />
z. B. von anderen Gießereien hereinzunehmen.<br />
Zunehmende Bedeutung gewinnt darüber<br />
hinaus auch die Logistik, da die Abnehmer<br />
heute verstärkt dahin tendieren, für<br />
ein bestimmtes Teil oder eine Baugruppe<br />
nur noch einen Ansprechpartner zu wählen,<br />
der ihnen die Gesamtleistung einbaufertig<br />
termingerecht direkt in die Fertigung<br />
beschafft. Im Rahmen seiner Full-Service-<br />
Firmenphilosophie erbringt <strong>Wolfensberger</strong><br />
deshalb auch alle diesbezüglichen Leistungen<br />
– entweder mit eigenen Kapazitäten<br />
oder mit Hilfe bewährter Partner – einschließlich<br />
aller Logistikleistungen von der<br />
Beschaffung von Komponenten über die<br />
Verpackung bis zur termingerechten Anlieferung.<br />
Schweizer Qualität – auch bei<br />
der Kostenkontrolle<br />
„Last but not least konnten wir in den letzten<br />
Jahren auch erhebliche Fortschritte bei<br />
der Kostenkontrolle erzielen“, freut sich<br />
M. Schmidhauser. Entsprechend der typi-<br />
bild 6: Mit höchster Präzision bearbeitete Führungsleiste aus hochhartem chromgusseisen<br />
für eine blechbearbeitungsmaschine.<br />
schen Schweizer Mentalität habe man sich<br />
früher in erster Linie auf Technologie- und<br />
Qualitätsaspekte konzentriert und wirtschaftliche<br />
Faktoren erst danach in Betracht<br />
gezogen. Am Weltmarkt treffe man<br />
jedoch heute auf Kunden, die zwar Wert<br />
auf Qualität legen, jedoch nicht bereit sind,<br />
dafür jeden Preis zu bezahlen. Solche Kunden<br />
könne man nur überzeugen, wenn sowohl<br />
der Preis als auch die Produktqualität<br />
in ausgewogenem Verhältnis zueinander<br />
stehen.<br />
Giesserei 99 04/2012 163
UNTerNeHMeN & MÄrKTe<br />
Firmenkurzporträt: <strong>Wolfensberger</strong> <strong>AG</strong>, Schweiz<br />
Das 1924 gegründete Unternehmen befindet sich bis heute im Familienbesitz. zur<br />
Firma gehören zwei Niederlassungen (Gießerei und zerspanung) mit insgesamt<br />
270 Mitarbeitern. Die Gießerei mit den Abteilungen Sandguss (bis zu 2500 kg) und<br />
Genauguss Exacast (bis 400 kg) erzeugt jährlich rund 2000 Tonnen guten Guss,<br />
zumeist höher und hoch legierte Stahl- und Eisengusswerkstoffe sowie Sonderwerkstoffe<br />
auf Nickel- und cobaltbasis. Im Sandguss verfügt <strong>Wolfensberger</strong> für<br />
kleine bis mittlere Serien im Gewichtsbereich bis 250 kg über eine kastenlose<br />
Formanlage mit Ballengrößen bis 1200 x 1200 x 420/420 mm. Formen für Einzelstücke<br />
sowie Kleinserien werden in der Handformerei hergestellt. Spezialität des<br />
Schweizer Unternehmens sind anspruchsvolle Gussteile vom Einzelstück bis zu<br />
mittleren Serienlosgrößen. zu den besonderen Stärken gehört neben der breiten<br />
Werkstoffpalette von bis zu 100 Legierungen einschließlich zahlreicher Sonderwerkstoffe<br />
auch das Genaugießverfahren Exacast. Durch Verwendung keramischer<br />
Formen wird dabei die Genauigkeit und oberflächengüte von Feinguss erzielt, dies<br />
jedoch bei höheren Gewichtsbereichen von 10 bis 250 kg. Im zerspanungsbereich<br />
verfügt das Unternehmen über leistungsfähige Technologien zur Bearbeitung selbst<br />
extrem harter oder schwer zerspanbarer Werkstoffe bis hin zu Keramik und bietet<br />
auch entsprechende Dienstleistungen an. www.wolfensberger.ch<br />
164 Giesserei 99 04/2012<br />
Deshalb habe man nach japanischem<br />
Vorbild in den letzten Jahren systematisch<br />
den Aufbau von Strukturen vorangetrieben,<br />
die eine Kostenkontrolle auf allen Ebenen<br />
sicherstellen sollen. Ziel sei es, im gesamten<br />
Unternehmen eine Kultur der permanenten<br />
Verbesserung nach dem Motto<br />
„no change, no chance“ zu etablieren. Inzwischen<br />
verfüge man über einen Kontinuierlichen<br />
Verbesserungsprozess (KVP-<br />
Prozess) und einen eigenen „Lean Manager“,<br />
der die gesamten Prozesse des<br />
Unternehmens auf Optimierungsmöglichkeiten<br />
hin untersucht und entsprechende<br />
Vorschläge in die Praxis umsetzt. Weitere<br />
Verbesserungen erfolgten dadurch kontinuierlich.<br />
Letztlich komme dies nicht nur<br />
den Kunden, sondern auch der eigenen<br />
Wettbewerbsfähigkeit zugute.<br />
agtos_www_strahlen 17.01.2005 13:00 Uhr Seite 1