

Anwendung von Materialflusssimulation in der ... - SimPlan AG
Anwendung von Materialflusssimulation in der ... - SimPlan AG
Anwendung von Materialflusssimulation in der ... - SimPlan AG

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
———————————————----—— TBI 2011 ————----————————————<br />
Abbildung 4-4: Durchsatz <strong>in</strong> Abhängigkeit <strong>von</strong> Taktzeit und Puffergröße<br />
Die Auslegung <strong>der</strong> Puffer hat e<strong>in</strong>en maßgeblichen E<strong>in</strong>fluss auf den Durchsatz <strong>der</strong> Anlage. Der<br />
Puffer sollte <strong>in</strong> <strong>der</strong> Regel nicht leer se<strong>in</strong>, so dass auf <strong>der</strong> nachfolgenden Station ke<strong>in</strong>e<br />
Leerzeiten entstehen. Auf <strong>der</strong> an<strong>der</strong>en Seite muss die Puffergröße so gewählt werden, dass <strong>der</strong><br />
Puffer nicht voll ist und so e<strong>in</strong> Rückstau auf die Vorgängerstation entsteht.<br />
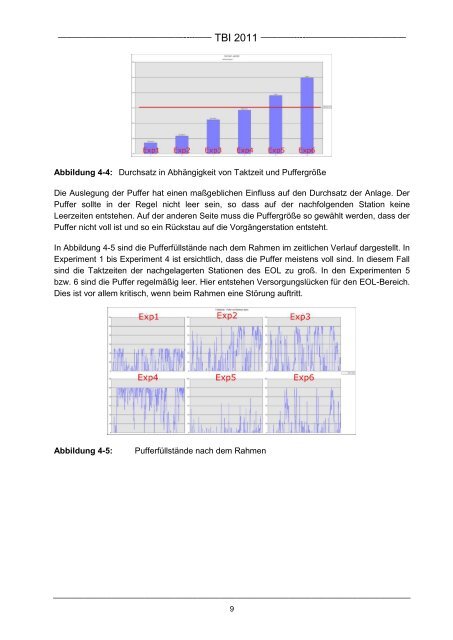
In Abbildung 4-5 s<strong>in</strong>d die Pufferfüllstände nach dem Rahmen im zeitlichen Verlauf dargestellt. In<br />
Experiment 1 bis Experiment 4 ist ersichtlich, dass die Puffer meistens voll s<strong>in</strong>d. In diesem Fall<br />
s<strong>in</strong>d die Taktzeiten <strong>der</strong> nachgelagerten Stationen des EOL zu groß. In den Experimenten 5<br />
bzw. 6 s<strong>in</strong>d die Puffer regelmäßig leer. Hier entstehen Versorgungslücken für den EOL-Bereich.<br />
Dies ist vor allem kritisch, wenn beim Rahmen e<strong>in</strong>e Störung auftritt.<br />
Abbildung 4-5: Pufferfüllstände nach dem Rahmen<br />
———————————————————————————————————————————————<br />
9









