

CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Überlagerte Konturen<br />
26<br />
Anfang Tasche/Insel G308-Geo<br />
G308 definiert eine „neue" Referenzebene/Referenzdurchmesser bei<br />
hierachisch geschachtelten Stirn-, Rückseiten- oder Mantelflächenkonturen.<br />
Parameter<br />
P: Tiefe bei Taschen, Höhe bei Inseln<br />
Das Vorzeichen von „Tiefe P“ bestimmt die Lage der Fräskontur:<br />
■ P0: Insel<br />
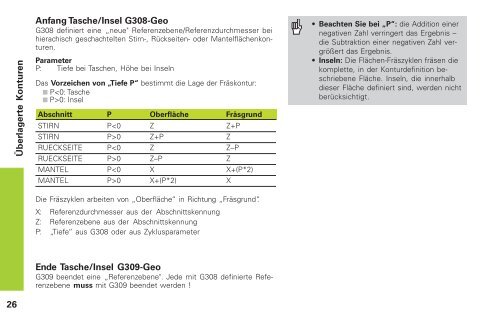
Abschnitt P Oberfläche Fräsgrund<br />
STIRN P0 Z+P Z<br />
RUECKSEITE P0 Z–P Z<br />
MANTEL P0 X+(P*2) X<br />
Die Fräszyklen arbeiten von „Oberfläche“ in Richtung „Fräsgrund“.<br />
X: Referenzdurchmesser aus der Abschnittskennung<br />
Z: Referenzebene aus der Abschnittskennung<br />
P: „Tiefe“ aus G308 oder aus Zyklusparameter<br />
Ende Tasche/Insel G309-Geo<br />
G309 beendet eine „Referenzebene". Jede mit G308 definierte Referenzebene<br />
muss mit G309 beendet werden !<br />
Beachten Sie bei „P“: die Addition einer<br />
negativen Zahl verringert das Ergebnis –<br />
die Subtraktion einer negativen Zahl vergrößert<br />
das Ergebnis.<br />
Inseln: Die Flächen-Fräszyklen fräsen die<br />
komplette, in der Konturdefinition beschriebene<br />
Fläche. Inseln, die innerhalb<br />
dieser Fläche definiert sind, werden nicht<br />
berücksichtigt.














