

CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
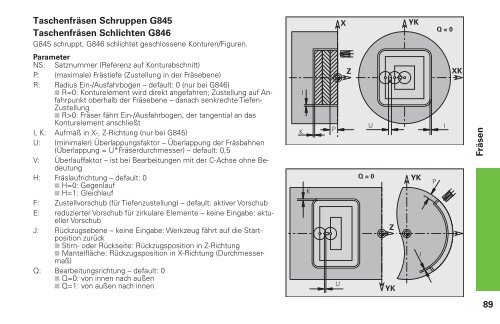
Taschenfräsen Schruppen G845<br />
Taschenfräsen Schlichten G846<br />
G845 schruppt, G846 schlichtet geschlossene Konturen/Figuren.<br />
Parameter<br />
NS: Satznummer (Referenz auf Konturabschnitt)<br />
P: (maximale) Frästiefe (Zustellung in der Fräsebene)<br />
R: Radius Ein-/Ausfahrbogen – default: 0 (nur bei G846)<br />
■ R=0: Konturelement wird direkt angefahren; Zustellung auf Anfahrpunkt<br />
oberhalb der Fräsebene – danach senkrechte Tiefen-<br />
Zustellung<br />
■ R>0: Fräser fährt Ein-/Ausfahrbogen, der tangential an das<br />
Konturelement anschließt<br />
I, K: Aufmaß in X-, Z-Richtung (nur bei G845)<br />
U: (minimaler) Überlappungsfaktor – Überlappung der Fräsbahnen<br />
(Überlappung = U*Fräserdurchmesser) – default: 0,5<br />
V: Überlauffaktor – ist bei Bearbeitungen mit der C-Achse ohne Bedeutung<br />
H: Fräslaufrichtung – default: 0<br />
■ H=0: Gegenlauf<br />
■ H=1: Gleichlauf<br />
F: Zustellvorschub (für Tiefenzustellung) – default: aktiver Vorschub<br />
E: reduzierter Vorschub für zirkulare Elemente – keine Eingabe: aktueller<br />
Vorschub<br />
J: Rückzugsebene – keine Eingabe: Werkzeug fährt auf die Startposition<br />
zurück<br />
■ Stirn- oder Rückseite: Rückzugsposition in Z-Richtung<br />
■ Mantelfläche: Rückzugsposition in X-Richtung (Durchmessermaß)<br />
Q: Bearbeitungsrichtung – default: 0<br />
■ Q=0: von innen nach außen<br />
■ Q=1: von außen nach innen<br />
Fräsen<br />
89














