

CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain
CNC PILOT 4290 - heidenhain

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
Bohrzyklen<br />
78<br />
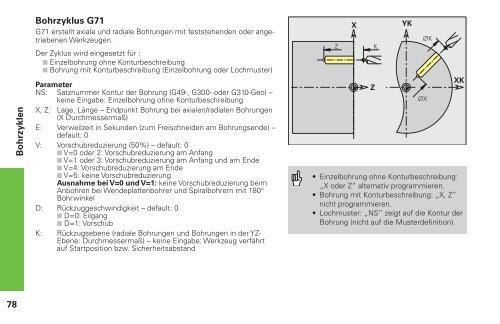
Bohrzyklus G71<br />
G71 erstellt axiale und radiale Bohrungen mit feststehenden oder angetriebenen<br />
Werkzeugen.<br />
Der Zyklus wird eingesetzt für :<br />
■ Einzelbohrung ohne Konturbeschreibung<br />
■ Bohrung mit Konturbeschreibung (Einzelbohrung oder Lochmuster)<br />
Parameter<br />
NS: Satznummer Kontur der Bohrung (G49-, G300- oder G310-Geo) –<br />
keine Eingabe: Einzelbohrung ohne Konturbeschreibung<br />
X, Z: Lage, Länge – Endpunkt Bohrung bei axialen/radialen Bohrungen<br />
(X Durchmessermaß)<br />
E: Verweilzeit in Sekunden (zum Freischneiden am Bohrungsende) –<br />
default: 0<br />
V: Vorschubreduzierung (50%) – default: 0<br />
■ V=0 oder 2: Vorschubreduzierung am Anfang<br />
■ V=1 oder 3: Vorschubreduzierung am Anfang und am Ende<br />
■ V=4: Vorschubreduzierung am Ende<br />
■ V=5: keine Vorschubreduzierung<br />
Ausnahme bei V=0 und V=1: keine Vorschubreduzierung beim<br />
Anbohren bei Wendeplattenbohrer und Spiralbohrern mit 180°<br />
Bohrwinkel<br />
D: Rückzuggeschwindigkeit – default: 0<br />
■ D=0: Eilgang<br />
■ D=1: Vorschub<br />
K: Rückzugsebene (radiale Bohrungen und Bohrungen in der YZ-<br />
Ebene: Durchmessermaß) – keine Eingabe: Werkzeug verfährt<br />
auf Startposition bzw. Sicherheitsabstand<br />
Einzelbohrung ohne Konturbeschreibung:<br />
„X oder Z“ alternativ programmieren.<br />
Bohrung mit Konturbeschreibung: „X, Z“<br />
nicht programmieren.<br />
Lochmuster: „NS“ zeigt auf die Kontur der<br />
Bohrung (nicht auf die Musterdefinition).














