

diniso_tnc360 - heidenhain
diniso_tnc360 - heidenhain
diniso_tnc360 - heidenhain

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
1 Einführung<br />
1.2 Grundlagen<br />
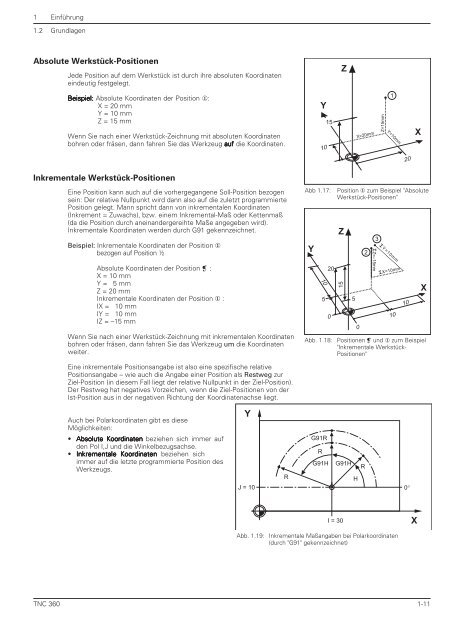
Absolute Werkstück-Positionen<br />
Jede Position auf dem Werkstück ist durch ihre absoluten Koordinaten<br />
eindeutig festgelegt.<br />
Beispiel: Beispiel: Beispiel: Beispiel: Absolute Koordinaten der Position ①:<br />
X = 20 mm<br />
Y = 10 mm<br />
Z = 15 mm<br />
Wenn Sie nach einer Werkstück-Zeichnung mit absoluten Koordinaten<br />
bohren oder fräsen, dann fahren Sie das Werkzeug auf auf die Koordinaten.<br />
Inkrementale Werkstück-Positionen<br />
Eine Position kann auch auf die vorhergegangene Soll-Position bezogen<br />
sein: Der relative Nullpunkt wird dann also auf die zuletzt programmierte<br />
Position gelegt. Mann spricht dann von inkrementalen Koordinaten<br />
(Inkrement = Zuwachs), bzw. einem Inkremental-Maß oder Kettenmaß<br />
(da die Position durch aneinandergereihte Maße angegeben wird).<br />
Inkrementale Koordinaten werden durch G91 gekennzeichnet.<br />
Beispiel: Inkrementale Koordinaten der Position ①<br />
bezogen auf Position ½<br />
Absolute Koordinaten der Position ❡ :<br />
X = 10 mm<br />
Y = 5 mm<br />
Z = 20 mm<br />
Inkrementale Koordinaten der Position ① :<br />
IX = 10 mm<br />
IY = 10 mm<br />
IZ = –15 mm<br />
Wenn Sie nach einer Werkstück-Zeichnung mit inkrementalen Koordinaten<br />
bohren oder fräsen, dann fahren Sie das Werkzeug um die Koordinaten<br />
weiter.<br />
Eine inkrementale Positionsangabe ist also eine spezifische relative<br />
Positionsangabe – wie auch die Angabe einer Position als Restweg zur<br />
Ziel-Position (in diesem Fall liegt der relative Nullpunkt in der Ziel-Position).<br />
Der Restweg hat negatives Vorzeichen, wenn die Ziel-Positionen von der<br />
Ist-Position aus in der negativen Richtung der Koordinatenachse liegt.<br />
Auch bei Polarkoordinaten gibt es diese<br />
Möglichkeiten:<br />
• Absolute Absolute Koordinaten<br />
Koordinaten Koordinaten beziehen sich immer auf<br />
den Pol I,J und die Winkelbezugsachse.<br />
• Inkrementale Inkrementale Koordinaten<br />
Koordinaten Koordinaten beziehen sich<br />
immer auf die letzte programmierte Position des<br />
Werkzeugs.<br />
Abb 1.17: Position ① zum Beispiel "Absolute<br />
Werkstück-Positionen"<br />
Abb. 1.18: Positionen ❡ und ① zum Beispiel<br />
"Inkrementale Werkstück-<br />
Positionen"<br />
Abb. 1.19: Inkrementale Maßangaben bei Polarkoordinaten<br />
(durch "G91" gekennzeichnet)<br />
TNC 360 1-11<br />
Y<br />
Y<br />
10 Z=15mm<br />
Y<br />
10<br />
5<br />
G91R<br />
R<br />
15<br />
20<br />
0<br />
Z<br />
Z<br />
15<br />
G91H G91H<br />
5<br />
1<br />
X=20mm Y=10mm<br />
0<br />
2<br />
3<br />
IZ=–15mm<br />
IY=10mm<br />
IX=10mm<br />
R<br />
H<br />
J = 10 0°<br />
I = 30<br />
R<br />
10<br />
20<br />
10<br />
X<br />
X<br />
X














