

diniso_tnc360 - heidenhain
diniso_tnc360 - heidenhain
diniso_tnc360 - heidenhain

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
1 Einführung<br />
1.2 Grundlagen<br />
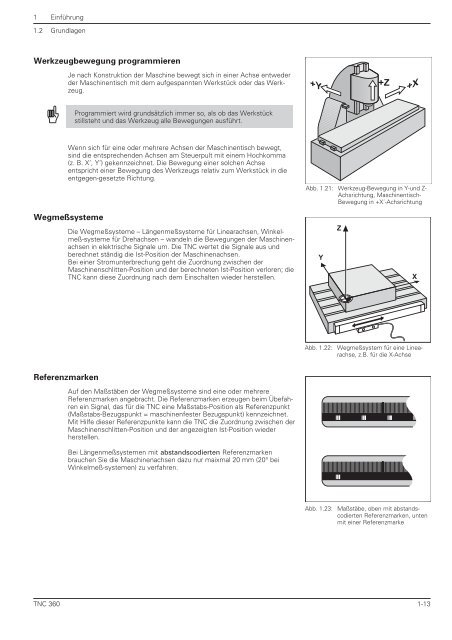
Werkzeugbewegung programmieren<br />
Je nach Konstruktion der Maschine bewegt sich in einer Achse entweder<br />
der Maschinentisch mit dem aufgespannten Werkstück oder das Werkzeug.<br />
Programmiert wird grundsätzlich immer so, als ob das Werkstück<br />
stillsteht und das Werkzeug alle Bewegungen ausführt.<br />
Wenn sich für eine oder mehrere Achsen der Maschinentisch bewegt,<br />
sind die entsprechenden Achsen am Steuerpult mit einem Hochkomma<br />
(z. B. X’, Y’) gekennzeichnet. Die Bewegung einer solchen Achse<br />
entspricht einer Bewegung des Werkzeugs relativ zum Werkstück in die<br />
entgegen-gesetzte Richtung.<br />
Wegmeßsysteme<br />
Referenzmarken<br />
Die Wegmeßsysteme – Längenmeßsysteme für Linearachsen, Winkelmeß-systeme<br />
für Drehachsen – wandeln die Bewegungen der Maschinenachsen<br />
in elektrische Signale um. Die TNC wertet die Signale aus und<br />
berechnet ständig die Ist-Position der Maschinenachsen.<br />
Bei einer Stromunterbrechung geht die Zuordnung zwischen der<br />
Maschinenschlitten-Position und der berechneten Ist-Position verloren; die<br />
TNC kann diese Zuordnung nach dem Einschalten wieder herstellen.<br />
Auf den Maßstäben der Wegmeßsysteme sind eine oder mehrere<br />
Referenzmarken angebracht. Die Referenzmarken erzeugen beim Übefahren<br />
ein Signal, das für die TNC eine Maßstabs-Position als Referenzpunkt<br />
(Maßstabs-Bezugspunkt = maschinenfester Bezugspunkt) kennzeichnet.<br />
Mit Hilfe dieser Referenzpunkte kann die TNC die Zuordnung zwischen der<br />
Maschinenschlitten-Position und der angezeigten Ist-Position wieder<br />
herstellen.<br />
Bei Längenmeßsystemen mit abstandscodierten Referenzmarken<br />
brauchen Sie die Maschinenachsen dazu nur maixmal 20 mm (20° bei<br />
Winkelmeß-systemen) zu verfahren.<br />
Abb. 1.21: Werkzeug-Bewegung in Y-und Z-<br />
Achsrichtung, Maschinentisch-<br />
Bewegung in +X´-Achsrichtung<br />
Abb. 1.22: Wegmeßsystem für eine Linearachse,<br />
z.B. für die X-Achse<br />
Abb. 1.23: Maßstäbe, oben mit abstandscodierten<br />
Referenzmarken, unten<br />
mit einer Referenzmarke<br />
TNC 360 1-13<br />
+Y<br />
Y<br />
Z<br />
+Z<br />
+X<br />
X














