Labor Werkstofftechnik Dehnungsinduzierte Risskorrosion
Labor Werkstofftechnik Dehnungsinduzierte Risskorrosion
Labor Werkstofftechnik Dehnungsinduzierte Risskorrosion

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
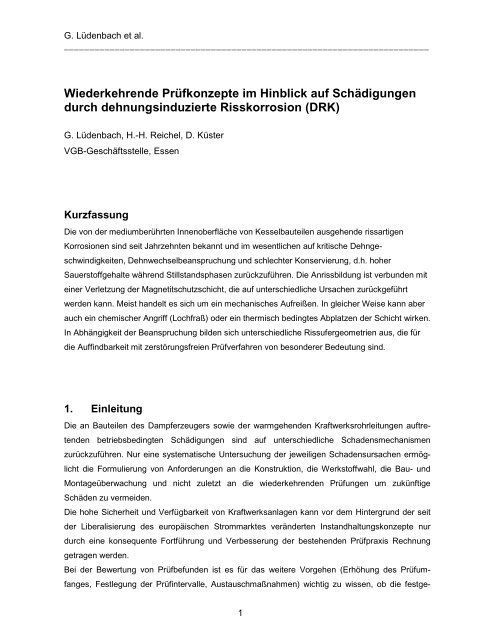
G. Lüdenbach et al.<br />
________________________________________________________________________<br />
Wiederkehrende Prüfkonzepte im Hinblick auf Schädigungen<br />
durch dehnungsinduzierte <strong>Risskorrosion</strong> (DRK)<br />
G. Lüdenbach, H.-H. Reichel, D. Küster<br />
VGB-Geschäftsstelle, Essen<br />
Kurzfassung<br />
Die von der mediumberührten Innenoberfläche von Kesselbauteilen ausgehende rissartigen<br />
Korrosionen sind seit Jahrzehnten bekannt und im wesentlichen auf kritische Dehngeschwindigkeiten,<br />
Dehnwechselbeanspruchung und schlechter Konservierung, d.h. hoher<br />
Sauerstoffgehalte während Stillstandsphasen zurückzuführen. Die Anrissbildung ist verbunden mit<br />
einer Verletzung der Magnetitschutzschicht, die auf unterschiedliche Ursachen zurückgeführt<br />
werden kann. Meist handelt es sich um ein mechanisches Aufreißen. In gleicher Weise kann aber<br />
auch ein chemischer Angriff (Lochfraß) oder ein thermisch bedingtes Abplatzen der Schicht wirken.<br />
In Abhängigkeit der Beanspruchung bilden sich unterschiedliche Rissufergeometrien aus, die für<br />
die Auffindbarkeit mit zerstörungsfreien Prüfverfahren von besonderer Bedeutung sind.<br />
1. Einleitung<br />
Die an Bauteilen des Dampferzeugers sowie der warmgehenden Kraftwerksrohrleitungen auftretenden<br />
betriebsbedingten Schädigungen sind auf unterschiedliche Schadensmechanismen<br />
zurückzuführen. Nur eine systematische Untersuchung der jeweiligen Schadensursachen ermöglicht<br />
die Formulierung von Anforderungen an die Konstruktion, die Werkstoffwahl, die Bau- und<br />
Montageüberwachung und nicht zuletzt an die wiederkehrenden Prüfungen um zukünftige<br />
Schäden zu vermeiden.<br />
Die hohe Sicherheit und Verfügbarkeit von Kraftwerksanlagen kann vor dem Hintergrund der seit<br />
der Liberalisierung des europäischen Strommarktes veränderten Instandhaltungskonzepte nur<br />
durch eine konsequente Fortführung und Verbesserung der bestehenden Prüfpraxis Rechnung<br />
getragen werden.<br />
Bei der Bewertung von Prüfbefunden ist es für das weitere Vorgehen (Erhöhung des Prüfumfanges,<br />
Festlegung der Prüfintervalle, Austauschmaßnahmen) wichtig zu wissen, ob die festge-<br />
1
G. Lüdenbach et al.<br />
________________________________________________________________________<br />
stellte Schädigung auf den Herstellungsprozess oder die Betriebsbeanspruchung zurückzuführen<br />
ist. Bei den durch Betriebsbeanspruchung herbei geführten Schädigungen kann jedoch nicht<br />
grundsätzlich ausgeschlossen werden, dass die eigentliche Schadensursache häufig auch auf<br />
Mängel der Konstruktion, der Herstellung oder der Montage zurückzuführen ist. Bei den üblichen<br />
Schädigungen an Bauteilen des Dampferzeugers und der warmgehenden Rohrleitungen sind zu<br />
nennen:<br />
- Zeitstandschädigung<br />
- Thermoschock / Thermowechselspannungsrisse<br />
- <strong>Dehnungsinduzierte</strong> <strong>Risskorrosion</strong> (DRK)<br />
- Dehnungswechselermüdung<br />
- Spannungsinduzierte <strong>Risskorrosion</strong> (SpRK)<br />
- Abzehrungen durch Hochtemperaturkorrosion<br />
- Erosionskorrosion / Kavitation<br />
- Abrasion<br />
Im Rahmen der Schadensanalyse gelingt meist eine Rekonstruktion des jeweiligen Schadensmechanismus<br />
und daraus resultierend die Klärung der jeweiligen Schadensursache. Die Erkenntnisse<br />
aus den Schadensanalysen führen neben einer stetigen Verbesserung der Konstruktion, der<br />
Werkstoffe und der Herstellungsverfahren auch zu systematischen Konzepten für das Vorgehen im<br />
Rahmen wiederkehrender Prüfung. Beispielhaft sind die TRD 508 „Zusätzliche Prüfungen an<br />
Bauteilen, berechnet mit zeitabhängigen Festigkeitswerten“, die VGB Richtlinie R 509 L „Wiederkehrende<br />
Prüfungen an Rohrleitungsanlagen in fossil befeuerten Wärmekraftwerken“ und das<br />
VdTÜV Merkblatt 451-83/2 „Prüfung von Rohren in nicht zugänglichen Räumen bei wiederkehrenden<br />
Prüfungen von Wasserrohrkesseln“ genannt, in denen Vorschläge für die Prüfungen an Bauteilen<br />
aus Rohrleitungsanlagen dargestellt werden, die auf den Erfahrungen von Betreibern,<br />
Herstellern, Prüffirmen und Überwachungsorganisationen beruhen.<br />
2
G. Lüdenbach et al.<br />
________________________________________________________________________<br />
2. Schadensmechanismus: <strong>Dehnungsinduzierte</strong> <strong>Risskorrosion</strong> (DRK)<br />
Immer wieder treten Schäden an wasserberührten Kesselbauteilen auf, deren Schadensmechanismus<br />
mit dehnungsinduzierter <strong>Risskorrosion</strong> (DRK) beschrieben wird. Dieser Schadenstyp ist<br />
seit vielen Jahrzehnten bekannt und lässt sich anhand des charakteristischen Schadensbildes gut<br />
von anderen Mechanismen abgrenzen. Die für die Rissbildung kritischen Einflussgrößen sind unter<br />
<strong>Labor</strong>bedingungen eingehend untersucht und beschrieben worden. Sie führen zur Schädigung<br />
bestimmter Bauteile und oft eng begrenzter sowie weitestgehend vorhersagbarer Schadensorte.<br />
Der vorliegende Beitrag wiederholt kurz die wichtigsten Erkenntnisse aus den Untersuchungen<br />
vergangener Schadensfälle sowie den im Nachgang durchgeführten <strong>Labor</strong>versuchen. Es werden<br />
die typischen Merkmale beschrieben, an denen der Schadensmechanismus erkannt werden kann.<br />
Über die ersten Schädigungen dieser Art wurde seit Beginn der sechziger Jahre berichtet [1, 2, 3,<br />
4, 5, 6] nachdem Anrisse im Lochfeldbereich auf der mediumberührten Innenoberfläche von<br />
Kesseltrommeln entdeckt wurden, die vornehmlich im wasserbenetzten Teil, seltener im Dampfraum<br />
auftraten. Diese Risse verliefen an den Rohrlochkanten und in den Lochleibungen senkrecht<br />
zur Hauptnormalspannungsrichtung und wiesen eine Länge von bis zu 50 mm und eine maximale<br />
Tiefe von 10 mm auf [7]. Vom Grundsatz her vergleichbare Schädigungen wurden auf der<br />
mediumberührten Innenoberfläche in den neutralen Fasern von Rohrbögen beobachtet. Im<br />
Rahmen der Untersuchungen an den geschädigten Rohrbögen wurden stets größere Unrundheiten<br />
festgestellt. Aufgrund der Bruchflächencharakteristika und der Wechselbeanspruchung,<br />
denen die Bauteile z.B. bei An- und Abfahrprozessen ausgesetzt waren, wurden zunächst diese<br />
Erscheinungen als „Ermüdungskorrosion“ bezeichnet. Die im Bereich der Lochleibungen und den<br />
neutralen Fasern unrunder Rohrbogenquerschnitte vorliegenden Spannungsüberhöhungen<br />
veranlassten aber auch zu der Bezeichnung dieser Erscheinungen als „spannungsinduzierte<br />
Korrosion“. Von allen Autoren wird der Schädigungsmechanismus wie folgt beschrieben. Ausgehend<br />
von einer Verletzung der Magnetitschutzschicht entsteht ein Riss durch überwiegend<br />
mechanische Ermüdung aufgrund von Betriebsbeanspruchung, der sich in einer anschließenden<br />
Stillstandsphase im Bereich der Rissspitze die Ausbildung einer Korrosionsmulde anschließt. In<br />
den folgenden Betriebszyklen wiederholen sich Risswachstum und Stillstandskorrosion (Bild 1).<br />
Grundlegende Experimente unter <strong>Labor</strong>bedingungen untersuchten systematisch den Einfluss von<br />
Dehnrate, Mediumtemperatur, Sauerstoffgehalt, Strömungsgeschwindigkeit, Frequenz und Werkstoff<br />
beziehungsweise Werkstoffzustand auf die Anfälligkeit für die genannte Rissbildung [8]. In<br />
diesen Untersuchungen wurde festgestellt, dass ein wesentlicher Einflussparameter der Anfälligkeit<br />
für DRK die Dehnrate ist, die letztendlich zu der heute gebräuchlichen Bezeichnung<br />
„dehnungsinduzierte Riskorrosion“ (DRK) geführt hat. Mit abnehmender Dehnrate (dε/dt=∆l/l0x∆t)<br />
nimmt zunächst die Anfälligkeit für DRK zu und erreicht bei ca. dε/dt=10 -6 s -1 ein Maximum. In den<br />
3
G. Lüdenbach et al.<br />
________________________________________________________________________<br />
Zugversuchen, die unter konstanten Dehngeschwindigkeiten durchgeführt wurden (CERT,<br />
Constant Extension Rate Test) wurde weiterhin eine Temperatur von 240°C für die maximale DRK-<br />
Anfälligkeit festgestellt. Sauerstoffgehalte im Hochtemperaturwasser kleiner als 5 ppb führen zu<br />
keiner und Gehalte größer als 50 ppb führen zu Anfälligkeit für DRK. Eine zusammenfassende<br />
Darstellung der DRK-Anfälligkeit in Abhängigkeit von den genannten Einflussgrößen gibt Bild 2<br />
wieder. Der eigentliche Mechanismus der Werkstofftrennung an der Rissspitze ist noch mehrdeutig.<br />
Nach [8] sind Gleitvorgänge in Verbindung mit sowohl anodischer Metallauflösung als auch<br />
kathodischer Wasserstoffversprödung denkbar. Ausschlaggebend für die Rissinitiierung sind<br />
jedoch lokale Schutzschichtzerstörungen, die auf mechanische, chemische und thermische Weise<br />
erfolgen können [9]. Sowohl für die Auswahl der zu prüfenden Bauteile beziehungsweise Prüfstellen<br />
als auch der in Frage kommenden Prüfmethoden und Prüfparameter kann die Art der<br />
Rissinitiierung und des Rissfortschritts von erheblicher Bedeutung sein. In [10] wurden bereits<br />
detaillierte Untersuchungen an DRK-geschädigten Bauteilen vorgestellt. Von den Autoren wurde<br />
versucht geeignete Prüfverfahren zu qualifizieren, die es gestatten, die von der Innenoberfläche<br />
ausgehenden Schädigungen bereits im Frühstadium sicher zu detektieren. Hierbei wurde auf die<br />
Durchstrahlungsprüfung besonderes Augenmerk gelegt, da nach Ansicht der Autoren die Ultraschalltechnik<br />
nicht das geeignete Verfahren darstellt um Korrosionsanrisse mit hoher Aussagekraft<br />
von „ungefährlichem“ leichtem Lochfraßkorrosion zu unterscheiden.<br />
3. Schadensbeispiele<br />
Anhand der folgenden Schadensbeispiele soll gezeigt werden in welch unterschiedlicher Ausbildung<br />
dehnungsinduzierte <strong>Risskorrosion</strong> auftreten kann und in welcher Weise dem im Rahmen<br />
wiederkehrender Prüfungen Rechnung getragen werden muss. Die Ergebnisse sind im Rahmen<br />
der üblichen werkstoffkundlichen Schadensuntersuchungen durch Prüfung der Schadensbauteile<br />
mit Hilfe der Durchstrahlungs- (Röntgenröhre und Isotope) als auch der Ultraschalltechnik<br />
(Miniaturprüfkopf) erhalten worden. Hierbei wurde die Durchstrahlungsprüfung dahingehend untersucht,<br />
inwieweit sich unterschiedliche Prüfparameter auf die Fehlererkennbarkeit auswirken. Bei<br />
den variierten Parametern handelt es sich im wesentlichen um:<br />
- Strahlenquelle (Röntgenröhre, Iridium 192, Selen 75)<br />
- Film-/Fehler-Abstand (mit und ohne Isolierung)<br />
- Aufnahmetechnik (Einfach- und Doppelwanddurchstrahlung)<br />
4
G. Lüdenbach et al.<br />
________________________________________________________________________<br />
3.1 Schadensbeispiel: „Mechanische Schutzschichtzerstörung“<br />
In einem steinkohlebefeuerten Kraftwerk sind an den Zuleitungen der Brennerkühlung außerhalb<br />
des Feuerraums an den Rohrbögen zwei zeitlich dicht aufeinander folgende Schäden aufgetreten.<br />
Die metallografische Untersuchung des ersten Schadens wies als Schadensursache eindeutig<br />
dehnungsinduzierte <strong>Risskorrosion</strong> (DRK) entlang der neutralen Faser des Rohrbogens auf (Bild 3).<br />
Bei dem Rohrbogen handelte es sich um eine Kaltbiegung ohne nachträgliche Wärmebehandlung<br />
aus dem Werkstoff 15 Mo 3 mit den Abmessungen ä∅ 45,5 x 4,5 Wd. Im längs aufgeschnittenen<br />
Rohrbogen erkennt man auf der Innenoberfläche der gegenüberliegenden Hälfte (Bild 3, rechts)<br />
nach der Oberflächenrissprüfung mittels magnetischem Streuflussverfahren (schwarz/weiß) ebenfalls<br />
eine Rissanzeige entlang der neutralen Faser. Die metallografische Untersuchung im Querschliff<br />
zeigt die für DRK typischen Rissverläufe. Neben dem Hauptriss existieren in der Regel noch<br />
weitere parallel verlaufende Nebenanrisse (Bild 4).<br />
Der zweite Schaden an einem benachbarten Rohrbogen des gleichen Brenners trat einige Wochen<br />
später auf, wobei der Rissfortschritt, ebenfalls infolge DRK in den beiden neutralen Fasern bereits<br />
soweit fortgeschritten war, das ein etwa handflächengroßes Rohrsegment des Bogenrückens<br />
abriss (Bild 5). In Bild 5 erkennt man weiterhin die für DRK typischen Bruchstrukturen, die durch<br />
ihre grau-schwarze Magnetitbelegung den Rissausgang eindeutig von der mediumberührten<br />
Innenoberfläche markieren. Die hellgraue kristalline Gewaltbruchfläche weist in den meisten Fällen<br />
nur wenige Zehntel Millimeter Restwanddicke auf.<br />
Die Durchstrahlungsprüfung mit Iridium 192 benachbarter Rohrbögen an insgesamt vier Brennern<br />
ergab zunächst keinen Befund, worauf hin diese Prüfung mit empfindlicheren Prüfparametern<br />
(Selen 75 als Präparat) wiederholt wurde. Anhand der hieraus resultierenden Ergebnisse konnte<br />
lediglich in einigen Fällen ein Rissverdacht vermutet werden. Daraufhin wurden vier der geprüften<br />
Bögen vorsorglich ausgebaut und weiteren zerstörungsfreien Prüfungen (Durchstrahlungsprüfung<br />
mittels Röntgenröhre sowie Ultraschallprüfung mittels Miniaturprüfköpfen) unterzogen (Bild 6). Erst<br />
mit Hilfe des Einsatzes der Röntgenröhre gelang eine Detektierung der vorhandenen Fehler, die<br />
bereits eine Risslänge von ca. 25% der Wanddicke aufwiesen.<br />
Der Einsatz der Röntgenröhre ist jedoch in meisten Fällen aufgrund der örtlichen Platzverhältnisse<br />
nicht möglich beziehungsweise nicht wirtschaftlich. Aus diesem Grunde wird schon seit vielen<br />
Jahren erfolgreich die Ultraschallprüfung angewendet. Die Prüfung mit Miniaturprüfköpfen bietet<br />
eine sichere Prüfaussage selbst bei geringen Wanddicken (Grenze ca. 3,5 mm).<br />
Die Ursache der hier vorgestellten Schädigung beruht also im wesentlichen auf einer<br />
mechanischen Schutzschichtzerstörung, die bei hohen Unrundheiten der dünnwandigen Rohrbögen<br />
infolge des Kaltbiegevorganges auftreten können. Infolge des herrschenden Innendruckes<br />
oder besser gesagt verursacht durch Druckänderungen versuchen unrunde Rohrquerschnitte die<br />
5
G. Lüdenbach et al.<br />
________________________________________________________________________<br />
ideale Kreisform anzunehmen. Die hieraus resultierenden Verformungen hängen insbesondere<br />
von den Abmessungen des Rohres ab und können zum Aufreißen oder Abplatzen der Schutzschicht<br />
führen, da diese nach [11] eine wesentliche geringere Bruchdehnung aufweist. Umfangreiche<br />
Untersuchungen [11] ergaben eine effektive Bruchdehnung von ca. 0,8%o. Effektive Bruchdehnung<br />
bedeutet in diesem Zusammenhang, das die Stauchung, denen die Magnetitschichten<br />
aufgrund ihrer Bildungsbedingungen (durch Innendruck und thermischer Ausdehnung aufgeweitetes<br />
Rohr) unterliegen, berücksichtigt werden.<br />
Fazit: Zur Vermeidung derartiger Schäden sollten die Unrundheiten, die sich infolge der Herstellungsmethode<br />
ergeben so gering wie möglich gehalten werden. In Abhängigkeit des Biegeradius<br />
zu Wanddicken Verhältnisses sollten maximale Unrundheiten gemäß Bild 7 eingehalten werden.<br />
Im Rahmen wiederkehrender Prüfungen ist als erste Kontrolle eine Ovalitätsmessung<br />
entsprechender Rohrbögen eine sehr effektive Prüfung um eine potentielle DRK-Anfälligkeit zu<br />
ermitteln. Bei der zerstörungsfreien Prüfung auf Anrisse sollte in jedem Falle der Ultraschallmethode<br />
mit entsprechendem Equipment (Miniaturprüfköpfe mit Vorsatzkeil) vor der Durchstrahlungsprüfung<br />
der Vorzug gegeben werden.<br />
3.2 Schadensbeispiel: „Thermische Schutzschichtzerstörung“<br />
An der Mindestmengenleitung der Kesselumwälzung des gleichen Kraftwerkes wurde nach<br />
ca.196.000 Bh während der Wasserdruckprüfung eine Durchfeuchtung der Isolierung festgestellt,<br />
die auf eine Leckage in der Mindestmengenleitung zurückgeführt werden konnte. Bei der Leckagestelle<br />
handelte es sich um eine ca. 3 - 4 mm lange auf der Rohraußenoberfläche erkennbare und<br />
in Rohrlängsachse verlaufende Materialtrennung (Bild 8, Links). Auf der Rohraußenoberfläche<br />
konnten keine Besonderheiten wie z. B. mechanische Einwirkungen oder stattgefundene Korrosionsprozesse<br />
nachgewiesen werden. Die Untersuchung der Rohrinnenoberfläche ergab über den<br />
gesamten Umfang regellos verteilt ausgeprägte in Rohrlängsachse verlaufende Korrosionsfurchen<br />
(Bild 8, Mitte). Auffallend hierbei sind ebenfalls parallel zu den bestehenden "Korrosionsfurchen"<br />
verlaufende Bereiche mit abgeplatzter Magnetschutzschicht, in denen jedoch noch keine Korrosion<br />
stattgefunden hat. Die Orte der Korrosionsfurchen korrespondieren nur teilweise mit gewissen<br />
"Unregelmäßigkeiten" in Bezug auf die ideale Kreisform des Rohres. Ansonsten ist jedoch die<br />
Geometrie und die Oberflächenbeschaffenheit in Bezug auf den Herstellungsprozess in keiner<br />
Weise zu beanstanden. Die Darstellung des Rissverlaufs im metallografischen Querschiff (Bild 8,<br />
Rechts) zeigt die charakteristischen Merkmale einer dehnungsinduzierten <strong>Risskorrosion</strong> (DRK),<br />
jedoch mit einer ausgeprägten korrosiven Auskolkung der Rissufer im Rissanfang.<br />
6
G. Lüdenbach et al.<br />
________________________________________________________________________<br />
Aufgrund zu großer Temperaturänderungsgeschwindigkeiten im Medium entsteht aufgrund des<br />
langsameren Temperaturausgleiches innerhalb der Bauteilwandung ein Temperaturgradient und<br />
demzufolge ein inhomogener Spannungszustand. Im Vergleich zum Rohrwerkstoff besitzt die<br />
Oxidschicht eine deutlich niedrigere Bruchdehnung, einen niedrigeren thermischen Ausdehnungskoeffizienten<br />
sowie eine niedrigere thermische Leitfähigkeit. Mit zunehmender Oxidschichtdicke<br />
(abhängig von der Betriebsdauer) steigt die Diskrepanz im thermischen und mechanischen<br />
Verhalten zwischen Schicht und Grundwerkstoff, wodurch es insbesondere bei An- und Abfahrten<br />
zu lokalen Abplatzungen kommt. Diese treten dann bevorzugt an Stellen auf, an denen<br />
"geometrische" Abweichungen von der idealen Kreisform des Rohres vorliegen.<br />
Ein am ausgebauten Rohrsegment durchgeführter Vergleich der Durchstrahlungsprüfung mit<br />
unterschiedlichen Aufnahmetechniken zeigte, dass es möglich ist aufgrund der extremen Korrosion<br />
der Rissufer auch mit der Isotopentechnik die Schädigungen festzustellen.<br />
Fazit: Dieser Schadensfall zeigt, dass auch durch thermische Prozesse (hohe Temperaturänderungsgeschwindigkeiten)<br />
Schutzschichtverletzungen verursacht werden können, die als<br />
Ausgangsorte für eine nachfolgende DRK-Schädigung wirken. Solche Prozesse werden begünstigt<br />
durch entsprechend dicke Oxidschichten sowie geometrische Unstetigkeiten wie z. B. schroffe<br />
Wanddickenübergänge.<br />
4 Zusammenfassung<br />
In die Konzeption von wiederkehrenden Prüfungen sollten vor allem die Ergebnisse der werkstoffkundlichen<br />
Schadensuntersuchungen als auch die im Nachgang aufgetretener Schäden durchgeführten<br />
weitergehenden Prüfmaßnahmen an vergleichbaren Bauteilen und Komponenten<br />
einfließen . Werden mit dem angewendeten Prüfverfahren Schädigungen in entsprechender Größe<br />
detektiert führt dies in der Regel zum Austausch des Bauteils. Wenn möglich sollte auch anhand<br />
des ausgebauten Bauteils der zfP-Befund verifiziert werden, um für die Fehlerbewertung betrieblich<br />
bedingter Schädigungen im Rahmen zukünftiger zerstörungsfreier Prüfungen eine größere<br />
Beurteilungssicherheit zu bekommen. Dies ist notwendig, da sich die Anforderungen der<br />
zerstörungsfreien Prüftechnik weitestgehend auf Fehler beschränken, die aus der Herstellung oder<br />
Montage herrühren und für Schädigungen, die auf Betriebsbeanspruchungen zurückzuführen sind,<br />
oft besondere Prüfparameter berücksichtigt werden müssen.<br />
7
G. Lüdenbach et al.<br />
________________________________________________________________________<br />
Literatur<br />
[1] Bachmaier, A.; Kaes, H.: „Ausgewählte Korrosionsfälle aus dem Kraftwerksbetrieb“<br />
Mitt. VGB, Dezember 1961<br />
[2] Schoch, W.: „Bericht über die aufgetretenen Schäden an Kesseltrommeln“ Mitt. VGB,<br />
April 1966<br />
[3] Wellinger, K.; Lehr, K.: „Zur spannungsinduzierten Korrosion wasserberührter Kesselteile“<br />
Mitt. VGB, Juni 1969<br />
[4] Schoch. W.; Spähn. H.; Kaes, H.: „Über die Rolle der spannungsinduzierten Korrosion<br />
und der Schwingungsrisskorrosion bei der Rissbildung an wasserberührten Kesselteilen“<br />
[5] Düren, C.; Müsch, H.; Pöpperling, R. und Schwenk W.: „Schäden an Kesseltrommeln<br />
aus warmfestem Feinkornbaustahl“ Schweißen und Schneiden, November 1970<br />
[6] Spähn, H.; Kaes, H.: „Schäden an wasserberührten Kesselbauteilen im Spiegel des<br />
Schadensgeschehens und des Regelwerks, dargestellt am Beispiel der Kesseltrommeln“<br />
VGB Ehrenkolloquium „<strong>Werkstofftechnik</strong> und Betriebserfahrungen“, Juni<br />
1985<br />
[7] Lenz, E.; Wieling N.: „Mediumseitige Einflußgrößen bei der dehnungsinduzierten <strong>Risskorrosion</strong><br />
und Beispiele für anwendungsbezogene Fälle“ VGB Kraftwerkstechnik 66,<br />
Heft 5, Mai 1986<br />
[8] Hickling, J.: „<strong>Dehnungsinduzierte</strong> <strong>Risskorrosion</strong>: Spannungsrisskorrosion oder<br />
Schwingugnsrißkorrosion?“ Der Maschinenschaden 55 (1982) Heft 2<br />
[9] Tietz, H.; Werner, M.: „Korrosionsprobleme im Dampf- und Wasserraum von Dampfkesseln“<br />
Mitt. VGB, Heft 45, Dez. 1956<br />
[11] Adamsky, F.-J.; B. Kempkes, . Ernst: „<strong>Dehnungsinduzierte</strong> Riskorrosion in Rohrsystemen<br />
von konventionellen Kraftwerksanlagen“<br />
VGB Kraftwerkstechnik 80, Heft 10, Oktober 2000<br />
[10] Kussmaul, K.; M. Navab-Motlagh: „Verhalten der Magnetitschutzschicht unter kesselbedingungen“<br />
VGB Kraftwerkstechnik 63, Heft 2, Februar 1983<br />
8
<strong>Labor</strong> <strong>Werkstofftechnik</strong><br />
<strong>Dehnungsinduzierte</strong> <strong>Risskorrosion</strong><br />
Bild 1: Schematische Darstellung des Schadensablaufs der DRK<br />
nach<br />
Lenz, E.; Wieling N.: “Mediumseitige Einflußgrößen bei der dehnungsinduzierten <strong>Risskorrosion</strong> und Beispiele für anwendungsbezogene Fälle” VGB Kraftwerkstechnik 66,<br />
Heft 5, Mai 1986 Und<br />
Düren, C.; Müsch, H.; Pöpperling, R. und Schwenk W.: “Schäden an Kesseltrommeln aus warmfestem Feinkornbaustahl” Schweißen und Schneiden, November 1970<br />
1
<strong>Labor</strong> <strong>Werkstofftechnik</strong><br />
<strong>Dehnungsinduzierte</strong> <strong>Risskorrosion</strong><br />
Bild 1 und 2: Schematische Darstellung der Einflußgrößen Dehnrate, Temperatur und =2-Gehalt auf DRK-Anfälligkeit<br />
nach<br />
Lenz, E.; Wieling N.: “Mediumseitige Einflußgrößen bei der dehnungsinduzierten <strong>Risskorrosion</strong> und Beispiele für anwendungsbezogene Fälle”<br />
VGB Kraftwerkstechnik 66, Heft 5, Mai 1986<br />
2
<strong>Labor</strong> <strong>Werkstofftechnik</strong><br />
<strong>Dehnungsinduzierte</strong> <strong>Risskorrosion</strong><br />
Bild 3: Entlang der neutralen Faser von innen aufgerissener Rohrbogen<br />
Links: Rohraußenoberfläche<br />
Rechts: längs aufgetrennter Rohrbogen. Rohrinnenoberfläche nach der Oberflächenrissprüfung (MT-Verfahren)<br />
Schliffprobe<br />
3
<strong>Labor</strong> <strong>Werkstofftechnik</strong><br />
<strong>Dehnungsinduzierte</strong> <strong>Risskorrosion</strong><br />
Bild 4: Darstellung der Risse auf der Rohrinnenseite im metallografischen Querschliff (geätzt)<br />
4
<strong>Labor</strong> <strong>Werkstofftechnik</strong><br />
<strong>Dehnungsinduzierte</strong> <strong>Risskorrosion</strong><br />
Bild 5: Abgerissene Rohrbogenhalbschale<br />
Links: Einbausituation<br />
Rechts: für DRK typische mit Magnetit (grau-schwarz) belegter Bruchfläche<br />
5
<strong>Labor</strong> <strong>Werkstofftechnik</strong><br />
<strong>Dehnungsinduzierte</strong> <strong>Risskorrosion</strong><br />
Bild 6: Ultraschallprüftechnik<br />
Links: Miniaturprüfkopf mit Plexiglasvorsatzkeil<br />
Rechts: DRK-geschädigtes Segment aus einem Rohrbogen<br />
6
<strong>Labor</strong> <strong>Werkstofftechnik</strong><br />
<strong>Dehnungsinduzierte</strong> <strong>Risskorrosion</strong><br />
Unrundheit [%]<br />
14<br />
12<br />
10<br />
8<br />
6<br />
4<br />
2<br />
max<br />
20<br />
Rm / da<br />
0<br />
1 2<br />
Rm/da<br />
3 4 5<br />
d<br />
Unrundheit = 2⋅<br />
d<br />
a max<br />
a max<br />
Rm = mittlere Biegeradius<br />
da = äußerer Rohrdurchmesser<br />
− d<br />
+ d<br />
amin<br />
a min<br />
Bild 7: Zulässige Unrundheit von dünnwandigen Rohrbögen gemäß VGB R 501 H<br />
„Richtlinie für die Herstellung und Bauüberwachung von Hochleistungsdampferzeugern“<br />
⋅100%<br />
7
<strong>Labor</strong> <strong>Werkstofftechnik</strong><br />
<strong>Dehnungsinduzierte</strong> <strong>Risskorrosion</strong><br />
Bereich 2<br />
Bereich 1<br />
Bild 8: Geschädigte Mindestmengenleitung der Kesselumwälzung<br />
Links: Bereich der Leckagestelle auf der Rohraußenoberfläche (rot markiert)<br />
Mitte: Rohrinnenoberfläche mit grabenartigen Korrosionsfurchen (Bereich 1)<br />
und Bereichen mit abgeplatzter Magnetitschutzschicht (Bereich 2)<br />
Rechts: Rohrwand mit Korrosionsfurche im Querschliff<br />
8