Download (2474Kb) - tuprints - Technische Universität Darmstadt
Download (2474Kb) - tuprints - Technische Universität Darmstadt
Download (2474Kb) - tuprints - Technische Universität Darmstadt

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
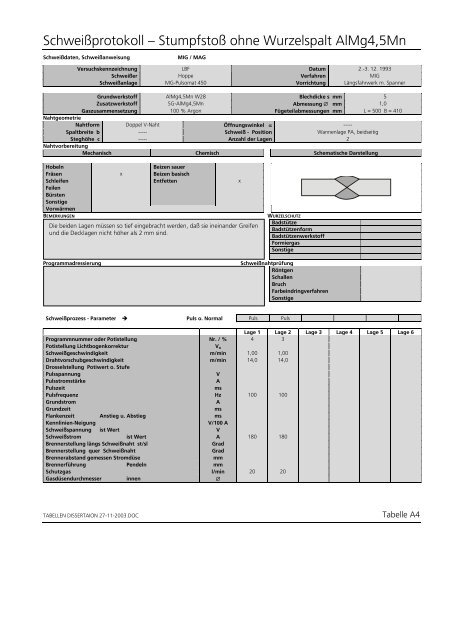
Schweißprotokoll – Stumpfstoß ohne Wurzelspalt AlMg4,5Mn<br />
Schweißdaten, Schweißanweisung MIG / MAG<br />
Versuchskennzeichnung LBF Datum 2.-3. 12. 1993<br />
Schweißer Hoppe Verfahren MIG<br />
Schweißanlage MG-Pulsomat 450 Vorrichtung Längsfahrwerk m. Spanner<br />
Grundwerkstoff AlMg4,5Mn W28 Blechdicke s mm 5<br />
Zusatzwerkstoff SG-AlMg4,5Mn Abmessung mm 1,0<br />
Gaszusammensetzung 100 % Argon Fügeteilabmessungen mm L = 500 B = 410<br />
Nahtgeometrie<br />
Nahtform Doppel V-Naht Öffnungswinkel -----<br />
Spaltbreite b ----- Schweiß - Position Wannenlage PA, beidseitig<br />
Steghöhe c ----- Anzahl der Lagen 2<br />
Nahtvorbereitung<br />
Mechanisch Chemisch Schematische Darstellung<br />
Hobeln Beizen sauer<br />
Fräsen x Beizen basisch<br />
Schleifen Entfetten x<br />
Feilen<br />
Bürsten<br />
Sonstige<br />
Vorwärmen<br />
BEMERKUNGEN WURZELSCHUTZ<br />
Die beiden Lagen müssen so tief eingebracht werden, daß sie ineinander Greifen<br />
und die Decklagen nicht höher als 2 mm sind.<br />
Badstütze<br />
Badstützenform<br />
Badstützenwerkstoff<br />
Formiergas<br />
Sonstige<br />
Programmadressierung Schweißnahtprüfung<br />
Röntgen<br />
Schallen<br />
Bruch<br />
Farbeindringverfahren<br />
Sonstige<br />
Schweißprozess - Parameter Puls o. Normal Puls Puls<br />
Lage 1 Lage 2 Lage 3 Lage 4 Lage 5 Lage 6<br />
Programmnummer oder Potistellung Nr. / % 4 3<br />
Potistellung Lichtbogenkorrektur V D<br />
Schweißgeschwindigkeit m/min 1,00 1,00<br />
Drahtvorschubgeschwindigkeit m/min 14,0 14,0<br />
Drosselstellung Potiwert o. Stufe<br />
Pulsspannung V<br />
Pulsstromstärke A<br />
Pulszeit ms<br />
Pulsfrequenz Hz 100 100<br />
Grundstrom A<br />
Grundzeit ms<br />
Flankenzeit Anstieg u. Abstieg ms<br />
Kennlinien-Neigung V/100 A<br />
Schweißspannung ist Wert V<br />
Schweißstrom ist Wert A 180 180<br />
Brennerstellung längs Schweißnaht st/sl Grad<br />
Brennerstellung quer Schweißnaht Grad<br />
Brennerabstand gemessen Stromdüse mm<br />
Brennerführung Pendeln mm<br />
Schutzgas l/min 20 20<br />
Gasdüsendurchmesser innen <br />
TABELLEN DISSERTAION 27-11-2003.DOC Tabelle A4